


固溶强化型镍基高温合金GH3230广泛用于制造航空航天、石油化工以及核工业领域的关键高温结构部件,如先进航空发动机的涡轮叶片、燃烧室部件,石油化工设备中的反应器、换热器等,其中燃烧室部件通常采用高温合金薄板焊接构件制成,由于燃烧室要面临在受限空间及高压环境中承受超高温燃气等恶劣的工况,因此高温合金焊板在高温下长期服役时焊接接头显微组织的演变引发广泛关注[1~3]。焊接接头的晶粒尺寸和析出相分布不均匀往往是焊接板材高温力学性能下降以及发生变形断裂的重要因素[4]。GH3230合金属于Ni-Cr-W元素体系,加入具有较大固溶度的高熔点固溶强化元素Cr、W、Mo等与C原子结合形成的碳化物作为第二相强化合金[5,6]。该合金具有较高的抗高温蠕变、高温持久性能,优异的高温抗氧化性能,良好的焊接性能和机械加工性能[7~9]。对于高温条件下使用的GH3230合金板材,优良的焊接性能是其重要技术指标,也是板材构件设计和焊接工艺制定的重要依据[10]。
近年来,国内外学者对高温合金焊接工艺技术及焊接接头显微组织研究主要集中在3个方面。(1) 焊接接头残余应力和显微组织变化引发焊接裂纹形成的机理[11]。如:固溶态GH3230合金冷轧板经钨极氩弧焊对焊后,焊接接头热影响区存在残余应力,经1140~1180 ℃退火处理能有效降低残余应力,提高塑性,改善显微组织的稳定性[12]。又如:K438高温合金补焊后经过热处理出现的应变时效裂纹与焊缝中的残余应力和敏感组织有关,M23C6和M6C型碳化物在晶界析出,增大了裂纹开裂的倾向性[13]。(2) 焊接接头不平衡凝固结晶组织,以及过饱和γ相中碳化物的分解或析出行为和特征。Taheri等[14]在研究热处理对GTD-111高温合金焊缝显微组织的影响时,发现焊接热循环导致热影响区中部分γʹ颗粒溶解,并且溶解程度随着γʹ相与熔合线之间的距离和γʹ颗粒尺寸的增加而降低。Nimonic 263高温合金焊接接头在750 ℃长期热暴露时,可用非整数时间指数模型描述γʹ相的粗化,一些γʹ相转变为板条状η相,MC碳化物分解促进γʹ和η相的析出[15]。杜星霖等[16]发现GH3230合金经固溶处理后出现碳化物析出-回溶现象,并且随固溶温度升高,碳化物回溶开始时间提前。(3) 焊接接头长期时效组织中碳化物的演变。铸态镍基高温合金或铸钢在高温长期时效或使用条件下长期工作过程中一次碳化物发生分解或不同类型碳化物之间发生协同转化的退化反应[17~20]。如:在NiCrWTi铸造高温合金中存在(Ti, W)C + (Ni, Cr, Al)↔(Cr, W)23C6 + Ni3(Al, Ti)可逆的碳化物退化反应[21],K452合金中发现MC + γ→M23C6+ α-(W, Mo) + η较为复杂的碳化物退化反应[22]。淬火后的Cr-W或Cr-Mo高碳钢在回火过程中发生M3C→M7C3→M23C6→M6C型碳化物转变[23]。合金中碳化物间交替发生退化反应,改变了碳化物形貌、尺寸、数量和分布位置,从而对合金力学性能产生了重要影响。
上述研究结果表明,对燃烧室用高温合金焊接接头经高温长期热暴露后得到的近平衡组织中各相的变化,如亚稳γ相过饱和固溶体显微组织中碳化物的物性、各种类型碳化物的析出行为和特征、碳化物演变规律等研究尚有欠缺之处。本工作采用多种测试手段,着重观察和分析GH3230合金氩弧焊接薄板经高温长期热暴露后,焊接接头显微组织和碳化物的演变、碳化物中合金元素含量变化、碳化物粗化长大速率以及碳化物之间相互发生退化反应的实验现象,为深入认识钨极氩弧焊接工艺技术与力学性能的关系、提高高温合金焊接产品质量提供理论依据和技术支撑。
1 实验方法
实验材料为厚度1.5 mm的GH3230合金冷轧板材(固溶酸洗状态),其化学成分(质量分数,%)为:C 0.089,Mn 0.57,Si 0.33,Cr 22.12,W 13.95,Mo 1.55,Co 0.98,La 0.005,Ni余量。焊接用焊丝采用直径1.5 mm的相同合金成分焊丝。采用钨极氩弧焊对焊,对接焊缝方向与板材轧制方向平行,焊接时采用直流正极性并保证电弧不摆动,保持对熔池良好的保护。焊接工艺参数为:焊接电流50~55 A,电压10~12 V,焊枪Ar气流量9 L/min,保护Ar气流量7 L/min,焊接速率4 mm/s。
为消除焊接接头残余应力,焊后进行退火处理,工艺参数为1140 ℃、10 min,空冷,升温方式为到温装炉,控制每次入炉试样的数量,以免焊接板材受压变形。随后进行不同温度(700、800、900和1000 ℃)和不同时间(1500和2000 h)的长期热暴露处理。采用线切割在焊接板材的垂直轧向方向切取组织与性能分析用试样,并确保焊缝在试样正中间。对不同热暴露工艺条件下的试样进行机械研磨并抛光,之后进行化学腐蚀,腐蚀液配比为20 g CuSO4 + 100 mL HCl + 150 mL C2H5OH。
采用GX-71型光学显微镜(OM)、JSM-6480LV扫描电子显微镜(SEM)和Tecnai G2 F20透射电子显微镜(TEM)对焊接接头进行显微组织观察,确定碳化物在长期热暴露后尺寸、形貌和分布位置的变化。利用能谱仪(EDS)、JXA-8530F场发射电子探针(EPMA)分析析出相的化学成分及合金元素分布,在统计焊接接头经不同温度和时间长期热暴露后各部位碳化物中的合金元素含量时,在每一区域选取3个不同视场进行EPMA分析,之后在每一视场的所有碳化物处选取50余个成分点获得主要合金元素含量,判定碳化物类型,由此得到碳化物的合金元素含量,最后取平均值代表该区域内M23C6与M6C型碳化物中的合金元素含量。利用等效面积圆直径(equivalent-area diameter)法测量碳化物尺寸,即用与颗粒面积相等的圆的直径来表示非圆形颗粒的外形尺寸[24],选用Image-pro plus 6.0与MIPAR软件测定并统计长期热暴露后焊接接头(焊缝、热影响区)和母材中主要M23C6型碳化物的尺寸变化。
2 实验结果
2.1 焊接接头及母材显微组织
图1

图1
GH3230合金填丝钨极氩弧焊接薄板焊接接头及母材显微组织的OM像
Fig.1
OM images of welded joint and base metal of GH3230 alloy welded plate
(a) weld zone
(b) heat affected zone
(c) base metal
2.2 长期热暴露后焊接接头显微组织
图2
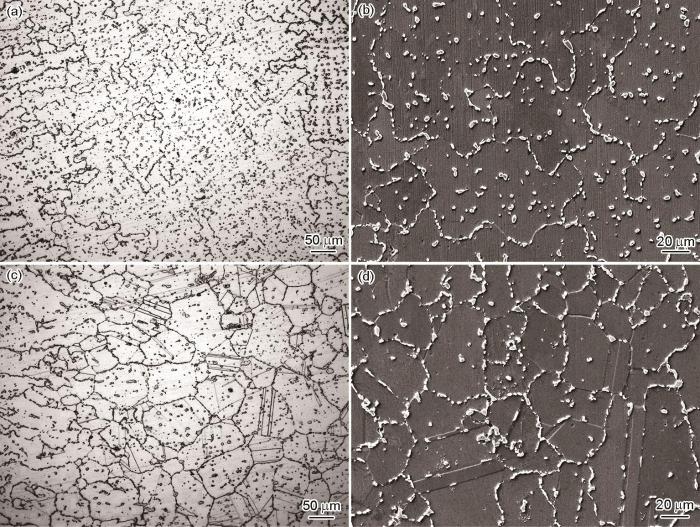
图2
GH3230合金填丝钨极氩弧焊接薄板经1000 ℃热暴露2000 h后焊缝和热影响区显微组织的OM像和SEM像
Fig.2
OM (a, c) and SEM (b, d) images of weld zone (a, b) and heat affected zone (c, d) of GH3230 alloy weld plate after thermal exposure at 1000 oC for 2000 h
2.3 长期热暴露后焊接接头碳化物
高温合金在高温下长期服役时,焊接接头显微组织的不稳定性主要表现在:随着服役温度的升高,焊接接头析出不同类型的碳化物并会发生不同类型碳化物之间的相互转变,从而使碳化物的形貌、数量、尺寸和分布位置发生改变。
GH3230合金填丝钨极氩弧焊接薄板经不同温度长期热暴露2000 h后焊缝区碳化物形貌及EDS分析如图3所示。可见,经700 ℃热暴露2000 h处理后,沿枝晶间析出的(Cr, W)23C6碳化物呈链状连续分布(图3a);当热暴露温度为800 ℃时,沿枝晶间析出的碳化物尺寸和数量增加,呈断续状分布,除M23C6型碳化物外,在枝晶交叉处还分布有块状的M6C型碳化物(图3b);当温度升高至900 ℃时,晶界分布的碳化物尺寸粗大呈断续状分布,主要为M6C型碳化物,并在该类型碳化物周围出现点状M23C6型碳化物(图3c);热暴露温度达1000 ℃时,大尺寸M6C型碳化物呈块状沿晶界分布,M23C6型碳化物在晶界交叉处分布并且尺寸明显增大(图3d)。
图3
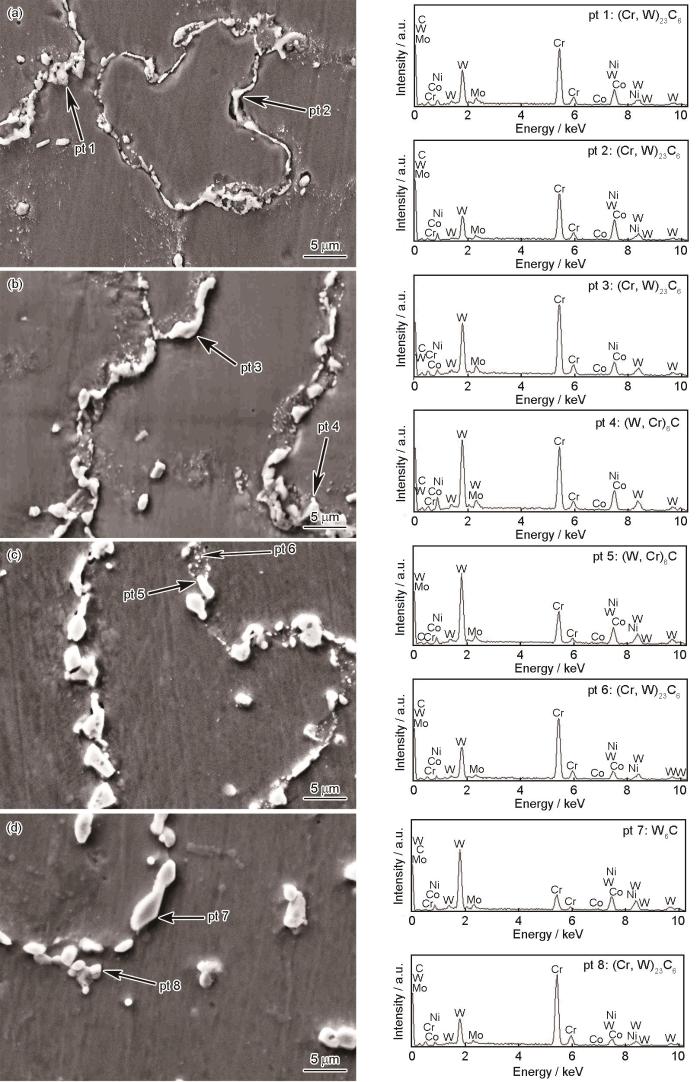
图3
GH3230合金填丝钨极氩弧焊接薄板经不同温度长期热暴露2000 h后焊缝区碳化物形貌及EDS分析
Fig.3
SEM images and corresponding EDS analyses of carbides in weld zone of GH3230 alloy weld plate after long-term thermal exposure at 700 oC (a), 800 oC (b), 900 oC (c), and 1000 oC (d) for 2000 h
图4为GH3230合金填丝钨极氩弧焊接薄板经不同温度长期热暴露2000 h处理后焊接接头热影响区碳化物形貌的SEM像,对应的EDS分析结果如表1所示。经700 ℃、2000 h热暴露处理后,在晶界析出连续细小的颗粒状M23C6型碳化物,形状规则的M6C型碳化物(尺寸为1.5~5 μm)分布在晶内;800 ℃长期热暴露后,在晶界上分布有颗粒状M23C6和M6C型碳化物,并且M23C6型碳化物尺寸更粗大;在900 ℃下长期热暴露后,晶界处颗粒状M23C6型碳化物进一步粗化,晶内析出的点状M6C型碳化物增多;而热暴露温度达1000 ℃时,晶界上M23C6型碳化物呈链状和条状析出,尺寸明显增加,M6C型碳化物主要分布于晶内。
图4

图4
GH3230合金填丝钨极氩弧焊接薄板经不同温度长期热暴露2000 h后热影响区碳化物形貌的SEM像
Fig.4
SEM images of carbides in heat affected zone of GH3230 alloy weld plate after thermal exposure at 700 oC (a), 800 oC (b), 900 oC (c), and 1000 oC (d) for 2000 h
表1 图4中点9~16的EDS分析结果
Table 1
| Point | wCr / % | wW / % | wMo / % | wCo / % | wC / % | wNi / % | Carbide |
|---|---|---|---|---|---|---|---|
| pt 9 | 39.90 | 18.87 | 2.53 | 0.90 | 1.97 | 35.83 | (Cr, W)23C6 |
| pt 10 | 16.35 | 55.38 | 2.86 | 1.02 | 2.16 | 22.23 | (W, Cr)6C |
| pt 11 | 43.55 | 20.14 | 2.21 | 0.87 | 2.05 | 31.18 | (Cr, W)23C6 |
| pt 12 | 8.52 | 59.55 | 4.83 | 0.75 | 1.11 | 24.62 | W6C |
| pt 13 | 52.73 | 25.63 | 1.76 | 0.22 | 3.05 | 16.61 | (Cr, W)23C6 |
| pt 14 | 16.50 | 58.52 | 3.66 | 0.67 | 1.97 | 18.68 | (W, Cr)6C |
| pt 15 | 60.57 | 23.02 | 1.33 | 0.58 | 2.95 | 11.55 | (Cr, W)23C6 |
| pt 16 | 11.72 | 64.31 | 3.59 | 0.88 | 2.54 | 16.96 | W6C |
Note:wM —mass fraction of element M
2.4 碳化物间的退化反应
2.4.1 焊缝区碳化物
图5为焊缝区经700和1000 ℃热暴露2000 h后的背散射电子(BSE)像及Cr与W元素的EPMA面分布图。结合GH3230合金碳化物成分特点可以看出,700 ℃长期热暴露后,枝晶间存在Cr、W元素偏聚,M23C6型碳化物呈颗粒状密集分布在枝晶间(图5a1~a3);1000 ℃长期热暴露后,有大量碳化物析出并且更加均匀地分布在焊缝区内,M6C型碳化物尺寸较大并且数量较多,形貌以颗粒状为主,M6C型碳化物附近多处存在小尺寸M23C6型碳化物,大尺寸M23C6型碳化物周围也分布着M6C型碳化物(图5b1~b3)。这表明在1000 ℃长期热暴露过程中,焊缝区组织中存在2种类型碳化物相互交替转化、交替分布的现象,即发生了碳化物间的退化反应。
图5
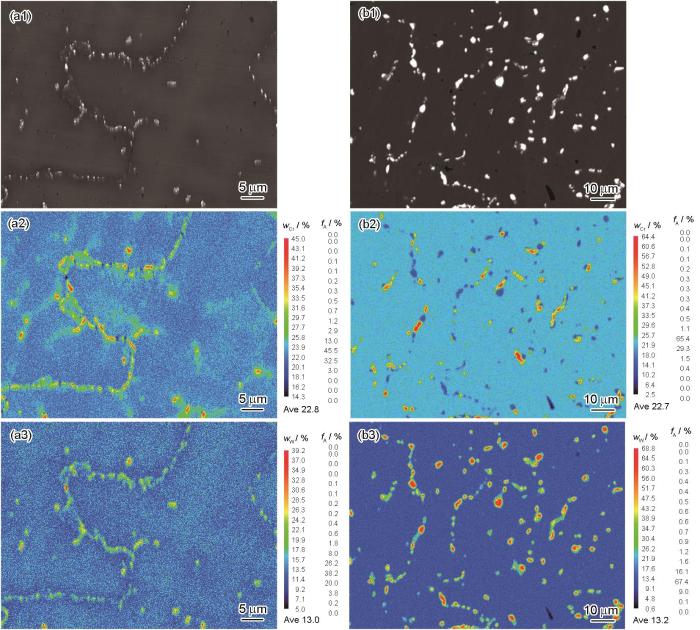
图5
GH3230合金填丝钨极氩弧焊接薄板经不同温度长期热暴露2000 h后焊缝区显微组织的BSE像及Cr、W元素EPMA面分布图
Fig.5
BSE images (a1, b1) and EPMA elemental maps of Cr (a2, b2) and W (a3, b3) in weld zone of GH3230 alloy weld plate after long-term thermal exposure at 700 oC (a1-a3) and 1000 oC (b1-b3) for 2000 h (fA—area fraction)
图6

图6
GH3230合金填丝钨极氩弧焊接薄板经700 ℃长期热暴露2000 h后焊缝区碳化物形貌的TEM像、EDS元素面分布及选区电子衍射(SAED)花样
Fig.6
Bright field TEM image of carbides (a); corresponding EDS mapping of Cr, Ni, and W (b); and selected area electron diffraction (SAED) pattern of the red circle region in Fig.6a (c) in weld zone of GH3230 alloy weld plate after long-term thermal exposure at 700 oC for 2000 h
2.4.2 热影响区的碳化物
图7

图7
GH3230合金填丝钨极氩弧焊接薄板经700 ℃长期热暴露2000 h后热影响区碳化物的TEM分析
Fig.7
TEM analyses of carbides in heat affected zone of GH3230 alloy weld plate after long-term thermal exposure at 700 oC for 2000 h
(a-c) bright field TEM image of carbides (a); corresponding EDS mapping of Cr, Ni, and W (b); and SAED pattern of the red circle region in Fig.7a (c) (d-g) bright field TEM image of large-sized carbide and its surrounding small granular carbides (d); corresponding EDS mapping of Cr, Ni, W (e), and Co (f); and SAED pattern of the red circle region in Fig.7d (g)
类似的情况也存在于热影响区内其他位置碳化物中,通过图7d所示的碳化物TEM明场像可以观察到,尺寸约为2.5 μm并且形状规则的一次碳化物周围出现形状不规则的小尺寸颗粒状碳化物,同时在该视场中还可以观察到大量细小点状碳化物。由EDS面分布图可以确定尺寸较大的一次碳化物富集W、Co元素,结合图7d中红圈标记区域的SAED花样(图7g),可以确定一次碳化物为W3Co3C碳化物(a = b = c = 1.11 nm),为M6C型碳化物[27,28]。在M6C型碳化物(W3Co3C)周围分布着因退化反应析出的形状不规则的小尺寸颗粒状Cr23C6碳化物,其中有些颗粒已连成条状形态,显示出碳化物之间的合金元素可以发生相互扩散。
2.5 长期热暴露后焊接接头碳化物中合金元素含量变化
焊缝与热影响区分别受到急冷凝固和焊接热循环的影响,在长期热暴露后碳化物中的化学成分会发生变化。图8为GH3230合金填丝钨极氩弧焊接薄板经过不同温度长期热暴露1500和2000 h后焊缝与热影响区M23C6型碳化物中W含量与M6C型碳化物中Cr含量的变化。焊缝区在热暴露1500 h时,M23C6型碳化物中W元素含量从800 ℃开始随热暴露温度的升高保持增加趋势,M6C型碳化物中Cr元素含量略有升高(图8a)。热影响区在不同温度热暴露1500 h时,随着温度的升高,M23C6型碳化物中W元素含量先在800 ℃时略有下降,而后一直增加至平稳,M6C型碳化物中Cr元素含量在800~900 ℃时出现下降,1000 ℃时又明显增加(图8b)。当热暴露时间增加至2000 h时,随着温度的升高,焊缝和热影响区中M23C6型碳化物中W元素含量与M6C型碳化物中Cr元素含量呈增加趋势。上述实验结果表明,随热暴露温度的升高和时间的延长,焊接接头中2类碳化物中的合金元素在碳化物中的溶解度会发生改变,影响碳化物中合金元素含量及其稳定性,碳化物中合金元素含量的变化是焊接接头显微组织稳定性的重要特征。
图8

图8
GH3230合金填丝钨极氩弧焊接薄板经不同温度长期热暴露1500和2000 h后焊缝区与热影响区碳化物中合金元素含量变化
Fig.8
Changes of carbide alloying element content in weld zone (a, c) and heat affected zone (b, d) of GH3230 alloy weld plate after long-term thermal exposure at different temperatures for 1500 h (a, b) and 2000 h (c, d)
2.6 焊接接头及母材中 M23C6 型碳化物尺寸变化
GH3230合金是一种固溶强化型镍基高温合金,该合金中主要析出相为M23C6型碳化物和M6C型碳化物。从合金热力学平衡相来说,M6C型碳化物属于高温稳定相,与M23C6型碳化物相比,M6C型碳化物在高温长期热暴露条件下具有良好的热稳定性,因此在高温服役过程中不易长大;而M23C6型碳化物中的主要成分Cr元素在800~1000 ℃温度区间内随温度升高扩散速率加快,并且Cr原子半径较大,因此M23C6型碳化物容易发生粗化[29]。图9为GH3230合金填丝钨极氩弧焊接薄板经不同温度热暴露2000 h后不同区域M23C6型碳化物平均尺寸的变化。从整体上看,热暴露温度升高,母材中的M23C6型碳化物粗化速率较慢,热影响区与焊缝区碳化物的尺寸受温度影响更明显。计算结果表明,焊缝、热影响区和母材中碳化物粗化速率分别为3.232、3.849和1.994 nm/℃。当热暴露温度为900和1000 ℃时,包括母材在内不同区域的M23C6型碳化物尺寸都有所增加,但是与母材中碳化物的粗化速率相比,焊缝区与热影响区中碳化物的粗化速率更快。这表明高温长期热暴露过程中焊接接头显微组织中的碳化物与母材中的碳化物稳定性不同,M23C6型碳化物的粗化长大对焊接接头显微组织不稳定性和力学性能的影响更加明显。
图9

图9
GH3230合金填丝钨极氩弧焊接薄板经不同温度热暴露2000 h后不同区域M23C6型碳化物的平均尺寸
Fig.9
Average sizes of M23C6 carbides in different regions of GH3230 alloy weld plate after thermal exposure at different temperatures for 2000 h
3 分析与讨论
3.1 焊接接头显微组织特征
焊接接头由焊缝和热影响区组成。对本工作高温合金板材焊接工艺而言,焊接接头是通过与母材成分相同的焊丝在两块冷轧板间用氩弧高温熔化并快速凝固形成的。由前文可知,焊缝区形成枝晶轴细、枝晶臂短的欠发达树枝晶和胞状晶混合的铸态组织,即在较高冷速下,固-液界面快速推进使得溶质原子来不及重新分配而直接进入γ相,形成了非平衡凝固的亚稳γ相过饱和固溶体。
焊缝附近的母材温度高且热场分布极不均匀,受到焊接热循环的影响形成组织不均匀的热影响区。焊缝区金属凝固冷却速率快,使焊缝两侧溶质元素进入靠近熔合线的γ相固溶体,从而使热影响区γ相中合金元素饱和度高于母材γ相基体。在焊接后退火热处理和长期热暴露处理过程中,不同类型碳化物析出,焊接接头显微组织具有不稳定性特征。
3.2 焊接接头碳化物物性和特征
图8表明,随着热暴露温度的升高和时间的延长,亚稳过饱和γ相固溶体内(焊接接头组织)溶质原子在碳化物中的溶解度发生变化。Cr23C6碳化物中溶入碳化物形成元素W,从而提高碳化物开始溶解温度,降低碳化物溶解速率;而W6C碳化物中溶入碳化物形成元素Cr,从而降低溶解温度,加快溶解速率,所以碳化物中合金元素发生再分配,这对焊接接头显微组织中碳化物的稳定性有重要影响。
GH3230合金焊接板材在经过1000 ℃、2000 h长期热暴露后持久性能明显下降[30],这与合金中作为主要强化相的M23C6型碳化物发生粗化有密切关系。肖翔[29]采用DICTRA软件模拟计算的M23C6型碳化物粗化动力学指出,合金中碳化物与γ相之间的界面能是影响碳化物粗化速率最直接的因素。共格程度越高,界面能越低,析出相粗化速率越慢;反之非共格程度越高,界面能越高,粗化速率越快。Cr23C6碳化物开始形成,与母相构成共格界面,合金在700 ℃析出的M23C6型碳化物与γ相仍呈共格关系(图7c)。随热暴露时间的延长与温度的升高,在碳化物长大过程中,亚稳态γ相中的溶质原子扩散速率加快,M23C6型碳化物与γ相之间的相界面向非共格相界面转变,导致碳化物粗化速率不断增大。其次,以Cr元素为主的M23C6碳化物,Cr元素的扩散能力控制M23C6型碳化物的稳定性。GH3230合金中W元素进入Cr23C6碳化物置换碳化物中Cr元素,导致Cr23C6碳化物转变温度降低,Cr23C6碳化物粗化速率也增加,如图9所示。
3.3 焊接接头碳化物的退化反应
GH3230合金氩弧焊接薄板长期热暴露后持久性能明显下降除了与碳化物发生粗化有关,还与合金中碳化物之间相互发生退化反应改变碳化物类型、尺寸、数量和分布位置有密切关系。
碳化物相互交替转化也发生在焊接接头热影响区内。W3Co3C碳化物的周边明显析出Cr23C6碳化物,此M6C型碳化物中含有非碳化物形成元素Co,其溶入强碳化物形成元素组成的碳化物中,减弱了W原子与C原子的结合力,增加了碳化物的不稳定性,碳化物更容易溶解进入γ相固溶体,促使强碳化物形成元素Cr通过高温扩散从固溶体中优先夺取C原子,结合形成Cr23C6碳化物,发生(W, Cr)6C + γ→Cr23C6 + γ退化反应。
由上述实验结果可知,GH3230合金焊接接头在长期热暴露过程中,碳化物间的退化反应是一种扩散型相变,通过γ相固溶体中合金元素的扩散发生再分配,γ相固溶体的总自由能降低。碳化物退化反应可分为2个阶段进行:首先部分不稳定的碳化物发生回溶分解,为γ相提供C源,同时释放出部分碳化物形成元素在其周围富集,为碳化物形成提供条件;其次通过γ相固溶体中的合金元素扩散再分配,强碳化物形成元素从γ相固溶体中优先夺取C元素并与之结合,在热暴露过程中长大,又从γ相固溶体中吸收大量碳化物形成元素,发生(Cr, W)23C6 + γ→W6C + γ或(W, Cr)6C + γ→Cr23C6 + γ退化反应,形成不同类型的碳化物。
4 结论
(1) GH3230合金薄板经填丝钨极氩弧焊接后,焊缝的显微组织为急冷凝固结晶形成的欠发达树枝晶铸态组织,焊接接头热影响区为由粗晶和细晶区组成的亚稳过饱和的奥氏体组织。
(2) 随热暴露温度的升高和时间的延长,氩弧焊接头显微组织中M23C6型和M6C型碳化物中合金元素W或Cr在碳化物中的固溶度发生变化,可以改变碳化物的稳定性。
(3) GH3230合金钨极氩弧焊接薄板经长期热暴露后,焊接接头中M23C6型碳化物的粗化速率较母材中该类型碳化物的粗化速率明显增大。
(4) GH3230合金钨极氩弧焊接薄板在长期热暴露过程中,焊缝与热影响区显微组织中发生了碳化物间的退化反应,这一扩散型相变改变了碳化物的类型、数量、尺寸、形貌及位置分布。
参考文献
Weakening modes for the heat affected zone in Inconel 625 superalloy welded joints under different high temperature rupture conditions
[J].
High-temperature properties and microstructure of argon-arc welded joint of GH3230 superalloy
[J].
GH3230高温合金氩弧焊接接头的组织与高温性能
[J].
Evolution of carbide precipitates in Hastelloy N joints during welding and post weld heat treatment
[J].
Thermal exposure effect on the microstructural and mechanical properties of a laser-welded Inconel 617 joint in an air environment
[J].
Effects of solution heat treatment on carbide of Ni-Cr-W superalloy
[J].
Precipitation, transformation, and coarsening of carbides in a high-carbon Ni-based superalloy during selective laser melting and hot isostatic pressing processes
[J].
Effect of heat treatment on microstructure and high temperature tensile mechanical properties of selective-laser-melted GH3230 superalloy
[J].
热处理对选区激光熔化GH3230高温合金显微组织及高温拉伸力学性能的影响
[J].
Deformation characteristics of as-received Haynes230 nickel base superalloy
[J].
Investigation of strengthening mechanisms in an additively manufactured Haynes 230 alloy
[J].
Microstructure of laser-welded Hastelloy X and laser-welded Haynes 230
[J].
Hastelloy X和Haynes 230激光焊接头的组织性能
[J].
Welding crack of Ni-based alloys: a review
[J].
Recently, Ni-based weldments have been widely used in various industries, including aerospace, nuclear power, thermal power, and petrochemicals. In this paper, the classification and welding methods of Ni-based alloys are introduced. Fusion welding methods were mainly used for the welding of Ni-based alloys because of cost and technical limitations. The mechanism of welding cracks in Ni-based alloys and the effects of various elements on cracks are mainly reviewed. Solidification cracking, liquation cracking, ductility-dip cracking, and strain-age cracking frequently occurred in fusion welding processes. The appearance of a low-melting liquid film has been found to be the main reason for the relative clarity of the mechanisms of solidification cracking and liquation cracking. Ductility-dip cracking is still not clearly defined, and its mechanism in Ni-based alloys remains obscure. Strain-age cracking of Ni-based alloys is unique to precipitation-strengthened-Ni-based alloys and closely related to the precipitation rate. Though much research has been done, impurities and addition of elements have a major effect on welding cracks of Ni-based alloys. Therefore, the influence of most elements alone and the synergistic effects on cracks need further study.
镍基合金焊接裂纹研究现状
[J].
Post weld heat treatment of GH3230 alloy
[J].Microstructure,microhardness and tensile properties of argon arc welded GH3230 alloy after different post weld heat treatment(PWHT) were tested and analyzed. The results indicate that after PWHT at 1140-1180℃ for 10 min,the GH3230 alloy can not only release the residual stress caused by welding,but also ensure the stability of microstructure,which meets the mechanical requirements of the alloy.
GH3230合金的焊后热处理
[J].分析测试了GH3230合金氩弧焊接后经不同焊后热处理制度处理后的显微组织、显微硬度和拉伸性能。试验结果表明:GH3230合金焊接板材经1140~1180℃保温10 min焊后热处理,既能使焊后残余应力得到充分释放,又能保证组织稳定,满足合金力学性能要求。
Study on crack of K438 superalloy repair welding joint after heat treatment
[J].
K438高温合金补焊接头热处理裂纹研究
[J].
Effect of pre- and post-weld heat treatment on microstructure and mechanical properties of GTD-111 superalloy welds
[J].
Evolution of γʹ particles in Ni-Based superalloy weld joint and its effect on impact toughness during long-term thermal exposure
[J].
Precipitation behavior of M23C6 type carbides in GH3230 alloy
[J].
GH3230合金M23C6型碳化物的析出行为
[J].研究了固溶态GH3230合金在800~1100℃时效不同时间下的碳化物析出行为。结果表明:GH3230合金固溶态组织主要为γ相+初生粒状碳化物M<sub>6</sub>C+少量晶界粒状碳化物M<sub>23</sub>C<sub>6</sub>。试验合金在800~1100℃短时时效后,晶界和晶内析出的碳化物主要为M<sub>23</sub>C<sub>6</sub>型。其中晶界粒状M<sub>23</sub>C<sub>6</sub>型碳化物有沿着晶内长大的倾向,并逐渐变成胞状碳化物。在同一时效温度下,晶内碳化物析出数量会随着时效时间的增加而增加,此后会逐渐回溶,回溶开始的时间会随着时效温度的提高而逐渐提前。
Review on whrought superalloy and equiaxed crystal cast superalloy materials and their application basic theories
[J].
变形高温合金和等轴晶铸造高温合金材料与应用基础理论研究
[J].
Evolution of carbide in 25-12 austenitic heatresistant cast steel during service
[J].
25-12型奥氏体耐热铸钢长期服役过程中碳化物的演变现象
[J].N, Nb和RE微合金化的25-12型奥氏体耐热铸钢长期使用后, 奥氏体中析出的二次碳化物数量明显增加, 晶界附近无析出区现象逐渐消失; 部分M23C6已转变为M6C. M6C总是与奥氏体基体以及二次碳化物M23C6保持[114]M6C//[110]A//[110]M23C6孪晶取向关系. 探讨了合金元素及服役条件对碳化物演变的影响.
Reversible reaction between MC and M23C6 in a NiCrWTi cast superalloy
[J].
NiCrWTi铸造高温合金中MC和M23C6的可逆反应
[J].采用断口的萃取碳复型等实验技术,发现NiCrWTi铸造高温合金在1030℃就存在着MC向M_(23)C_6的退化反应,而在1180℃出现M_(23)C_6向MC的逆反应。晶界的这种可逆反应十分明显。
The effect of stress on primary MC carbides degeneration of Waspaloy during long term thermal exposure
[J].
Carbide reactions (M3C→M7C3→M23C6→M6C) during tempering of rapidly solidified high carbon Cr-W and Cr-Mo steels
[J].
Analysis of grain- and particle-size distributions in metallic materials
[J].
The shape and mechanism of formation of M23C6 carbide in austenite
[J].
Slip localization and Cr23C6 carbide formation during low cycle fatigue of a polycrystalline nickel-base superalloy
[J].
Dissociation of Cr-rich M23C6 carbide in Alloy 617 by severe plastic deformation
[J].
Microstructural evolution in austenitic heat-resistant cast steel 35Cr25Ni12NNbRE during long-term service
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}