


Inconel 718高温合金是航空航天发动机结构件普遍选用的材料,在-253~650℃温度范围内保持着优异的力学性能[1]。由于发动机结构件呈现复杂、薄壁、一体化等特点,对传统精密铸造工艺提出了更大挑战,同时铸造工艺难以完全避免气孔、缩松、Laves相、成分偏析等缺陷[2]。增材制造(additive manufacturing,AM)技术具有很大的设计自由度和较高的成型精度,但在成形复杂结构件时,支撑难以去除,容易产生微观缺陷[3]。粉末冶金热等静压近净成形又称“粉末铸造”,在欧美等发达国家被称为精密铸造的升级版,可彻底解决精密铸造以及分体锻造工艺加焊接联合工艺路线中焊接接头强度低的安全隐患,但粉末高温合金中原始颗粒边界(prior particle boundaries,PPBs)的存在,限制了该工艺的发展[4]。
采用Ar气雾化制粉+热等静压工艺,可以制备出力学性能接近锻件的粉末冶金Inconel 718合金,初步解决了复杂结构件的成形问题[5]。研究[5,6]发现,成形粉末冶金Inconel 718大尺寸复杂结构件时,由于粉末用量增大以及包套引起的热力屏蔽,导致合金中出现大量PPBs,恶化合金性能,成为结构件服役过程的潜在隐患。因此,结构件成形前后PPBs的抑制或消除成为粉末冶金高温合金的研究热点。目前,消除PPBs最有效的方式是变形工艺,如轧制、挤压+等温锻造等[7,8]。热变形虽然可以有效消除PPBs,获得综合性能优异的合金,但是失去了热等静压近净成形的优势。采用粉末预热处理,减少MC碳化物形成元素在粉末表面的偏析,能够有效抑制PPBs的产生[9,10],该工艺包括无压高温处理+水淬,目前在实际粉末冶金结构件制备过程并未见到相关报道。常立涛等[11,12]对粉末冶金Inconel 718合金热等静压成形工艺进行了系统分析,提出了过固相线/亚固相线粉末热等静压工艺,有效减少了PPBs的产生,为热等静压工艺设计提供了参考。Rao等[13]发现,采用高的固溶处理温度可以一定程度消除PPBs,但是Inconel 718合金的高温力学性能仍未达到使用要求。为此,Rao等[14]在1270℃过固相线固溶处理+水淬后,采用1100℃下加压热处理(1100℃、130 MPa、3 h),可以有效消除PPBs,改善Inconel 718合金的延伸率和持久性能。研究[13,14]表明,1270℃高温固溶时,部分基体发生熔化,形成黑斑(Al的氧化物)。该工艺采用高温固溶处理+水淬,但对于复杂薄壁结构件,水淬过程存在开裂的可能,因此该工艺在实际粉末冶金结构件制备过程中有一定的局限性。
本工作采用无坩埚感应熔炼超声气体雾化法(electrode induction melting gas atomization,EIGA) +热等静压近净成形工艺制备粉末冶金Inconel 718合金坯料,针对复杂粉末冶金结构件中存在PPBs的问题,采用特殊高温热处理工艺(在热等静压炉中进行,整个过程保持140 MPa以上的压力)消除粉末冶金结构件中的PPBs,研究特殊高温热处理对粉末冶金Inconel 718合金显微组织和力学性能的影响,探索一条行之有效的成形工艺路线,为解决粉末冶金 Inconel 718大型复杂结构件成形提供参考。
1 实验方法
采用EIGA法(设备型号为真空雾化炉EIGA50-500)制备Inconel 718预合金粉末。粉末的粒度分布由Partica LA-960V2激光散射粒径分布分析仪测定。将Inconel 718预合金粉末封装在低碳钢模具内,经过振实、真空除气、封焊以及热等静压致密化等过程制备热等静压合金坯料[15,16]。对合金坯料进行标准热处理(standard heat treatment,HT:960℃)和特殊高温热处理(special high-temperature heat treatment,SHT1:1235℃;SHT2:1245℃;SHT3:1265℃,压力均保持在140 MPa以上),随后进行标准时效处理:720℃、8 h + 620℃、8 h,炉冷至室温。
将热处理后的部分坯料加工成直径5 mm、标距25 mm的M10拉伸样品,利用CMT5305电子万能试验机测试室温拉伸性能,利用INSTRON 5582万能试验机测试650℃拉伸力学性能。其余坯料加工成10 mm × 10 mm × 55 mm (U型缺口深度为2 mm)的冲击试样,利用SANS-ZBC2452-C冲击试验机测试其冲击功。
对不同状态样品进行研磨、抛光和腐蚀后,用OLS4000光学显微镜(OM)和TESCAN MIRA4扫描电子显微镜(SEM)观察合金的显微组织和断口形貌,使用的腐蚀试剂由 35 g FeCl3、100 mL HCl、40 mL C2H5OH、10 mL HF和 40 mL H2O组成。利用SEM配备的电子背散射衍射(EBSD)系统观察粉末冶金合金特殊高温热处理前后晶粒度变化,并使用HKL Channel 5软件分析数据。利用F20透射电子显微镜(TEM)对碳化物形貌进行观察,TEM样品采用双喷减薄制样,具体参数为:95%C2H5OH + 5%HClO4 (体积分数),电压20 V,温度约25℃,液氮制冷。
采用Abaqus 软件对不同粒度粉末颗粒在热等静压过程中的变形进行了数值模拟,根据实际实验情况对模拟过程进行了简化,选取了2种粒径粉体(50 和100 µm)进行理论计算,初始振实密度设置为66%,热等静压参数与实际过程保持一致。
2 实验结果与讨论
2.1 Inconel 718预合金粉末的形貌和粒度
图1
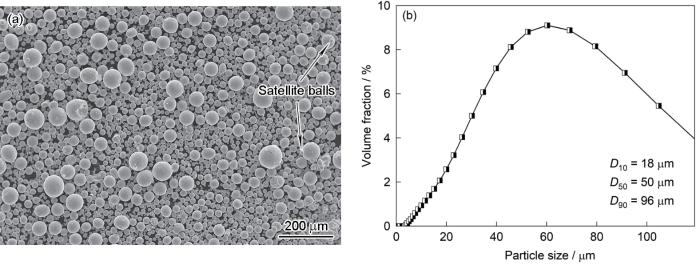
图1
Inconel 718预合金粉末形貌的SEM像和粒度分布
Fig.1
SEM image (a) and differential size distributions (D10 = 18 μm indicates 10% of the powder has a particle size of less than 18 μm, D50 = 50 μm indicates 50% of the powder has a particle size of less than 50 μm, and D90 = 96 μm indicates 90% of the powder has a particle size of less than 96 μm) (b) of Inconel 718 pre-alloyed powders
2.2 Inconel 718粉末合金的力学性能
表1 Inconel 718粉末合金结构件本体和试验型包套制备合金的力学性能
Table 1
| Sample | Temperature | Tensile property | Impact energy | |||
|---|---|---|---|---|---|---|
| UTS / MPa | YS / MPa | El / % | Z / % | J | ||
| Wrought[17] | RT | 1275-1400 | 1030-1167 | 12.0-21.0 | 15 | 30 |
| Component | 1400 | 1075 | 14.5 | 14 | 16 | |
| Test bar | 1322 | 1049 | 23.0 | 35 | 35 | |
| Wrought[17] | 650oC | 1000-1200 | 860-1000 | 12.0-19.0 | 15 | - |
| Component | 1140 | 910 | 14.5 | 16 | - | |
| Test bar | 1067 | 845 | 15.0 | 17 | - | |
图2
2.3 粉末冶金结构件本体力学性能
试验型包套成形合金与复杂结构件的主要差别是用粉量和包套壁厚不同,大型复杂结构件用粉量是试验型包套的几十倍甚至上百倍,热等静压过程中热和压力通过粉末颗粒之间传递,粉末体积的变化必定增加热和压力传递的难度[18]。对于大尺寸复杂结构件热等静压致密化,从包套表面到粉末冶金构件内部的热等静压致密化进程存在明显差别,这种现象被称为“不均匀致密化”[19,20]。热等静压过程中,首先表层粉末快速致密化,形成致密的硬壳,随着温度升高,热量从表层向内扩散,较热的表层比松散的内部烧结更快。热量通过密度大的表层比密度小的内部传导更快,进而增加了致密区和松散区的温差。热等静压过程需要依靠包套的塑性变形来传递静压力,由于包套具有一定的厚度和刚度,热导率与粉末体不同,对热和压力都产生了屏蔽效应。通常包套越厚,对粉末的致密化影响越大。
利用异形圆柱包套可以研究粉末体体积变化对合金性能的影响,结果表明,粉末体体积变化对合金力学性能的影响远小于粉末粒度对合金性能的影响[6]。小颗粒粉末有效接触总面积大于大颗粒粉末,因此承受更大的应力,在相同热等静压条件下,发生更大程度的变形[21]。不同粒径Inconel 718预合金粉末的等效塑性应变如图3所示。其中0%表示热等静压初始状态,粉末为点接触;60%表示热等静压进行到全过程的60%,粉末已经发生塑性变形;100%表示热等静压结束,粉末变形基本完成。结果表明,在热等静压过程中,粉末颗粒的表面首先发生接触变形。较小的粉末颗粒(50 µm)应力容易从表面传递到芯部,整体变形均匀,变形程度较大。较大的粉末颗粒(100 µm)变形不均匀,芯部变形程度很小,表面变形程度远小于小颗粒粉末。
图3
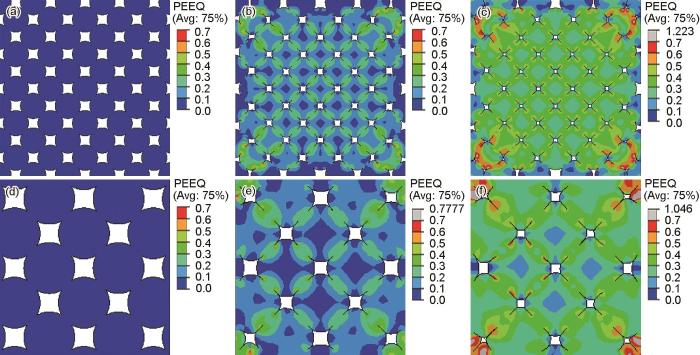
图3
不同粒径Inconel 718预合金粉末的等效应变
Fig.3
Equivalent plastic strain (PEEQ) distributions of Inconel 718 pre-alloy powder with different grain sizes
(a) 50 µm, 0% (b) 50 µm, 60% (c) 50 µm, 100%
(d) 100 µm, 0% (e) 100 µm, 60% (f) 100 µm, 100%
图4
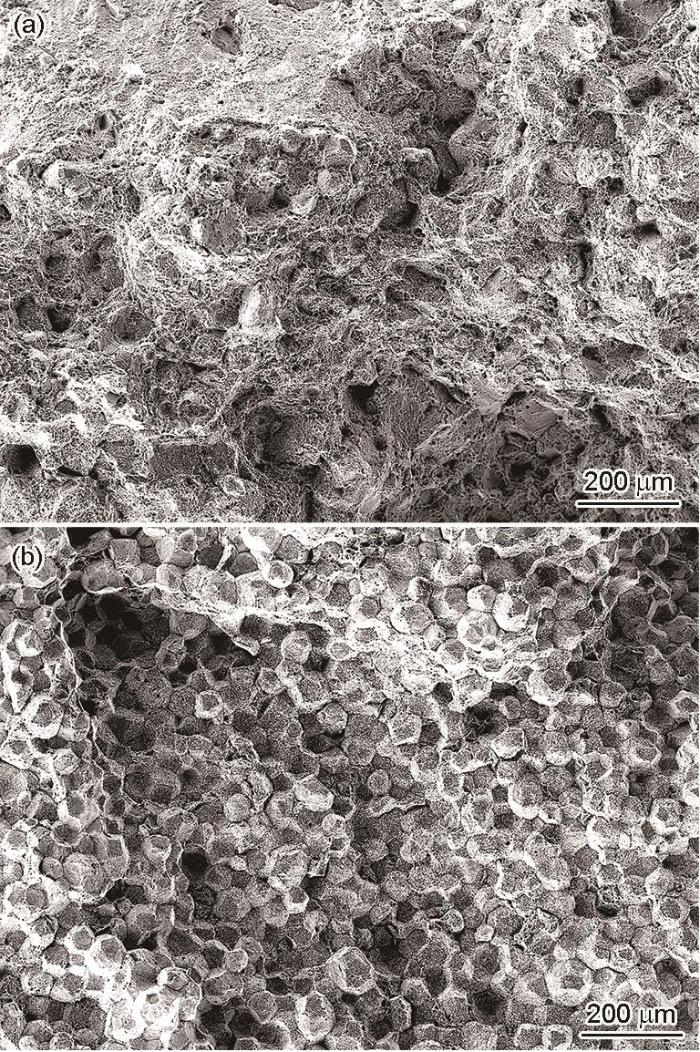
图4
不同粒径粉末冶金Inconel 718坯料室温拉伸断口形貌的SEM像
Fig.4
SEM images showing the fracture surfaces of the RT tensile PM Inconel 718 powder samples with grain sizes of 15-53 µm (a) and 53-106 µm (b)
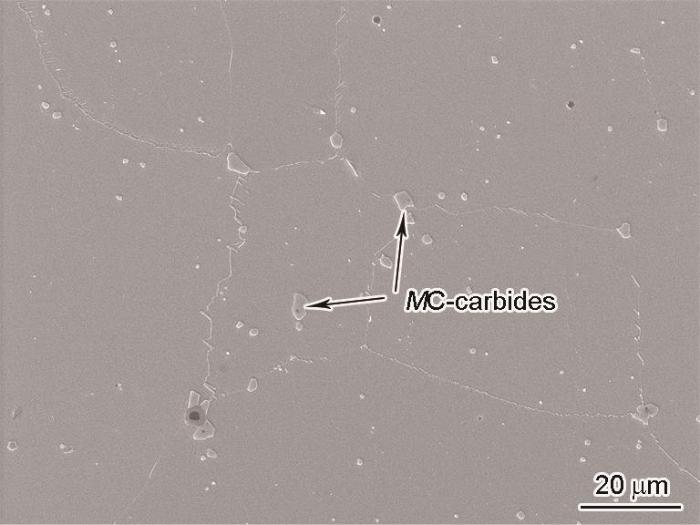
粉末冶金高温合金中主要存在三大缺陷:夹杂物、热诱导孔洞(thermal induced pores,TIP)和PPBs。通过OM、SEM、显微CT等多种手段确定造成复杂结构件力学性能降低的主要原因是PPBs的产生[5]。图5为粉末冶金Inconel 718复杂结构件本体显微组织的SEM像。可见,存在大量圆形或椭圆形PPBs,如箭头所示。PPBs形成示意图如图6所示,主要包括影响PPBs的3个过程[22]:(1) 制粉过程,粉末表面存在一定的元素偏析,形成一次MC碳化物;(2) 粉末转运和粉末填充等过程,粉末与周围气体接触,倾向于发生化学反应或物理吸附,粉末颗粒表面被C或O污染,形成氧化物、碳化物或碳氧化物;(3) 在热等静压过程中,Nb、Ti等碳化物形成元素以粉末表面脆性氧化物和碳化物作为形核质点,形成连续的网状碳化物和氧化物薄膜。氧化物或碳化物薄膜会阻碍粉末颗粒间的扩散和连接,从而保留粉末颗粒的原始形貌,在外力作用下,PPBs成为潜在的裂纹源或裂纹扩展的通道,严重降低合金的塑性和冲击性能[23~25]。
图5
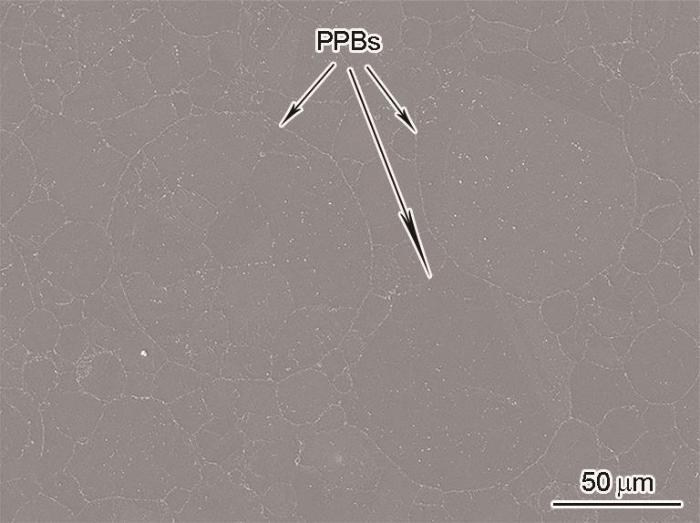
图5
粉末冶金Inconel 718合金结构件本体显微组织的SEM像
Fig.5
SEM image of PM Inconel 718 component (PPBs—prior particle boundaries)
图6
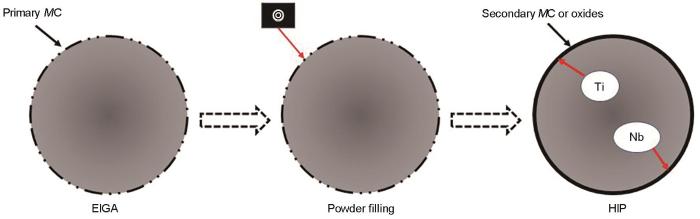
图6
原始颗粒边界(PPBs)形成过程示意图
Fig.6
Schematic of PPBs formation (EIGA—electrode induction melting gas atomization, HIP—hot isostatic pressing)
粉末粒度、粉末表面质量、粉末O含量、热等静压前粉末除气工艺参数、热等静压工艺参数(温度、压力、保温时间等)以及热处理工艺参数等均会影响合金中的PPBs形成。大尺寸复杂粉末冶金结构件和试验型包套成形的合金采用相同的粉末和热等静压工艺,但大尺寸复杂粉末冶金结构件本体塑性和冲击性能低于试验型包套成形的合金。由于PPBs的产生受多因素影响,结合本工作研究,推测主要有2方面的因素:(1) 对应大型复杂粉末冶金结构件,其粉末使用量是试验型包套成形的合金的几十倍甚至上百倍,粉末填充时间延长,增加了粉末在空气中的暴露时间,O2、水蒸气物理吸附增加,而且在真空加热状态下几十甚至几百公斤的预合金粉末表面物理吸附的杂质气体难以在短时间内彻底去除,热等静压过程中粉末表面更易生成氧化物和碳化物;(2) 热等静压过程中,大型复杂粉末冶金结构件形状复杂,包套及粉体本身对压力和热会产生屏蔽,引起粉末变形不充分,客观上加剧了PPBs的形成。
2.4 粉末冶金结构件力学性能的改善
PPBs的消除一直是粉末高温合金关注的热点和难点,热机械变形是最直接和有效的方法,但是仅适用于简单形状,比如涡轮盘盘坯。此外,高温处理消除PPBs可操作性最强,提高热等静压温度或者延长保温时间,在一定程度上有利于消除PPBs。但是存在以下问题[5]:(1) 碳钢包套承温能力有限,提高热等静压温度可能导致包套与镍基高温合金粉末发生反应,引起包套熔化、焊缝开裂等问题;(2) 采用过固相线温度热等静压,可以有效避免PPBs产生,但热等静压过程中,可能形成Laves有害相。
粉末冶金Inconel 718合金中PPBs主要是由MC碳化物构成。在热等静压工艺参数中,温度对于合金性能的影响最为显著。常立涛等[11,28]研究了热等静压温度对Inconel 718粉末合金显微组织和力学性能的影响,结果表明,随着温度升高,PPBs中的碳化物数量减少;当温度升高到1210和1260℃,晶界摆脱碳化物的钉扎作用,晶粒长大。随着温度升高,合金坯料屈服强度降低,延伸率提高,断裂模式由沿颗粒边界断裂转变为韧性断裂。Qiu等[25]发现,热等静压温度从亚固相线变为过固相线时,断裂模式由沿颗粒边界断裂转变为穿晶断裂。随着温度升高,断裂模式从沿颗粒边界断裂转变为穿晶断裂,但是当温度达到1300℃时,由于粗大碳化物的产生,断裂模式变为脆性断裂[29]。此外,热等静压压力可以促进再结晶,抑制晶粒过度长大,从而得到均匀细化的显微组织[7,8]。因此,后续的特殊高温热处理参数选择中最关键的是确定温度。
综合考虑本工作亚固相线/过固相线热处理的优劣,结合课题组前期实验积累,采用3个温度:(1) SHT1:1235℃,略高于合金的碳化物溶解温度(1230℃)[30];(2) SHT2:1245℃,略低于完全均匀化合金的固相线温度[30];(3) SHT3:1265℃,略高于合金固相线温度。随后对特殊高温热处理后的合金进行标准时效热处理,测试其拉伸性能和冲击性能,结果如表2所示。结果显示,采用特殊高温热处理,合金拉伸强度基本保持不变,但室温延伸率随着特殊高温热处理温度的升高明显提高。标准热处理(固溶+时效)的合金冲击功低于20 J,经过特殊高温热处理后合金冲击功均高于30 J,与锻件相当。其中,采用SHT2特殊高温热处理,合金冲击功达到35 J,具有最优的综合力学性能。
表2 粉末冶金Inconel 718合金特殊高温热处理前后的力学性能
Table 2
| Sample | Temperature | Tensile property | Impact energy | |||
|---|---|---|---|---|---|---|
| UTS / MPa | YS / MPa | El / % | Z / % | J | ||
| HT | RT | 1398 ± 3 | 1070 ± 1 | 13.5 ± 1.5 | 10 ± 2 | 16 ± 1 |
| SHT1 | 1398 ± 4 | 1182 ± 1 | 17.0 ± 3.0 | 20 ± 6 | 29 ± 1 | |
| SHT2 | 1394 ± 2 | 1087 ± 3 | 22.5 ± 1.5 | 29 ± 6 | 34 ± 1 | |
| SHT3 | 1430 ± 6 | 1215 ± 1 | 25.0 ± 1.0 | 33 ± 1 | 30 ± 2 | |
| HT | 650oC | 1135 ± 6 | 908 ± 3 | 15.0 ± 1.0 | 15 ± 1 | - |
| SHT1 | 1169 ± 14 | 995 ± 5 | 12.0 ± 1.5 | 19 ± 1 | - | |
| SHT2 | 1166 ± 4 | 959 ± 8 | 14.0 ± 1.5 | 11 ± 2 | - | |
| SHT3 | 1173 ± 7 | 1006 ± 0 | 13.5 ± 0.5 | 18 ± 0 | - | |
标准热处理(固溶+时效)和特殊高温热处理的Inconel 718合金样品显微组织的SEM像如图7所示。结果显示,标准热处理Inconel 718合金的显微组织中存在大量的PPBs,说明粉末未发生完全变形,保留了原始粉末颗粒的形状,如图7a所示。合金晶界存在大量连续的MC碳化物和δ相,对晶界具有钉扎作用,位错易在连续碳化物附近塞积,在外力作用下成为裂纹源或者裂纹扩展的通道。SHT1试样温度略高于碳化物溶解温度,因此经过SHT1处理后的合金显微组织中仍存在少量PPBs,如图7b所示。SHT2和SHT3试样温度高于碳化物溶解温度,在热处理过程中,碳化物部分溶解,残余碳化物在晶界和晶内呈不连续分布,晶界迁移,晶界摆脱碳化物的钉扎作用,晶粒长大,未观察到PPBs,如图7c和d所示。PPBs在显微组织中主要呈圆形或者椭圆形,通过Image-Pro Plus 6.0统计PPBs面积分数,结果表明,标准热处理后样品中,PPBs面积分数约为12%,经过特殊高温热处理的SHT1试样,PPBs面积分数约为5%,经过特殊高温热处理的SHT2和SHT3试样,PPBs面积分数均低于2%,表明特殊高温热处理可以明显减少合金坯料中的PPBs。特殊高温热处理时,虽然采用亚固相线温度处理,温度偏高,但由于压力的存在,可有效抑制合金中晶粒过度长大。特殊高温热处理可以提高合金的力学性能,在高温高压下,PPBs和晶界处的碳化物部分溶解,破坏了PPBs的网状薄膜结构,颗粒间结合强度提高,从而表现出更加优异的力学性能。
图7
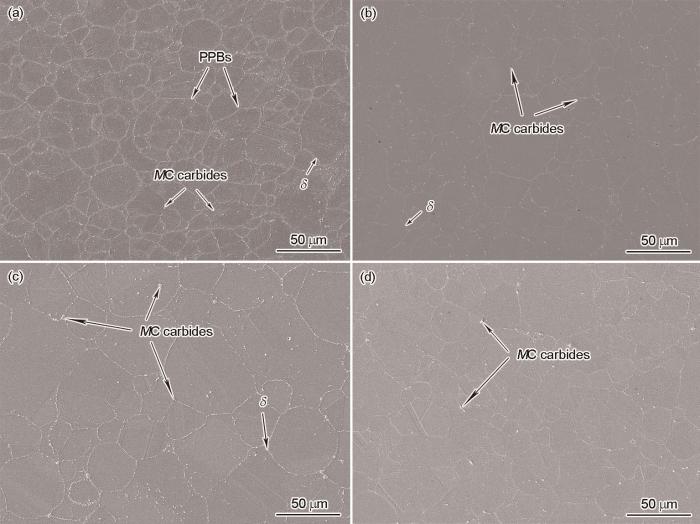
图7
粉末冶金Inconel 718合金标准热处理和特殊高温热处理试样显微组织的SEM像
Fig.7
SEM images of PM Inconel 718 alloys
(a) HT (b) SHT1 (c) SHT2 (d) SHT3
图8为标准热处理和特殊高温热处理SHT2样品的EBSD像和晶粒尺寸分布直方图。可见,经过特殊高温热处理,合金晶粒长大,平均晶粒面积为162 μm2,高于标准热处理合金平均晶粒面积(62 μm2)。PPBs存在大量碳化物,对晶界具有钉扎作用,限制再结晶和退火孪晶的发生。特殊高温热处理时,在高温高压下碳化物部分溶解,元素扩散加剧,晶界开始迁移,晶粒长大,为再结晶提供了驱动力。因此,本工作提出的特殊高温热处理工艺可以显著减少热等静压粉末冶金合金中的PPBs,解决了PPBs恶化材料综合性能的难题。
图8
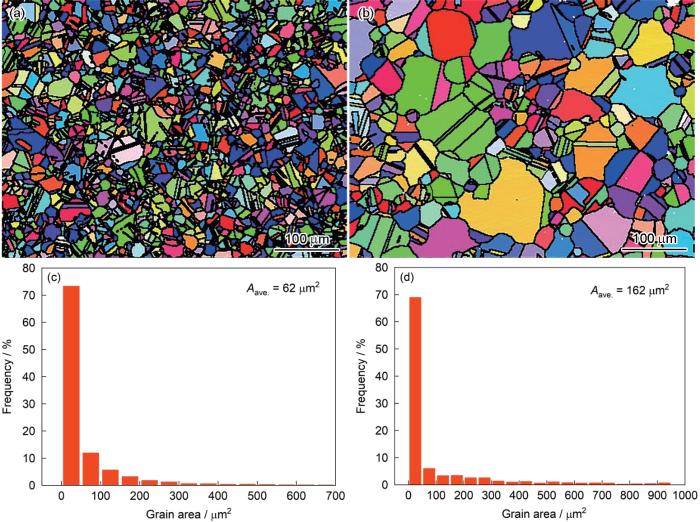
图8
粉末冶金Inconel 718合金标准热处理和特殊高温热处理SHT2试样的EBSD像和晶粒尺寸分布直方图
Fig.8
EBSD images (a, b) and grain size distribution histograms (c, d) of PM Inconel 718 alloys (Aave.—average grain area)
(a, c) HT (b, d) SHT2
常立涛[11]和Rao等[31]的研究表明,Inconel 718合金中的PPBs主要由氧化物(Al2O3和TiO2)和MC碳化物(TiC或NbC)构成,为提高材料综合性能,需要在制备过程中尽量抑制粉末表面的氧化物和碳化物析出。PPBs的严重程度与粉末质量(粉末粒度、粉末表面质量、粉末O含量等)、热等静压工艺参数(温度、压力、保温时间等)以及热处理工艺参数(温度、保温时间、冷却速率等)均有直接关系。利用TEM对PPBs组成物质进行观察和分析,结果如图9所示。图9a显示,在碳化物附近存在大量的位错,表明PPBs中的碳化物对于位错具有明显的阻碍作用,在外力作用下,易成为裂纹源,严重降低合金的延伸率及冲击性能。PPBs主要由MC碳化物组成,碳化物主要组成元素为TiC和NbC,如图9b和c所示,与文献[11,31]中结果一致。
图9
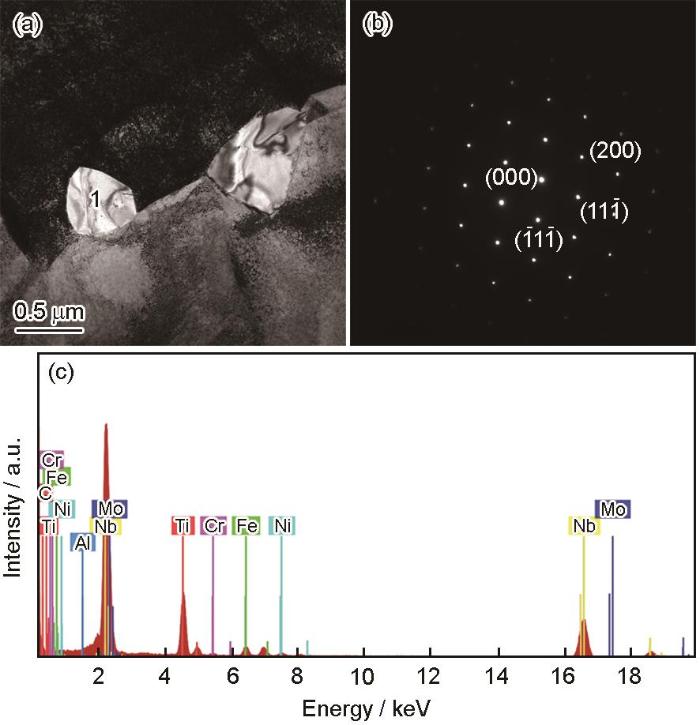
图9
标准热处理后粉末冶金Inconel 718合金中碳化物的TEM分析
Fig.9
TEM analyses of carbide in PM Inconel 718 alloys by HT
(a) TEM image
(b) selected area electron diffraction pattern mark-ed as 1 in Fig.9a
(c) EDS marked as 1 in Fig.9a
图10
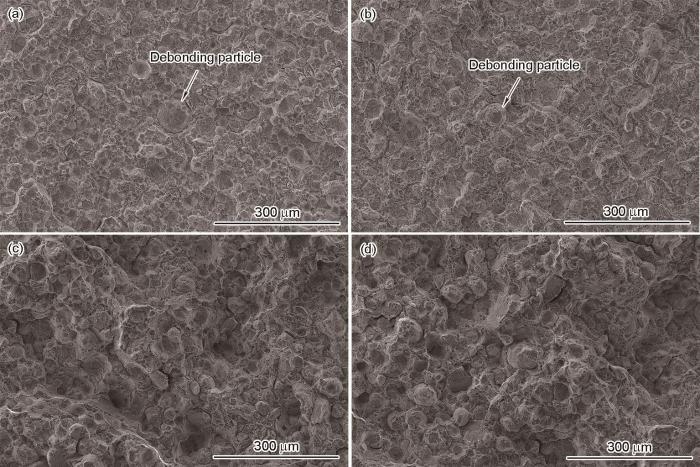
图10
Inconel 718结构件标准热处理和特殊高温热处理试样拉伸断口形貌的SEM像
Fig.10
SEM fractographs of tensile samples of Inconel 718 component
(a) HT (b) SHT1 (c) SHT2 (d) SHT3
图11
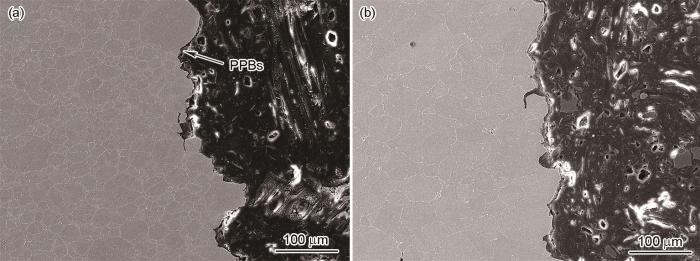
图11
Inconel 718结构件标准热处理和特殊高温热处理SHT2试样拉伸断口纵截面形貌的SEM像
Fig.11
SEM images of longitudinal sections near the fractures of tensile samples of Inconel 718 component
(a) HT (b) SHT2
图12
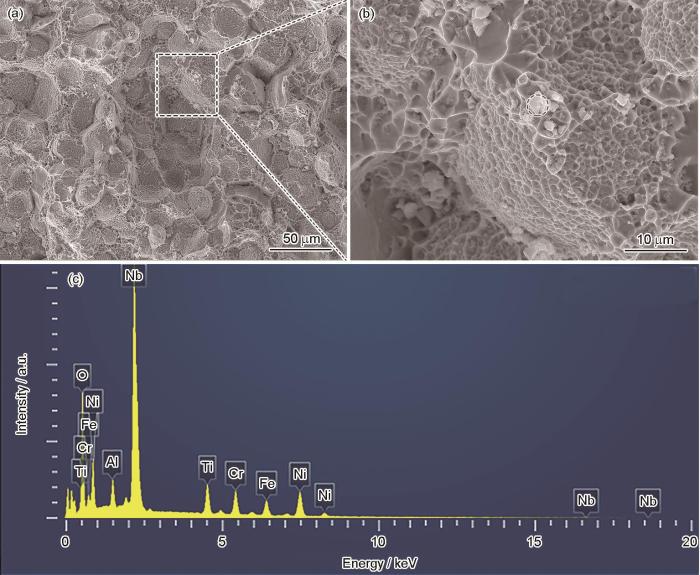
图12
Inconel 718结构件SHT2样品650℃拉伸断口形貌的SEM像和EDS
Fig.12
Low (a) and locally high (b) magnified SEM fractographs of 650oC tensile SHT2 samples of Inconel 718 component, and EDS of the dashed circle in Fig.12b (c)
图13
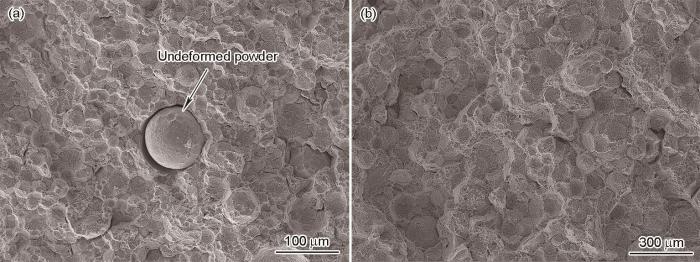
图13
Inconel 718结构件标准热处理和SHT2试样室温冲击断口形貌的SEM像
Fig.13
SEM fractographs of impact samples of Inconel 718 component at room temperature
(a) HT (b) SHT2
特殊高温热处理可以部分溶解碳化物,提高颗粒间结合强度,从而提高合金的拉伸塑性和冲击性能。对比3种特殊高温热处理制度,发现SHT2 (1245℃)处理Inconel 718合金可以获得最优的综合性能。利用热等静压致密化成形+特殊高温热处理(1245℃)工艺,成功制备了如图14所示的复杂粉末冶金结构件。对其本体力学性能进行测试,拉伸性能达到锻件标准,冲击性能达到35 J,显微组织中只存在很少量的PPBs,断裂方式为穿晶断裂。因此,该工艺可以用于成形粉末冶金Inconel 718大尺寸复杂结构件。
图14

图14
粉末冶金Inconel 718复杂结构件解剖件
Fig.14
Anatomical parts of PM Inconel 718 large complex component
3 结论
(1) 采用热等静压工艺可以制备粉末冶金Inconel 718复杂结构件,拉伸性能达到锻件标准,冲击性能低于20 J,主要是由于原始颗粒边界引起。
(2) 特殊高温热处理可以一定程度消除原始颗粒边界,提高粉末冶金Inconel 718合金的力学性能。经过特殊高温热处理,合金强度基本保持不变,室温延伸率随着特殊高温热处理温度提高而提高,冲击功超过30 J。其中,特殊高温热处理SHT2 (1245℃)可以获得最优综合力学性能。
(3) 采用热等静压+特殊高温热处理(1245℃)工艺可以成形粉末冶金Inconel 718大型复杂结构件,其本体拉伸性能与锻件相当,冲击性能约为35 J。
参考文献
Microstructural characteristics of forged and heat treated Inconel-718 disks
[J].
High performance and high complexity net shape parts for gas turbines: The ISOPREC® powder metallurgy process
[J].
A review of mechanical properties of additively manufactured Inconel 718
[J].
Review and analysis of powder prior boundary (PPB) formation in powder metallurgy processes for nickel-based super alloys
[J].
Hot isostatic densification of Inconel 718 powder alloy, and microstructure and mechanical properties
[J].
Inconel 718粉末合金的热等静压成形和组织性能
[J].
Effect of powder size segregation on the mechanical properties of hot isostatic pressing Inconel 718 alloys
[J].
Investigation on hot deformation behavior of P/M Ni-base superalloy FGH96 by using processing maps
[J].
Recrystallization of the hot isostatic pressed nickel-base superalloy FGH4096. II: Characterization and application
[J].
Prior particle boundary precipitation in powder metallurgy GH4169
[J].
粉末GH4169合金中的原始颗粒边界问题
[J].
Effect of pre-heat treatment on P/M René95 superalloy microstructure
[J].
粉末预热处理对HIP René95粉末高温合金组织的影响
[J].
Preparation and hot isostatic press compaction of superalloy powder with less ceramic inclusions
[D].
洁净高温合金粉末的制备及其热等静压工艺研究
[D].
Preparation of hot-isostatic-pressed powder metallurgy superalloy Inconel 718 free of prior particle boundaries
[J].
Effect of solution treatment temperature on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel* 718
[J].
Influence of modified processing on structure and properties of hot isostatically pressed superalloy Inconel 718
[J].
Effect of hot isostatic pressing loading route on microstructure and mechanical properties of powder metallurgy Ti2AlNb alloys
[J].
In this work, hot isostatic pressing (HIPing) technique was used to densify the Ti2AlNb pre-alloyed powder. The influence of HIPing loading route parameters (temperature and rates of heating and pressurizing) on microstructure and properties of PM Ti2AlNb alloys was studied. The results showed that HIPing loading route parameters affected the densification process and mechanical properties (especially high temperature rupture lifetime) of PM Ti2AlNb alloys in the present work. A finite element method (FEM) model for predicting the final densification was developed and was used to optimize the HIPing procedure.
Effect of hot isostatic pressing conditions and cooling rate on microstructure and properties of Ti-6Al-4V alloy from atomized powder
[J].The effects of temperature and pressure on density, microstructure and mechanical properties of powder compacts during hot isostatic pressing (HIPping) were investigated. Optimized HIPping parameters of temperature range from 900 to 940 °C, pressure over 100 MPa and holding time of 3 h, were obtained. Tensile properties after different heat treatments show that both the geometry of samples and cooling rate have a significant influence on mechanical properties. Finite element method was used to predict the temperature field distribution during HIPped sample cooling, and the experimental results are in agreement with simulation prediction. The interaction of HIPping parameters was analyzed based on the response surface methodology (RSM) in this study.
Effect of thermomechanical working on the microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718
[J].
Practical applications of hotisostatic pressing diagrams: Four case studies
[J].
Cause and effect of non-uniform densification during hot isostatic pressing
[J].
On densification and shape change during hot isostatic pressing
[J].
Densification mechanism maps for hot isostatic pressing (HIP) of unequal sized particles
[J].
Relationship between prior particle boundary of powder metallurgy superalloy and solubility of MC carbides
[J].
粉末高温合金原始颗粒边界与MC型碳化物溶解度的关系
[J].原始颗粒边界(PPB)是在粉末加热固结过程中MC型碳化物在颗粒边界析出造成的,利用扫描电镜(SEM)和电子探针X射线显微分析仪(EPMA)研究了MC型碳化物在镍基高温合金中的溶解度与粉末高温合金中原始颗粒边界(PPB)的关系。结果表明:强碳化物形成元素(Ti、Zr、Hf、Nb、Ta)对应的MC型碳化物在镍与镍基高温合金中的溶解度顺序为:TiC>NbC>TaC>ZrC>HfC,同时温度越高MC型碳化物的溶解度越大;在镍基高温合金中溶解度较大的TiC容易在粉末高温合金的PPB上析出,而溶解度较小的TaC则避免了这种现象。未添加Ta元素的FGH4098合金中原始颗粒边界(PPB)上的MC型碳化物主要为TiC;添加Ta元素的FGH4098合金,制粉过程中会在粉末颗粒内部析出更多的含Ta的MC'型碳化物,在随后的热等静压过程中,这种MC'碳化物转变成为更高稳定性的MC型碳化物(Ta,Ti,Nb) C。(Ta,Ti,Nb) C存在富Ti的核心,Ti和C元素被"固定"在了碳化物中,阻碍了MC型碳化物在PPB上析出。
Influences of PPB, PPB affect zone, grain boundary and phase boundary on crack propagation path for a P/M superalloy FGH4096
[J].
Simultaneously enhanced strength and ductility of FGH4097 nickel-based alloy via a novel hot isostatic pressing strategy
[J].
Influence of hot isostatic pressing temperature on microstructure and tensile properties of a nickel-based superalloy powder
[J].
Hot isostatic pressing of IN718 components manufactured by selective laser melting
[J].
Effect of re-HIPing on microstructure of HIPed TC4 alloy
[J].
二次热等静压对TC4合金组织的影响
[J].
Influences of hot-isostatic-pressing temperature on microstructure, tensile properties and tensile fracture mode of Inconel 718 powder compact
[J].
Effects of processing temperatures on FGH4097 superalloy fabricated by hot isostatic pressing: Microstructure evolution, mechanical properties and fracture mechanism
[J].
Microstructural characterization and elemental partitioning in a direct-aged superalloy (DA 718)
[J].
Effect of standard heat treatment on the microstructure and mechanical properties of hot isostatically pressed superalloy inconel 718
[J].
Oxygen-induced intergranular cracking of a Ni-base alloy at elevated temperatures—An example of dynamic embrittlement
[J].
Dynamic embrittlement-time-dependent quasi-brittle intergranular fracture at high temperatures
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}