A continuum model for momentum, heat and species transport in binary solid-liquid phase change systems—I. Model formulation
1
1987
... 描述凝固宏观传输过程的连续介质模型[1]是VAR凝固模拟中最常用的模型,该模型中包含描述流场的连续性方程和Navier-Stokes (NS)方程、描述热量传输的能量守恒方程和描述溶质传输的溶质守恒方程.上述方程在计算流体力学框架下可统一写成如下形式的对流-扩散方程[2]: ...
A multiscale 3D model of the vacuum arc remelting process
7
2013
... 描述凝固宏观传输过程的连续介质模型[1]是VAR凝固模拟中最常用的模型,该模型中包含描述流场的连续性方程和Navier-Stokes (NS)方程、描述热量传输的能量守恒方程和描述溶质传输的溶质守恒方程.上述方程在计算流体力学框架下可统一写成如下形式的对流-扩散方程[2]: ...
... 式中,ρ为密度; u 为速度矢量;t为时间;ζ为待求解的变量;S为源项;α为扩散项系数,对于热传输和溶质传输方程,α分别代表热扩散系数和溶质扩散系数,对于动量守恒方程,α代表液相运动黏度,对于连续性方程,α为零.连续介质模型中系统任意位置的比热容、浓度、焓等性质均由液相和固相的性质乘以各自体积分数后加和得到,而两相体积分数与温度、浓度的关系通过杠杆定律或Scheil方程得到,同时在动量方程的源项中加入Darcy渗流项 D = μLu / K (其中,μL为液相动力黏度,K为渗透率),使速度在固相区域自然趋向于零.为处理湍流问题,上述模型还可进一步耦合湍动能(k)及其耗散率(ε)的传输方程(即k-ε方程)[3].包括PHYSICA[2]软件、Calcosoft®-2D软件[4]及大量关于VAR模拟研究的文献[5~11]均基于上述模型. ...
... CA-FD模型[24]在CA模型基础上进一步耦合溶质扩散方程,并通过有限差分法对其进行求解,以此来确定液/固转变动力学,而不再采用KGT模型计算尖端生长速率;同时对偏心正方形(八面体)算法进行改进,通过固相体积分数的连续变化反推生长过程中偏心正方形(八面体)边长.传统晶粒尺度CA模型仅考虑了枝晶尖端连线形成的外轮廓运动,而CA-FD模型自洽地考虑了固/液界面所有位置点的生长,因此可以刻画出晶粒的枝晶轮廓.该模型已在高温合金VAR铸锭雀斑缺陷的模拟研究中获得应用[2,27]. ...
... 目前,不同尺度模拟的耦合主要通过信息传递的方式实现.在宏观信息向介/微观传递方面,最常用的一种方式是将宏观传输模拟获得的温度场数据直接传递到介观尺度晶粒组织模拟之中[29~33],以此反映宏观因素对凝固晶粒形貌的影响.还可类似地将宏观浓度场或流场信息传递到各种微观尺度模拟之中[2].此类传递过程中,由于宏观计算的时间步长和空间步长通常要远大于介/微观模拟,因此需要对宏观信息进行插值处理,从而得到其在更小尺度范围的时空分布.除此之外,另一种方式是将宏观温度场的某些特征(如温度梯度、平均冷速)传递到介观[22,23]或微观尺度[28],此方式效率更高,但精度降低. ...
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... 上述考虑电磁力的模拟均基于轴对称模型,其中假定熔炼电流峰值出现在铸锭中心,由中心向侧壁呈Gaussian分布.然而近年来,研究者通过对坩埚内熔池表面的光学观测[62,63]以及坩埚外磁流密度检测[64],发现实际VAR过程中电弧中心并非总在熔池中心,而是不断运动,可以呈现中心聚集、偏心旋转以及翼型运动3种模式,熔炼电流分布也随之相应变化.为考虑电弧运动,需要采用三维模型.Karimi-Sibaki等[19]以及Pericleous等[2]对偏心旋转电弧模式下的三维VAR模拟表明,Ekman抽吸对流随着电弧中心的运动而不断改变位置,熔池轮廓虽基本保持中心对称,但熔池最深处不再位于铸锭中心,而是处于电弧中心下方.Karimi-Sibaki等[19]还发现,当偏心电弧不发生旋转时,自感电磁力控制流动将增强,熔池深度加大,且形态不再中心对称.Delzant等[65]对翼型运动电弧模式下的三维VAR熔池对流模拟也展示了相似的变化规律. ...
... 雀斑也称黑斑,通常在VAR铸锭中心到1/2半径区域内呈现条带状分布,雀斑区域的Nb、Ti、Mo元素富集,其中Nb元素富集最为显著[76].目前对高温合金VAR铸锭雀斑缺陷模拟研究最常用的方法如下:先通过宏观传输模拟获得温度场,从而计算温度梯度分布,进而获得Rayleigh数[77,78]分布,再通过Rayleigh判据分析雀斑形成倾向.Jardy等[79]和Patel等[80]基于上述方法均发现铸锭1/2半径处Rayleigh数最大,从而解释了实验中雀斑在此处最为常见的原因.Yang等[8]发现,VAR过程中Rayleigh数随着铸锭高度的不断增加而增大,在稳态熔炼与降低电流补缩的转变时刻,熔池附近的Rayleigh数最大,此高度处雀斑形成倾向最大.需要注意的是,上述工作均采用简单估算值来处理Rayleigh数计算中涉及的组织渗透率.Pericleous等[2]进一步通过耦合宏观温度场及流场信息的微观组织模拟,获得三维枝晶形貌,并基于此求解渗透率,从而使Rayleigh数计算更加定量化. ...
The numerical computation of turbulent flows
1
1974
... 式中,ρ为密度; u 为速度矢量;t为时间;ζ为待求解的变量;S为源项;α为扩散项系数,对于热传输和溶质传输方程,α分别代表热扩散系数和溶质扩散系数,对于动量守恒方程,α代表液相运动黏度,对于连续性方程,α为零.连续介质模型中系统任意位置的比热容、浓度、焓等性质均由液相和固相的性质乘以各自体积分数后加和得到,而两相体积分数与温度、浓度的关系通过杠杆定律或Scheil方程得到,同时在动量方程的源项中加入Darcy渗流项 D = μLu / K (其中,μL为液相动力黏度,K为渗透率),使速度在固相区域自然趋向于零.为处理湍流问题,上述模型还可进一步耦合湍动能(k)及其耗散率(ε)的传输方程(即k-ε方程)[3].包括PHYSICA[2]软件、Calcosoft®-2D软件[4]及大量关于VAR模拟研究的文献[5~11]均基于上述模型. ...
Numerical simulation of the VAR process with calcosoft-2D and its validation
1
2003
... 式中,ρ为密度; u 为速度矢量;t为时间;ζ为待求解的变量;S为源项;α为扩散项系数,对于热传输和溶质传输方程,α分别代表热扩散系数和溶质扩散系数,对于动量守恒方程,α代表液相运动黏度,对于连续性方程,α为零.连续介质模型中系统任意位置的比热容、浓度、焓等性质均由液相和固相的性质乘以各自体积分数后加和得到,而两相体积分数与温度、浓度的关系通过杠杆定律或Scheil方程得到,同时在动量方程的源项中加入Darcy渗流项 D = μLu / K (其中,μL为液相动力黏度,K为渗透率),使速度在固相区域自然趋向于零.为处理湍流问题,上述模型还可进一步耦合湍动能(k)及其耗散率(ε)的传输方程(即k-ε方程)[3].包括PHYSICA[2]软件、Calcosoft®-2D软件[4]及大量关于VAR模拟研究的文献[5~11]均基于上述模型. ...
Modeling of macrosegregation formation and the effect of enhanced cooling during vacuum arc remelting solidification of NbTi alloy ingot
3
2022
... 式中,ρ为密度; u 为速度矢量;t为时间;ζ为待求解的变量;S为源项;α为扩散项系数,对于热传输和溶质传输方程,α分别代表热扩散系数和溶质扩散系数,对于动量守恒方程,α代表液相运动黏度,对于连续性方程,α为零.连续介质模型中系统任意位置的比热容、浓度、焓等性质均由液相和固相的性质乘以各自体积分数后加和得到,而两相体积分数与温度、浓度的关系通过杠杆定律或Scheil方程得到,同时在动量方程的源项中加入Darcy渗流项 D = μLu / K (其中,μL为液相动力黏度,K为渗透率),使速度在固相区域自然趋向于零.为处理湍流问题,上述模型还可进一步耦合湍动能(k)及其耗散率(ε)的传输方程(即k-ε方程)[3].包括PHYSICA[2]软件、Calcosoft®-2D软件[4]及大量关于VAR模拟研究的文献[5~11]均基于上述模型. ...
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
Comparative investigation on ingot evolution and product quality under different arc distributions during vacuum arc remelting process
3
2022
... 在热浮力和自感电磁力基础上进一步加入适当强度的搅拌电磁力,可在一定程度上减轻宏观偏析,但随着搅拌磁场强度升高,偏析程度并不能持续降低[7,15,68].戴毅等[68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... (4) 电弧分布:聚焦电弧使自感电磁力控制流动增强[48],熔池深度加大[6,17,59],宏观偏析加重[6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
... [6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
Numerical investigation on the effect of axial magnetic field on metallurgical quality of ingots during vacuum arc remelting process
5
2022
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
... 在热浮力和自感电磁力基础上进一步加入适当强度的搅拌电磁力,可在一定程度上减轻宏观偏析,但随着搅拌磁场强度升高,偏析程度并不能持续降低[7,15,68].戴毅等[68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... [7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
... (3) 目前大型铸锭VAR模拟计算的效率仍然较低,根据文献报道[7]以及本团队的计算经验,目前温度场、流场、溶质场、电磁场四场耦合下数十万网格规模的计算,在主流至强处理器工作站的运行耗时数周左右.今后,将Lattice Boltzmann法[103,104]及GPU加速等高效计算方法引入VAR模拟,有望大幅缩短模拟时间.此外,目前VAR模拟仿真软件被国外垄断,国内尚缺乏相关产品,开发自主可控的VAR仿真软件对避免“卡脖子”,提升我国钛合金、高温合金等航天、航空大型铸锭的行业生产水平具有重要意义. ...
Numerical simulation and experimental study of vacuum arc remelting (VAR) process for large-size GH4742 superalloy
4
2023
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... [
8]
Typical temperature distributions in the four stages of VAR process<sup>[<xref ref-type="bibr" rid="R8">8</xref>]</sup> (Inset shows the locally enlarged view)Fig.2![]()
需要指出,当考虑流场时,熔池内部的温度分布与熔体流动方式密切相关.在热浮力引起的侧壁向下、中心向上的对流模式下,熔池内将出现热分层现象[40,48,49],即熔池内部温度梯度方向接近竖直方向,相应的熔池内等温线近似呈水平分布,如图3a所示.而在自感电磁力控制的侧壁向上、中心向下的对流模式下,熔池顶部的等温线向熔池下部扩张,在熔池中下区域等温线呈漏斗状[48,49],典型结果如图3b所示.当忽略流场而只求解热传导方程时,将无法获得上述熔池内部温度分布的细节. ...
... [
8] (Inset shows the locally enlarged view)
Fig.2![]()
需要指出,当考虑流场时,熔池内部的温度分布与熔体流动方式密切相关.在热浮力引起的侧壁向下、中心向上的对流模式下,熔池内将出现热分层现象[40,48,49],即熔池内部温度梯度方向接近竖直方向,相应的熔池内等温线近似呈水平分布,如图3a所示.而在自感电磁力控制的侧壁向上、中心向下的对流模式下,熔池顶部的等温线向熔池下部扩张,在熔池中下区域等温线呈漏斗状[48,49],典型结果如图3b所示.当忽略流场而只求解热传导方程时,将无法获得上述熔池内部温度分布的细节. ...
... 雀斑也称黑斑,通常在VAR铸锭中心到1/2半径区域内呈现条带状分布,雀斑区域的Nb、Ti、Mo元素富集,其中Nb元素富集最为显著[76].目前对高温合金VAR铸锭雀斑缺陷模拟研究最常用的方法如下:先通过宏观传输模拟获得温度场,从而计算温度梯度分布,进而获得Rayleigh数[77,78]分布,再通过Rayleigh判据分析雀斑形成倾向.Jardy等[79]和Patel等[80]基于上述方法均发现铸锭1/2半径处Rayleigh数最大,从而解释了实验中雀斑在此处最为常见的原因.Yang等[8]发现,VAR过程中Rayleigh数随着铸锭高度的不断增加而增大,在稳态熔炼与降低电流补缩的转变时刻,熔池附近的Rayleigh数最大,此高度处雀斑形成倾向最大.需要注意的是,上述工作均采用简单估算值来处理Rayleigh数计算中涉及的组织渗透率.Pericleous等[2]进一步通过耦合宏观温度场及流场信息的微观组织模拟,获得三维枝晶形貌,并基于此求解渗透率,从而使Rayleigh数计算更加定量化. ...
Tree-ring formation during vacuum arc remelting of Inconel 718: part II. Mathematical modeling
2
2002
... 除上述Gandin和Rappaz[20]提出的CA模型外,还有另一类相似的CA模型[9,22,23],其基本方法与之类似,区别主要在于如何捕获邻居单元.此类CA模型直接根据晶粒取向计算晶粒内各个单元捕获邻居单元的概率,数学处理更为方便,但计算结果受网格各向异性影响较大. ...
... 树轮在VAR铸锭横截面中呈同心圆分布,因形貌与树木年轮相似而得名.树轮是由细小的等轴晶组成的条带状组织,分布在柱状晶的前沿从而阻断柱状晶生长.树轮的形成主要由工艺参数的波动导致.Xu等[9]通过宏观传输与介观晶粒生长CA耦合模拟,研究了工艺参数波动幅度和波动时长对晶粒组织的影响,发现树轮缺陷对功率及电弧分布最为敏感,而对铸锭和坩埚间换热系数敏感度较低. ...
Segregation development in multiple melt vacuum arc remelting
2
2009
... 除上述熔池凝固过程中产生偏析之外,电极成分不均匀也可能引起铸锭的宏观偏析.在钛合金VAR熔炼生产中,通常采用三次熔炼工艺,其中初次电极以海绵钛和其他中间合金采用原料压制而成,随后将一次熔炼的铸锭用做二次熔炼的电极,再将二次锭用做三次熔炼电极,上述过程如图6右半侧所示.对于二次熔炼,存在2种电极放置方案:一次锭正置,即将一次锭底部做为二次熔炼电极底部,这里将其命名为VAR2-D (数字2代表熔炼次数、末尾字母D代表Direct);一次铸锭反置,即一次铸锭的顶部作为二次熔炼电极的底部,命名为VAR2-R (末尾字母R代表Reverse).以此类推,三次熔炼有4种方案,分别为:VAR3-D-D、VAR3-D-R、VAR3-R-D、VAR3-R-R,其中数字3代表三次熔炼,数字后面第一个字母代表第二次熔炼的电极放置方案,第二个字母代表第三次熔炼的电极放置方案.Zagrebelnyy和Krane[10]模拟了上述不同方案下Ti-10-2-3合金二次或三次VAR熔炼过程,发现后一次熔炼铸锭的宏观偏析程度比前一次铸锭升高,原因主要是铸锭直径增大导致的熔池流动及凝固偏析,而电极成分分布的影响较小.本团队对三次熔炼过程中宏观偏析的传递行为进行了深入分析[11],在前面6种电极放置方案基础上进一步加入均匀电极(VAR2-A和VAR3-A,末尾字母A代表average)作为对比,发现前次铸锭的径向成分不均匀会在下次熔炼过程中的熔池对流作用下消除,对下一次熔炼铸锭的宏观偏析基本无影响,而前次铸锭沿轴向的成分不均匀会传递给下一次熔炼的铸锭,这一传递效果在熔池深度增大时由于对流作用而被削弱.此外还发现,三次熔炼中如至少有一次将铸锭反置作电极,可显著减轻宏观偏析,但增加到2次反置,偏析进一步减轻的程度有限,如图8[11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
... (1) 熔炼电流:熔炼电流增大,会使熔池加深[31,82],铸锭轴线中上部和侧壁中下部偏析加重[10],导致高温合金VAR铸锭更容易形成雀斑[82],中心等轴晶区范围减小[31],夹杂颗粒熔化加速[83]. ...
Evolution of macrosegregation during three-stage vacuum arc remelting of titanium alloys
7
2024
... 式中,ρ为密度; u 为速度矢量;t为时间;ζ为待求解的变量;S为源项;α为扩散项系数,对于热传输和溶质传输方程,α分别代表热扩散系数和溶质扩散系数,对于动量守恒方程,α代表液相运动黏度,对于连续性方程,α为零.连续介质模型中系统任意位置的比热容、浓度、焓等性质均由液相和固相的性质乘以各自体积分数后加和得到,而两相体积分数与温度、浓度的关系通过杠杆定律或Scheil方程得到,同时在动量方程的源项中加入Darcy渗流项 D = μLu / K (其中,μL为液相动力黏度,K为渗透率),使速度在固相区域自然趋向于零.为处理湍流问题,上述模型还可进一步耦合湍动能(k)及其耗散率(ε)的传输方程(即k-ε方程)[3].包括PHYSICA[2]软件、Calcosoft®-2D软件[4]及大量关于VAR模拟研究的文献[5~11]均基于上述模型. ...
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
... 除上述熔池凝固过程中产生偏析之外,电极成分不均匀也可能引起铸锭的宏观偏析.在钛合金VAR熔炼生产中,通常采用三次熔炼工艺,其中初次电极以海绵钛和其他中间合金采用原料压制而成,随后将一次熔炼的铸锭用做二次熔炼的电极,再将二次锭用做三次熔炼电极,上述过程如图6右半侧所示.对于二次熔炼,存在2种电极放置方案:一次锭正置,即将一次锭底部做为二次熔炼电极底部,这里将其命名为VAR2-D (数字2代表熔炼次数、末尾字母D代表Direct);一次铸锭反置,即一次铸锭的顶部作为二次熔炼电极的底部,命名为VAR2-R (末尾字母R代表Reverse).以此类推,三次熔炼有4种方案,分别为:VAR3-D-D、VAR3-D-R、VAR3-R-D、VAR3-R-R,其中数字3代表三次熔炼,数字后面第一个字母代表第二次熔炼的电极放置方案,第二个字母代表第三次熔炼的电极放置方案.Zagrebelnyy和Krane[10]模拟了上述不同方案下Ti-10-2-3合金二次或三次VAR熔炼过程,发现后一次熔炼铸锭的宏观偏析程度比前一次铸锭升高,原因主要是铸锭直径增大导致的熔池流动及凝固偏析,而电极成分分布的影响较小.本团队对三次熔炼过程中宏观偏析的传递行为进行了深入分析[11],在前面6种电极放置方案基础上进一步加入均匀电极(VAR2-A和VAR3-A,末尾字母A代表average)作为对比,发现前次铸锭的径向成分不均匀会在下次熔炼过程中的熔池对流作用下消除,对下一次熔炼铸锭的宏观偏析基本无影响,而前次铸锭沿轴向的成分不均匀会传递给下一次熔炼的铸锭,这一传递效果在熔池深度增大时由于对流作用而被削弱.此外还发现,三次熔炼中如至少有一次将铸锭反置作电极,可显著减轻宏观偏析,但增加到2次反置,偏析进一步减轻的程度有限,如图8[11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
... [11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
... [11]一致. ...
... [
11]
Comparisons of the macrosegregation in ingots with various electrode placements for three successive VAR<sup>[<xref ref-type="bibr" rid="R11">11</xref>]</sup>(a-i) concentration distributions of all triple remelting ingots for VAR1-A (a), VAR2-A (b), VAR2-D (c), VAR2-R (d), VAR3-A (e), VAR3-D-D (f), VAR3-D-R (g), VAR3-R-D (h), and VAR3-R-R (i) (CV—mass fraction of vanadium element) ...
... [
11]
(a-i) concentration distributions of all triple remelting ingots for VAR1-A (a), VAR2-A (b), VAR2-D (c), VAR2-R (d), VAR3-A (e), VAR3-D-D (f), VAR3-D-R (g), VAR3-R-D (h), and VAR3-R-R (i) (CV—mass fraction of vanadium element) ...
钛合金三次真空自耗电弧熔炼过程中的宏观偏析传递行为
7
2024
... 式中,ρ为密度; u 为速度矢量;t为时间;ζ为待求解的变量;S为源项;α为扩散项系数,对于热传输和溶质传输方程,α分别代表热扩散系数和溶质扩散系数,对于动量守恒方程,α代表液相运动黏度,对于连续性方程,α为零.连续介质模型中系统任意位置的比热容、浓度、焓等性质均由液相和固相的性质乘以各自体积分数后加和得到,而两相体积分数与温度、浓度的关系通过杠杆定律或Scheil方程得到,同时在动量方程的源项中加入Darcy渗流项 D = μLu / K (其中,μL为液相动力黏度,K为渗透率),使速度在固相区域自然趋向于零.为处理湍流问题,上述模型还可进一步耦合湍动能(k)及其耗散率(ε)的传输方程(即k-ε方程)[3].包括PHYSICA[2]软件、Calcosoft®-2D软件[4]及大量关于VAR模拟研究的文献[5~11]均基于上述模型. ...
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
... 除上述熔池凝固过程中产生偏析之外,电极成分不均匀也可能引起铸锭的宏观偏析.在钛合金VAR熔炼生产中,通常采用三次熔炼工艺,其中初次电极以海绵钛和其他中间合金采用原料压制而成,随后将一次熔炼的铸锭用做二次熔炼的电极,再将二次锭用做三次熔炼电极,上述过程如图6右半侧所示.对于二次熔炼,存在2种电极放置方案:一次锭正置,即将一次锭底部做为二次熔炼电极底部,这里将其命名为VAR2-D (数字2代表熔炼次数、末尾字母D代表Direct);一次铸锭反置,即一次铸锭的顶部作为二次熔炼电极的底部,命名为VAR2-R (末尾字母R代表Reverse).以此类推,三次熔炼有4种方案,分别为:VAR3-D-D、VAR3-D-R、VAR3-R-D、VAR3-R-R,其中数字3代表三次熔炼,数字后面第一个字母代表第二次熔炼的电极放置方案,第二个字母代表第三次熔炼的电极放置方案.Zagrebelnyy和Krane[10]模拟了上述不同方案下Ti-10-2-3合金二次或三次VAR熔炼过程,发现后一次熔炼铸锭的宏观偏析程度比前一次铸锭升高,原因主要是铸锭直径增大导致的熔池流动及凝固偏析,而电极成分分布的影响较小.本团队对三次熔炼过程中宏观偏析的传递行为进行了深入分析[11],在前面6种电极放置方案基础上进一步加入均匀电极(VAR2-A和VAR3-A,末尾字母A代表average)作为对比,发现前次铸锭的径向成分不均匀会在下次熔炼过程中的熔池对流作用下消除,对下一次熔炼铸锭的宏观偏析基本无影响,而前次铸锭沿轴向的成分不均匀会传递给下一次熔炼的铸锭,这一传递效果在熔池深度增大时由于对流作用而被削弱.此外还发现,三次熔炼中如至少有一次将铸锭反置作电极,可显著减轻宏观偏析,但增加到2次反置,偏析进一步减轻的程度有限,如图8[11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
... [11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
... [11]一致. ...
... [
11]
Comparisons of the macrosegregation in ingots with various electrode placements for three successive VAR<sup>[<xref ref-type="bibr" rid="R11">11</xref>]</sup>(a-i) concentration distributions of all triple remelting ingots for VAR1-A (a), VAR2-A (b), VAR2-D (c), VAR2-R (d), VAR3-A (e), VAR3-D-D (f), VAR3-D-R (g), VAR3-R-D (h), and VAR3-R-R (i) (CV—mass fraction of vanadium element) ...
... [
11]
(a-i) concentration distributions of all triple remelting ingots for VAR1-A (a), VAR2-A (b), VAR2-D (c), VAR2-R (d), VAR3-A (e), VAR3-D-D (f), VAR3-D-R (g), VAR3-R-D (h), and VAR3-R-R (i) (CV—mass fraction of vanadium element) ...
Macro and micro segregations and prediction of carbide equivalent size in vacuum arc remelting of M50 steel via simulations and experiments
3
2024
... 上述连续介质凝固模型中只有一套传输方程,并未对液相和固相的传输进行区别处理,在固/液相变处理上采用了简化的一维模型,无法考虑实际晶粒以枝晶形态生长的动力学过程.为解决上述问题,基于体积平均法的两相凝固模型被引入VAR模拟之中[12~14],其中固相和液相分别具有与式(1)类似形式的传输方程,但其中源项S还包含两相之间相互作用项及相互转化项.此方法还可将固相按等轴晶和柱状晶分为2种不同的相(2者流体力学性质不同,前者可随液体运动,后者因与容器壁相连而始终保持静止),并可区分枝晶轮廓内/外的液相,灵活度更高,对固/液相变动力学描述也更为精确.SOLAR软件[13,14]正是基于此模型.但SOLAR软件中固相仅包含柱状晶(运动速度为零),并未考虑游离的等轴晶.最近Han等[15]发展了包含液相、柱状晶、等轴晶的VAR凝固三相模型,成功解决了上述问题. ...
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
... 如2.2节所述,在考虑自感电磁力和热浮力综合作用时,随着2者相对强度的改变,流动模式发生改变.此时,宏观偏析分布也会相应的变化.图7[57,58]为本团队对Ti-5.1%V (质量分数)二元体系模拟获得的热浮力主导对流和自感电磁力主导对流的VAR铸锭偏析模式[58],以及Zagrebelnyy[57]对Ti-10-2-3合金相应模拟结果的总结.其中图7c和d[57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
Solidification of a vacuum arc-remelted zirconium ingot
3
2014
... 上述连续介质凝固模型中只有一套传输方程,并未对液相和固相的传输进行区别处理,在固/液相变处理上采用了简化的一维模型,无法考虑实际晶粒以枝晶形态生长的动力学过程.为解决上述问题,基于体积平均法的两相凝固模型被引入VAR模拟之中[12~14],其中固相和液相分别具有与式(1)类似形式的传输方程,但其中源项S还包含两相之间相互作用项及相互转化项.此方法还可将固相按等轴晶和柱状晶分为2种不同的相(2者流体力学性质不同,前者可随液体运动,后者因与容器壁相连而始终保持静止),并可区分枝晶轮廓内/外的液相,灵活度更高,对固/液相变动力学描述也更为精确.SOLAR软件[13,14]正是基于此模型.但SOLAR软件中固相仅包含柱状晶(运动速度为零),并未考虑游离的等轴晶.最近Han等[15]发展了包含液相、柱状晶、等轴晶的VAR凝固三相模型,成功解决了上述问题. ...
... 温度场模拟虽已较为成熟,且其相对其他物理场计算精度更高,但由于VAR炉膛的特殊性,难以通过热电偶或其他方式对其内部温度进行原位监测,因而无法直接通过实验检验温度场模拟结果的可靠性.当前VAR模拟的可靠性验证大多依据实验观测的熔池轮廓[13~15]、溶质分布[14,15]以及组织形貌[29,32,53]来判定. ...
... 在热浮力和自感电磁力基础上进一步加入适当强度的搅拌电磁力,可在一定程度上减轻宏观偏析,但随着搅拌磁场强度升高,偏析程度并不能持续降低[7,15,68].戴毅等[68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
On the prediction of macrosegregation in vacuum arc remelted ingots
7
2022
... 上述连续介质凝固模型中只有一套传输方程,并未对液相和固相的传输进行区别处理,在固/液相变处理上采用了简化的一维模型,无法考虑实际晶粒以枝晶形态生长的动力学过程.为解决上述问题,基于体积平均法的两相凝固模型被引入VAR模拟之中[12~14],其中固相和液相分别具有与式(1)类似形式的传输方程,但其中源项S还包含两相之间相互作用项及相互转化项.此方法还可将固相按等轴晶和柱状晶分为2种不同的相(2者流体力学性质不同,前者可随液体运动,后者因与容器壁相连而始终保持静止),并可区分枝晶轮廓内/外的液相,灵活度更高,对固/液相变动力学描述也更为精确.SOLAR软件[13,14]正是基于此模型.但SOLAR软件中固相仅包含柱状晶(运动速度为零),并未考虑游离的等轴晶.最近Han等[15]发展了包含液相、柱状晶、等轴晶的VAR凝固三相模型,成功解决了上述问题. ...
... ,14]正是基于此模型.但SOLAR软件中固相仅包含柱状晶(运动速度为零),并未考虑游离的等轴晶.最近Han等[15]发展了包含液相、柱状晶、等轴晶的VAR凝固三相模型,成功解决了上述问题. ...
... 温度场模拟虽已较为成熟,且其相对其他物理场计算精度更高,但由于VAR炉膛的特殊性,难以通过热电偶或其他方式对其内部温度进行原位监测,因而无法直接通过实验检验温度场模拟结果的可靠性.当前VAR模拟的可靠性验证大多依据实验观测的熔池轮廓[13~15]、溶质分布[14,15]以及组织形貌[29,32,53]来判定. ...
... 热浮力和溶质浮力产生的对流也称自然对流,明晰2种浮力作用下的自然对流行为,是进一步分析浮力与电磁力竞争的基础.已有研究[43,55,56]表明,在忽略电磁力而只考虑浮力作用条件下,当溶质浮力与热浮力方向一致时,熔池流动始终为侧壁向下、中心向上的对流模式.但当溶质浮力与热浮力方向相反时,樊凯等[55]以及Mramor等[14]模拟结果表明,熔炼初期浅熔池内的流动由热浮力控制;随着熔炼进行,熔池不断加深,熔池上部对流由热浮力控制,但熔池底部出现溶质浮力控制的对流,其方向与上部热浮力对流相反,且熔池底部这一溶质浮力对流对铸锭中心偏析具有重要影响.需要指出,热浮力及溶质浮力由熔体密度随温度和浓度的变化决定,然而当前钛合金、高温合金等众多材料都缺乏相关实验数据,这是制约模拟精确性的一个重要方面. ...
... 樊凯等[55]模拟表明,自然对流条件下,当热浮力与溶质浮力引起的对流方向一致时,k' < 1的元素由VAR铸锭中心到边缘、由顶部到底部逐渐减少,而k' > 1的元素分布则正好相反.这与VAR铸锭实验观测结果[66,67]一致.当热浮力与溶质浮力方向相反时,无论是仅考虑自然对流的模拟[55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
... [14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
... 在热浮力和自感电磁力基础上进一步加入适当强度的搅拌电磁力,可在一定程度上减轻宏观偏析,但随着搅拌磁场强度升高,偏析程度并不能持续降低[7,15,68].戴毅等[68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
Melt convection and macrosegregation in the vacuum arc remelted Ti2AlNb ingot: Numerical methods and experimental verification
7
2022
... 上述连续介质凝固模型中只有一套传输方程,并未对液相和固相的传输进行区别处理,在固/液相变处理上采用了简化的一维模型,无法考虑实际晶粒以枝晶形态生长的动力学过程.为解决上述问题,基于体积平均法的两相凝固模型被引入VAR模拟之中[12~14],其中固相和液相分别具有与式(1)类似形式的传输方程,但其中源项S还包含两相之间相互作用项及相互转化项.此方法还可将固相按等轴晶和柱状晶分为2种不同的相(2者流体力学性质不同,前者可随液体运动,后者因与容器壁相连而始终保持静止),并可区分枝晶轮廓内/外的液相,灵活度更高,对固/液相变动力学描述也更为精确.SOLAR软件[13,14]正是基于此模型.但SOLAR软件中固相仅包含柱状晶(运动速度为零),并未考虑游离的等轴晶.最近Han等[15]发展了包含液相、柱状晶、等轴晶的VAR凝固三相模型,成功解决了上述问题. ...
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
... 温度场模拟虽已较为成熟,且其相对其他物理场计算精度更高,但由于VAR炉膛的特殊性,难以通过热电偶或其他方式对其内部温度进行原位监测,因而无法直接通过实验检验温度场模拟结果的可靠性.当前VAR模拟的可靠性验证大多依据实验观测的熔池轮廓[13~15]、溶质分布[14,15]以及组织形貌[29,32,53]来判定. ...
... ,15]以及组织形貌[29,32,53]来判定. ...
... 在热浮力和自感电磁力基础上进一步加入适当强度的搅拌电磁力,可在一定程度上减轻宏观偏析,但随着搅拌磁场强度升高,偏析程度并不能持续降低[7,15,68].戴毅等[68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... [15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
Effect of electromagnetic stirring on melt pool free surface dynamics during vacuum arc remelting
4
2008
... 电流在铸锭内会产生自感应磁场.对于轴对称的铸锭而言,影响熔体流动的自感电磁力主要与自感磁场的切向分量(Bθ)相关,因此只需考虑此部分自感磁场.Bθ 可通过电势(φ)与电流密度(J)来获得,具体过程如下.首先计算φ和 J,2者满足如下关系[16]: ...
... 式中,σ为电导率.通过φ可将电流守恒方程表达为如下形式[16]: ...
... 从式(3)中求出φ后,即可进一步通过式(2)求出 J.Bθ 与电流密度轴向分量(JZ)之间满足如下关系[16]: ...
... Bθ 与电流径向分量(Jr)之间形成轴向自感电磁力(FZ),与JZ 之间形成径向自感电磁力(Fr).此外铸锭坩埚外部稳弧线圈中的电流会产生轴向磁场(BZ),其与Jr 之间形成切向电磁力(Fθ),也称搅拌电磁力.上述各电磁力分量的计算公式如下[16]: ...
A parametric study of the vacuum arc remelting (VAR) process: Effects of arc radius, side-arcing, and gas cooling
9
2020
... 除上述方法外,还可通过磁矢量势(A)和φ求解自感磁场(B)[17~19].其中φ和 J 仍通过式(2)和(3)求解.引入Coulomb规范∇· A = 0后, A 与 J 之间满足如下关系[17~19]: ...
... [17~19]: ...
... 通过 A 可进一步计算 B[17~19]: ...
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... 自感电磁力驱动对流方向与热浮力对流完全相反,2者综合作用下可能形成多种流动模式.由于自感电磁力大小由熔炼电流决定,因此其与热浮力的相互竞争与熔炼电流密切相关.已有模拟研究[57~60]表明,在仅考虑热浮力和自感电磁力时,小电流下熔池内流动由浮力主导,此时熔池的最大流速较小;大电流下熔池绝大部分区域均形成自感电磁力主导对流,仅在深熔池底部的小范围内,由于自感电磁力减弱而形成浮力对流,此时由于熔池上表面高温熔体沿中心向下运动,使得熔池最大深度比浮力对流情况下可增加数倍,熔池最大流速增大2个数量级,如图5[58]所示.在从小电流过渡到大电流时,由于自感电磁力主要分布在熔池上部,因此熔池顶部靠近侧壁处可形成自感电磁力对流,熔池中下部形成浮力对流;在一定电流范围内,当自感电磁力与浮力的效果相当时,最大流速会出现极小值,如图5a[58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... (4) 电弧分布:聚焦电弧使自感电磁力控制流动增强[48],熔池深度加大[6,17,59],宏观偏析加重[6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
... [17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
A Numerical study on the influence of an axial magnetic field (AMF) on vacuum arc remelting (VAR) process
1
2021
... 在浮力、自感电磁力基础上进一步加入搅拌电磁力后,熔池的流动将更加复杂.Spitans等[48]和Karimi-Sibaki等[18]模拟结果均表明,只需微弱的固定方向搅拌电磁力(约为自感电磁力的十分之一[48]),即可使熔池竖直面内的流动由自感电磁力对流转变为Ekman抽吸对流;当搅拌磁场周期性转化方向时,熔池竖直面内将形成自感电磁力对流和Ekman抽吸对流交替的现象.黄立清等[61]对上述搅拌电磁力周期变向过程进一步分析发现,当搅拌电磁力突然转向时,熔体的旋转运动并不能立即随之转向,而是存在一个逐渐减弱、再反向加速的过程.在旋转运动减弱过程中,自感电磁力驱动的对流占据上风;当反向旋转充分发展之后,Ekman抽吸对流又重新主导,从而出现了2者交替的现象.此外还有学者[40]通过模拟分析了加入搅拌磁场后VAR熔池中的湍流行为,发现浮力控制的层流状态在施加搅拌磁场60 s内即可转变为湍流状态,延长搅拌转向周期或持续施加单方向搅拌可形成强烈的湍流. ...
Numerical modeling and experimental validation of the effect of arc distribution on the as-solidified Ti64 ingot in vacuum arc remelting (VAR) process
5
2022
... 除上述方法外,还可通过磁矢量势(A)和φ求解自感磁场(B)[17~19].其中φ和 J 仍通过式(2)和(3)求解.引入Coulomb规范∇· A = 0后, A 与 J 之间满足如下关系[17~19]: ...
... ~19]: ...
... 通过 A 可进一步计算 B[17~19]: ...
... 上述考虑电磁力的模拟均基于轴对称模型,其中假定熔炼电流峰值出现在铸锭中心,由中心向侧壁呈Gaussian分布.然而近年来,研究者通过对坩埚内熔池表面的光学观测[62,63]以及坩埚外磁流密度检测[64],发现实际VAR过程中电弧中心并非总在熔池中心,而是不断运动,可以呈现中心聚集、偏心旋转以及翼型运动3种模式,熔炼电流分布也随之相应变化.为考虑电弧运动,需要采用三维模型.Karimi-Sibaki等[19]以及Pericleous等[2]对偏心旋转电弧模式下的三维VAR模拟表明,Ekman抽吸对流随着电弧中心的运动而不断改变位置,熔池轮廓虽基本保持中心对称,但熔池最深处不再位于铸锭中心,而是处于电弧中心下方.Karimi-Sibaki等[19]还发现,当偏心电弧不发生旋转时,自感电磁力控制流动将增强,熔池深度加大,且形态不再中心对称.Delzant等[65]对翼型运动电弧模式下的三维VAR熔池对流模拟也展示了相似的变化规律. ...
... [19]还发现,当偏心电弧不发生旋转时,自感电磁力控制流动将增强,熔池深度加大,且形态不再中心对称.Delzant等[65]对翼型运动电弧模式下的三维VAR熔池对流模拟也展示了相似的变化规律. ...
A 3D cellular automaton algorithm for the prediction of dendritic grain growth
4
1997
... 元胞自动机(cellular automation,CA)模型被广泛用于VAR铸锭晶粒形貌演化的模拟之中.其中Gandin和Rappaz[20]提出的CA模型应用最为普遍.该模型计算包括形核、晶粒生长、邻居捕获3个步骤.其中形核步骤采用Gaussian分布函数来描述晶核密度随过冷度的变化关系dn / d(ΔT)[20]: ...
... [20]: ...
... 式中,Nmax为晶核最大密度,ΔT0为平均形核过冷度,ΔTσ 为形核过冷度分布的标准差.每一个时间步内对上式积分可得形核率(PN);同时,在每一个元胞生成一个0~1范围内的随机数(N),将其与形核率对比,当N ≤ PN时,则该元胞形核,元胞状态从液态变为固态.晶粒生长步骤通过枝晶尖端生长速率乘以时间步长获得一个时间步内的晶粒轮廓扩张距离,其中枝晶尖端生长速率采用Kurz-Giovanola-Trivedi (KGT)模型[21]进行计算,并将计算结果用多项式拟合,以便CA模型调用.邻居捕获步骤是CA算法的核心,该步骤中计算一个时间步内晶粒的轮廓生长是否足以将邻居单元由液相转变为固相(如成功转变则称为捕获),其难点在于如何避免网格各向异性对晶体实际各向异性的影响.Gandin和Rappaz[20]提出的二维偏心正方形(decentred square)和三维偏心八面体(decentred octahedron)算法有效地解决了这一难题. ...
... 除上述Gandin和Rappaz[20]提出的CA模型外,还有另一类相似的CA模型[9,22,23],其基本方法与之类似,区别主要在于如何捕获邻居单元.此类CA模型直接根据晶粒取向计算晶粒内各个单元捕获邻居单元的概率,数学处理更为方便,但计算结果受网格各向异性影响较大. ...
Theory of microstructural development during rapid solidification
1
1986
... 式中,Nmax为晶核最大密度,ΔT0为平均形核过冷度,ΔTσ 为形核过冷度分布的标准差.每一个时间步内对上式积分可得形核率(PN);同时,在每一个元胞生成一个0~1范围内的随机数(N),将其与形核率对比,当N ≤ PN时,则该元胞形核,元胞状态从液态变为固态.晶粒生长步骤通过枝晶尖端生长速率乘以时间步长获得一个时间步内的晶粒轮廓扩张距离,其中枝晶尖端生长速率采用Kurz-Giovanola-Trivedi (KGT)模型[21]进行计算,并将计算结果用多项式拟合,以便CA模型调用.邻居捕获步骤是CA算法的核心,该步骤中计算一个时间步内晶粒的轮廓生长是否足以将邻居单元由液相转变为固相(如成功转变则称为捕获),其难点在于如何避免网格各向异性对晶体实际各向异性的影响.Gandin和Rappaz[20]提出的二维偏心正方形(decentred square)和三维偏心八面体(decentred octahedron)算法有效地解决了这一难题. ...
Multiscale modelling approach for predicting solidification structure evolution in vacuum arc remelted superalloy ingots
2
2012
... 除上述Gandin和Rappaz[20]提出的CA模型外,还有另一类相似的CA模型[9,22,23],其基本方法与之类似,区别主要在于如何捕获邻居单元.此类CA模型直接根据晶粒取向计算晶粒内各个单元捕获邻居单元的概率,数学处理更为方便,但计算结果受网格各向异性影响较大. ...
... 目前,不同尺度模拟的耦合主要通过信息传递的方式实现.在宏观信息向介/微观传递方面,最常用的一种方式是将宏观传输模拟获得的温度场数据直接传递到介观尺度晶粒组织模拟之中[29~33],以此反映宏观因素对凝固晶粒形貌的影响.还可类似地将宏观浓度场或流场信息传递到各种微观尺度模拟之中[2].此类传递过程中,由于宏观计算的时间步长和空间步长通常要远大于介/微观模拟,因此需要对宏观信息进行插值处理,从而得到其在更小尺度范围的时空分布.除此之外,另一种方式是将宏观温度场的某些特征(如温度梯度、平均冷速)传递到介观[22,23]或微观尺度[28],此方式效率更高,但精度降低. ...
A multiscale transient modeling approach for predicting the solidification structure in VAR-processed alloy 718 ingots
2
2014
... 除上述Gandin和Rappaz[20]提出的CA模型外,还有另一类相似的CA模型[9,22,23],其基本方法与之类似,区别主要在于如何捕获邻居单元.此类CA模型直接根据晶粒取向计算晶粒内各个单元捕获邻居单元的概率,数学处理更为方便,但计算结果受网格各向异性影响较大. ...
... 目前,不同尺度模拟的耦合主要通过信息传递的方式实现.在宏观信息向介/微观传递方面,最常用的一种方式是将宏观传输模拟获得的温度场数据直接传递到介观尺度晶粒组织模拟之中[29~33],以此反映宏观因素对凝固晶粒形貌的影响.还可类似地将宏观浓度场或流场信息传递到各种微观尺度模拟之中[2].此类传递过程中,由于宏观计算的时间步长和空间步长通常要远大于介/微观模拟,因此需要对宏观信息进行插值处理,从而得到其在更小尺度范围的时空分布.除此之外,另一种方式是将宏观温度场的某些特征(如温度梯度、平均冷速)传递到介观[22,23]或微观尺度[28],此方式效率更高,但精度降低. ...
A model of solidification microstructures in nickel-based superalloys: Predicting primary dendrite spacing selection
2
2003
... 在合金VAR凝固过程中,固/液界面通常由于过冷度的存在而发生失稳,一个取向晶粒内部以枝晶状亚结构生长.枝晶特征尺寸(如一次、二次枝晶间距)及枝晶间微观偏析与铸锭质量密切相关.当前对枝晶尺度组织特征的模拟主要有元胞自动机-有限差分(cellular automation-finite difference,CA-FD)模型[24]和相场模型[25,26]. ...
... CA-FD模型[24]在CA模型基础上进一步耦合溶质扩散方程,并通过有限差分法对其进行求解,以此来确定液/固转变动力学,而不再采用KGT模型计算尖端生长速率;同时对偏心正方形(八面体)算法进行改进,通过固相体积分数的连续变化反推生长过程中偏心正方形(八面体)边长.传统晶粒尺度CA模型仅考虑了枝晶尖端连线形成的外轮廓运动,而CA-FD模型自洽地考虑了固/液界面所有位置点的生长,因此可以刻画出晶粒的枝晶轮廓.该模型已在高温合金VAR铸锭雀斑缺陷的模拟研究中获得应用[2,27]. ...
Development of phase-field modeling in materials science in China: A review
2
2023
... 在合金VAR凝固过程中,固/液界面通常由于过冷度的存在而发生失稳,一个取向晶粒内部以枝晶状亚结构生长.枝晶特征尺寸(如一次、二次枝晶间距)及枝晶间微观偏析与铸锭质量密切相关.当前对枝晶尺度组织特征的模拟主要有元胞自动机-有限差分(cellular automation-finite difference,CA-FD)模型[24]和相场模型[25,26]. ...
... 相场模型是另一种描述枝晶尺度组织的有力工具[25,26].其基本思想是用相场变量(ϕ)来区分不同的块体相及界面:在液相内部ϕ = 0,在固相内部ϕ = 1;固/液两相之间ϕ在有限的小区域内由0连续变化到1,此区域即代表固/液界面.进一步通过ϕ构建出包含界面能、化学自由能在内的系统整体自由能,并基于Ginzburg-Landau相变理论建立满足自由能减小的相场动力学方程,通过ϕ的时空演化即可反映微观组织演化.目前本团队已将相场模型应用于钛合金铸锭β斑缺陷的研究之中[28].相比于CA-FD方法,相场法的界面处理更为精准,模拟结果也更为定量,但计算效率相对低下. ...
Phase-field modeling of microstructure evolution: Recent applications, perspectives and challenges
2
2022
... 在合金VAR凝固过程中,固/液界面通常由于过冷度的存在而发生失稳,一个取向晶粒内部以枝晶状亚结构生长.枝晶特征尺寸(如一次、二次枝晶间距)及枝晶间微观偏析与铸锭质量密切相关.当前对枝晶尺度组织特征的模拟主要有元胞自动机-有限差分(cellular automation-finite difference,CA-FD)模型[24]和相场模型[25,26]. ...
... 相场模型是另一种描述枝晶尺度组织的有力工具[25,26].其基本思想是用相场变量(ϕ)来区分不同的块体相及界面:在液相内部ϕ = 0,在固相内部ϕ = 1;固/液两相之间ϕ在有限的小区域内由0连续变化到1,此区域即代表固/液界面.进一步通过ϕ构建出包含界面能、化学自由能在内的系统整体自由能,并基于Ginzburg-Landau相变理论建立满足自由能减小的相场动力学方程,通过ϕ的时空演化即可反映微观组织演化.目前本团队已将相场模型应用于钛合金铸锭β斑缺陷的研究之中[28].相比于CA-FD方法,相场法的界面处理更为精准,模拟结果也更为定量,但计算效率相对低下. ...
Multiscale modeling of the vacuum arc remelting process for the prediction on microstructure formation
1
2009
... CA-FD模型[24]在CA模型基础上进一步耦合溶质扩散方程,并通过有限差分法对其进行求解,以此来确定液/固转变动力学,而不再采用KGT模型计算尖端生长速率;同时对偏心正方形(八面体)算法进行改进,通过固相体积分数的连续变化反推生长过程中偏心正方形(八面体)边长.传统晶粒尺度CA模型仅考虑了枝晶尖端连线形成的外轮廓运动,而CA-FD模型自洽地考虑了固/液界面所有位置点的生长,因此可以刻画出晶粒的枝晶轮廓.该模型已在高温合金VAR铸锭雀斑缺陷的模拟研究中获得应用[2,27]. ...
Multi-scale simulation of segregation and solidfication structure during the vacuum arc remelting of TC17 alloy
10
2023
... 相场模型是另一种描述枝晶尺度组织的有力工具[25,26].其基本思想是用相场变量(ϕ)来区分不同的块体相及界面:在液相内部ϕ = 0,在固相内部ϕ = 1;固/液两相之间ϕ在有限的小区域内由0连续变化到1,此区域即代表固/液界面.进一步通过ϕ构建出包含界面能、化学自由能在内的系统整体自由能,并基于Ginzburg-Landau相变理论建立满足自由能减小的相场动力学方程,通过ϕ的时空演化即可反映微观组织演化.目前本团队已将相场模型应用于钛合金铸锭β斑缺陷的研究之中[28].相比于CA-FD方法,相场法的界面处理更为精准,模拟结果也更为定量,但计算效率相对低下. ...
... 目前,不同尺度模拟的耦合主要通过信息传递的方式实现.在宏观信息向介/微观传递方面,最常用的一种方式是将宏观传输模拟获得的温度场数据直接传递到介观尺度晶粒组织模拟之中[29~33],以此反映宏观因素对凝固晶粒形貌的影响.还可类似地将宏观浓度场或流场信息传递到各种微观尺度模拟之中[2].此类传递过程中,由于宏观计算的时间步长和空间步长通常要远大于介/微观模拟,因此需要对宏观信息进行插值处理,从而得到其在更小尺度范围的时空分布.除此之外,另一种方式是将宏观温度场的某些特征(如温度梯度、平均冷速)传递到介观[22,23]或微观尺度[28],此方式效率更高,但精度降低. ...
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [
28]
Multi-scale simulations on the formation mechanism of <i>β</i> fleck in titanium alloys<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup>(a) macroscale temperature field ...
... [
28]
(a) macroscale temperature field ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
TC17合金VAR铸锭宏/微观偏析及组织演化模拟
10
2023
... 相场模型是另一种描述枝晶尺度组织的有力工具[25,26].其基本思想是用相场变量(ϕ)来区分不同的块体相及界面:在液相内部ϕ = 0,在固相内部ϕ = 1;固/液两相之间ϕ在有限的小区域内由0连续变化到1,此区域即代表固/液界面.进一步通过ϕ构建出包含界面能、化学自由能在内的系统整体自由能,并基于Ginzburg-Landau相变理论建立满足自由能减小的相场动力学方程,通过ϕ的时空演化即可反映微观组织演化.目前本团队已将相场模型应用于钛合金铸锭β斑缺陷的研究之中[28].相比于CA-FD方法,相场法的界面处理更为精准,模拟结果也更为定量,但计算效率相对低下. ...
... 目前,不同尺度模拟的耦合主要通过信息传递的方式实现.在宏观信息向介/微观传递方面,最常用的一种方式是将宏观传输模拟获得的温度场数据直接传递到介观尺度晶粒组织模拟之中[29~33],以此反映宏观因素对凝固晶粒形貌的影响.还可类似地将宏观浓度场或流场信息传递到各种微观尺度模拟之中[2].此类传递过程中,由于宏观计算的时间步长和空间步长通常要远大于介/微观模拟,因此需要对宏观信息进行插值处理,从而得到其在更小尺度范围的时空分布.除此之外,另一种方式是将宏观温度场的某些特征(如温度梯度、平均冷速)传递到介观[22,23]或微观尺度[28],此方式效率更高,但精度降低. ...
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
... [
28]
Multi-scale simulations on the formation mechanism of <i>β</i> fleck in titanium alloys<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup>(a) macroscale temperature field ...
... [
28]
(a) macroscale temperature field ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
Numerical investigation of grain structure under the rotating arc based on cellular automata-finite element method during vacuum arc remelting process
15
2023
... 目前,不同尺度模拟的耦合主要通过信息传递的方式实现.在宏观信息向介/微观传递方面,最常用的一种方式是将宏观传输模拟获得的温度场数据直接传递到介观尺度晶粒组织模拟之中[29~33],以此反映宏观因素对凝固晶粒形貌的影响.还可类似地将宏观浓度场或流场信息传递到各种微观尺度模拟之中[2].此类传递过程中,由于宏观计算的时间步长和空间步长通常要远大于介/微观模拟,因此需要对宏观信息进行插值处理,从而得到其在更小尺度范围的时空分布.除此之外,另一种方式是将宏观温度场的某些特征(如温度梯度、平均冷速)传递到介观[22,23]或微观尺度[28],此方式效率更高,但精度降低. ...
... 温度场模拟虽已较为成熟,且其相对其他物理场计算精度更高,但由于VAR炉膛的特殊性,难以通过热电偶或其他方式对其内部温度进行原位监测,因而无法直接通过实验检验温度场模拟结果的可靠性.当前VAR模拟的可靠性验证大多依据实验观测的熔池轮廓[13~15]、溶质分布[14,15]以及组织形貌[29,32,53]来判定. ...
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... [29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... [29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... [29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... [
29,
32,
53]
Comparisons of cellular automation (CA) simulated and experimental results of solidification grain structure in titanium alloy ingot<sup>[<xref ref-type="bibr" rid="R29">29</xref>]</sup> (a), Ni-based superalloy ingot<sup>[<xref ref-type="bibr" rid="R53">53</xref>]</sup> (b), and bearing steel ingot<sup>[<xref ref-type="bibr" rid="R32">32</xref>]</sup> (<i>h—</i>depth of molten pool, <i>R—</i>radius of melting pool. The A1 and A2 regions are the columnar crystal regions corresponding to the simulation results and the experimental results, respectively. The B1 and B2 regions are the central equiaxed crystal regions corresponding to the simulation results and the experimental results, respectively, and the remaining regions are the surface fine grain regions corresponding to the two results) (c)Fig.9![]()
需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [
29] (a), Ni-based superalloy ingot
[53] (b), and bearing steel ingot
[32] (
h—depth of molten pool,
R—radius of melting pool. The A1 and A2 regions are the columnar crystal regions corresponding to the simulation results and the experimental results, respectively. The B1 and B2 regions are the central equiaxed crystal regions corresponding to the simulation results and the experimental results, respectively, and the remaining regions are the surface fine grain regions corresponding to the two results) (c)
Fig.9![]()
需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... 需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... 近年来,VAR铸锭组织的CA模拟不断向着考虑各种实际复杂工况的方向发展.如Cui等[29]模拟了偏心转动电弧下晶粒组织形貌;Zhao等[75]将稳弧电流大小及周期的影响加入CA模拟之中;Li等[73]通过三维CA求解算法的改进,实现了小尺寸VAR铸锭二维截面晶粒组织模拟向大尺寸VAR铸锭三维晶粒组织模拟的跨越. ...
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... ,29,53],铸锭顶部偏析加重[96~98]. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
... [29,32]. ...
Numerical simulation of VAR for large-scale TC4 alloy during the solidification process
7
2024
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... [30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... 需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... (3) 电弧功率(熔炼功率):功率增大,将造成熔池加深[30,45],中心等轴晶区范围缩小[30,45],晶粒尺寸增大[30,45]. ...
... [30,45],晶粒尺寸增大[30,45]. ...
... [30,45]. ...
Simulation of solidification structure during vacuum arc remelting using cellular automaton-finite element method
7
2022
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... [31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... 需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... (1) 熔炼电流:熔炼电流增大,会使熔池加深[31,82],铸锭轴线中上部和侧壁中下部偏析加重[10],导致高温合金VAR铸锭更容易形成雀斑[82],中心等轴晶区范围减小[31],夹杂颗粒熔化加速[83]. ...
... [31],夹杂颗粒熔化加速[83]. ...
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... ,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
Numerical simulation of cellular automaton in vacuum arc remelting during the solidification process
14
2023
... 温度场模拟虽已较为成熟,且其相对其他物理场计算精度更高,但由于VAR炉膛的特殊性,难以通过热电偶或其他方式对其内部温度进行原位监测,因而无法直接通过实验检验温度场模拟结果的可靠性.当前VAR模拟的可靠性验证大多依据实验观测的熔池轮廓[13~15]、溶质分布[14,15]以及组织形貌[29,32,53]来判定. ...
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,
32,
53]
Comparisons of cellular automation (CA) simulated and experimental results of solidification grain structure in titanium alloy ingot<sup>[<xref ref-type="bibr" rid="R29">29</xref>]</sup> (a), Ni-based superalloy ingot<sup>[<xref ref-type="bibr" rid="R53">53</xref>]</sup> (b), and bearing steel ingot<sup>[<xref ref-type="bibr" rid="R32">32</xref>]</sup> (<i>h—</i>depth of molten pool, <i>R—</i>radius of melting pool. The A1 and A2 regions are the columnar crystal regions corresponding to the simulation results and the experimental results, respectively. The B1 and B2 regions are the central equiaxed crystal regions corresponding to the simulation results and the experimental results, respectively, and the remaining regions are the surface fine grain regions corresponding to the two results) (c)Fig.9![]()
需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [
32] (
h—depth of molten pool,
R—radius of melting pool. The A1 and A2 regions are the columnar crystal regions corresponding to the simulation results and the experimental results, respectively. The B1 and B2 regions are the central equiaxed crystal regions corresponding to the simulation results and the experimental results, respectively, and the remaining regions are the surface fine grain regions corresponding to the two results) (c)
Fig.9![]()
需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... 需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... ,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
... ,32],晶粒平均尺寸增大[29,32]. ...
... ,32]. ...
Integrated modeling for the manufacture of aerospace discs: Grain structure evolution
1
2004
... 目前,不同尺度模拟的耦合主要通过信息传递的方式实现.在宏观信息向介/微观传递方面,最常用的一种方式是将宏观传输模拟获得的温度场数据直接传递到介观尺度晶粒组织模拟之中[29~33],以此反映宏观因素对凝固晶粒形貌的影响.还可类似地将宏观浓度场或流场信息传递到各种微观尺度模拟之中[2].此类传递过程中,由于宏观计算的时间步长和空间步长通常要远大于介/微观模拟,因此需要对宏观信息进行插值处理,从而得到其在更小尺度范围的时空分布.除此之外,另一种方式是将宏观温度场的某些特征(如温度梯度、平均冷速)传递到介观[22,23]或微观尺度[28],此方式效率更高,但精度降低. ...
Call for contributions to a numerical benchmark problem for 2D columnar solidification of binary alloys
1
2009
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
Solute trapping and non-equilibrium microstructure during rapid solidification of additive manufacturing
1
2023
... 在微观信息向宏观传递方面,前述连续介质模型中涉及的K需要从微观组织特征中获取;基于体积平均法的两相或三相模型比连续介质模型包含了更丰富的微观组织特征,可以实现与微观组织模拟更加紧密的耦合.但目前基于连续介质模型的模拟中大多根据Carman-Kozeny公式由枝晶间距和固相体积分数估算K[5~7,11,34],其中枝晶间距也大多依据经验或实验观测平均值给出;基于两相或三相模型的模拟采用简化解析解来处理与组织相关的信息[12~15].近期,在对激光增材制造的小尺寸熔池凝固模拟中,已实现了基于连续介质模型的宏观传输模拟与基于CA法的微观组织模拟的双向耦合[35].然而由于计算效率的制约,目前在VAR这一更大尺度的凝固模拟中并未见到此类双向耦合工作. ...
A reduced-order model for dynamic vacuum arc remelting pool depth estimation and control
2
2011
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... 通过温度场或由其决定的熔池轮廓可对铸锭质量做出一定的分析判断,进而指导工艺参数的选择.例如,熔池轮廓可以作为衡量铸锭质量的一个简单指标,一般而言,较浅的熔池下凝固定向性较强,相应的铸锭偏析较轻[50,51].此外,根据温度场分布及其演化,还可获得温度梯度(G)、固/液界面移动速率(V)、局部凝固时间以及由经验公式估算的二次枝晶间距[36],从而为VAR熔炼工艺的制定提供参考.例如Kondrashov等[37,39,52]根据温度场模拟结果绘制了G-V空间的晶粒形貌选择图,并依据局部凝固时间随熔炼电流变化曲线的极小值点,给出了VT-3钛合金不同尺寸铸锭的推荐电流.Pan等[46]基于温度场模拟分析了不同熔炼速率下8Cr4Mo4V高强钢VAR铸锭的局部凝固时间和二次枝晶间距,根据2者的极小值确定了合适的熔炼速率. ...
Calculation of the molten pool depth in vacuum arc remelting of alloy Vt3-1
1
2007
... 通过温度场或由其决定的熔池轮廓可对铸锭质量做出一定的分析判断,进而指导工艺参数的选择.例如,熔池轮廓可以作为衡量铸锭质量的一个简单指标,一般而言,较浅的熔池下凝固定向性较强,相应的铸锭偏析较轻[50,51].此外,根据温度场分布及其演化,还可获得温度梯度(G)、固/液界面移动速率(V)、局部凝固时间以及由经验公式估算的二次枝晶间距[36],从而为VAR熔炼工艺的制定提供参考.例如Kondrashov等[37,39,52]根据温度场模拟结果绘制了G-V空间的晶粒形貌选择图,并依据局部凝固时间随熔炼电流变化曲线的极小值点,给出了VT-3钛合金不同尺寸铸锭的推荐电流.Pan等[46]基于温度场模拟分析了不同熔炼速率下8Cr4Mo4V高强钢VAR铸锭的局部凝固时间和二次枝晶间距,根据2者的极小值确定了合适的熔炼速率. ...
Determination of the thermophysical properties of titanium alloys from liquid bath profiles
0
2015
Simulation of the VT3-1 alloy ingot solidification during VAR
2
2018
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... 通过温度场或由其决定的熔池轮廓可对铸锭质量做出一定的分析判断,进而指导工艺参数的选择.例如,熔池轮廓可以作为衡量铸锭质量的一个简单指标,一般而言,较浅的熔池下凝固定向性较强,相应的铸锭偏析较轻[50,51].此外,根据温度场分布及其演化,还可获得温度梯度(G)、固/液界面移动速率(V)、局部凝固时间以及由经验公式估算的二次枝晶间距[36],从而为VAR熔炼工艺的制定提供参考.例如Kondrashov等[37,39,52]根据温度场模拟结果绘制了G-V空间的晶粒形貌选择图,并依据局部凝固时间随熔炼电流变化曲线的极小值点,给出了VT-3钛合金不同尺寸铸锭的推荐电流.Pan等[46]基于温度场模拟分析了不同熔炼速率下8Cr4Mo4V高强钢VAR铸锭的局部凝固时间和二次枝晶间距,根据2者的极小值确定了合适的熔炼速率. ...
Transient VAR ingot growth modelling: Application to specialty steels
4
2004
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... 需要指出,当考虑流场时,熔池内部的温度分布与熔体流动方式密切相关.在热浮力引起的侧壁向下、中心向上的对流模式下,熔池内将出现热分层现象[40,48,49],即熔池内部温度梯度方向接近竖直方向,相应的熔池内等温线近似呈水平分布,如图3a所示.而在自感电磁力控制的侧壁向上、中心向下的对流模式下,熔池顶部的等温线向熔池下部扩张,在熔池中下区域等温线呈漏斗状[48,49],典型结果如图3b所示.当忽略流场而只求解热传导方程时,将无法获得上述熔池内部温度分布的细节. ...
... VAR熔炼过程中,熔池内液相流动影响着热量传输、溶质传输及夹杂物颗粒运动,是决定铸锭质量的关键因素.Davidson等[49,54]总结了VAR熔池内熔体流动的主要驱动力及对应的对流模式.这些流动模式的示意图如图4所示.由于熔体温度差异引起的密度差异会产生热浮力,在热浮力作用下熔体沿侧壁向下、中心向上运动,如图4a所示.熔炼电流与自感磁场之间形成自感电磁力,其驱动的对流方向与热浮力对流恰好相反,如图4b所示.稳弧电流产生的轴向磁场与熔炼电流之间形成搅拌电磁力,驱动熔体绕中心轴旋转,如图4c所示;同时在旋转离心力作用下,还会在纵截面内形成侧壁向下、中心向上流动(即Ekman抽吸对流),如图4c所示,此时对流的方向与热浮力对流相同,但其中心位置更靠近熔池下部[40].除上述驱动力外,合金液相溶质浓度差异也会引起液相密度差异,从而产生溶质浮力,溶质浮力引起的对流存在2种可能的形式:当凝固过程中溶质再分配造成固/液界面前沿液相密度增大时,界面前沿高密度液体向下运动,而熔池中心部位低密度液体向上运动,此时对流方向与图4a所示的热浮力对流相同;当溶质再分配造成液相密度减小时,对流方向与图4a所示相反.上述各种驱动力单独作用下的熔体运动行为虽简单明了,但当多个作用力共同存在时,熔体流动将变得复杂.随着工艺条件的变化,各驱动力的大小及分布随之改变,熔体流动也相应变化,且在空间不同部位可形成不同形式的对流.明晰各种驱动力相互竞争下的熔体流动规律及其与工艺参数之间的关联,一直是VAR宏观传输模拟关注的重要内容.下面将按由简到繁的顺序,依次介绍各种作用力相互竞争下的熔池流动研究现状. ...
... 在浮力、自感电磁力基础上进一步加入搅拌电磁力后,熔池的流动将更加复杂.Spitans等[48]和Karimi-Sibaki等[18]模拟结果均表明,只需微弱的固定方向搅拌电磁力(约为自感电磁力的十分之一[48]),即可使熔池竖直面内的流动由自感电磁力对流转变为Ekman抽吸对流;当搅拌磁场周期性转化方向时,熔池竖直面内将形成自感电磁力对流和Ekman抽吸对流交替的现象.黄立清等[61]对上述搅拌电磁力周期变向过程进一步分析发现,当搅拌电磁力突然转向时,熔体的旋转运动并不能立即随之转向,而是存在一个逐渐减弱、再反向加速的过程.在旋转运动减弱过程中,自感电磁力驱动的对流占据上风;当反向旋转充分发展之后,Ekman抽吸对流又重新主导,从而出现了2者交替的现象.此外还有学者[40]通过模拟分析了加入搅拌磁场后VAR熔池中的湍流行为,发现浮力控制的层流状态在施加搅拌磁场60 s内即可转变为湍流状态,延长搅拌转向周期或持续施加单方向搅拌可形成强烈的湍流. ...
On the modeling of thermal radiation at the top surface of a vacuum arc remelting ingot
2
2018
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... (4) 电弧分布:聚焦电弧使自感电磁力控制流动增强[48],熔池深度加大[6,17,59],宏观偏析加重[6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
Numerical simulation of temperature field in vacuum arc remelting Ti alloy
1
2010
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
钛合金真空自耗电弧熔炼过程中温度场的数值模拟
1
2010
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
Numerical simulation of temperature distribution and heat transfer during solidification of titanium alloy ingots in vacuum arc remelting process
3
2010
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... [43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... 热浮力和溶质浮力产生的对流也称自然对流,明晰2种浮力作用下的自然对流行为,是进一步分析浮力与电磁力竞争的基础.已有研究[43,55,56]表明,在忽略电磁力而只考虑浮力作用条件下,当溶质浮力与热浮力方向一致时,熔池流动始终为侧壁向下、中心向上的对流模式.但当溶质浮力与热浮力方向相反时,樊凯等[55]以及Mramor等[14]模拟结果表明,熔炼初期浅熔池内的流动由热浮力控制;随着熔炼进行,熔池不断加深,熔池上部对流由热浮力控制,但熔池底部出现溶质浮力控制的对流,其方向与上部热浮力对流相反,且熔池底部这一溶质浮力对流对铸锭中心偏析具有重要影响.需要指出,热浮力及溶质浮力由熔体密度随温度和浓度的变化决定,然而当前钛合金、高温合金等众多材料都缺乏相关实验数据,这是制约模拟精确性的一个重要方面. ...
Numerical simulation and crack prediction of TD3 Alloy during vacuum arc remelting
0
2024
TD3真空自耗熔炼过程数值模拟及裂纹预测
0
2024
Vacuum arc remelting process of high-alloy bearing steel and multi-scale control of solidification structure
7
2015
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... 需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... (3) 电弧功率(熔炼功率):功率增大,将造成熔池加深[30,45],中心等轴晶区范围缩小[30,45],晶粒尺寸增大[30,45]. ...
... ,45],晶粒尺寸增大[30,45]. ...
... ,45]. ...
Mechanism of local solidification time variations with melt rate during vacuum arc remelting process of 8Cr4Mo4V high-strength steel
2
2024
... 通过温度场或由其决定的熔池轮廓可对铸锭质量做出一定的分析判断,进而指导工艺参数的选择.例如,熔池轮廓可以作为衡量铸锭质量的一个简单指标,一般而言,较浅的熔池下凝固定向性较强,相应的铸锭偏析较轻[50,51].此外,根据温度场分布及其演化,还可获得温度梯度(G)、固/液界面移动速率(V)、局部凝固时间以及由经验公式估算的二次枝晶间距[36],从而为VAR熔炼工艺的制定提供参考.例如Kondrashov等[37,39,52]根据温度场模拟结果绘制了G-V空间的晶粒形貌选择图,并依据局部凝固时间随熔炼电流变化曲线的极小值点,给出了VT-3钛合金不同尺寸铸锭的推荐电流.Pan等[46]基于温度场模拟分析了不同熔炼速率下8Cr4Mo4V高强钢VAR铸锭的局部凝固时间和二次枝晶间距,根据2者的极小值确定了合适的熔炼速率. ...
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
Effect of cooling conditions on the temperature field and macrosegregation of Cr element of TC6 alloy ingot
3
2023
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... ,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
冷却条件对TC6合金温度场和Cr偏析的影响
3
2023
... 根据模型的区别,可将VAR传热模拟方法分为2类:第一类只求解热传导方程[36~39],此类模拟计算效率高,但由于忽略了熔池内部熔体流动等其他物理过程,模拟结果精度低;第二类为温度场、流场等多物理场耦合模拟[2,17,40,41],可更真实地反映热量传输过程,但求解计算效率较低.这2类模拟获得的铸锭整体温度分布及熔池轮廓演化大体相似,均可分为熔炼初始阶段、稳定阶段、热封顶及冷却阶段[42~47],典型结果如图2[8]所示.在熔炼初始阶段,熔池内部吸热大于放热,熔池形貌由扁平状逐渐演变成漏斗状,坩埚底部的散热在整个系统中占主要地位;在稳定阶段,熔池吸热和放热接近平衡,熔池深度与宽度基本不变,此时坩埚壁的热通量比坩埚底部大2个数量级[43],坩埚壁成为主要的散热途径[43,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... ,47];在热封顶以及冷却阶段,铸锭到达最大高度,熔炼电流逐渐降低或突降到零,热输入减小,熔池持续散热,熔池变浅,直到凝固结束. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
Numerical simulation of the ingot growth during the vacuum arc remelting (VAR) process
6
2017
... 需要指出,当考虑流场时,熔池内部的温度分布与熔体流动方式密切相关.在热浮力引起的侧壁向下、中心向上的对流模式下,熔池内将出现热分层现象[40,48,49],即熔池内部温度梯度方向接近竖直方向,相应的熔池内等温线近似呈水平分布,如图3a所示.而在自感电磁力控制的侧壁向上、中心向下的对流模式下,熔池顶部的等温线向熔池下部扩张,在熔池中下区域等温线呈漏斗状[48,49],典型结果如图3b所示.当忽略流场而只求解热传导方程时,将无法获得上述熔池内部温度分布的细节. ...
... [48,49],典型结果如图3b所示.当忽略流场而只求解热传导方程时,将无法获得上述熔池内部温度分布的细节. ...
... 自感电磁力驱动对流方向与热浮力对流完全相反,2者综合作用下可能形成多种流动模式.由于自感电磁力大小由熔炼电流决定,因此其与热浮力的相互竞争与熔炼电流密切相关.已有模拟研究[57~60]表明,在仅考虑热浮力和自感电磁力时,小电流下熔池内流动由浮力主导,此时熔池的最大流速较小;大电流下熔池绝大部分区域均形成自感电磁力主导对流,仅在深熔池底部的小范围内,由于自感电磁力减弱而形成浮力对流,此时由于熔池上表面高温熔体沿中心向下运动,使得熔池最大深度比浮力对流情况下可增加数倍,熔池最大流速增大2个数量级,如图5[58]所示.在从小电流过渡到大电流时,由于自感电磁力主要分布在熔池上部,因此熔池顶部靠近侧壁处可形成自感电磁力对流,熔池中下部形成浮力对流;在一定电流范围内,当自感电磁力与浮力的效果相当时,最大流速会出现极小值,如图5a[58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... 在浮力、自感电磁力基础上进一步加入搅拌电磁力后,熔池的流动将更加复杂.Spitans等[48]和Karimi-Sibaki等[18]模拟结果均表明,只需微弱的固定方向搅拌电磁力(约为自感电磁力的十分之一[48]),即可使熔池竖直面内的流动由自感电磁力对流转变为Ekman抽吸对流;当搅拌磁场周期性转化方向时,熔池竖直面内将形成自感电磁力对流和Ekman抽吸对流交替的现象.黄立清等[61]对上述搅拌电磁力周期变向过程进一步分析发现,当搅拌电磁力突然转向时,熔体的旋转运动并不能立即随之转向,而是存在一个逐渐减弱、再反向加速的过程.在旋转运动减弱过程中,自感电磁力驱动的对流占据上风;当反向旋转充分发展之后,Ekman抽吸对流又重新主导,从而出现了2者交替的现象.此外还有学者[40]通过模拟分析了加入搅拌磁场后VAR熔池中的湍流行为,发现浮力控制的层流状态在施加搅拌磁场60 s内即可转变为湍流状态,延长搅拌转向周期或持续施加单方向搅拌可形成强烈的湍流. ...
... [48]),即可使熔池竖直面内的流动由自感电磁力对流转变为Ekman抽吸对流;当搅拌磁场周期性转化方向时,熔池竖直面内将形成自感电磁力对流和Ekman抽吸对流交替的现象.黄立清等[61]对上述搅拌电磁力周期变向过程进一步分析发现,当搅拌电磁力突然转向时,熔体的旋转运动并不能立即随之转向,而是存在一个逐渐减弱、再反向加速的过程.在旋转运动减弱过程中,自感电磁力驱动的对流占据上风;当反向旋转充分发展之后,Ekman抽吸对流又重新主导,从而出现了2者交替的现象.此外还有学者[40]通过模拟分析了加入搅拌磁场后VAR熔池中的湍流行为,发现浮力控制的层流状态在施加搅拌磁场60 s内即可转变为湍流状态,延长搅拌转向周期或持续施加单方向搅拌可形成强烈的湍流. ...
... (4) 电弧分布:聚焦电弧使自感电磁力控制流动增强[48],熔池深度加大[6,17,59],宏观偏析加重[6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
Flow transitions in vacuum arc remelting
3
2000
... 需要指出,当考虑流场时,熔池内部的温度分布与熔体流动方式密切相关.在热浮力引起的侧壁向下、中心向上的对流模式下,熔池内将出现热分层现象[40,48,49],即熔池内部温度梯度方向接近竖直方向,相应的熔池内等温线近似呈水平分布,如图3a所示.而在自感电磁力控制的侧壁向上、中心向下的对流模式下,熔池顶部的等温线向熔池下部扩张,在熔池中下区域等温线呈漏斗状[48,49],典型结果如图3b所示.当忽略流场而只求解热传导方程时,将无法获得上述熔池内部温度分布的细节. ...
... ,49],典型结果如图3b所示.当忽略流场而只求解热传导方程时,将无法获得上述熔池内部温度分布的细节. ...
... VAR熔炼过程中,熔池内液相流动影响着热量传输、溶质传输及夹杂物颗粒运动,是决定铸锭质量的关键因素.Davidson等[49,54]总结了VAR熔池内熔体流动的主要驱动力及对应的对流模式.这些流动模式的示意图如图4所示.由于熔体温度差异引起的密度差异会产生热浮力,在热浮力作用下熔体沿侧壁向下、中心向上运动,如图4a所示.熔炼电流与自感磁场之间形成自感电磁力,其驱动的对流方向与热浮力对流恰好相反,如图4b所示.稳弧电流产生的轴向磁场与熔炼电流之间形成搅拌电磁力,驱动熔体绕中心轴旋转,如图4c所示;同时在旋转离心力作用下,还会在纵截面内形成侧壁向下、中心向上流动(即Ekman抽吸对流),如图4c所示,此时对流的方向与热浮力对流相同,但其中心位置更靠近熔池下部[40].除上述驱动力外,合金液相溶质浓度差异也会引起液相密度差异,从而产生溶质浮力,溶质浮力引起的对流存在2种可能的形式:当凝固过程中溶质再分配造成固/液界面前沿液相密度增大时,界面前沿高密度液体向下运动,而熔池中心部位低密度液体向上运动,此时对流方向与图4a所示的热浮力对流相同;当溶质再分配造成液相密度减小时,对流方向与图4a所示相反.上述各种驱动力单独作用下的熔体运动行为虽简单明了,但当多个作用力共同存在时,熔体流动将变得复杂.随着工艺条件的变化,各驱动力的大小及分布随之改变,熔体流动也相应变化,且在空间不同部位可形成不同形式的对流.明晰各种驱动力相互竞争下的熔体流动规律及其与工艺参数之间的关联,一直是VAR宏观传输模拟关注的重要内容.下面将按由简到繁的顺序,依次介绍各种作用力相互竞争下的熔池流动研究现状. ...
Macrosegregation in steel ingots: The applicability of modelling and characterisation techniques
1
2013
... 通过温度场或由其决定的熔池轮廓可对铸锭质量做出一定的分析判断,进而指导工艺参数的选择.例如,熔池轮廓可以作为衡量铸锭质量的一个简单指标,一般而言,较浅的熔池下凝固定向性较强,相应的铸锭偏析较轻[50,51].此外,根据温度场分布及其演化,还可获得温度梯度(G)、固/液界面移动速率(V)、局部凝固时间以及由经验公式估算的二次枝晶间距[36],从而为VAR熔炼工艺的制定提供参考.例如Kondrashov等[37,39,52]根据温度场模拟结果绘制了G-V空间的晶粒形貌选择图,并依据局部凝固时间随熔炼电流变化曲线的极小值点,给出了VT-3钛合金不同尺寸铸锭的推荐电流.Pan等[46]基于温度场模拟分析了不同熔炼速率下8Cr4Mo4V高强钢VAR铸锭的局部凝固时间和二次枝晶间距,根据2者的极小值确定了合适的熔炼速率. ...
Macrosegregation in ESR and VAR processes
1
1986
... 通过温度场或由其决定的熔池轮廓可对铸锭质量做出一定的分析判断,进而指导工艺参数的选择.例如,熔池轮廓可以作为衡量铸锭质量的一个简单指标,一般而言,较浅的熔池下凝固定向性较强,相应的铸锭偏析较轻[50,51].此外,根据温度场分布及其演化,还可获得温度梯度(G)、固/液界面移动速率(V)、局部凝固时间以及由经验公式估算的二次枝晶间距[36],从而为VAR熔炼工艺的制定提供参考.例如Kondrashov等[37,39,52]根据温度场模拟结果绘制了G-V空间的晶粒形貌选择图,并依据局部凝固时间随熔炼电流变化曲线的极小值点,给出了VT-3钛合金不同尺寸铸锭的推荐电流.Pan等[46]基于温度场模拟分析了不同熔炼速率下8Cr4Mo4V高强钢VAR铸锭的局部凝固时间和二次枝晶间距,根据2者的极小值确定了合适的熔炼速率. ...
Study of the crystallization morphology of VT3-1 alloy during VAR
1
2009
... 通过温度场或由其决定的熔池轮廓可对铸锭质量做出一定的分析判断,进而指导工艺参数的选择.例如,熔池轮廓可以作为衡量铸锭质量的一个简单指标,一般而言,较浅的熔池下凝固定向性较强,相应的铸锭偏析较轻[50,51].此外,根据温度场分布及其演化,还可获得温度梯度(G)、固/液界面移动速率(V)、局部凝固时间以及由经验公式估算的二次枝晶间距[36],从而为VAR熔炼工艺的制定提供参考.例如Kondrashov等[37,39,52]根据温度场模拟结果绘制了G-V空间的晶粒形貌选择图,并依据局部凝固时间随熔炼电流变化曲线的极小值点,给出了VT-3钛合金不同尺寸铸锭的推荐电流.Pan等[46]基于温度场模拟分析了不同熔炼速率下8Cr4Mo4V高强钢VAR铸锭的局部凝固时间和二次枝晶间距,根据2者的极小值确定了合适的熔炼速率. ...
Effect of process parameters on grain structure formation during VAR of Inconel alloy 718
13
2004
... 温度场模拟虽已较为成熟,且其相对其他物理场计算精度更高,但由于VAR炉膛的特殊性,难以通过热电偶或其他方式对其内部温度进行原位监测,因而无法直接通过实验检验温度场模拟结果的可靠性.当前VAR模拟的可靠性验证大多依据实验观测的熔池轮廓[13~15]、溶质分布[14,15]以及组织形貌[29,32,53]来判定. ...
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... ,
53]
Comparisons of cellular automation (CA) simulated and experimental results of solidification grain structure in titanium alloy ingot<sup>[<xref ref-type="bibr" rid="R29">29</xref>]</sup> (a), Ni-based superalloy ingot<sup>[<xref ref-type="bibr" rid="R53">53</xref>]</sup> (b), and bearing steel ingot<sup>[<xref ref-type="bibr" rid="R32">32</xref>]</sup> (<i>h—</i>depth of molten pool, <i>R—</i>radius of melting pool. The A1 and A2 regions are the columnar crystal regions corresponding to the simulation results and the experimental results, respectively. The B1 and B2 regions are the central equiaxed crystal regions corresponding to the simulation results and the experimental results, respectively, and the remaining regions are the surface fine grain regions corresponding to the two results) (c)Fig.9![]()
需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [
53] (b), and bearing steel ingot
[32] (
h—depth of molten pool,
R—radius of melting pool. The A1 and A2 regions are the columnar crystal regions corresponding to the simulation results and the experimental results, respectively. The B1 and B2 regions are the central equiaxed crystal regions corresponding to the simulation results and the experimental results, respectively, and the remaining regions are the surface fine grain regions corresponding to the two results) (c)
Fig.9![]()
需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... 需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... [53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... ,53],铸锭顶部偏析加重[96~98]. ...
... (4) 电弧分布:聚焦电弧使自感电磁力控制流动增强[48],熔池深度加大[6,17,59],宏观偏析加重[6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
... [53];此外,边弧占比减小将导致熔池加深[41,59]. ...
The role of Ekman pumping and the dominance of swirl in confined flows driven by Lorentz forces
1
1999
... VAR熔炼过程中,熔池内液相流动影响着热量传输、溶质传输及夹杂物颗粒运动,是决定铸锭质量的关键因素.Davidson等[49,54]总结了VAR熔池内熔体流动的主要驱动力及对应的对流模式.这些流动模式的示意图如图4所示.由于熔体温度差异引起的密度差异会产生热浮力,在热浮力作用下熔体沿侧壁向下、中心向上运动,如图4a所示.熔炼电流与自感磁场之间形成自感电磁力,其驱动的对流方向与热浮力对流恰好相反,如图4b所示.稳弧电流产生的轴向磁场与熔炼电流之间形成搅拌电磁力,驱动熔体绕中心轴旋转,如图4c所示;同时在旋转离心力作用下,还会在纵截面内形成侧壁向下、中心向上流动(即Ekman抽吸对流),如图4c所示,此时对流的方向与热浮力对流相同,但其中心位置更靠近熔池下部[40].除上述驱动力外,合金液相溶质浓度差异也会引起液相密度差异,从而产生溶质浮力,溶质浮力引起的对流存在2种可能的形式:当凝固过程中溶质再分配造成固/液界面前沿液相密度增大时,界面前沿高密度液体向下运动,而熔池中心部位低密度液体向上运动,此时对流方向与图4a所示的热浮力对流相同;当溶质再分配造成液相密度减小时,对流方向与图4a所示相反.上述各种驱动力单独作用下的熔体运动行为虽简单明了,但当多个作用力共同存在时,熔体流动将变得复杂.随着工艺条件的变化,各驱动力的大小及分布随之改变,熔体流动也相应变化,且在空间不同部位可形成不同形式的对流.明晰各种驱动力相互竞争下的熔体流动规律及其与工艺参数之间的关联,一直是VAR宏观传输模拟关注的重要内容.下面将按由简到繁的顺序,依次介绍各种作用力相互竞争下的熔池流动研究现状. ...
Numerical simulation of macrosegregation caused by buoyancy driven flow during VAR process for titanium alloys
4
2020
... 热浮力和溶质浮力产生的对流也称自然对流,明晰2种浮力作用下的自然对流行为,是进一步分析浮力与电磁力竞争的基础.已有研究[43,55,56]表明,在忽略电磁力而只考虑浮力作用条件下,当溶质浮力与热浮力方向一致时,熔池流动始终为侧壁向下、中心向上的对流模式.但当溶质浮力与热浮力方向相反时,樊凯等[55]以及Mramor等[14]模拟结果表明,熔炼初期浅熔池内的流动由热浮力控制;随着熔炼进行,熔池不断加深,熔池上部对流由热浮力控制,但熔池底部出现溶质浮力控制的对流,其方向与上部热浮力对流相反,且熔池底部这一溶质浮力对流对铸锭中心偏析具有重要影响.需要指出,热浮力及溶质浮力由熔体密度随温度和浓度的变化决定,然而当前钛合金、高温合金等众多材料都缺乏相关实验数据,这是制约模拟精确性的一个重要方面. ...
... [55]以及Mramor等[14]模拟结果表明,熔炼初期浅熔池内的流动由热浮力控制;随着熔炼进行,熔池不断加深,熔池上部对流由热浮力控制,但熔池底部出现溶质浮力控制的对流,其方向与上部热浮力对流相反,且熔池底部这一溶质浮力对流对铸锭中心偏析具有重要影响.需要指出,热浮力及溶质浮力由熔体密度随温度和浓度的变化决定,然而当前钛合金、高温合金等众多材料都缺乏相关实验数据,这是制约模拟精确性的一个重要方面. ...
... 樊凯等[55]模拟表明,自然对流条件下,当热浮力与溶质浮力引起的对流方向一致时,k' < 1的元素由VAR铸锭中心到边缘、由顶部到底部逐渐减少,而k' > 1的元素分布则正好相反.这与VAR铸锭实验观测结果[66,67]一致.当热浮力与溶质浮力方向相反时,无论是仅考虑自然对流的模拟[55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
... [55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
钛合金VAR过程中自然对流下的宏观偏析行为模拟
4
2020
... 热浮力和溶质浮力产生的对流也称自然对流,明晰2种浮力作用下的自然对流行为,是进一步分析浮力与电磁力竞争的基础.已有研究[43,55,56]表明,在忽略电磁力而只考虑浮力作用条件下,当溶质浮力与热浮力方向一致时,熔池流动始终为侧壁向下、中心向上的对流模式.但当溶质浮力与热浮力方向相反时,樊凯等[55]以及Mramor等[14]模拟结果表明,熔炼初期浅熔池内的流动由热浮力控制;随着熔炼进行,熔池不断加深,熔池上部对流由热浮力控制,但熔池底部出现溶质浮力控制的对流,其方向与上部热浮力对流相反,且熔池底部这一溶质浮力对流对铸锭中心偏析具有重要影响.需要指出,热浮力及溶质浮力由熔体密度随温度和浓度的变化决定,然而当前钛合金、高温合金等众多材料都缺乏相关实验数据,这是制约模拟精确性的一个重要方面. ...
... [55]以及Mramor等[14]模拟结果表明,熔炼初期浅熔池内的流动由热浮力控制;随着熔炼进行,熔池不断加深,熔池上部对流由热浮力控制,但熔池底部出现溶质浮力控制的对流,其方向与上部热浮力对流相反,且熔池底部这一溶质浮力对流对铸锭中心偏析具有重要影响.需要指出,热浮力及溶质浮力由熔体密度随温度和浓度的变化决定,然而当前钛合金、高温合金等众多材料都缺乏相关实验数据,这是制约模拟精确性的一个重要方面. ...
... 樊凯等[55]模拟表明,自然对流条件下,当热浮力与溶质浮力引起的对流方向一致时,k' < 1的元素由VAR铸锭中心到边缘、由顶部到底部逐渐减少,而k' > 1的元素分布则正好相反.这与VAR铸锭实验观测结果[66,67]一致.当热浮力与溶质浮力方向相反时,无论是仅考虑自然对流的模拟[55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
... [55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
Numerical simulation of fluid flow caused by buoyancy forces during vacuum arc remelting process
1
2011
... 热浮力和溶质浮力产生的对流也称自然对流,明晰2种浮力作用下的自然对流行为,是进一步分析浮力与电磁力竞争的基础.已有研究[43,55,56]表明,在忽略电磁力而只考虑浮力作用条件下,当溶质浮力与热浮力方向一致时,熔池流动始终为侧壁向下、中心向上的对流模式.但当溶质浮力与热浮力方向相反时,樊凯等[55]以及Mramor等[14]模拟结果表明,熔炼初期浅熔池内的流动由热浮力控制;随着熔炼进行,熔池不断加深,熔池上部对流由热浮力控制,但熔池底部出现溶质浮力控制的对流,其方向与上部热浮力对流相反,且熔池底部这一溶质浮力对流对铸锭中心偏析具有重要影响.需要指出,热浮力及溶质浮力由熔体密度随温度和浓度的变化决定,然而当前钛合金、高温合金等众多材料都缺乏相关实验数据,这是制约模拟精确性的一个重要方面. ...
Modeling macrosegregation during the vacuum arc remelting of Ti-10V-2Fe-3Al alloy
9
2007
... 自感电磁力驱动对流方向与热浮力对流完全相反,2者综合作用下可能形成多种流动模式.由于自感电磁力大小由熔炼电流决定,因此其与热浮力的相互竞争与熔炼电流密切相关.已有模拟研究[57~60]表明,在仅考虑热浮力和自感电磁力时,小电流下熔池内流动由浮力主导,此时熔池的最大流速较小;大电流下熔池绝大部分区域均形成自感电磁力主导对流,仅在深熔池底部的小范围内,由于自感电磁力减弱而形成浮力对流,此时由于熔池上表面高温熔体沿中心向下运动,使得熔池最大深度比浮力对流情况下可增加数倍,熔池最大流速增大2个数量级,如图5[58]所示.在从小电流过渡到大电流时,由于自感电磁力主要分布在熔池上部,因此熔池顶部靠近侧壁处可形成自感电磁力对流,熔池中下部形成浮力对流;在一定电流范围内,当自感电磁力与浮力的效果相当时,最大流速会出现极小值,如图5a[58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... [57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... [57,58]一致. ...
... 如2.2节所述,在考虑自感电磁力和热浮力综合作用时,随着2者相对强度的改变,流动模式发生改变.此时,宏观偏析分布也会相应的变化.图7[57,58]为本团队对Ti-5.1%V (质量分数)二元体系模拟获得的热浮力主导对流和自感电磁力主导对流的VAR铸锭偏析模式[58],以及Zagrebelnyy[57]对Ti-10-2-3合金相应模拟结果的总结.其中图7c和d[57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [57]对Ti-10-2-3合金相应模拟结果的总结.其中图7c和d[57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [
57,
58]
Macrosegregation in VAR ingots under various flow patterns(a, b) simulation results of Ti-5.1%V in the condition of buoyancy driven flow (a) and self-induced Lorentz driven flow (b)[58] (c—actual composition, —norminal composition) (c, d) schematic representations of the simulated results for Ti-10-2-3 alloy in the condition of buoyancy driven flow (c) and self-induced Lorentz driven flow (d)[57] (1: Fe enriched, 2: close to average alloy composition, 3: Fe depleted) ...
... (a, b) simulation results of Ti-5.1%V in the condition of buoyancy driven flow (a) and self-induced Lorentz driven flow (b)[58] (c—actual composition, —norminal composition) (c, d) schematic representations of the simulated results for Ti-10-2-3 alloy in the condition of buoyancy driven flow (c) and self-induced Lorentz driven flow (d)[57] (1: Fe enriched, 2: close to average alloy composition, 3: Fe depleted) ...
Thesis submitted in partial fulfillment of the requirements for the degree of master of science
14
2021
... 自感电磁力驱动对流方向与热浮力对流完全相反,2者综合作用下可能形成多种流动模式.由于自感电磁力大小由熔炼电流决定,因此其与热浮力的相互竞争与熔炼电流密切相关.已有模拟研究[57~60]表明,在仅考虑热浮力和自感电磁力时,小电流下熔池内流动由浮力主导,此时熔池的最大流速较小;大电流下熔池绝大部分区域均形成自感电磁力主导对流,仅在深熔池底部的小范围内,由于自感电磁力减弱而形成浮力对流,此时由于熔池上表面高温熔体沿中心向下运动,使得熔池最大深度比浮力对流情况下可增加数倍,熔池最大流速增大2个数量级,如图5[58]所示.在从小电流过渡到大电流时,由于自感电磁力主要分布在熔池上部,因此熔池顶部靠近侧壁处可形成自感电磁力对流,熔池中下部形成浮力对流;在一定电流范围内,当自感电磁力与浮力的效果相当时,最大流速会出现极小值,如图5a[58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... [58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... ,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... ,58]一致. ...
... [
58]
Variations of molten pool characters with remelting current determined by the competition between buoyancy and self-induced Lorentz force<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup>(a) maximum velocity in molten pool (b) pool depth ...
... [
58]
(a) maximum velocity in molten pool (b) pool depth ...
... 如2.2节所述,在考虑自感电磁力和热浮力综合作用时,随着2者相对强度的改变,流动模式发生改变.此时,宏观偏析分布也会相应的变化.图7[57,58]为本团队对Ti-5.1%V (质量分数)二元体系模拟获得的热浮力主导对流和自感电磁力主导对流的VAR铸锭偏析模式[58],以及Zagrebelnyy[57]对Ti-10-2-3合金相应模拟结果的总结.其中图7c和d[57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58],以及Zagrebelnyy[57]对Ti-10-2-3合金相应模拟结果的总结.其中图7c和d[57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... ,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... ,
58]
Macrosegregation in VAR ingots under various flow patterns(a, b) simulation results of Ti-5.1%V in the condition of buoyancy driven flow (a) and self-induced Lorentz driven flow (b)[58] (c—actual composition, —norminal composition) (c, d) schematic representations of the simulated results for Ti-10-2-3 alloy in the condition of buoyancy driven flow (c) and self-induced Lorentz driven flow (d)[57] (1: Fe enriched, 2: close to average alloy composition, 3: Fe depleted) ...
... (a, b) simulation results of Ti-5.1%V in the condition of buoyancy driven flow (a) and self-induced Lorentz driven flow (b)[58] (c—actual composition, —norminal composition) (c, d) schematic representations of the simulated results for Ti-10-2-3 alloy in the condition of buoyancy driven flow (c) and self-induced Lorentz driven flow (d)[57] (1: Fe enriched, 2: close to average alloy composition, 3: Fe depleted) ...
钛合金VAR过程中熔体流动及宏观偏析行为的数值模拟
14
2021
... 自感电磁力驱动对流方向与热浮力对流完全相反,2者综合作用下可能形成多种流动模式.由于自感电磁力大小由熔炼电流决定,因此其与热浮力的相互竞争与熔炼电流密切相关.已有模拟研究[57~60]表明,在仅考虑热浮力和自感电磁力时,小电流下熔池内流动由浮力主导,此时熔池的最大流速较小;大电流下熔池绝大部分区域均形成自感电磁力主导对流,仅在深熔池底部的小范围内,由于自感电磁力减弱而形成浮力对流,此时由于熔池上表面高温熔体沿中心向下运动,使得熔池最大深度比浮力对流情况下可增加数倍,熔池最大流速增大2个数量级,如图5[58]所示.在从小电流过渡到大电流时,由于自感电磁力主要分布在熔池上部,因此熔池顶部靠近侧壁处可形成自感电磁力对流,熔池中下部形成浮力对流;在一定电流范围内,当自感电磁力与浮力的效果相当时,最大流速会出现极小值,如图5a[58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... [58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... ,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
... ,58]一致. ...
... [
58]
Variations of molten pool characters with remelting current determined by the competition between buoyancy and self-induced Lorentz force<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup>(a) maximum velocity in molten pool (b) pool depth ...
... [
58]
(a) maximum velocity in molten pool (b) pool depth ...
... 如2.2节所述,在考虑自感电磁力和热浮力综合作用时,随着2者相对强度的改变,流动模式发生改变.此时,宏观偏析分布也会相应的变化.图7[57,58]为本团队对Ti-5.1%V (质量分数)二元体系模拟获得的热浮力主导对流和自感电磁力主导对流的VAR铸锭偏析模式[58],以及Zagrebelnyy[57]对Ti-10-2-3合金相应模拟结果的总结.其中图7c和d[57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58],以及Zagrebelnyy[57]对Ti-10-2-3合金相应模拟结果的总结.其中图7c和d[57]中的1区和3区分别对应Fe元素(k' < 1)的正偏析区和负偏析区,这与V元素(k' < 1)正偏析区(图7a和b[58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58]中右半部红色等值线包围区域)和负偏析区(图7a和b[58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58]中右半部蓝色等值线包围区域)相对应.从图7[57,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... ,58]可以看出,热浮力主导对流模式和自感电磁力主导对流模式下,k' < 1的元素均呈现中心正偏析、侧壁负偏析,但不同模式下偏析区域的具体位置和偏析程度存在差异.相比热浮力主导对流,自感电磁力主导对流模式下,正偏析区域的面积更大,且下方更接近铸锭底部,而侧壁负偏析更靠近铸锭内部,铸锭底部多出一块明显的负偏析区域.这是由于当自感电磁力较大时,熔炼初期熔池流动完全由自感电磁力控制,熔池底部溶质被带到上方,因而在铸锭底部形成负偏析区域,相应的铸锭中心正偏析区也更靠近底部;随着熔炼进行,熔池加深,此时由于自感电磁力主导对流主要集中于熔池中上部,在熔池底部存在小范围浮力控制的反向对流(如图5[58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... [58]中大电流下流动模式示意图所示),2种对流在靠近熔池底部的侧壁处分离,使此处大量溶质被带走,因而形成了更靠近铸锭内部的负偏析带.而浮力主导熔池对流时,熔池上部区域侧壁处大量溶质被对流带走,因而负偏析带更靠近侧壁.事实上,无论浮力主导或电磁力主导对流,中心正偏析区均是由于熔池底部存在沿侧壁向下的流动所致.近期Guan等[12]模拟结果表明,当完全忽略浮力而只考虑自感电磁力时,熔池底部沿侧壁向上的对流将大幅减轻铸锭中心的正偏析,但铸锭底部负偏析将加重. ...
... ,
58]
Macrosegregation in VAR ingots under various flow patterns(a, b) simulation results of Ti-5.1%V in the condition of buoyancy driven flow (a) and self-induced Lorentz driven flow (b)[58] (c—actual composition, —norminal composition) (c, d) schematic representations of the simulated results for Ti-10-2-3 alloy in the condition of buoyancy driven flow (c) and self-induced Lorentz driven flow (d)[57] (1: Fe enriched, 2: close to average alloy composition, 3: Fe depleted) ...
... (a, b) simulation results of Ti-5.1%V in the condition of buoyancy driven flow (a) and self-induced Lorentz driven flow (b)[58] (c—actual composition, —norminal composition) (c, d) schematic representations of the simulated results for Ti-10-2-3 alloy in the condition of buoyancy driven flow (c) and self-induced Lorentz driven flow (d)[57] (1: Fe enriched, 2: close to average alloy composition, 3: Fe depleted) ...
Effect of self-induced magnetic field on liquid flow and segregation during VAR process for titanium alloys
2
2023
... (4) 电弧分布:聚焦电弧使自感电磁力控制流动增强[48],熔池深度加大[6,17,59],宏观偏析加重[6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
... ,59]. ...
钛合金VAR过程中自感电磁场对流场与偏析行为的影响
2
2023
... (4) 电弧分布:聚焦电弧使自感电磁力控制流动增强[48],熔池深度加大[6,17,59],宏观偏析加重[6],中心等轴晶区缩小[53],晶粒尺寸增大[53];此外,边弧占比减小将导致熔池加深[41,59]. ...
... ,59]. ...
Liquid metal flow behavior during vacuum consumable arc remelting process for titanium
1
2014
... 自感电磁力驱动对流方向与热浮力对流完全相反,2者综合作用下可能形成多种流动模式.由于自感电磁力大小由熔炼电流决定,因此其与热浮力的相互竞争与熔炼电流密切相关.已有模拟研究[57~60]表明,在仅考虑热浮力和自感电磁力时,小电流下熔池内流动由浮力主导,此时熔池的最大流速较小;大电流下熔池绝大部分区域均形成自感电磁力主导对流,仅在深熔池底部的小范围内,由于自感电磁力减弱而形成浮力对流,此时由于熔池上表面高温熔体沿中心向下运动,使得熔池最大深度比浮力对流情况下可增加数倍,熔池最大流速增大2个数量级,如图5[58]所示.在从小电流过渡到大电流时,由于自感电磁力主要分布在熔池上部,因此熔池顶部靠近侧壁处可形成自感电磁力对流,熔池中下部形成浮力对流;在一定电流范围内,当自感电磁力与浮力的效果相当时,最大流速会出现极小值,如图5a[58]所示.除了熔炼电流大小,熔炼电流的分布形式同样会影响自感电磁力与浮力的竞争,Spians等[48]的模拟结果表明,当电弧分布(即熔池上表面熔炼电流分布)更加向中心集中时,熔池绝大范围内的浮力对流将转变为自感电磁力对流,只在熔池底部小范围内剩余微弱的浮力对流,这与增大熔炼电流的结果[57,58]类似.此外Karimi-Sibaki等[17]发现,在总电流一定时,随着电极与坩埚之间边弧占比减小,自感电磁力控制的流动范围不断增大.事实上边弧减小相当于增大了通过熔池的熔炼电流,因而结果也与增大熔炼电流的结论[57,58]一致. ...
Simulation study on the effect of VAR magnetic stirring process on the melt flow
1
2024
... 在浮力、自感电磁力基础上进一步加入搅拌电磁力后,熔池的流动将更加复杂.Spitans等[48]和Karimi-Sibaki等[18]模拟结果均表明,只需微弱的固定方向搅拌电磁力(约为自感电磁力的十分之一[48]),即可使熔池竖直面内的流动由自感电磁力对流转变为Ekman抽吸对流;当搅拌磁场周期性转化方向时,熔池竖直面内将形成自感电磁力对流和Ekman抽吸对流交替的现象.黄立清等[61]对上述搅拌电磁力周期变向过程进一步分析发现,当搅拌电磁力突然转向时,熔体的旋转运动并不能立即随之转向,而是存在一个逐渐减弱、再反向加速的过程.在旋转运动减弱过程中,自感电磁力驱动的对流占据上风;当反向旋转充分发展之后,Ekman抽吸对流又重新主导,从而出现了2者交替的现象.此外还有学者[40]通过模拟分析了加入搅拌磁场后VAR熔池中的湍流行为,发现浮力控制的层流状态在施加搅拌磁场60 s内即可转变为湍流状态,延长搅拌转向周期或持续施加单方向搅拌可形成强烈的湍流. ...
VAR电磁搅拌工艺对熔体流动影响的模拟研究
1
2024
... 在浮力、自感电磁力基础上进一步加入搅拌电磁力后,熔池的流动将更加复杂.Spitans等[48]和Karimi-Sibaki等[18]模拟结果均表明,只需微弱的固定方向搅拌电磁力(约为自感电磁力的十分之一[48]),即可使熔池竖直面内的流动由自感电磁力对流转变为Ekman抽吸对流;当搅拌磁场周期性转化方向时,熔池竖直面内将形成自感电磁力对流和Ekman抽吸对流交替的现象.黄立清等[61]对上述搅拌电磁力周期变向过程进一步分析发现,当搅拌电磁力突然转向时,熔体的旋转运动并不能立即随之转向,而是存在一个逐渐减弱、再反向加速的过程.在旋转运动减弱过程中,自感电磁力驱动的对流占据上风;当反向旋转充分发展之后,Ekman抽吸对流又重新主导,从而出现了2者交替的现象.此外还有学者[40]通过模拟分析了加入搅拌磁场后VAR熔池中的湍流行为,发现浮力控制的层流状态在施加搅拌磁场60 s内即可转变为湍流状态,延长搅拌转向周期或持续施加单方向搅拌可形成强烈的湍流. ...
Liquid metal pool behavior during the vacuum arc remelting of Inconel 718
1
2009
... 上述考虑电磁力的模拟均基于轴对称模型,其中假定熔炼电流峰值出现在铸锭中心,由中心向侧壁呈Gaussian分布.然而近年来,研究者通过对坩埚内熔池表面的光学观测[62,63]以及坩埚外磁流密度检测[64],发现实际VAR过程中电弧中心并非总在熔池中心,而是不断运动,可以呈现中心聚集、偏心旋转以及翼型运动3种模式,熔炼电流分布也随之相应变化.为考虑电弧运动,需要采用三维模型.Karimi-Sibaki等[19]以及Pericleous等[2]对偏心旋转电弧模式下的三维VAR模拟表明,Ekman抽吸对流随着电弧中心的运动而不断改变位置,熔池轮廓虽基本保持中心对称,但熔池最深处不再位于铸锭中心,而是处于电弧中心下方.Karimi-Sibaki等[19]还发现,当偏心电弧不发生旋转时,自感电磁力控制流动将增强,熔池深度加大,且形态不再中心对称.Delzant等[65]对翼型运动电弧模式下的三维VAR熔池对流模拟也展示了相似的变化规律. ...
Investigation of arc dynamics during vacuum arc remelting of a Ti64 alloy using a photodiode based instrumentation
1
2019
... 上述考虑电磁力的模拟均基于轴对称模型,其中假定熔炼电流峰值出现在铸锭中心,由中心向侧壁呈Gaussian分布.然而近年来,研究者通过对坩埚内熔池表面的光学观测[62,63]以及坩埚外磁流密度检测[64],发现实际VAR过程中电弧中心并非总在熔池中心,而是不断运动,可以呈现中心聚集、偏心旋转以及翼型运动3种模式,熔炼电流分布也随之相应变化.为考虑电弧运动,需要采用三维模型.Karimi-Sibaki等[19]以及Pericleous等[2]对偏心旋转电弧模式下的三维VAR模拟表明,Ekman抽吸对流随着电弧中心的运动而不断改变位置,熔池轮廓虽基本保持中心对称,但熔池最深处不再位于铸锭中心,而是处于电弧中心下方.Karimi-Sibaki等[19]还发现,当偏心电弧不发生旋转时,自感电磁力控制流动将增强,熔池深度加大,且形态不再中心对称.Delzant等[65]对翼型运动电弧模式下的三维VAR熔池对流模拟也展示了相似的变化规律. ...
Arc distribution during the vacuum arc remelting of Ti-6Al-4V
1
2013
... 上述考虑电磁力的模拟均基于轴对称模型,其中假定熔炼电流峰值出现在铸锭中心,由中心向侧壁呈Gaussian分布.然而近年来,研究者通过对坩埚内熔池表面的光学观测[62,63]以及坩埚外磁流密度检测[64],发现实际VAR过程中电弧中心并非总在熔池中心,而是不断运动,可以呈现中心聚集、偏心旋转以及翼型运动3种模式,熔炼电流分布也随之相应变化.为考虑电弧运动,需要采用三维模型.Karimi-Sibaki等[19]以及Pericleous等[2]对偏心旋转电弧模式下的三维VAR模拟表明,Ekman抽吸对流随着电弧中心的运动而不断改变位置,熔池轮廓虽基本保持中心对称,但熔池最深处不再位于铸锭中心,而是处于电弧中心下方.Karimi-Sibaki等[19]还发现,当偏心电弧不发生旋转时,自感电磁力控制流动将增强,熔池深度加大,且形态不再中心对称.Delzant等[65]对翼型运动电弧模式下的三维VAR熔池对流模拟也展示了相似的变化规律. ...
Impact of a transient and asymmetrical distribution of the electric arc on the solidification conditions of the ingot in the VAR process
1
2022
... 上述考虑电磁力的模拟均基于轴对称模型,其中假定熔炼电流峰值出现在铸锭中心,由中心向侧壁呈Gaussian分布.然而近年来,研究者通过对坩埚内熔池表面的光学观测[62,63]以及坩埚外磁流密度检测[64],发现实际VAR过程中电弧中心并非总在熔池中心,而是不断运动,可以呈现中心聚集、偏心旋转以及翼型运动3种模式,熔炼电流分布也随之相应变化.为考虑电弧运动,需要采用三维模型.Karimi-Sibaki等[19]以及Pericleous等[2]对偏心旋转电弧模式下的三维VAR模拟表明,Ekman抽吸对流随着电弧中心的运动而不断改变位置,熔池轮廓虽基本保持中心对称,但熔池最深处不再位于铸锭中心,而是处于电弧中心下方.Karimi-Sibaki等[19]还发现,当偏心电弧不发生旋转时,自感电磁力控制流动将增强,熔池深度加大,且形态不再中心对称.Delzant等[65]对翼型运动电弧模式下的三维VAR熔池对流模拟也展示了相似的变化规律. ...
Comparison of macrosegregation in titanium and aluminium alloy ingots
1
1999
... 樊凯等[55]模拟表明,自然对流条件下,当热浮力与溶质浮力引起的对流方向一致时,k' < 1的元素由VAR铸锭中心到边缘、由顶部到底部逐渐减少,而k' > 1的元素分布则正好相反.这与VAR铸锭实验观测结果[66,67]一致.当热浮力与溶质浮力方向相反时,无论是仅考虑自然对流的模拟[55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
Analysis on the segregation of typical β alloying elements of Cu, Fe and Cr in Ti alloys
1
2005
... 樊凯等[55]模拟表明,自然对流条件下,当热浮力与溶质浮力引起的对流方向一致时,k' < 1的元素由VAR铸锭中心到边缘、由顶部到底部逐渐减少,而k' > 1的元素分布则正好相反.这与VAR铸锭实验观测结果[66,67]一致.当热浮力与溶质浮力方向相反时,无论是仅考虑自然对流的模拟[55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
典型β型钛合金元素Cu, Fe和Cr的偏析规律
1
2005
... 樊凯等[55]模拟表明,自然对流条件下,当热浮力与溶质浮力引起的对流方向一致时,k' < 1的元素由VAR铸锭中心到边缘、由顶部到底部逐渐减少,而k' > 1的元素分布则正好相反.这与VAR铸锭实验观测结果[66,67]一致.当热浮力与溶质浮力方向相反时,无论是仅考虑自然对流的模拟[55]或是进一步加入电磁力的模拟[14]均表明,熔池底部溶质浮力驱动的侧壁向上、中心向下的对流,可显著降低铸锭中心部位的偏析.Mramor等[14]通过模拟与实验对比发现,考虑与热浮力对流反向的溶质浮力对流,是使模拟结果与实验相吻合的关键. ...
Numerical simulation of melt convection and macrosegregation of Ti60 alloy ingot during the vacuum arc remelting
3
2024
... 在热浮力和自感电磁力基础上进一步加入适当强度的搅拌电磁力,可在一定程度上减轻宏观偏析,但随着搅拌磁场强度升高,偏析程度并不能持续降低[7,15,68].戴毅等[68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... [68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
Ti60合金VAR熔炼过程熔体流动与宏观偏析的数值模拟研究
3
2024
... 在热浮力和自感电磁力基础上进一步加入适当强度的搅拌电磁力,可在一定程度上减轻宏观偏析,但随着搅拌磁场强度升高,偏析程度并不能持续降低[7,15,68].戴毅等[68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... [68]对Ti60合金的VAR过程模拟发现,无搅拌磁场或搅拌磁场过大时,铸锭中Zr元素宏观偏析加重.Han等[15]在Ti2AlNb铸锭VAR熔炼模拟中发现,适当的搅拌磁场下铸锭偏析最小;搅拌电磁力过大,心部偏析虽减轻,但边缘偏析加重.Cui等[7]对镍基高温合金VAR模拟结果表明,搅拌磁场强度从0增大到50 G时,宏观偏析显著降低;搅拌磁场强度进一步增大到100 G时,宏观偏析仅出现微弱的变化.除搅拌磁场强度外,搅拌磁场转向周期及电弧分布形式也会影响搅拌电磁力降低偏析的效果.Revil-Baudard等[13]和Mramor等[14]模拟结果均表明,搅拌磁场周期性转变方向可使铸锭偏析比其方向恒定时减轻.Cui等[6]发现,在相同的熔炼电流和搅拌磁场强度下,电弧均匀分布时铸锭偏析最轻,电弧呈中心对称的Gaussian分布时偏析最重,而电弧的中心偏离铸锭中心且旋转运动时,铸锭偏析比电弧呈中心对称分布的情况有所降低. ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
Effect of electrode block’s mixing uniformity on titanium alloy ingot’s composition
1
2021
... 除上述熔池凝固过程中产生偏析之外,电极成分不均匀也可能引起铸锭的宏观偏析.在钛合金VAR熔炼生产中,通常采用三次熔炼工艺,其中初次电极以海绵钛和其他中间合金采用原料压制而成,随后将一次熔炼的铸锭用做二次熔炼的电极,再将二次锭用做三次熔炼电极,上述过程如图6右半侧所示.对于二次熔炼,存在2种电极放置方案:一次锭正置,即将一次锭底部做为二次熔炼电极底部,这里将其命名为VAR2-D (数字2代表熔炼次数、末尾字母D代表Direct);一次铸锭反置,即一次铸锭的顶部作为二次熔炼电极的底部,命名为VAR2-R (末尾字母R代表Reverse).以此类推,三次熔炼有4种方案,分别为:VAR3-D-D、VAR3-D-R、VAR3-R-D、VAR3-R-R,其中数字3代表三次熔炼,数字后面第一个字母代表第二次熔炼的电极放置方案,第二个字母代表第三次熔炼的电极放置方案.Zagrebelnyy和Krane[10]模拟了上述不同方案下Ti-10-2-3合金二次或三次VAR熔炼过程,发现后一次熔炼铸锭的宏观偏析程度比前一次铸锭升高,原因主要是铸锭直径增大导致的熔池流动及凝固偏析,而电极成分分布的影响较小.本团队对三次熔炼过程中宏观偏析的传递行为进行了深入分析[11],在前面6种电极放置方案基础上进一步加入均匀电极(VAR2-A和VAR3-A,末尾字母A代表average)作为对比,发现前次铸锭的径向成分不均匀会在下次熔炼过程中的熔池对流作用下消除,对下一次熔炼铸锭的宏观偏析基本无影响,而前次铸锭沿轴向的成分不均匀会传递给下一次熔炼的铸锭,这一传递效果在熔池深度增大时由于对流作用而被削弱.此外还发现,三次熔炼中如至少有一次将铸锭反置作电极,可显著减轻宏观偏析,但增加到2次反置,偏析进一步减轻的程度有限,如图8[11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
钛合金电极块混料均匀性对铸锭成分的影响
1
2021
... 除上述熔池凝固过程中产生偏析之外,电极成分不均匀也可能引起铸锭的宏观偏析.在钛合金VAR熔炼生产中,通常采用三次熔炼工艺,其中初次电极以海绵钛和其他中间合金采用原料压制而成,随后将一次熔炼的铸锭用做二次熔炼的电极,再将二次锭用做三次熔炼电极,上述过程如图6右半侧所示.对于二次熔炼,存在2种电极放置方案:一次锭正置,即将一次锭底部做为二次熔炼电极底部,这里将其命名为VAR2-D (数字2代表熔炼次数、末尾字母D代表Direct);一次铸锭反置,即一次铸锭的顶部作为二次熔炼电极的底部,命名为VAR2-R (末尾字母R代表Reverse).以此类推,三次熔炼有4种方案,分别为:VAR3-D-D、VAR3-D-R、VAR3-R-D、VAR3-R-R,其中数字3代表三次熔炼,数字后面第一个字母代表第二次熔炼的电极放置方案,第二个字母代表第三次熔炼的电极放置方案.Zagrebelnyy和Krane[10]模拟了上述不同方案下Ti-10-2-3合金二次或三次VAR熔炼过程,发现后一次熔炼铸锭的宏观偏析程度比前一次铸锭升高,原因主要是铸锭直径增大导致的熔池流动及凝固偏析,而电极成分分布的影响较小.本团队对三次熔炼过程中宏观偏析的传递行为进行了深入分析[11],在前面6种电极放置方案基础上进一步加入均匀电极(VAR2-A和VAR3-A,末尾字母A代表average)作为对比,发现前次铸锭的径向成分不均匀会在下次熔炼过程中的熔池对流作用下消除,对下一次熔炼铸锭的宏观偏析基本无影响,而前次铸锭沿轴向的成分不均匀会传递给下一次熔炼的铸锭,这一传递效果在熔池深度增大时由于对流作用而被削弱.此外还发现,三次熔炼中如至少有一次将铸锭反置作电极,可显著减轻宏观偏析,但增加到2次反置,偏析进一步减轻的程度有限,如图8[11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
Effect of feeding parameters on ingot segregation and shrinkage pore in vacuum arc remelting
1
2023
... 除上述熔池凝固过程中产生偏析之外,电极成分不均匀也可能引起铸锭的宏观偏析.在钛合金VAR熔炼生产中,通常采用三次熔炼工艺,其中初次电极以海绵钛和其他中间合金采用原料压制而成,随后将一次熔炼的铸锭用做二次熔炼的电极,再将二次锭用做三次熔炼电极,上述过程如图6右半侧所示.对于二次熔炼,存在2种电极放置方案:一次锭正置,即将一次锭底部做为二次熔炼电极底部,这里将其命名为VAR2-D (数字2代表熔炼次数、末尾字母D代表Direct);一次铸锭反置,即一次铸锭的顶部作为二次熔炼电极的底部,命名为VAR2-R (末尾字母R代表Reverse).以此类推,三次熔炼有4种方案,分别为:VAR3-D-D、VAR3-D-R、VAR3-R-D、VAR3-R-R,其中数字3代表三次熔炼,数字后面第一个字母代表第二次熔炼的电极放置方案,第二个字母代表第三次熔炼的电极放置方案.Zagrebelnyy和Krane[10]模拟了上述不同方案下Ti-10-2-3合金二次或三次VAR熔炼过程,发现后一次熔炼铸锭的宏观偏析程度比前一次铸锭升高,原因主要是铸锭直径增大导致的熔池流动及凝固偏析,而电极成分分布的影响较小.本团队对三次熔炼过程中宏观偏析的传递行为进行了深入分析[11],在前面6种电极放置方案基础上进一步加入均匀电极(VAR2-A和VAR3-A,末尾字母A代表average)作为对比,发现前次铸锭的径向成分不均匀会在下次熔炼过程中的熔池对流作用下消除,对下一次熔炼铸锭的宏观偏析基本无影响,而前次铸锭沿轴向的成分不均匀会传递给下一次熔炼的铸锭,这一传递效果在熔池深度增大时由于对流作用而被削弱.此外还发现,三次熔炼中如至少有一次将铸锭反置作电极,可显著减轻宏观偏析,但增加到2次反置,偏析进一步减轻的程度有限,如图8[11]所示.赵小花等[69]对3种电极轴向成分分布的VAR模拟结果同样表明,轴向成分的差异会引起铸锭偏析的差异.Jiang等[70]模拟了人为提升电极末端成分的VAR过程,发现末端熔池凝固形成的偏析分布与均匀成分电极的情况相似,这与本团队的研究结论[11]一致. ...
Simulation of solidification structure in the vacuum arc remelting process of titanium alloy TC4 based on 3D CAFE method
1
2024
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
Multiscale modelling of microstructure formation during vacuum arc remelting of titanium 6-4
1
2004
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
Predicting the three-dimensional grain structure of superalloys during vacuum arc remelting process
2
2023
... VAR铸锭中的晶粒形貌与传统浇注成形铸锭类似,包含柱状和等轴2种.在不同工艺条件下,可能形成表层细晶区、柱状晶区和中心等轴晶区.近年来,VAR铸锭晶粒组织的CA模拟在钛合金[30,71,72]、特种钢[32,45]和高温合金[29,53,73]体系中获得了成功应用,不仅真实再现了特定条件下铸锭不同部位的晶粒组织形貌(图9[29,32,53]),还从G和V的角度分析了不同工艺参数条件下晶粒形貌存在差异的根源.关于熔炼速率[29,31,32,53]、电弧功率[30,45,53]、熔炼电流[31]、散热条件[29,32]的模拟结果均表明,当工艺参数改变造成G / V减小时,固/液界面前沿成分过冷区范围增大,等轴晶更易形核,中心等轴晶区扩大;反之,则柱状晶区范围扩大. ...
... 近年来,VAR铸锭组织的CA模拟不断向着考虑各种实际复杂工况的方向发展.如Cui等[29]模拟了偏心转动电弧下晶粒组织形貌;Zhao等[75]将稳弧电流大小及周期的影响加入CA模拟之中;Li等[73]通过三维CA求解算法的改进,实现了小尺寸VAR铸锭二维截面晶粒组织模拟向大尺寸VAR铸锭三维晶粒组织模拟的跨越. ...
Numerical simulation of titanium alloy ingot solidification structure during VAR process based on three-dimensional CAFE method
1
2014
... 需要注意的是,上述VAR铸锭晶粒组织CA模拟中耦合的宏观温度场的精准程度存在差异.一些工作采用了相对简化的宏观模型[30,32,45],仅考虑热传导计算,而未包含流场计算.但此类基于简化宏观模型的CA模拟中获得的组织形貌随工艺参数的变化规律与耦合流场的模拟结果[29]定性一致.例如,Sun等[30]和Zhu等[32]基于简化宏观模型的CA模拟发现,随着熔炼速率增大,等轴晶区范围扩大,这与耦合流场的模拟结果[29,31,53]相同.此外,简化宏观模型[45]与耦合流场模型的CA模拟[53]结果均表明,随着熔炼功率增大,表层细晶区范围扩大.但对于VAR铸锭组织定量信息的获取,仍需要以精准的宏观模拟作为输入.例如Kou等[74]发现,忽略自然对流的模拟结果中,等轴晶区范围相比实际情况偏小,且只有考虑铸锭顶部辐射散热之后,模拟获得的晶粒组织形貌才与实验观测吻合. ...
Numerical simulation and experimental validation on the effect of stirring coils' parameters on TC17 ingot during vacuum arc remelting process
2
2023
... 近年来,VAR铸锭组织的CA模拟不断向着考虑各种实际复杂工况的方向发展.如Cui等[29]模拟了偏心转动电弧下晶粒组织形貌;Zhao等[75]将稳弧电流大小及周期的影响加入CA模拟之中;Li等[73]通过三维CA求解算法的改进,实现了小尺寸VAR铸锭二维截面晶粒组织模拟向大尺寸VAR铸锭三维晶粒组织模拟的跨越. ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
Effect of variation in process parameters on the formation of freckle in Inconel 718 by vacuum arc remelting
1
2008
... 雀斑也称黑斑,通常在VAR铸锭中心到1/2半径区域内呈现条带状分布,雀斑区域的Nb、Ti、Mo元素富集,其中Nb元素富集最为显著[76].目前对高温合金VAR铸锭雀斑缺陷模拟研究最常用的方法如下:先通过宏观传输模拟获得温度场,从而计算温度梯度分布,进而获得Rayleigh数[77,78]分布,再通过Rayleigh判据分析雀斑形成倾向.Jardy等[79]和Patel等[80]基于上述方法均发现铸锭1/2半径处Rayleigh数最大,从而解释了实验中雀斑在此处最为常见的原因.Yang等[8]发现,VAR过程中Rayleigh数随着铸锭高度的不断增加而增大,在稳态熔炼与降低电流补缩的转变时刻,熔池附近的Rayleigh数最大,此高度处雀斑形成倾向最大.需要注意的是,上述工作均采用简单估算值来处理Rayleigh数计算中涉及的组织渗透率.Pericleous等[2]进一步通过耦合宏观温度场及流场信息的微观组织模拟,获得三维枝晶形貌,并基于此求解渗透率,从而使Rayleigh数计算更加定量化. ...
Development of a freckle predictor via Rayleigh number method for single-crystal nickel-base superalloy castings
1
2000
... 雀斑也称黑斑,通常在VAR铸锭中心到1/2半径区域内呈现条带状分布,雀斑区域的Nb、Ti、Mo元素富集,其中Nb元素富集最为显著[76].目前对高温合金VAR铸锭雀斑缺陷模拟研究最常用的方法如下:先通过宏观传输模拟获得温度场,从而计算温度梯度分布,进而获得Rayleigh数[77,78]分布,再通过Rayleigh判据分析雀斑形成倾向.Jardy等[79]和Patel等[80]基于上述方法均发现铸锭1/2半径处Rayleigh数最大,从而解释了实验中雀斑在此处最为常见的原因.Yang等[8]发现,VAR过程中Rayleigh数随着铸锭高度的不断增加而增大,在稳态熔炼与降低电流补缩的转变时刻,熔池附近的Rayleigh数最大,此高度处雀斑形成倾向最大.需要注意的是,上述工作均采用简单估算值来处理Rayleigh数计算中涉及的组织渗透率.Pericleous等[2]进一步通过耦合宏观温度场及流场信息的微观组织模拟,获得三维枝晶形貌,并基于此求解渗透率,从而使Rayleigh数计算更加定量化. ...
Freckle criteria for the upward directional solidification of alloys
1
2001
... 雀斑也称黑斑,通常在VAR铸锭中心到1/2半径区域内呈现条带状分布,雀斑区域的Nb、Ti、Mo元素富集,其中Nb元素富集最为显著[76].目前对高温合金VAR铸锭雀斑缺陷模拟研究最常用的方法如下:先通过宏观传输模拟获得温度场,从而计算温度梯度分布,进而获得Rayleigh数[77,78]分布,再通过Rayleigh判据分析雀斑形成倾向.Jardy等[79]和Patel等[80]基于上述方法均发现铸锭1/2半径处Rayleigh数最大,从而解释了实验中雀斑在此处最为常见的原因.Yang等[8]发现,VAR过程中Rayleigh数随着铸锭高度的不断增加而增大,在稳态熔炼与降低电流补缩的转变时刻,熔池附近的Rayleigh数最大,此高度处雀斑形成倾向最大.需要注意的是,上述工作均采用简单估算值来处理Rayleigh数计算中涉及的组织渗透率.Pericleous等[2]进一步通过耦合宏观温度场及流场信息的微观组织模拟,获得三维枝晶形貌,并基于此求解渗透率,从而使Rayleigh数计算更加定量化. ...
Mathematical modelling of superalloy remelting operations
2
2009
... 雀斑也称黑斑,通常在VAR铸锭中心到1/2半径区域内呈现条带状分布,雀斑区域的Nb、Ti、Mo元素富集,其中Nb元素富集最为显著[76].目前对高温合金VAR铸锭雀斑缺陷模拟研究最常用的方法如下:先通过宏观传输模拟获得温度场,从而计算温度梯度分布,进而获得Rayleigh数[77,78]分布,再通过Rayleigh判据分析雀斑形成倾向.Jardy等[79]和Patel等[80]基于上述方法均发现铸锭1/2半径处Rayleigh数最大,从而解释了实验中雀斑在此处最为常见的原因.Yang等[8]发现,VAR过程中Rayleigh数随着铸锭高度的不断增加而增大,在稳态熔炼与降低电流补缩的转变时刻,熔池附近的Rayleigh数最大,此高度处雀斑形成倾向最大.需要注意的是,上述工作均采用简单估算值来处理Rayleigh数计算中涉及的组织渗透率.Pericleous等[2]进一步通过耦合宏观温度场及流场信息的微观组织模拟,获得三维枝晶形貌,并基于此求解渗透率,从而使Rayleigh数计算更加定量化. ...
... 白斑在高温合金VAR铸锭截面的低倍金相观察中呈现为明亮区域,其中Nb、Ti、Al、Mo等元素贫化[81].白斑的形成存在3种机制[81]:电流波动引起的凝固白斑;凝壳(shelf)或顶部冠冕(crown)部位碎块掉落熔池后未完全熔化而形成白斑,此类白斑周围通常环绕黑色的氧化物或氮化物夹杂层,也被称为脏白斑;电极中部分枝晶主干未完全熔化而被凝固界面捕获后形成白斑.上述3种情况中碎块掉落形成的脏白斑对铸锭性能影响最大,可使屈服强度降低60%[82].Zhang等[82]通过耦合宏观温度及流场信息的颗粒轨迹追踪及熔化模拟,分析了不同尺寸、密度和掉落位置的碎块熔化行为,发现直径3 mm以下的碎块可以完全熔化,但随着掉落高度增加或者碎块中固相体积分数增大,熔化减慢,形成白斑的风险增大.Jardy和Ablitzer[79]通过模拟发现,顶部冠冕碎块掉落形成白斑的可能性大于凝壳或电极枝晶掉落形成的白斑.Jiang和Zhang[83]分析了熔炼工艺参数对掉落碎块熔化的影响,发现熔炼电流增大、电弧长度缩短和电极直径减小更有利于掉落碎块的熔化,从而避免白斑的形成. ...
Modeling of vacuum arc remelting of alloy 718 ingots
1
2004
... 雀斑也称黑斑,通常在VAR铸锭中心到1/2半径区域内呈现条带状分布,雀斑区域的Nb、Ti、Mo元素富集,其中Nb元素富集最为显著[76].目前对高温合金VAR铸锭雀斑缺陷模拟研究最常用的方法如下:先通过宏观传输模拟获得温度场,从而计算温度梯度分布,进而获得Rayleigh数[77,78]分布,再通过Rayleigh判据分析雀斑形成倾向.Jardy等[79]和Patel等[80]基于上述方法均发现铸锭1/2半径处Rayleigh数最大,从而解释了实验中雀斑在此处最为常见的原因.Yang等[8]发现,VAR过程中Rayleigh数随着铸锭高度的不断增加而增大,在稳态熔炼与降低电流补缩的转变时刻,熔池附近的Rayleigh数最大,此高度处雀斑形成倾向最大.需要注意的是,上述工作均采用简单估算值来处理Rayleigh数计算中涉及的组织渗透率.Pericleous等[2]进一步通过耦合宏观温度场及流场信息的微观组织模拟,获得三维枝晶形貌,并基于此求解渗透率,从而使Rayleigh数计算更加定量化. ...
New knowledge about ‘white spots’ in superalloys
2
1993
... 白斑在高温合金VAR铸锭截面的低倍金相观察中呈现为明亮区域,其中Nb、Ti、Al、Mo等元素贫化[81].白斑的形成存在3种机制[81]:电流波动引起的凝固白斑;凝壳(shelf)或顶部冠冕(crown)部位碎块掉落熔池后未完全熔化而形成白斑,此类白斑周围通常环绕黑色的氧化物或氮化物夹杂层,也被称为脏白斑;电极中部分枝晶主干未完全熔化而被凝固界面捕获后形成白斑.上述3种情况中碎块掉落形成的脏白斑对铸锭性能影响最大,可使屈服强度降低60%[82].Zhang等[82]通过耦合宏观温度及流场信息的颗粒轨迹追踪及熔化模拟,分析了不同尺寸、密度和掉落位置的碎块熔化行为,发现直径3 mm以下的碎块可以完全熔化,但随着掉落高度增加或者碎块中固相体积分数增大,熔化减慢,形成白斑的风险增大.Jardy和Ablitzer[79]通过模拟发现,顶部冠冕碎块掉落形成白斑的可能性大于凝壳或电极枝晶掉落形成的白斑.Jiang和Zhang[83]分析了熔炼工艺参数对掉落碎块熔化的影响,发现熔炼电流增大、电弧长度缩短和电极直径减小更有利于掉落碎块的熔化,从而避免白斑的形成. ...
... [81]:电流波动引起的凝固白斑;凝壳(shelf)或顶部冠冕(crown)部位碎块掉落熔池后未完全熔化而形成白斑,此类白斑周围通常环绕黑色的氧化物或氮化物夹杂层,也被称为脏白斑;电极中部分枝晶主干未完全熔化而被凝固界面捕获后形成白斑.上述3种情况中碎块掉落形成的脏白斑对铸锭性能影响最大,可使屈服强度降低60%[82].Zhang等[82]通过耦合宏观温度及流场信息的颗粒轨迹追踪及熔化模拟,分析了不同尺寸、密度和掉落位置的碎块熔化行为,发现直径3 mm以下的碎块可以完全熔化,但随着掉落高度增加或者碎块中固相体积分数增大,熔化减慢,形成白斑的风险增大.Jardy和Ablitzer[79]通过模拟发现,顶部冠冕碎块掉落形成白斑的可能性大于凝壳或电极枝晶掉落形成的白斑.Jiang和Zhang[83]分析了熔炼工艺参数对掉落碎块熔化的影响,发现熔炼电流增大、电弧长度缩短和电极直径减小更有利于掉落碎块的熔化,从而避免白斑的形成. ...
Numerical simulation of dendrite white spot formation during vacuum arc remelting of Inconel 718
4
2002
... 白斑在高温合金VAR铸锭截面的低倍金相观察中呈现为明亮区域,其中Nb、Ti、Al、Mo等元素贫化[81].白斑的形成存在3种机制[81]:电流波动引起的凝固白斑;凝壳(shelf)或顶部冠冕(crown)部位碎块掉落熔池后未完全熔化而形成白斑,此类白斑周围通常环绕黑色的氧化物或氮化物夹杂层,也被称为脏白斑;电极中部分枝晶主干未完全熔化而被凝固界面捕获后形成白斑.上述3种情况中碎块掉落形成的脏白斑对铸锭性能影响最大,可使屈服强度降低60%[82].Zhang等[82]通过耦合宏观温度及流场信息的颗粒轨迹追踪及熔化模拟,分析了不同尺寸、密度和掉落位置的碎块熔化行为,发现直径3 mm以下的碎块可以完全熔化,但随着掉落高度增加或者碎块中固相体积分数增大,熔化减慢,形成白斑的风险增大.Jardy和Ablitzer[79]通过模拟发现,顶部冠冕碎块掉落形成白斑的可能性大于凝壳或电极枝晶掉落形成的白斑.Jiang和Zhang[83]分析了熔炼工艺参数对掉落碎块熔化的影响,发现熔炼电流增大、电弧长度缩短和电极直径减小更有利于掉落碎块的熔化,从而避免白斑的形成. ...
... [82]通过耦合宏观温度及流场信息的颗粒轨迹追踪及熔化模拟,分析了不同尺寸、密度和掉落位置的碎块熔化行为,发现直径3 mm以下的碎块可以完全熔化,但随着掉落高度增加或者碎块中固相体积分数增大,熔化减慢,形成白斑的风险增大.Jardy和Ablitzer[79]通过模拟发现,顶部冠冕碎块掉落形成白斑的可能性大于凝壳或电极枝晶掉落形成的白斑.Jiang和Zhang[83]分析了熔炼工艺参数对掉落碎块熔化的影响,发现熔炼电流增大、电弧长度缩短和电极直径减小更有利于掉落碎块的熔化,从而避免白斑的形成. ...
... (1) 熔炼电流:熔炼电流增大,会使熔池加深[31,82],铸锭轴线中上部和侧壁中下部偏析加重[10],导致高温合金VAR铸锭更容易形成雀斑[82],中心等轴晶区范围减小[31],夹杂颗粒熔化加速[83]. ...
... [82],中心等轴晶区范围减小[31],夹杂颗粒熔化加速[83]. ...
Operation parameters on white spot formation in vacuum arc remelting
2
2023
... 白斑在高温合金VAR铸锭截面的低倍金相观察中呈现为明亮区域,其中Nb、Ti、Al、Mo等元素贫化[81].白斑的形成存在3种机制[81]:电流波动引起的凝固白斑;凝壳(shelf)或顶部冠冕(crown)部位碎块掉落熔池后未完全熔化而形成白斑,此类白斑周围通常环绕黑色的氧化物或氮化物夹杂层,也被称为脏白斑;电极中部分枝晶主干未完全熔化而被凝固界面捕获后形成白斑.上述3种情况中碎块掉落形成的脏白斑对铸锭性能影响最大,可使屈服强度降低60%[82].Zhang等[82]通过耦合宏观温度及流场信息的颗粒轨迹追踪及熔化模拟,分析了不同尺寸、密度和掉落位置的碎块熔化行为,发现直径3 mm以下的碎块可以完全熔化,但随着掉落高度增加或者碎块中固相体积分数增大,熔化减慢,形成白斑的风险增大.Jardy和Ablitzer[79]通过模拟发现,顶部冠冕碎块掉落形成白斑的可能性大于凝壳或电极枝晶掉落形成的白斑.Jiang和Zhang[83]分析了熔炼工艺参数对掉落碎块熔化的影响,发现熔炼电流增大、电弧长度缩短和电极直径减小更有利于掉落碎块的熔化,从而避免白斑的形成. ...
... (1) 熔炼电流:熔炼电流增大,会使熔池加深[31,82],铸锭轴线中上部和侧壁中下部偏析加重[10],导致高温合金VAR铸锭更容易形成雀斑[82],中心等轴晶区范围减小[31],夹杂颗粒熔化加速[83]. ...
Numerical simulation of inclusion distribution in vacuum arc remelting ingot
2
2023
... 铸锭中夹杂物颗粒的裹入过程与上述碎块掉落形成白斑的过程类似.Jiang等[84]模拟了电极中多个颗粒在电极熔化后掉落熔池的运动行为及被固/液界面捕获情况,发现熔炼初始阶段电磁力驱动对流将熔池顶部颗粒带到熔池底部,后期热浮力驱动对流带动颗粒沿熔池侧壁向下运动,并在铸锭侧壁被固/液界面捕获,最终铸锭颗粒分布由侧壁向中心减少,且大尺寸颗粒主要分布在侧壁,中心主要为小尺寸颗粒.需要指出,Jiang等[84]模拟时并未考虑夹杂颗粒的熔化过程. ...
... [84]模拟时并未考虑夹杂颗粒的熔化过程. ...
On the dissolution of nitrided titanium defects during vacuum arc remelting of Ti alloys
2
2010
... 相比高温合金,关于钛合金VAR铸锭缺陷的研究更不充分,当前仅有个别关于硬α夹杂的模拟研究报道[85,86];此外,本团队近期开展了关于β斑模拟的初步探索. ...
... 硬α夹杂为铸锭中局部高N (或O)含量的硬脆相,常见形式包括高N含量的α相以及TiN等化合物,在钛合金铸锭中此类夹杂含量虽然极低,但由于其高熔点及硬脆特性,使其在熔炼阶段难以被去除,后续成为裂纹萌生源头,可导致构件的突发性断裂失效,引起灾难性后果[87].Bellot等[86]通过实验发现高N含量α相颗粒在高温下可通过N元素扩散发生溶解,此时α相外圈先转变为β相,β相再熔化为液相.基于上述实验,Bellot等[86]进一步建立了高N含量α相颗粒溶解的数学模型.Ghazal等[85]将上述溶解模型与颗粒运动方程及VAR宏观传输模型相结合,模拟了N含量为5% (质量分数)的α相颗粒落入熔池后的溶解过程,发现一次VAR熔炼过程中直径大于0.3 mm的α相颗粒很难溶解,但三次VAR熔炼之后,直径在1 mm以下的α相颗粒都可被溶解去除. ...
Dissolution of hard-alpha inclusions in liquid titanium alloys
3
1997
... 相比高温合金,关于钛合金VAR铸锭缺陷的研究更不充分,当前仅有个别关于硬α夹杂的模拟研究报道[85,86];此外,本团队近期开展了关于β斑模拟的初步探索. ...
... 硬α夹杂为铸锭中局部高N (或O)含量的硬脆相,常见形式包括高N含量的α相以及TiN等化合物,在钛合金铸锭中此类夹杂含量虽然极低,但由于其高熔点及硬脆特性,使其在熔炼阶段难以被去除,后续成为裂纹萌生源头,可导致构件的突发性断裂失效,引起灾难性后果[87].Bellot等[86]通过实验发现高N含量α相颗粒在高温下可通过N元素扩散发生溶解,此时α相外圈先转变为β相,β相再熔化为液相.基于上述实验,Bellot等[86]进一步建立了高N含量α相颗粒溶解的数学模型.Ghazal等[85]将上述溶解模型与颗粒运动方程及VAR宏观传输模型相结合,模拟了N含量为5% (质量分数)的α相颗粒落入熔池后的溶解过程,发现一次VAR熔炼过程中直径大于0.3 mm的α相颗粒很难溶解,但三次VAR熔炼之后,直径在1 mm以下的α相颗粒都可被溶解去除. ...
... [86]进一步建立了高N含量α相颗粒溶解的数学模型.Ghazal等[85]将上述溶解模型与颗粒运动方程及VAR宏观传输模型相结合,模拟了N含量为5% (质量分数)的α相颗粒落入熔池后的溶解过程,发现一次VAR熔炼过程中直径大于0.3 mm的α相颗粒很难溶解,但三次VAR熔炼之后,直径在1 mm以下的α相颗粒都可被溶解去除. ...
Research process on segregation and control of titanium alloy during vacuum arc remelting
1
2023
... 硬α夹杂为铸锭中局部高N (或O)含量的硬脆相,常见形式包括高N含量的α相以及TiN等化合物,在钛合金铸锭中此类夹杂含量虽然极低,但由于其高熔点及硬脆特性,使其在熔炼阶段难以被去除,后续成为裂纹萌生源头,可导致构件的突发性断裂失效,引起灾难性后果[87].Bellot等[86]通过实验发现高N含量α相颗粒在高温下可通过N元素扩散发生溶解,此时α相外圈先转变为β相,β相再熔化为液相.基于上述实验,Bellot等[86]进一步建立了高N含量α相颗粒溶解的数学模型.Ghazal等[85]将上述溶解模型与颗粒运动方程及VAR宏观传输模型相结合,模拟了N含量为5% (质量分数)的α相颗粒落入熔池后的溶解过程,发现一次VAR熔炼过程中直径大于0.3 mm的α相颗粒很难溶解,但三次VAR熔炼之后,直径在1 mm以下的α相颗粒都可被溶解去除. ...
真空自耗熔炼钛合金的偏析缺陷及控制研究进展
1
2023
... 硬α夹杂为铸锭中局部高N (或O)含量的硬脆相,常见形式包括高N含量的α相以及TiN等化合物,在钛合金铸锭中此类夹杂含量虽然极低,但由于其高熔点及硬脆特性,使其在熔炼阶段难以被去除,后续成为裂纹萌生源头,可导致构件的突发性断裂失效,引起灾难性后果[87].Bellot等[86]通过实验发现高N含量α相颗粒在高温下可通过N元素扩散发生溶解,此时α相外圈先转变为β相,β相再熔化为液相.基于上述实验,Bellot等[86]进一步建立了高N含量α相颗粒溶解的数学模型.Ghazal等[85]将上述溶解模型与颗粒运动方程及VAR宏观传输模型相结合,模拟了N含量为5% (质量分数)的α相颗粒落入熔池后的溶解过程,发现一次VAR熔炼过程中直径大于0.3 mm的α相颗粒很难溶解,但三次VAR熔炼之后,直径在1 mm以下的α相颗粒都可被溶解去除. ...
Minimizing beta flecks in the Ti-17 alloy
1
1997
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
Effect of beta flecks on low-cycle fatigue properties of Ti-10V-2Fe-3Al
1
2000
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
Study on segregation behavior of alloying elements in titanium alloys during solidification
1
2002
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
Beta fleck and segregation in titanium alloy ingots
1
2006
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
Study on beta flecks and formation mechanisms in TC17 alloy
1
2020
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
TC17合金中的β斑及其形成机制研究
1
2020
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
Investigation of beta fleck formation in Ti-17 alloy by directional solidification method
1
2020
... β斑是铸锭局部区域Fe、Cr等β稳定元素含量明显高于基体而引发的一种组织缺陷,由于此区域β转变温度(Tβ)低于基体,因此在以基体成分为依据制定的热处理工艺下,该区域内无α相析出或α相析出量显著低于基体,从而造成材料塑性及疲劳性能明显降低[88,89].关于钛合金VAR铸锭中β斑形成机制存在2种传统观点,即枝晶间液相流动导致通道偏析[90]和等轴晶沉降[91].近期,尹续臣等[92,93]通过实验观测提出了2种新的β斑形成的可能机制,即柱状枝晶列间溶质富集导致通道状β斑和等轴晶内枝晶臂间的成分偏析导致不规则β斑.这2种β斑形成机制均与凝固枝晶尺度的微观偏析密切相关.基于此,本团队通过宏/微观耦合模拟对TC17合金中枝晶尺度微观偏析进行了初步探索,结果如图10[28]所示.首先通过温度场、流场、溶质场、电磁场耦合的宏观传输模拟与介观CA模拟相结合,获得各种宏观场变量及晶粒形貌信息,如图10a和b[28]所示;之后统计宏观VAR模拟获得的铸锭上部、中部和下部9个位置(图10a和b[28]中的点1~9)的冷速、温度梯度和浓度信息,及CA模拟获得的相应位置的晶核密度及晶粒取向信息,以此为输入,再通过相场法模拟铸锭不同部位的枝晶组织演化与微观偏析情况,其中Cr元素偏析如图10c[28]所示(模拟获得的Zr、Mo元素分布与此类似);进一步通过计算相图软件Pandat,求解每个位置中所有枝晶干部位的Tβ 均值以及所有枝晶间部位的Tβ 均值,由此获得的9个位置Tβ 分布范围,如图10d[28]所示. 可以看出,不同部位Tβ 最低值存在差异,侧壁(4、7位置)的Tβ 最低值较高,而中部(5、6位置)以及顶部靠近冒口处(2位置)的Tβ 最低值相对较低.当Tβ 显著降低时,铸锭中有可能出现β斑缺陷.上述工作为进一步分析VAR工艺参数与微观偏析所致β斑缺陷的关联奠定了基础. ...
Numerical simulation of vacuum arc remelting process of USS122G ingot
2
2022
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
USS122G钢锭真空电弧重熔工艺的数值模拟
2
2022
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
Numerical simulation of vacuum consumable arc melting optimization for high alloy stainless bearing steel
1
2023
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
高合金不锈轴承钢真空自耗熔炼数值模拟优化
1
2023
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
Numerical simulation of macrosegregation in vacuum arc remelting process
1
2021
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
真空自耗熔炼过程宏观偏析的数值模拟
1
2021
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
Research on melting technology of TC2 titanium alloy ingot depend on MeltFlow-VAR
0
2022
基于MeltFlow-VAR的TC2钛合金铸锭熔炼工艺研究
0
2022
Effect of vacuum arc remelting process parameters on macrosegregation in TC4 titanium alloy
2
2023
... (2) 熔炼速率:熔速增大,导致熔池加深[31,32,46,94],中心等轴晶区范围扩大[29,31,32,53,95],晶粒细化[17,29,53],铸锭顶部偏析加重[96~98]. ...
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
On the modeling of vacuum arc remelting process in titanium alloys
1
2016
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
Computational simulation of factors affecting surface quality of titanium alloy ingot in VAR process
1
2020
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
采用数值模拟方法分析影响VAR熔炼钛合金铸锭表面质量的因素
1
2020
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
Research on the melting process of TC17 titanium alloy ingots based on MeltFlow VAR
2
2024
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
基于MeltFlow-VAR的TC17钛合金铸锭熔炼工艺研究
2
2024
... (5) 稳弧电流:适当增大稳弧电流强度(等效于增大搅拌磁场强度),可使熔池加深[99],宏观偏析减轻[7,15],铸锭表面质量提高[100],中心等轴晶区扩大[75];当稳弧电流过大时,将造成铸锭偏析加重[28,68,98];适当延长稳弧电流交变时间,可使偏析减小、晶粒细化[101]. ...
... (6) 间隙换热条件:间隙换热增强,可使熔池深度减小[17,32],熔池流动模式不发生变化[17],宏观偏析减轻(但间隙对流换热过强时铸锭中部偏析加重)[5,47,94,101],等轴晶区范围减小[29,32],晶粒平均尺寸增大[29,32]. ...
Electrical and magnetic techniques for monitoring arc behaviour during VAR of Inconel1 718: Results from different operating conditions
1
2004
... 需要注意的是,实际熔炼过程中熔炼电流、电压、电弧分布形式、电弧功率、熔炼速率等工艺参数之间是相互关联的,例如Ward和Jacobs[102]通过实验测量发现,当电极变细或弧间距增长时,总熔炼电流中流入铸锭的占比增大.因此,目前单独改变某个工艺参数的模拟研究更多地停留在认识定性规律的层面,还难以为实际熔炼提供定量化指导. ...
Lattice Boltzmann modeling of convective heat and solute transfer in additive manufacturing of multi-component alloys
1
2024
... (3) 目前大型铸锭VAR模拟计算的效率仍然较低,根据文献报道[7]以及本团队的计算经验,目前温度场、流场、溶质场、电磁场四场耦合下数十万网格规模的计算,在主流至强处理器工作站的运行耗时数周左右.今后,将Lattice Boltzmann法[103,104]及GPU加速等高效计算方法引入VAR模拟,有望大幅缩短模拟时间.此外,目前VAR模拟仿真软件被国外垄断,国内尚缺乏相关产品,开发自主可控的VAR仿真软件对避免“卡脖子”,提升我国钛合金、高温合金等航天、航空大型铸锭的行业生产水平具有重要意义. ...
A lattice Boltzmann model for incompressible gas and liquid two-phase flows combined with free-surface method
1
2024
... (3) 目前大型铸锭VAR模拟计算的效率仍然较低,根据文献报道[7]以及本团队的计算经验,目前温度场、流场、溶质场、电磁场四场耦合下数十万网格规模的计算,在主流至强处理器工作站的运行耗时数周左右.今后,将Lattice Boltzmann法[103,104]及GPU加速等高效计算方法引入VAR模拟,有望大幅缩短模拟时间.此外,目前VAR模拟仿真软件被国外垄断,国内尚缺乏相关产品,开发自主可控的VAR仿真软件对避免“卡脖子”,提升我国钛合金、高温合金等航天、航空大型铸锭的行业生产水平具有重要意义. ...



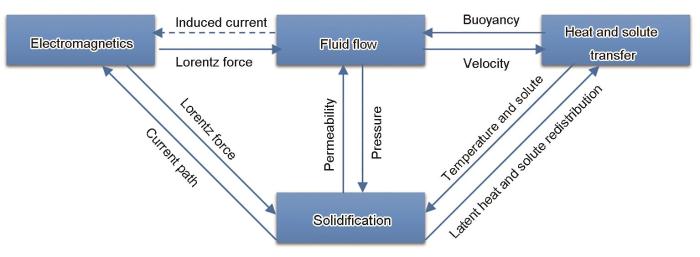
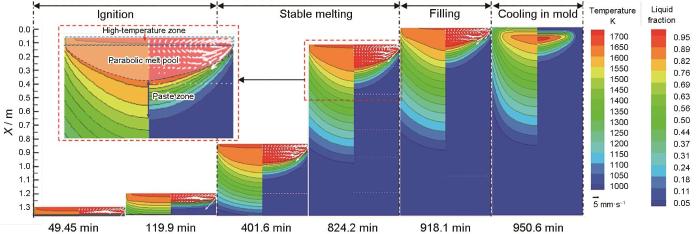
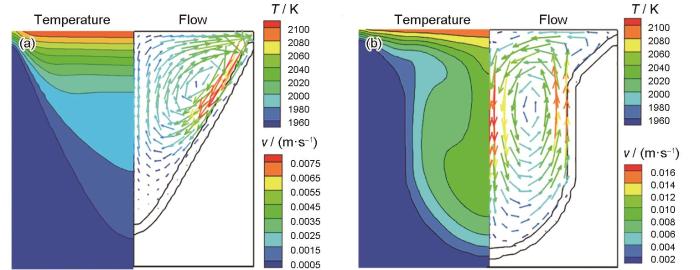
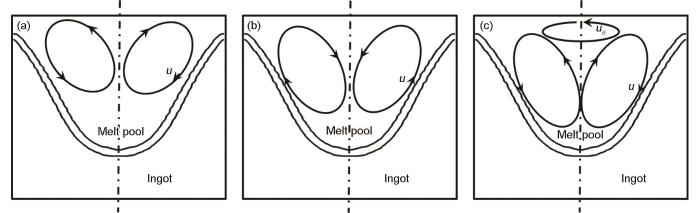
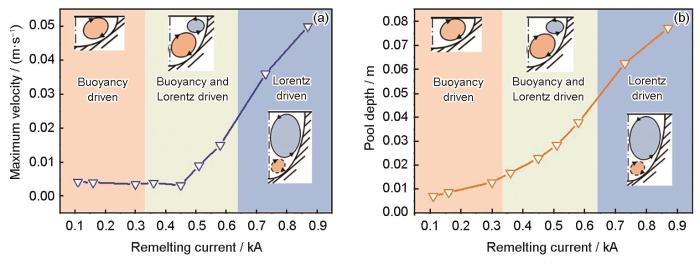
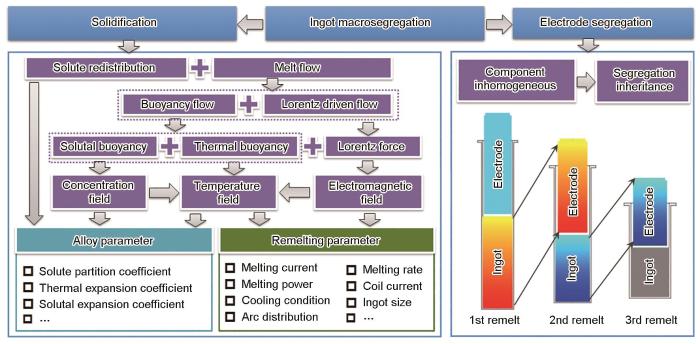
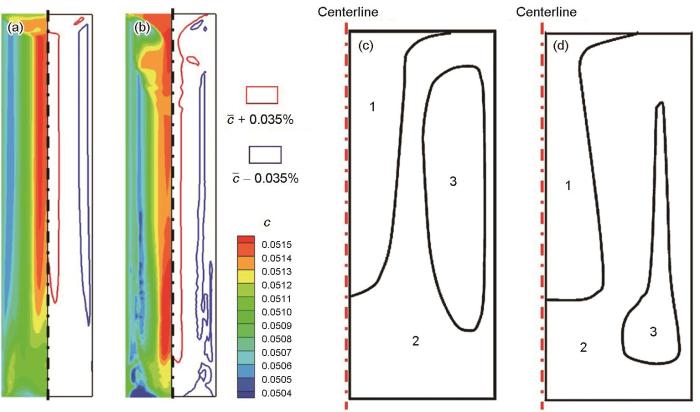
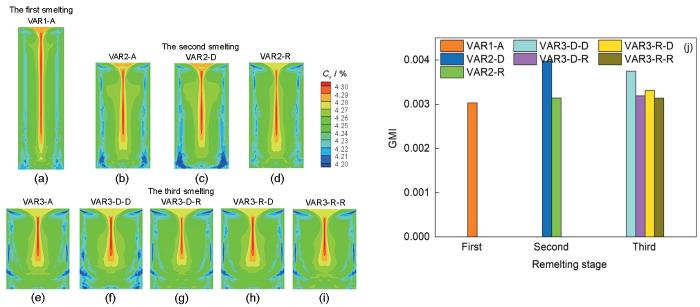
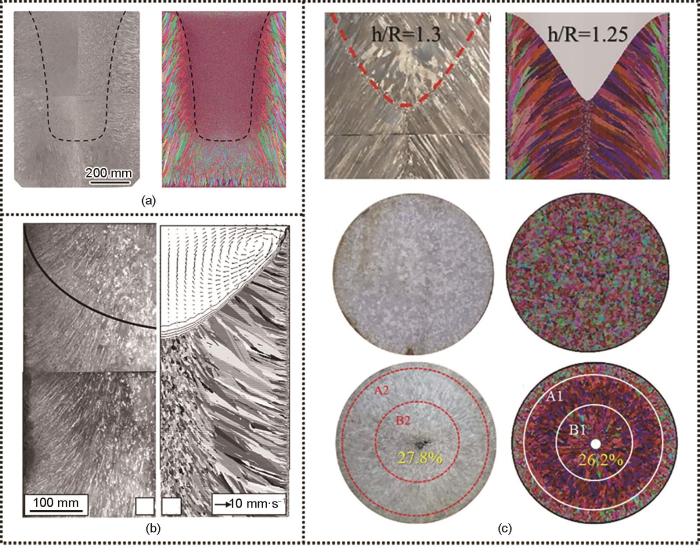
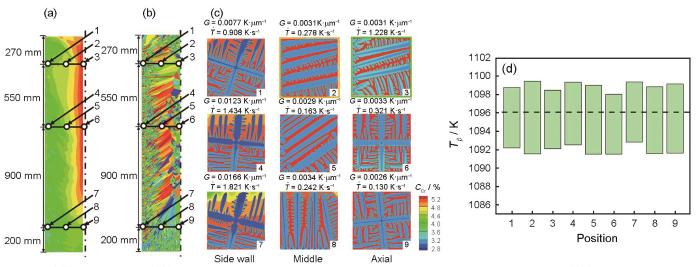


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}