


对此,研究人员提出通过在增材制造过程中辅以强化手段来解决以上的问题,现阶段采用的主要强化手段包括:滚压[16]、激光冲击[17]、机械锤击[18]、超声振动[19]和超声冲击[20],这些强化技术都有各自的优点和适用范围,并已在增材制造的应用中取得了积极的进展。与其他层间强化手段相比,超声冲击处理(ultrasonic impact treatment,UIT)以其能够有效细化组织、提高综合性能和改善残余应力状态等优异强化效果而被研究人员认可,并已广泛应用于多种金属材料的增材制造强化中,如低碳钢[21]、不锈钢[22]、钛合金[23]和高熵合金[24]等。此外,大量研究[25~32]表明,超声冲击技术还适用于强化不同热源类型的增材制造技术,如激光金属沉积(laser metal deposition,LMD)、选区激光熔化(selective laser melting,SLM)、电弧熔丝(wire and arc additive manufacturing,WAAM)和电子束熔化(electron beam melting,EBM)等。在超声冲击强化增材制造过程中,组织状态的变化会显著影响制件成形后的拉伸性能、耐磨性能、抗腐蚀性能和疲劳性能等[33,34]。因此,研究人员对超声冲击和增材制造条件下多能场共同作用时的组织转变机理及强化机制十分关注。本文依据国内外研究现状,围绕超声冲击对金属制件组织的影响机理和在增材制造过程中的组织转变机制进行了总结,并对现阶段相关研究存在的问题和未来的研究方向进行了探讨。
1 超声冲击工作原理及强化机制
图1

超声冲击是由大量的高频单次冲击所组成,整个过程都呈现出复杂的动态非平衡状态,Guo等[37]指出,在冲击过程中,超声冲击装置通过换能器将超声能转化为冲击针的动能,冲击针在这个过程中会将动能转换为应变能、塑性耗散能和摩擦耗散能,在这期间的能量变化如图1b[37]所示。冲击过程可分为2个阶段:接触过程和回弹过程。接触过程从时间t = 5 μs开始,动能快速减小到零,而应变能和塑性耗散能开始增加,直到t = 23.47 μs时达到峰值,在与制件的接触过程中,应力波也开始在材料中传播。在接触过程中,随着应变能和塑性耗散能的增加,制件表面残余应力和超声冲击作用深度也随之增加。当冲击针到达制件表面的最低位置(t = 23.47 μs)时,残余压应力、最大等效塑性应变和超声冲击作用深度同时达到峰值。此时接触过程结束,反弹过程开始。由于此时制件内的应力处于非平衡状态,应变能开始减小,而冲击针的动能由于受制件的反向推力开始增大,塑性耗散能在回弹过程中保持稳定,这意味着不再产生塑性变形。最后,应力波的作用随着时间的增加而逐渐减小,在t = 36.23 μs处达到平衡状态,动能和位移都不再发生变化,形成由单次冲击引起的压痕塑性区域和弹性区域。
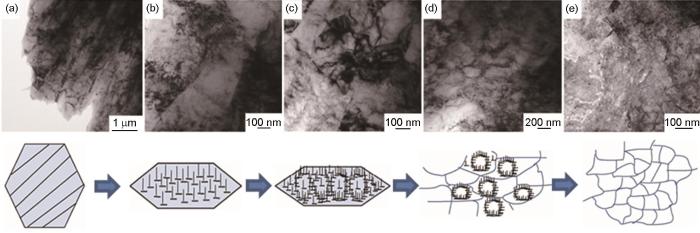
可见,在一次超声冲击的过程中就伴随着多种能量之间的相互转化,其中被处理材料表面最直观的变化就是发生明显的塑性变形。有研究[38,39]认为,超声冲击处理是通过在材料的表面形成塑性变形而实现强化的。Xu等[40]研究表明,在超声冲击之后,Hastelloy X合金表面产生的塑性变形会导致原始的自由位错发生大范围堆积,同时促进位错的大量增殖,位错密度显著增加。这些位错还会在超声冲击引发塑性变形的作用下不断运动,在这一过程中伴随着位错的增殖、滑移、湮灭和重排,大量的位错发生缠结并逐渐发展为位错墙,随着冲击的继续进行,形成“位错胞”后再逐渐发展为小角度晶界,随着小角度晶界两侧取向不断变大会进一步发展为大角度晶界,最终在原始晶粒内形成大量亚结构,并逐渐转变成取向不规则、细小的纳米晶,整个过程的组织演变及其示意图如图2[41]所示。基于以上的超声冲击作用原理实现了制件的强化,与此同时,该过程还能够释放材料表面的残余拉应力,引入有益的压应力,进而达到提高制件整体综合性能的目的[42,43]。
图2
2 基于表面塑性变形的增材制造强化理论
Yang等[50]在电弧熔丝增材制造Ti-6Al-4V合金过程中加入超声冲击强化手段,图3a[50]显示了从底部到顶部的制件宏观组织。可以观察到沉积层组织以典型的粗大柱状β晶粒为主,在沉积过程中粗大的柱状晶会贯穿几个沉积层从制件的底部向顶部生长,这主要与沉积过程中方向性明显的温度梯度有关,热源热效应分布特征决定了平行于沉积方向的最大温度梯度,因此产生组织的“外延晶粒生长”[51~54]。相比之下,经过超声冲击后,沉积层晶粒尺寸和组织形貌都发生了明显的变化,晶粒尺寸减小,组织呈现出短柱状晶和等轴晶交替生长的情况。组织变化示意图如图3b[50]所示。可见,制件组织中柱状晶与等轴晶聚集区域沿沉积方向交替分布,等轴晶聚集区域分布在2个沉积层界面处的熔合线周围。等轴晶的产生主要源于超声冲击处理后沉积层表面的再结晶,新形成的等轴晶会一定程度上阻断粗大β柱状晶的生长,形成竹节状微观结构。这种晶粒细化和组织状态的转变主要来自于超声冲击引起的变形和沉积过程中热效应的相互作用。
图3
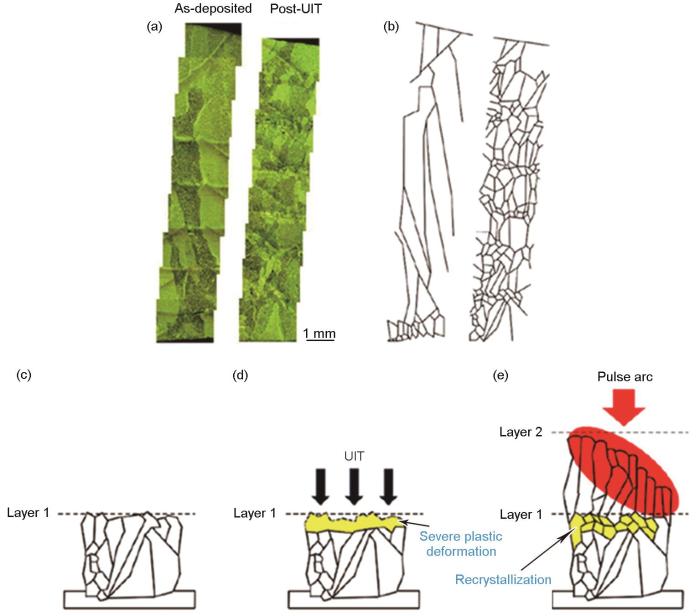
针对以上现象,Yang等[50]提出的超声冲击复合电弧熔丝增材制造的强化机制如图3c~e[50]所示。众所周知,制件经过超声冲击处理后会在各沉积层引起严重的塑性变形,这种变形会在材料的表面产生大量位错,位错中储存了大量能量,如图3d[50]所示。当进行下一层沉积时,电弧会以脉冲的形式对前一沉积层产生热作用并在变形表面发生重熔,重熔的部分会将超声冲击引起的组织内亚结构和变形储能的变化消除[26,55],但脉冲电弧的能量可能不足以重熔所有超声冲击区域,在晶粒群底部仍会存在一些残余等轴晶粒,如图3e[50]所示。此外,在电弧以脉冲形式发生作用时,虽然晶粒的外延生长仍然发生,但是,由于相邻两沉积层之间等轴晶的存在,新形成的柱状晶粒从残余等轴晶粒的顶部以竹节状形态生长,整体的宏观组织呈现出等轴晶和短柱状晶的聚集并沿沉积方向交替分布。总体来说,该理论提出超声冲击引起塑性变形在层间热效应的作用下使组织发生再结晶,进而实现对组织状态的改善,这一结论得到广泛认可。
Wang和Shi[56]在对以上试样进行固溶处理时发现,当仅经超声冲击处理时,与沉积态相比,可以观察到大量具有更多等轴形态的细小再结晶晶粒,平均晶粒尺寸显著减小,材料织构取向强度最大值也由3.066降低到1.958,表明材料的各向异性变小,如图4b[56]所示。仅经固溶处理时,与沉积态相比,晶粒形态和晶粒尺寸变化不大,整体织构分布不受影响,但织构取向强度最大值从3.066略微下降到2.659,如图4c[56]所示。然而,在对制件进行超声冲击+固溶处理后,微观结构进一步细化,由于退火再结晶,整个区域出现大量等轴晶粒,这可归因于适当的固溶温度和超声冲击诱导的剧烈塑性应变的综合作用,平均晶粒尺寸减小至约80 μm,织构取向最大值降低至1.707,如图4d[56]所示,说明此时的沉积层具有最小各向异性。此时Inconel 718合金组织在固溶热作用的驱动和超声冲击引起的变形储能的共同作用下实现了完全再结晶,促进了制件的组织细化和柱状晶向等轴晶的转变[61]。
图4

在以上基于超声冲击引起表面塑性变形实现制件组织改善和晶粒细化的研究中,制件在超声冲击和层间热效应的共同作用下发生再结晶的现象得到证实,但还有一个现象值得关注,即超声冲击引起的塑性变形区的深度一般仅为0.1~0.2 mm,但是与仅进行固溶处理(图4c[56])相比,经过超声冲击+固溶处理后,在距离冲击表面1 mm以外的区域依然能够观察到明显的再结晶现象(图4d[56])。此外,在距离表面4 mm的位置,经过超声冲击+固溶处理后残余应力的变化依然与仅经固溶处理的残余应力的变化存在明显的区别。这就说明超声冲击实现的强化作用距离远不止于塑性变形层,只是在层间热效应的瞬时高温作用下才发生部分再结晶,而当给予超声冲击后的组织足够的热作用时,制件会在远超塑性变形层位置的区域引发大范围的再结晶。这一现象说明超声冲击引发塑性变形并不是增材制造过程的全部,对于超声冲击和增材制造热作用下的组织转变机理和强化机制仍需进行更为深入和全面的讨论。
3 基于超声诱导亚结构的增材制造强化理论
研究[62,63]认为,超声冲击技术不仅仅是依靠表面塑性变形来实现强化,而是一种基于高应变下的高频冲击和超声振荡的综合作用来实现对材料强化的有效方法,在外加载荷较小(仅为30~50 N)的情况下就能够达到较好的效果,强化作用主要来源于冲击部分和超声振荡的综合效应。Prokopenko和Kuzmich[64]认为,在超声冲击的无回弹阶段,冲击会引发严重的塑性变形和剧烈超声应力波,这2者的复合作用为控制处理表面的特性和状态创造了必要的先决条件。超声冲击过程中,在高应力的影响下,表面的塑性变形比传统表面处理工艺作用下的塑性变形更为剧烈。更为关键的是,高频冲击载荷产生的复杂频率模式谱的振荡会在材料内部传播并发挥作用。Statnikov等[65]分析了被处理材料表面由冲击针的无反弹振荡引起的超声应力波对塑性变形效率的影响,提出在超声波冲击开始时,单次冲击脉冲的持续过程中,形成饱和区域期间塑性变形占比仅为3.6%,而在相同时间内,冲击针引起的连续超声振荡所引发的塑性变形占比超过78%。
由此可见,现有部分理论认为的超声冲击仅通过引起材料表面塑性变形而实现强化的观点过于宏观,忽略了超声冲击过程中瞬时高应变及超声振荡的复合作用。超声冲击的实际作用并不仅仅局限于表面塑性变形区域,在冲击引发的塑性变形和超声振荡复合作用下,距离冲击表面更远的区域会发生一系列更为微观的变化。Wang和Shi[66]在激光金属沉积Inconel 718合金过程中利用超声冲击对制件进行强化,发现超声冲击不仅能够在材料表面形成严重塑性变形,还会在距离被处理表面一定深度下形成大量的亚结构,并利用超声冲击前后的内核平均取向差(kernel average misorientation,KAM)变化来说明[67~69]。图5a[66]为未经处理的LMD制件组织特征。可见,此时微观结构以粗大柱状晶粒为主,不同晶粒之间尺寸波动较大,多数柱状晶表现出穿越层间边界生长。经过超声冲击处理后,在层间热效应的作用下发生部分再结晶,层间区域形成一个清晰的细等轴晶带,如图5b[66]所示。细等轴晶区的平均晶粒尺寸约为10 μm,细等轴晶带的存在阻止了柱状晶的跨层生长,在后续沉积层的沉积过程中,新的柱状晶起源于层间区的细小等轴晶粒,并继承其晶向,在细等轴晶区上方形成了许多细柱状晶。经过超声冲击后在晶界附近的KAM较高,表明在这些区域发生了局部应力集中和晶格畸变,在距离被处理表面很远的范围内(0~0.6 mm)形成了大量的亚晶。
图5
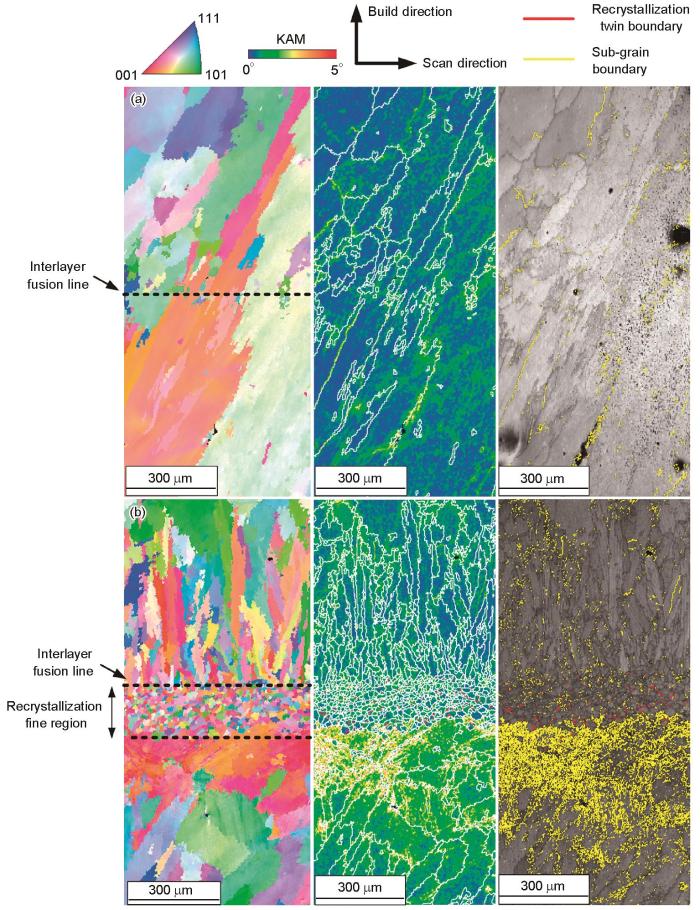
图5
Inconel 718合金超声冲击前后LMD层间组织对比图[66]
Fig.5
Interlayer microstructures of LMD-only (a) and LMD + UIT (b) cases at as-built condition in Inconel 718 alloy, with left column showing IPF maps, middle column showing kernel average misorientation (KAM) distributions, right column showing the distributions of recrystallization twin boundaries and sub-grain boundaries[66]
与未经超声冲击相比,经过超声冲击处理的细等轴晶区下方严重应变区的KAM明显更高。在超声冲击和层间热效应的共同作用下,层间细等轴晶区的KAM明显降低,因此在高KAM区和低KAM区之间形成了清晰的边界。具有低晶格畸变的细小等轴晶的形成是静态再结晶的一个有力证明,此时静态再结晶的发生由超声冲击引起的巨大应变能驱动,被后续层间激光沉积的加热所触发。但是,由于超声冲击和层间热效应会随着与被处理表面距离的增加而逐渐衰减,再结晶仅在距离表面一定距离内的区域附近发生,而在非再结晶区,巨大的应变能和组织内部的大量亚结构被很好地保留下来,可能会在后续加热的驱动下继续发生再结晶。
因此,超声冲击引起的组织内大量亚结构并不局限于表面塑性变形区,这一特点可为后续热效应驱动下的再结晶提供条件,有研究[70]表明这些亚结构的形成与超声冲击过程中的超声波振荡作用有关。Siu等[70]在对多晶铝板(99.9%,质量分数)进行超声处理的过程中提出,在准静态载荷和超声波振荡的复合作用下,会在材料一定深度的区域内形成大量亚晶,但在仅施加准静态载荷或超声波振荡的条件下并不会形成明显的亚晶。位错偶极子的湮灭是亚晶粒形成的关键,当振荡应力波叠加在单向驱动应力上时,位错偶极子的湮灭得到了大幅的增强,仅施加准静态载荷时位错湮灭53%,仅施加超声波振荡作用时位错湮灭3%,而在准静态载荷和超声波的振荡应力复合作用下位错湮灭比例则可达到74%。这主要是由于叠加的振荡应力可以使位错运动更远的距离,在这一过程中促进其合并和湮没。因此,在准静态载荷和超声波振荡的共同作用下会大幅提高位错的运动范围,促进位错在运动过程中的合并和湮灭,最终形成大量亚晶。这些亚结构的形成与表面发生严重塑性变形时形成的亚结构有明显区别,前者是由于超声冲击产生的应力波和超声振荡复合作用而形成的亚结构,作用范围更广,后者是由于变形而引起的位错增殖形成的亚结构,影响的区域仅局限于塑性变形层附近。由塑性变形引起的亚结构很大程度上受层间重熔的影响(因为塑性变形层深度一般仅为0.1~0.2 mm[71]),只有当强化效果的作用深度大于重熔深度时才能够保证层间强化的效果[72]。
Wang和Shi[66]在对Inconel 718合金超声冲击后的再结晶行为进行分析的过程中,证明了这些亚结构的形成对于激光金属沉积增材制造过程中的组织改善和强化具有重要意义。为了说明超声冲击后形成的亚晶在组织变化中的作用,在不同的固溶条件下对超声冲击前后Inconel 718合金制件的组织结构进行了对比,如图6[66]所示。未经超声冲击处理的制件在1020℃固溶处理条件下的组织仍然以粗大柱状晶为主,但在经过超声冲击处理后再进行固溶时,超声冲击作用下形成的亚结构会在固溶处理的热影响下加速迁移,通过转动消除取向差使亚结构长大为新的再结晶晶粒,促进了未在层间热效应作用下转变的亚结构形成新的晶粒,一定程度上弥补了层间热效应再结晶驱动力不足的问题,但在此固溶条件下的再结晶并不完全,仍以晶格畸变的形式保留了大量应变能,导致新再结晶晶粒在层间区的分布和尺寸不均匀。随着固溶温度提高到1100℃,超声冲击前后的制件都发生了明显的再结晶,组织均发生显著变化,形成了大量的再结晶孪晶,粗大的柱状晶转变为细小的等轴再结晶形态,经过超声冲击后的固溶处理使层间交界区域再无明显的界限。消除的亚晶边界和均匀分布的再结晶孪晶表明,在这2种情况下,Inconel 718合金完全再结晶,虽然这2种情况下亚晶界的比例均大幅下降,但在经过超声冲击后的制件中KAM仍然总体较高,且分布不均匀,这说明在KAM集中的许多区域,残余的变形储能仍然存在,并可能延长热处理作用下新生再结晶晶粒的形核过程[73~75]。当以1180℃固溶温度进行处理时,超声冲击前后的制件再次表现出显著的差异。未经超声冲击的晶粒尺寸明显变大,且尺寸分布变得更加均匀,平均粒径约为250 μm。然而,与1100℃固溶条件下制件组织相比,经过超声冲击+固溶处理的制件晶粒形态没有变化,但由于新晶粒的连续形核,晶粒尺寸进一步细化至小于50 μm,再结晶孪晶界数量增加,局部应变降低。这些现象进一步表明,在如此高的固溶温度下,再结晶仍然是Inconel 718合金制件内部变化的主要行为,此外,亚晶界的占比接近零也意味着制件完全实现回复。
图6

图6
Inconel 718合金超声冲击前后在不同固溶温度下的组织变化对比[66]
Fig.6
Effects of solution treatment (ST) on the microstructure of Inconel 718 alloy, with the left column representing the 1020oC ST condition, center column representing 1100oC condition, and right column representing 1180oC condition[66]
(a) LMD-only (b) LMD + UIT
由此可见,未经超声冲击处理的Inconel 718合金制件进行1180℃固溶处理后,组织明显粗化。相比之下,经过超声冲击的制件进行固溶处理后,组织内的晶界数量较高,且晶界区位错堆积明显,这就增加了制件变形过程中的整体位错密度,超声冲击引起的大量亚结构会持续促进高温固溶处理下再结晶晶粒的形核,从而有效细化制件的微观结构。
Sun等[76]在超声冲击强化电弧熔丝增材制造低碳钢过程中也发现,超声冲击前后的微观组织特征存在明显的差异。经过处理后的沉积层内部会形成大量的亚结构,进一步证明超声冲击的振荡作用会促进试样内部形成大量的亚结构。这一现象在晶界分布对比结果中尤其明显,见图7[76]。未经超声冲击的沉积层中存在大量的拉长晶粒,同时伴随着少量的细小等轴状晶粒,大部分粗大拉长晶粒内无亚晶粒分布,而小部分长/宽比较小的晶粒和等轴状晶粒中能够发现一定量的亚晶,如图7a[76]所示。在经过超声冲击后,组织以小长/宽比晶粒和等轴状晶粒为主,内部存在大量的亚晶,如图7b[76]所示。在大量亚晶聚集的区域能够观察到具有较大晶格畸变的极小等轴状晶粒,这些组织的高能量特征导致其在后续沉积层的热作用下会优先发生再结晶,新生成的再结晶细小晶粒内亚晶结构消失,晶界取向差消除,整体晶界取向差一定程度上降低[77,78]。再结晶后形成的细小晶粒会将原始的粗大柱状组织分割成为长/宽比较小的结构,并将原本的拉长柱状组织细化,促进柱状晶向等轴晶的转变。在发生再结晶的过程中,由于层间热效应是在很短的时间内以脉冲式高温对这些亚结构产生影响,在这样的条件下无法提供足够的能量满足完全再结晶的要求,所以部分亚结构并未完全发生转变,沉积层内部仅发生部分再结晶。
图7

热膨胀与材料的内部结构密切相关,所以在加热过程中晶体结构的变化和相转变都会一定程度上影响材料的热膨胀系数,使不同组织状态试样的热膨胀变化出现差异,而再结晶的发生程度对热膨胀变化的影响尤其显著[80]。虽然超声冲击后形成的大量亚结构会在层间热效应的作用下发生部分再结晶,但沉积过程中的瞬时热效应能够提供的能量较为有限,导致再结晶程度不高,因此在热膨胀实验的加热作用下未转变的大量亚结构会继续发生再结晶,在此过程中,亚结构会吸收大量能量作为驱动力来促使其发生转变,完成形核和长大后形成新的晶粒。这也进一步验证了超声冲击对沉积层组织改善的作用以及再结晶现象的发生。
通过以上研究结果可知,超声冲击在对制件进行作用的过程中,通过超声波的传导和层间热效应对材料的内部组织结构产生显著的影响,组织演变示意图如图8[76]所示。在未经超声冲击时晶内位错无法通过跳跃到相邻滑移系来规避障碍(图8a[76]),而位错的运动通常发生在超声冲击作用时应力波的施载阶段,每次冲击会在被冲击材料表面产生明显的塑性变形,使位错出现大幅增殖,但随着与塑性变形表面距离的增加,位错增殖的效果逐渐降低,在脱离塑性变形层后,间歇性的冲击波动载荷所赋予的足够大的局部剪应力能够促使一部分被钉扎的位错挣脱束缚[81],在冲击载荷和超声振荡的复合作用下使位错能够持续运动,进而促进大量位错不断地发生合并和湮灭,并逐渐形成位错墙或位错胞(图8b[76]),在这一现象不断重复的过程中位错墙或位错胞会进一步演变,最终以亚晶的形式存在于晶粒内部(图8c[76]),在后续的层间热作用的驱动下发生再结晶形成新的晶粒,进而达到晶粒细化的效果(图8d[76])。
图8

综上可见,超声冲击引起的表面塑性变形只是金属增材制造强化过程中的一部分,除此之外,在超声振荡作用下形成组织内部亚结构也是超声冲击能够实现强化的重要因素,这些亚结构在增材制造层间热效应的作用下会发生部分再结晶,进而实现晶粒细化并促进方向性明显的柱状晶向细小的等轴晶转变,有效改善金属制件在增材制造过程中存在的组织粗大和残余应力过大等问题,进而达到提高制件综合性能的目的。此外,经过超声冲击后的增材制造金属制件在后续的热处理过程中能够促进未完全再结晶的亚结构组织进一步转变,对于金属增材制造的组织和性能调控具有积极的意义。
4 总结与展望
针对金属增材制造过程中存在的组织粗大、方向性明显和残余应力过大等问题,本文主要综述了在此过程中施加超声冲击对组织的改善作用,以及在超声冲击和增材制造复合作用下的强化机理。超声冲击会在常规金属材料(如碳钢)制件的表面形成严重的塑性变形,引起组织内位错增殖、滑移、湮灭和重排,形成位错胞后逐渐发展为细小的亚结构,这些具备大量变形储能的亚结构在增材制造层间热效应的作用下发生部分再结晶,但由于超声冲击引起的严重塑性变形层深度有限,仅基于表面塑性变形的强化理论并不能完全解释超声冲击强化增材制造金属制件过程中组织的显著变化。随着对组织改善机理及强化机制研究的深入,发现在超声冲击的准静态压力和超声振荡的共同作用下会在距离被处理表面一定深度处形成大量的亚结构,这些亚结构的形成主要来自于间歇性冲击载荷所赋予的足够大的局部剪应力,帮助被钉扎的位错挣脱束缚,在位错运动过程中会发生合并和湮灭,进而形成大量的亚结构,这些亚结构在脉冲式层间热作用的影响下发生部分再结晶,实现了一定程度上的晶粒细化。在此基础上,细化的等轴晶还会为后续液态金属凝固提供更多的形核质点进而影响其结晶行为,并改善液态金属凝固时热耗散的方向性,最终有效阻断柱状晶的方向性生长,促进柱状晶向等轴晶的转变。
虽然目前针对超声冲击改善增材制造金属制件组织的作用机理和强化机制的相关研究已经取得了一定的进展,但未来仍需对以下几个方面进行系统深入的研究:(1) 超声冲击对具有不同物理特性和结构特征的金属材料在作用机制及强化机理上的差异,以及造成这些差异的原因;(2) 不同金属材料在不同超声冲击条件下的组织演变规律,以及亚结构的形成范围、临界应变、变形储能和再结晶激活能等方面的研究;(3) 超声冲击后的组织在增材制造层间热效应作用下的再结晶行为分析;(4) 超声冲击引起组织细化后对后续沉积过程中液态金属凝固结晶行为的探究;(5) 超声冲击对不同增材制造技术(如激光、电弧和电子束增材制造)条件下成形金属制件的组织改善效果和强化机制差别对比;(6) 其他影响因素,如超声冲击能够在材料表面引起冲击诱导氧化(impact treatment-induced oxidation)或者机械氧化反应(mechano-oxidation reaction),在这一过程中产生的细小氧化产物在后续的沉积过程中被带入熔池,会以什么样的方式对熔池凝固结晶行为产生影响[91~94]。
参考文献
Effects of heat input on morphology of thin-wall components fabricated by wire and arc additive manufacturing
[J].
Research and development in materials and processes of superalloy fabricated by laser additive manufacturing
[J].
The research and development progress of laser additive manufacturing technology in superalloys are summarized in this paper. The technical characteristics and application of additive manufacturing in superalloys, formation mechanism, and the types of microstructure and metallurgical defects are introduced in detail. Moreover, the defect control methods of additive manufacturing of superalloys are summarized from the aspects of laser parameters and composition design, and the direction of laser process parameter optimization and composition optimization is clarified. Finally, the future development trend and research direction of laser additive manufacturing in superalloys are summarized and prospected from the aspects of process optimization and material design.
激光增材制造高温合金材料与工艺研究进展
[J].概述了激光增材制造技术在高温合金中的进展。介绍了增材制造高温合金的技术特点和应用、微观组织及冶金缺陷的形成机制与种类,并从激光参数以及成分设计2个方面综述了增材制造高温合金的缺陷控制方法,明确了激光工艺参数优化与成分优化的方向。最后,从工艺和材料2个方面对激光增材制造在高温合金中的未来发展趋势与研究方向进行了展望。
Study of the reaction layer of Ti and Al dissimilar alloys by wire and arc additive manufacturing
[J].
丝材+电弧增材制造钛/铝异种金属反应层的研究
[J].分别利用直流冷金属过渡(CMT)和变极性CMT脉冲复合技术进行TC4和ER2319焊丝的堆积,实现钛/铝异种金属丝材+电弧增材制造,通过高速摄像及电信号采集系统进行电弧形态、熔滴过渡以及电流/电压信号的采集分析;利用OM、SEM、TEM、EDS、硬度实验以及拉伸实验等方法对钛/铝异种金属构件的微观组织与力学性能进行分析。结果表明,变极性CMT脉冲复合堆积铝合金过程包括正极性脉冲阶段和负极性CMT阶段。在正极性脉冲阶段,电弧集中且热输入较大;在变极性CMT阶段,热输入较小且对构件具有明显的冷却效果。钛/铝异种金属构件的反应层包括过渡层和界面层,TiAl<sub>3</sub>界面层的厚度约为10 μm。在界面层存在微裂纹;反应层的硬度介于钛合金和铝合金之间;钛/铝异种金属构件的平均抗拉强度为65 MPa,所有拉伸试样均在界面层断裂,断裂方式均具有脆性断裂的特征。
Advances in metal additive manufacturing: A review of common processes, industrial applications, and current challenges
[J].In recent years, Additive Manufacturing (AM), also called 3D printing, has been expanding into several industrial sectors due to the technology providing opportunities in terms of improved functionality, productivity, and competitiveness. While metal AM technologies have almost unlimited potential, and the range of applications has increased in recent years, industries have faced challenges in the adoption of these technologies and coping with a turbulent market. Despite the extensive work that has been completed on the properties of metal AM materials, there is still a need of a robust understanding of processes, challenges, application-specific needs, and considerations associated with these technologies. Therefore, the goal of this study is to present a comprehensive review of the most common metal AM technologies, an exploration of metal AM advancements, and industrial applications for the different AM technologies across various industry sectors. This study also outlines current limitations and challenges, which prevent industries to fully benefit from the metal AM opportunities, including production volume, standards compliance, post processing, product quality, maintenance, and materials range. Overall, this paper provides a survey as the benchmark for future industrial applications and research and development projects, in order to assist industries in selecting a suitable AM technology for their application.
Additive manufacturing in construction: A review on processes, applications, and digital planning methods
[J].
Additive manufacturing of biomedical implants: A feasibility assessment via supply-chain cost analysis
[J].
Processing parameters in laser powder bed fusion metal additive manufacturing
[J].
Research progress of laser additive manufacturing of maraging steels
[J].Additive manufacture is recognized as a world-altering technology which triggered a world-wide intensive research interest. Here the research progress and application of the laser additive manufacturing maraging steel (MS) are systematically outlined. The advantages of selective laser melting (SLM) additive manufacture of MS is emphasized. The processing parameter and properties optimizations, build orientation based anisotropies, age hardening mechanism, gradient materials, and applications in die and moulds of SLM-processed MS are reviewed in detail. Achieving relative density of >99% in SLM-processed MS is effortless, owing to the wide SLM process window of MS. Mechanical properties of MS produced with optimized SLM processing parameters and post heat treatments are comparable to traditionally wrought parts. The build orientation hardly affects the property anisotropies of MS. The age hardening behaviour in MS follows Orowan bowing mechanism. MS-based gradient multi-materials (such as MS-Cu, MS-H13, etc.) with high bonding strength are fabricated by SLM, which provides a new approach to produce high-performance functionally gradient multi-materials components. Lastly, the application in conformal cooling moulds of SLM-processed MS is elucidated, and future research interests related to MS are also proposed.
激光增材制造成型马氏体时效钢研究进展
[J].本文较全面地综述了国内外激光增材制造成型马氏体时效钢(MS)的研究和应用现状。分析了选区激光熔化(SLM)制备MS特有的优势,并从SLM成型MS参数与性能优化、成型各向异性、时效强化机理、梯度材料和模具应用5个方面进行了系统介绍。研究表明,SLM成型MS的工艺窗口较宽,易获得成型致密度>99%的试样;经过激光和热处理工艺参数优化后,其力学性能可达标准锻件水平。MS时效强化遵循Orowan位错绕过机制,成型方向对MS力学性能影响较小。此外,SLM能够制备高结合强度MS基梯度材料(MS-Cu和MS-H13等)零件,为制备梯度材料功能件开辟了新途径。最后,介绍了SLM成型MS面向随形冷却模具的应用,并提出了今后的研究展望。
Microstructure and mechanical properties of 5356 aluminum alloy fabricated by TIG arc additive manufacturing
[J].5356 aluminum alloy has been widely applied in transportation, aerospace and other fields owing to its low density, excellent fatigue property, and superior corrosion resistance. Aluminum alloy is widely manufactured by the arc additive technique that operates at a fast manufacturing speed with simple equipment and high material utilization. The property of 5356 aluminum alloy is closely related to its microstructure. To better control the property of this alloy for the additive manufacturing of forming parts, it is necessary to study the evolution of its microstructure. In this work, 5356 aluminum alloy forming parts were produced by tungsten inert gas welding (TIG) arc additive manufacturing, and their microstructures and mechanical properties were analyzed. The 5356 aluminum alloy formed by TIG additive manufacturing was composed of α-Al matrix and β(Al3Mg2) phase. As the deposition height increased, the layer microstructure transformed from equiaxed grains to columnar grains and tended to stabilize at thermal equilibrium. The top layer exhibited a dendritic microstructure with serious segregation of the Mg element. The middle and lower microstructures were varied and included equiaxed grains, columnar grains, and a mixture of these, with improved Mg-element segregation. As the deposition height increased, the microhardness in the layer first decreased and then stabilized. The microhardness was larger in the interlayers than in the deposition layers. The pores gathered in the interlayers might explain the lower yield strength of the thin-walled parts than the theoretically calculated value. The tensile strength, yield strength, and elongation were all anisotropic, and the tensile property was better in the transverse than in the longitudinal direction. This result was attributable to pore accumulation between the layers of the thin-walled parts and to the uneven microstructure.
5356铝合金TIG电弧增材制造组织与力学性能
[J].采用钨极惰性气体保护焊(TIG)电弧增材制造工艺制备5356铝合金成形件,并对成形件的组织和力学性能进行研究。结果表明,5356铝合金增材制造的相组成为α-Al基体和β(Al<sub>3</sub>Mg<sub>2</sub>)相;随沉积高度增加,沉积层显微组织由等轴晶向柱状晶转变,达到热平衡状态后趋于稳定,这是因为增材制造具有热积累效应;最顶层组织呈现树枝状,且Mg元素偏析严重;中下部组织形态多样,包括等轴晶组织、柱状晶组织及其混合组织,同时Mg元素偏析得到改善。力学性能测试结果显示,随沉积高度的增加,层内显微硬度先降低后趋于稳定,这是因为沉积层组织在增材制造过程中经历逐渐粗化的过程,导致显微硬度下降,达到热平衡状态后显微组织相对稳定,显微硬度也趋于稳定。沉积层层间位置的硬度大于层内,这是因为层间结合处为细小的等轴晶组织。聚集在层间的气孔可能是导致薄壁件屈服强度低于理论计算值的原因。抗拉强度、屈服强度以及伸长率都表现了各向异性,横向拉伸性能优于纵向,这是因为薄壁件层间气孔聚集以及显微组织不均匀。
Effect of shielding gas on arc characteristics and microstructure and properties of laser-arc hybrid welding of low nickel stainless steel
[J].
保护气体对低镍不锈钢激光-电弧复合焊电弧特性及组织性能影响
[J].
Review on precision control technologies of additive manufacturing hybrid subtractive process
[J].A hybrid technique of additive manufacturing and subtractive process has provided a new solution combining product design and control by software. Wire arc additive manufacturing (WAAM) process wins well-respected because of its low cost and high efficiency of deposition, nevertheless the process has its limitation of high heat input and low forming accuracy. A new process of additive manufacturing with high efficiency of modeling is urgent needed which can control heat transfer, mass transfer and force transfer. To overcome the disadvantage upon, various hybrid manufacturing techniques have been developed with high efficiency and controlled modeling in recently. The machining process in hybrid manufacturing has more different characteristics from traditional material removal processes, such as residual stress and heat in the blank. These influence the whole efficiency of the hybrid manufacturing. The primary aim of this paper is to explore the feasibility of thermal machining during this process and make rational use of additive manufacturing in order to obtain optimal accuracy.
电弧增减材复合制造精度控制研究进展
[J].电弧增减材复合制造技术是一种将产品设计、软件控制以及增材制造与减材制造相结合的新兴技术。丝材电弧增材制造(WAAM),因其在金属增材制造中具有制备成本低、沉积效率高、材料利用率高等优势而备受推崇;又因其热输入高、成型精度相对较低而存在一定局限性。因此,亟待研发既能保证成形效率,又可以精确控制传热、传质、传力的增材复合制造技术。电弧增减材复合制造对于大型框架构件上肋板或类似薄壁墙体、筋板等构件的加工十分适合,可以实现降低制造成本和提高生产效率的目的。除增材制造精度和应力控制等问题外,增材后控形减材制造的切削问题不同于传统的去除加工,也受增材沉积表面不均匀性、增材余热和残余应力等因素影响。为解决上述问题,近年来为实现高速高效成形、精确控形控性的多种增减材复合制造方法不断涌现。本文对目前增材制造成形误差、增材后应力变形控制,以及增材后减材切削加工的相关研究进行综述,旨在探索金属构件增材复合带温减材制造的可行性,寻求合理利用增材余热,在保证最佳加工精度的前提下追求较小残余应力、良好材料微观性能和较高生产率的新型制造工艺。
Bonding zone microstructure and mechanical properties of forging-additive hybrid manufactured Ti-6Al-4V alloy
[J].
锻造-增材复合制造Ti-6Al-4V合金结合区显微组织及力学性能
[J].在Ti-6Al-4V合金锻造成形双态组织基材上采用激光立体成形方法(送粉式激光增材制造)沉积块体试样,研究了不同线能量密度输入下基材与增材结合区的微观组织特征及形成机制。结果表明,结合区内不同高度部位由于热源影响程度存在差异,形成了从下到上的非均匀组织。其中下部区域由于峰值温度较低,仍保持初始双态组织形貌,但发生一定粗化;中部区域随着温度升高以及保温时间延长,形成等轴α相、层片α相及大量次生α相的混合组织;而上方靠近增材区的峰值温度超过β相转变温度,完全转变为由层片α相形成的魏氏体组织,并伴随着由于元素扩散不充分而形成的阴影结构。对包含基材区和增材区的结合试样进行拉伸测试发现,在设定的能量密度范围内,断裂位置均远离结合区,表明增材区与基材区结合良好,结合区强度超过基材区及增材区强度。此外,对比不同能量密度复合制造Ti-6Al-4V试样的拉伸测试结果发现,线能量密度为100 J/mm时,结合区以及增材区α相特征尺寸较小,复合制造试样的屈服强度和抗拉强度最大。随线能量密度的增大,复合制造试样屈服强度和抗拉强度均减小,而延伸率增加。
Reducing arc heat input and obtaining equiaxed grains by hot-wire method during arc additive manufacturing titanium alloy
[J].
Anisotropic mechanical properties and deformation behavior of low-carbon high-strength steel component fabricated by wire and arc additive manufacturing
[J].
Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling
[J].
Effects of heat treatment combined with laser shock peening on wire and arc additive manufactured Ti17 titanium alloy: Microstructures, residual stress and mechanical properties
[J].
The effectiveness of grain refinement by machine hammer peening in high deposition rate wire-arc AM Ti-6Al-4V
[J].
Effects of ultrasonic vibration on microstructure, mechanical properties, and fracture mode of Inconel 625 parts fabricated by cold metal transfer arc additive manufacturing
[J].
Improving mechanical properties of austenitic stainless steel by the grain refinement in wire and arc additive manufacturing assisted with ultrasonic impact treatment
[J].
The deformation behavior of the gradient nanostructured microstructure of low-carbon steel under the tensile stress
[J].
A calculation model to predict the impact stress field and depth of plastic deformation zone of additive manufactured parts in the process of ultrasonic impact treatment
[J].
Microstructural evolution and anisotropic regulation in tensile property of cold metal transfer additive manufactured Ti6Al4V alloys via ultrasonic impact treatment
[J].
Microstructure and mechanical properties of additively manufactured CrMnFeCoNi high-entropy alloys after ultrasonic surface rolling process
[J].
Numerical study of the ultrasonic impact on additive manufactured parts
[J].
Residual stress, defects and grain morphology of Ti-6Al-4V alloy produced by ultrasonic impact treatment assisted selective laser melting
[J].
Ultrasonic peening treatment used to improve stress corrosion resistance of AlSi10Mg components fabricated using selective laser melting
[J].As a rapidly evolving advanced digital manufacturing technology, additive manufacturing (AM) has its advantages including short manufacturing cycle, material saving, and complexity for free. It has great potential for application in marine and offshore engineering. However, stress corrosion damage will be a big threat for the additively manufactured metal parts in the ocean environment due to large residual stresses generated in the building process. This paper focuses on the effect of ultrasonic peening treatment (UPT) on stress corrosion resistance of AlSi10Mg components fabricated using Selective Laser Melting (SLM). Firstly, AlSi10Mg specimens were prepared using an SLM machine, and UPT was conducted on the specimen’s top surface. Then, a series of measurements and analyses were carried out for the specimens before and after the UPT process. The residual stresses and hardness of the specimens were measured, and the surface morphology was observed using a scanning electron microscope (SEM). The resistance of stress corrosion was evaluated by the electrochemical corrosion test. The experimental results show that UPT can significantly improve stress corrosion resistance of SLM-fabricated specimens.
Research status and quality improvement of wire arc additive manufacturing of metals
[J].
Effects of ultrasonic impact treatment on the stress-controlled fatigue performance of additively manufactured DMLS Ti-6Al-4V alloy
[J].Additive manufacturing (AM) offers many advantages for the mechanical design of metal components. However, the benefits of AM are offset to a certain extent by the poor surface finish and high residual stresses resulting from the printing process, which consequently compromise the mechanical properties of the parts, particularly their fatigue performance. Ultrasonic impact treatment (UIT) is a surface modification process which is often used to increase the fatigue life of welds in ship hulls and steel bridges. This paper studies the effect of UIT on the fatigue life of Ti-6Al-4V manufactured by Direct Metal Laser Sintering (DMLS). The surface properties before and after the UIT are characterized by surface porosity, roughness, hardness and residual stresses. Results show that UIT enhances the fatigue life of DMLS Ti-6Al-4V parts by suppressing the surface defects originating from the DMLS process and inducing compressive residual stresses at the surface. At the adopted UIT application parameters, the treatment improved the fatigue performance by 200%, significantly decreased surface porosity, reduced the surface roughness by 69%, and imposed a compressive hydrostatic stress of 1644 MPa at the surface.
Post-processing of the Inconel 718 alloy parts fabricated by selective laser melting: Effects of mechanical surface treatments on surface topography, porosity, hardness and residual stress
[J].
Cracking suppression in additive manufacturing of hard-to-weld nickel-based superalloy through layer-wise ultrasonic impact peening
[J].
The effect of ultrasonic impact treatment on deformation and fracture of electron beam additive manufactured Ti-6Al-4V under uniaxial tension
[J].
Corrosion fatigue enhancement of welded steel pipes by ultrasonic impact treatment
[J].
Increase of wear-resistance of 30CrMnSi2Ni steel by ultrasonic impact and ion-beam treatments
[A].
Technology of ultrasound impact treatment as a means of improving the reliability and endurance of welded metal structures
[J].
Fatigue strength improvement by ultrasonic impact treatment of highly stressed spokes of cast aluminium wheels
[J].
Numerical analysis of the residual stress in ultrasonic impact treatment process with single-impact and two-impact models
[J].
Ultrasonic impact peening for the surface properties' management
[J].
Fatigue life improvement through surface nanostructuring of stainless steel by means of surface mechanical attrition treatment
[J].
Ultrasonic micro-forging post-treatment assisted laser directed energy deposition approach to manufacture high-strength Hastelloy X superalloy
[J].
Surface grain refinement mechanism of SMA490BW steel cross joints by ultrasonic impact treatment
[J].
Study on plastic damage of AISI 304 stainless steel induced by ultrasonic impact treatment
[J].
Geometrically necessary dislocations and strain- gradient plasticity: A few critical issues
[J].
Grain refining mechanism and fatigue properties of bogie welded cruciform joints treated by ultrasonic impact
[J].
Effect of ultrasonic impact treatment on mechanical properties of 3D-printed Ti-6Al-4V titanium alloy parts
[J].
Investigation on microstructure and properties of Al x CoCrFeMnNi high entropy alloys by ultrasonic impact treatment
[J].
Metal additive manufacturing: A review
[J].
Microstructural control of additively manufactured metallic materials
[J].
The metallurgy and processing science of metal additive manufacturing
[J].
Residual stress, mechanical properties, and grain morphology of Ti-6Al-4V alloy produced by ultrasonic impact treatment assisted wire and arc additive manufacturing
[J].Ultrasonic Impact Treatment (UIT) is an effective technique for surface refinement and residual stress reduction, which is widely used in welding. This study investigates UIT-assisted Wire and Arc Additive manufacturing (WAAM). The residual stress, grain morphology and mechanical properties of post-UIT and as-deposited samples are studied. The result demonstrates that the UIT has a significant influence on the decrease of the residual stress. Moreover, the residual stress of the post-UIT samples is much lower than that of the as-deposited samples. The samples fabricated by UIT-assisted WAAM have a novel, bamboo-like distribution of prior-β grains, an alternating distribution of short columnar grains and equiaxed grains. The grain size of this bamboo-like structure is much smaller than the coarsen columnar grains. In addition, the mechanical properties of the post-UIT and as-deposited samples are compared. The results indicate that the average tensile strength of the post-UIT samples is higher, while the average elongation of the post-UIT samples is lower.
Epitaxial deposition of MCrAlY coatings on a Ni-base superalloy by laser cladding
[J].
Columnar to equiaxed transition in solidification processing
[J].
Single-crystal laser deposition of superalloys: Processing-microstructure maps
[J].
Microstructure and mechanical properties of wire and arc additive manufactured Ti-6Al-4V
[J].
Influence of ultrasonic impact treatment and working current on microstructure and mechanical properties of 2219 aluminium alloy wire arc additive manufacturing parts
[J].
Microstructure and properties of Inconel 718 fabricated by directed energy deposition with in-situ ultrasonic impact peening
[J].
Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel
[J].
Formation of nanostructured surface layer on AISI 304 stainless steel by means of surface mechanical attrition treatment
[J].
Effect of initial texture on dynamic recrystallization of AZ31 Mg alloy during hot rolling
[J].
The role of twinning during dynamic recrystallization in alloy 800H
[J].
Current issues in recrystallization: A review
[J].
Treatment of metal welded joints by ultrasound aimed on residual stress decreasing
[J].
The accumulation of plastic strain in metals under multiple impulse loading of various frequencies
[J].
Physics and mechanism of ultrasonic impact
[J].
Recrystallization behavior and tensile properties of laser metal deposited Inconel 718 upon in-situ ultrasonic impact peening and heat treatment
[J].
Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking
[J].
Nanocrystalline TiC-reinforced H13 steel matrix nanocomposites fabricated by selective laser melting
[J].
Dynamic recrystallization mechanisms and twining evolution during hot deformation of Inconel 718
[J].
New insight on acoustoplasticity-ultrasonic irradiation enhances subgrain formation during deformation
[J].
Fatigue life improvement of welded elements by ultrasonic peening
[EB/OL].
Interpass rolling of Ti-6Al-4V wire + arc additively manufactured features for microstructural refinement
[J].
Effect of cooling rate on superelasticity and microstructure evolution in Ti-10V-2Fe-3Al and Ti-10V-2Fe-3Al-0.2N alloys
[J].
Key factors in grain refinement of martensite and bainite
[J].
Microstructure and toughness of HAZ in X80 pipeline steel with high Nb content
[J].
高Nb X80管线钢焊接热影响区显微组织与韧性
[J].利用Gleeble-1500模拟不同热输入的单道次焊接热循环过程, 通过光学显微镜(OM)、扫描电镜(SEM)及电子背散射衍射(EBSD)对高 Nb X80管线钢焊接热影响区中的粗晶区(CGHAZ)显微组织、马/奥组元(M/A)形态和分布以及原奥氏体晶粒粗化情况进行研究. 结果表明: 高Nb X80管线钢的焊接热输入应不高于30 kJ/cm, 虽然在高Nb钢中, 原奥氏体晶粒的平均尺寸不会随热输入增加过于粗大, 但当热输入高于40 kJ/cm时, 会使得原奥氏体晶粒内粒状贝氏体的晶体取向选择过于单一, 大角晶界(≥15<sup>o</sup>)密度明显降低, 有效晶粒尺寸较大, M/A组元也由于热输入过大而明显粗化. 上述原因使高Nb X80管线钢在大于40 kJ/cm热输入条件下热影响区粗晶区韧性明显恶化.
Effect and mechanism of inter-layer ultrasonic impact strengthening on the anisotropy of low carbon steel components fabricated by wire and arc additive manufacturing
[J].
Recrystallization
[J].
Recrystallization-induced plasticity
[J].
Tailored thermal expansion alloys
[J].
Dilatometric study on the recrystallization and austenization behavior of cold-rolled steel with different heating rates
[J].
Effect of source and obstacle strengths on yield stress: A discrete dislocation study
[J].
Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti-6Al-4V by selective electron beam melting
[J].
Texture control during laser deposition of nickel-based superalloy
[J].
Effects of annealing on the structure and mechanical properties of FeCoCrNi high-entropy alloy fabricated via selective laser melting
[J].
Competition between recovery and recrystallization
[J].
Athermal heterogeneous nucleation of solidification
[J].
Steady state columnar and equiaxed growth of dendrites and eutectic
[J].
A solutal interaction mechanism for the columnar-to-equiaxed transition in alloy solidification
[J].
Investigation of columnar-equiaxed transition and equiaxed growth of aluminium based alloys by X-ray radiography
[J].
Ultrafine-grain-sized zirconium by dynamic deformation
[J].
Ultrasonic impact treatment induced oxidation of Ti6Al4V alloy
[J].
Influence of microstructural modifications induced by ultrasonic impact treatment on hardening and corrosion behavior of wrought Co-Cr-Mo biomedical alloy
[J].
Force-dominated non-equilibrium oxidation kinetics of tantalum
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}