
李彦默 , 李文亚
, 李文亚
LI Yanmo, LI Wenya
中图分类号: TG132.33,TG113.25
文章编号: 0412-1961(2018)07-0981-10
通讯作者:
收稿日期: 2017-11-16
网络出版日期: 2018-07-11
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 李彦默,男,1989年生,博士生
展开
摘要
以使用线性摩擦焊工艺连接的S31042钢接头为研究对象,在700 ℃下对其进行长期时效和力学性能测试。通过OM、SEM、TEM和拉伸实验研究高温时效对S31042钢线性摩擦焊接头组织和力学性能的影响。结果表明,在700 ℃长期时效过程中,线性摩擦焊中形成的再结晶晶粒和纳米级NbCrN相的稳定性较好,细晶强化和析出强化的综合作用使接头保持优异的高温性能。而焊缝区、热力影响区及热影响区中不同类型的M23C6相在时效过程中均发生粗化。在时效500 h样品的热力影响区中初次观察到σ相,随着时效时间的延长,σ相的析出数量增加且尺寸增大,导致摩擦焊接头的高温力学性能急剧降低。
关键词:
Abstract
S31042 steels with 25%Cr (mass fraction) and 20%Ni have been served as super-heaters and re-heaters in ultra-super critical (USC) plants, owing to their outstanding corrosion resistance and creep rupture strength. And the reliability of joints at high temperature has attracted much attention since the S31042 steels have been joined successfully by linear friction welding. In this work, the microstructures and mechanical properties of linear friction welded S31042 steel joint subjected to ageing treatment were investigated by using OM, SEM, TEM and mechanical test at 700 ℃. The recrystallized grains and nanoscale NbCrN particles have been stable during the high-temperature ageing, and the joint exhibited excellent performance due to the grain refinement strengthening and precipitation strengthening. The average size of M23C6 phase in weld zone, thermo-mechanically affected zone and heat affected zone increased with the ageing time. After ageing treatment at 700 ℃ for 500 h, σ phase precipitated at boundary junctions in thermo-mechanically affected zone. The average size of σ phase increased with the ageing time, as well as the volume fraction of the σ-phase. With the formation of σ phase, the fracture site of joints shifted from the parent material to the areas adjacent to the weld zone, and the high-temperature mechanical properties of joints were sharply decreased.
Keywords:
超超临界火电机组通过将蒸汽参数提高至27 MPa、580 ℃以上可以显著提高燃烧效率,同时减少燃料消耗[1]。S31042钢是在25Cr-20Ni型奥氏体耐热钢的基础上添加Nb、N等合金元素获得的,较高的Cr含量使其抗蒸汽氧化性能和抗高温腐蚀性能优于传统的18Cr-10Ni型奥氏体耐热钢[2,3]。S31042钢在高温环境中服役时,第二相沉淀强化的作用使其具有优异的高温持久强度[4,5],因此被广泛应用于超超临界火电机组的过热器和再热器上[6]。
S31042钢在高温时效过程中的主要析出相为M23C6和NbCrN,其中NbCrN相尺寸细小,弥散分布于晶内,可以有效阻碍位错运动,提升材料的力学性能[7];而M23C6相在晶界和晶粒内均有析出,形貌分别为链状和颗粒状,不同类型的M23C6相对材料力学性能的影响还存在一定分歧[8,9,10]。此外,S31042钢在高温下长期服役的过程中还会产生σ相,σ相是一种脆而硬的金属间化合物,这种有害的脆性相一旦形成将会导致S31042钢的力学性能急剧恶化[11,12,13]。
目前,有多种传统焊接工艺应用于奥氏体不锈钢的连接[14,15],但在熔焊过程中会产生六价Cr。如果处理不当,六价Cr将会严重危害人体健康和大气环境。线性摩擦焊作为一种新型的固相连接技术,其焊合区金属为锻造组织,不产生与熔化及凝固相关的焊接缺陷,同时可以避免六价Cr的形成,具有传统焊接方法不可比拟的优势[16,17]。在线性摩擦焊过程中,焊接界面在一定的轴向压力下往复运动,摩擦产生的热量使材料界面的温度升高达到黏塑性状态。随后往复运动终止,保持一定时间的顶锻压力使材料界面完成连接[18,19]。
线性摩擦焊是最具潜力的焊接技术之一。Ma等[20]利用线性摩擦焊连接45钢,接头组织为细小的铁素体与珠光体的混合组织,其力学性能优于调质处理的45钢母材。Buffa等[21]通过建立3D模型研究铝合金线性摩擦焊过程中切应力与温度的关系,为探究铝合金的线性摩擦焊机制提供了便利。使用线性摩擦焊尝试Cu和Al异质材料之间的连接发现,在焊缝处形成的金属间化合物是接头力学性能恶化的主要原因[22]。Ma等[23]研究镍基合金的线性摩擦焊工艺发现,高温诱发γ'和γ"相的回复,导致接头力学性能下降。Chen等[24,25]通过线性摩擦焊工艺连接Ti2AlNb合金,并对接头进行焊后热处理(815 ℃保温1 h),通过析出强化和细晶强化的作用进一步提高了接头的可靠性。
本文作者课题组前期工作[26]中运用线性摩擦焊技术获得了力学性能优于母材的S31042钢接头。由于S31042钢主要应用于超超临界火电机组的过热器和再热器上,将会在高温环境中进行长期服役。因此,研究S31042钢接头在高温环境中的可靠性十分必要,但目前有关线性摩擦焊接头在高温时效过程中稳定性的研究较少。本工作研究高温时效对S31042钢线性摩擦焊接头组织和力学性能的影响,分析接头在700 ℃时效过程中第二相的析出规律,并结合高温力学测试分析第二相对接头力学性能的影响。
实验用S31042钢的化学成分(质量分数,%)为:C 0.07,Mn 1.16,Cr 24.94,Ni 20.49,P 0.018,S 0.003,Si 0.38,Cu 0.05,Nb 0.44,N 0.26,Fe余量。机械加工的线性摩擦焊试样的尺寸为60 mm×20 mm×10 mm,对样品进行固溶处理,热处理制度为在1250 ℃下保温30 min后水冷。对试样的焊接面(20 mm×10 mm)进行机械磨光,然后使用丙酮清洗干净。采用西北工业大学自主研制的XMH-250型线性摩擦焊机对S31042钢样品进行焊接,工艺参数为:振动频率25 Hz,振幅2 mm,摩擦压力80 MPa,顶锻压力120 MPa。选取4组焊接质量良好的接头样品在马弗炉中进行700 ℃时效处理,时效时间分别为100、500、1000和3000 h。
分别在不同时效时间的接头样品中切取金相试样,按照标准金相制样流程进行打磨和抛光。使用CuCl2溶液(5 g CuCl2+30 mL HCl+30 mL CH3CH2OH)对金相试样表面腐蚀1 min,而后利用DMI 8光学显微镜(OM)和S4800扫描电子显微镜(SEM)的二次电子模式(SE)和能谱(EDS)进行低倍和高倍观察及成分分析。采用线切割方法在各组样品上切取0.5 mm厚的薄片,机械研磨至50 μm后冲裁出直径为3 mm的透射电镜(TEM)试样。使用DJ2000型电解双喷减薄仪在-30 ℃下对样品进行减薄处理,电解液为5%高氯酸+95%酒精(体积分数)的混合溶液,工作电压35 V。使用JEM-2100F TEM观察接头的析出相形貌,工作电压200 kV,并利用高分辨像(HRTEM)和选区电子衍射(SAED)确定析出相类型。以焊缝位置为中心从不同时效时长的接头样品上机械加工出标距长度为30 mm的拉伸试样,使用GNT 100万能试验机在700 ℃下进行拉伸实验,拉伸速率0.03 mm/s。
2.1.1 宏观形貌 S31042钢线性摩擦焊接头在700 ℃下不同时效状态显微组织的OM像如图1所示,其焊缝区和热力影响区的显微组织在时效过程中发生明显变化。图1a所示为时效前接头的形貌,图中2条虚线中间宽度约350 μm的A区域为焊缝区,虚线外侧B区域为热力影响区。受到线性摩擦焊过程中高温和应力的影响,焊缝区和热力影响区中的奥氏体晶粒发生动态再结晶,晶粒尺寸大幅细化[27,28]。图1b为700 ℃时效500 h接头的显微组织,再结晶晶粒的晶界上分布着网状的析出相。此外,在热力影响区中观察到少量黑色块状析出相。当接头时效至1000 h时,黑色块状析出相的含量增多,且在焊缝区中也存在块状析出相(图1c)。时效3000 h接头的显微组织如图1d所示,大量黑色块状析出相弥散分布在焊缝区和热力影响区中。在接头的时效过程中,块状析出相首先在热力影响区中析出,随后析出范围扩大至焊缝区。随着时效时间的延长,块状析出相不仅数量增多且尺寸增大。
图1 不同时效时间时S31042钢线性摩擦焊接头显微组织的OM像
Fig.1 OM images of the linear friction welded S31042 steel joint before (a) and after aged at 700 ℃ for 500 h (b), 1000 h (c) and 3000 h (d) (A—weld zone, B—thermo-mechanically affected zone)
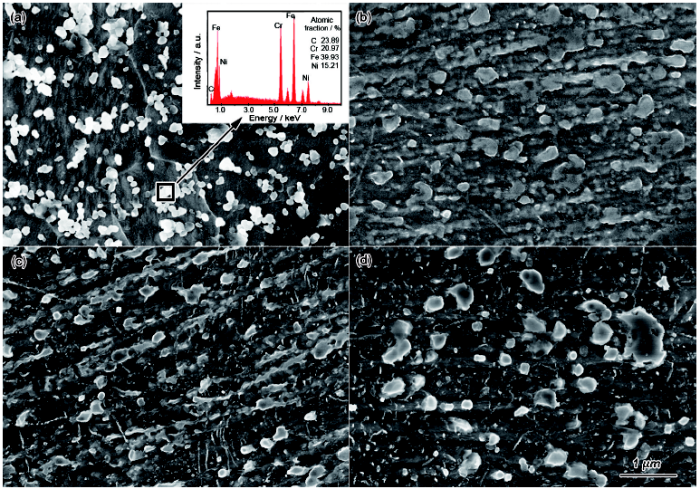
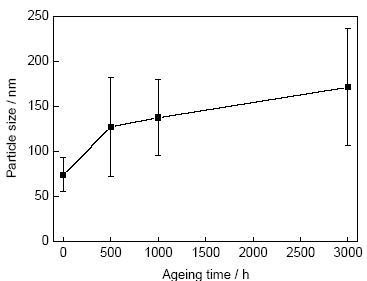
2.1.2 焊缝区 图2所示为不同时效时间时接头焊缝区显微组织的SEM像。图2a为时效前焊缝区的组织形貌,再结晶晶粒内部存在大量亚微米级颗粒,EDS结果表明此类颗粒为M23C6相。在线性摩擦焊过程中,焊缝区温度高达1000 ℃,并不在M23C6相正常析出的温度范围内[29]。焊接完成后接头在空气中冷却,由于焊缝区的初始温度最高,而冷却速率最慢,当焊缝区的温度降至敏化温度区间时,残余应变能诱导M23C6相在晶内位错上形核,而后长大呈颗粒状。不同时效时间的焊缝区中M23C6相颗粒的平均尺寸如图3所示。可以看出,接头在700 ℃时效过程中,其焊缝区中M23C6相颗粒的尺寸逐渐增加,平均尺寸由约74 nm增大至约171 nm。结合图2发现,接头在700 ℃时效过程中,其焊缝区中M23C6相颗粒在尺寸增大的同时,颗粒的密度逐渐降低。部分小尺寸颗粒在时效过程中发生溶解,部分小尺寸颗粒相互结合形成大尺寸颗粒,可以认为焊缝区中M23C6相颗粒的粗化行为服从Ostwald熟化机制[30,31]。
图2 不同时效时间接头焊缝区显微组织的SEM像及EDS
Fig.2 SEM images of weld zone before (a) and after aged at 700 ℃ for 500 h (b), 1000 h (c) and 3000 h (d) (The inset in
图3 焊缝区中M23C6相的颗粒尺寸与时效时间的关系
Fig.3 Relationship between ageing time and particle size of M23C6 phase in weld zone
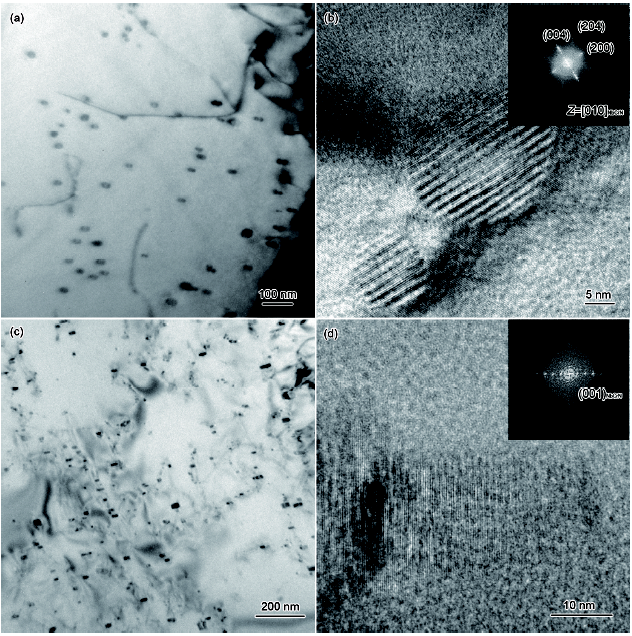
时效前接头的焊缝区组织如图4a所示,在奥氏体晶粒内部观察到一种细小的第二相,尺寸约为15 nm,通过HRTEM及Fourier变换确定这类纳米级第二相为NbCrN相。经过时效处理后在接头的焊缝区中也观察到此类纳米级的NbCrN相颗粒。图4c所示为时效3000 h焊缝区的显微组织,NbCrN相颗粒的尺寸仍约为15 nm,可见NbCrN相在700 ℃时效过程中十分稳定。根据报道[32],固溶状态的S31042钢中不含纳米级的NbCrN相颗粒。NbCrN相作为S31042钢最主要的强化相,只有经过长时间的高温时效或蠕变,才会沿位错线呈线条状析出[33]。而在线性摩擦焊过程中,焊接界面往复运动产生的热使焊缝区的温度高达到1000 ℃左右,这为NbCrN相的形成提供了条件,同时界面剧烈摩擦产生的应变能大幅加快NbCrN相的析出进程,最终使得NbCrN相在焊接过程中以纳米颗粒状析出,弥散分布于焊缝区奥氏体的晶粒内部。
图4 时效前后接头焊缝区中析出相的TEM/HRTEM像
Fig.4 TEM (a, c) and HRTEM (b, d) images of weld zone before (a, b) and after aged at 700 ℃ for 3000 h (c, d)
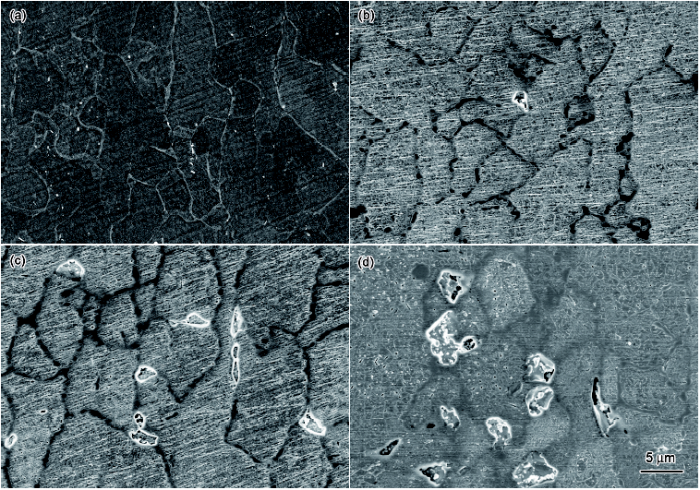
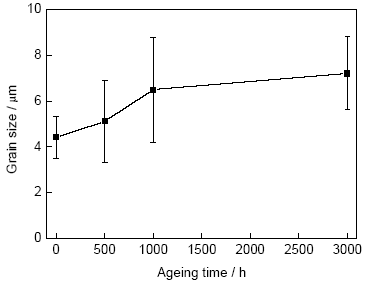
2.1.3 热力影响区 图5和6给出了700 ℃下,不同时效时间时接头热力影响区的显微组织及奥氏体晶粒的尺寸变化情况。如图5a和图6所示,时效前,奥氏体基体中含有少量初生的微米级NbCrN相颗粒,奥氏体的晶粒尺寸约为4.41 μm。接头在经过1000 h时效后,晶粒长大至约6.5 μm。随着时效时间延长至3000 h,奥氏体晶粒的长大速率减慢,尺寸逐渐稳定在约7.21 μm。S31042钢母材中奥氏体的晶粒尺寸约为100 μm,由于在线性摩擦焊过程中发生动态再结晶,焊缝区和热力影响区中的奥氏体晶粒大幅细化。细小的再结晶晶粒在700 ℃时效过程中未发生明显粗化,晶粒尺寸始终在10 μm以下,这为接头在高温环境中稳定服役打下了良好的基础。
图5 不同时效时间接头热力影响区显微组织的SEM像
Fig.5 SEM images of thermo-mechanically affected zone before (a) and after aged at 700 ℃ for 500 h (b), 1000 h (c) and 3000 h (d)
图6 热力影响区中奥氏体的晶粒尺寸与时效时间的关系
Fig.6 Relationship between ageing time and the average grain size of thermo-mechanically affected zone
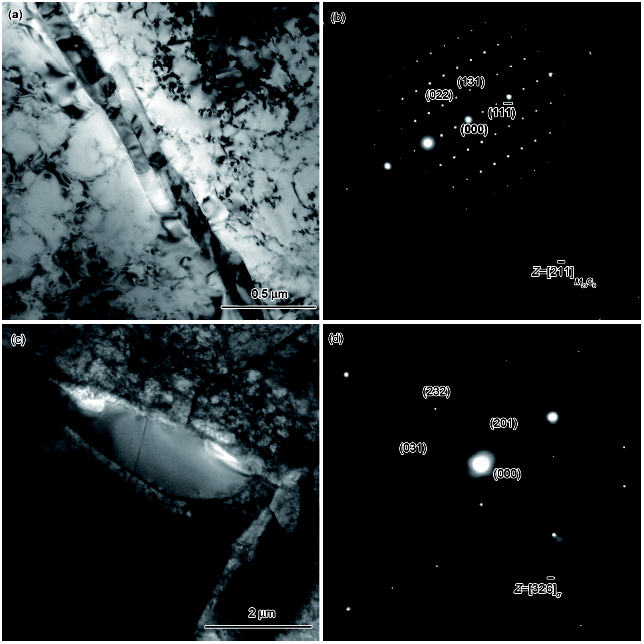
如图5b所示,时效500 h后,奥氏体晶界完全被析出的第二相所覆盖,而在三叉晶界处存在另外一类颗粒状析出相。TEM观察发现,长条状析出相沿晶界析出后首尾搭接形成链状(图7a),结合SAED谱可以确定这种链状第二相为M23C6 (图7b)。接头继续时效至1000 h时,三叉晶界处析出相的数量增多,且沿晶界长大呈梭形(图5c)。时效3000 h后,梭形析出相发生粗化,一部分向晶内方向长大呈不规则的块状(图5d)。时效3000 h样品的TEM像如图7c所示,在热力影响区中晶界处发现粗大的梭形析出相,长度约为5 μm,最宽处约1.2 μm,结合SAED谱标定梭形析出相为σ相(图7d)。目前在有关S31042钢中σ相析出的研究中,是否有σ相在700 ℃时效或蠕变中析出还存在一定异议。Yan等[34]通过JMatPro软件计算S31042钢不同温度下的相组成随温度变化的热力学平衡相图,在600~700 ℃平衡状态时稳定存在的相为:σ相、MX相、M23C6相和Z相。Yang等[2]发现S31042钢在650 ℃进行长期蠕变实验过程中有少量的σ相析出;方圆圆等[33]在750 ℃时效过程中观察到σ相;但也有Wang等[7]和Zhang等[9]在时效和蠕变过程中未观察到σ相。
图7 不同时效时间接头热力影响区中析出相的TEM像及SAED谱
Fig.7 TEM images (a, c) and corresponding SAED patterns (b, d) of thermo-mechanically affected zone aged at 700 ℃ for 500 h (a, b) and 3000 h (c, d)
线性摩擦焊过程中样品界面受到较大的应力作用,焊接完成后接头的焊缝区和热力影响区中存在较高的残余应力。奥氏体基体中三叉晶界位置的能量较高,且存在较多缺陷,可满足σ相形核的需要。因此,在接头时效过程中残余应力诱导了σ相在焊缝区和热力影响区中的晶界处析出。Barcik[35]研究发现,σ相析出的激活能大小与Cr原子的扩散激活能相同,σ相的析出动力主要取决于Cr原子的扩散速率。由于Cr是M23C6相的最主要组成元素,其在M23C6相中的含量高于奥氏体基体中的Cr含量,而且Cr原子在晶界上的扩散速率大于晶内。在700 ℃时效过程中,σ相在三叉晶界处形核后优先消耗M23C6相而沿晶界长大呈梭形。到时效后期,σ相消耗一定量奥氏体中的Cr,由晶界向晶内生长呈不规则的块状。
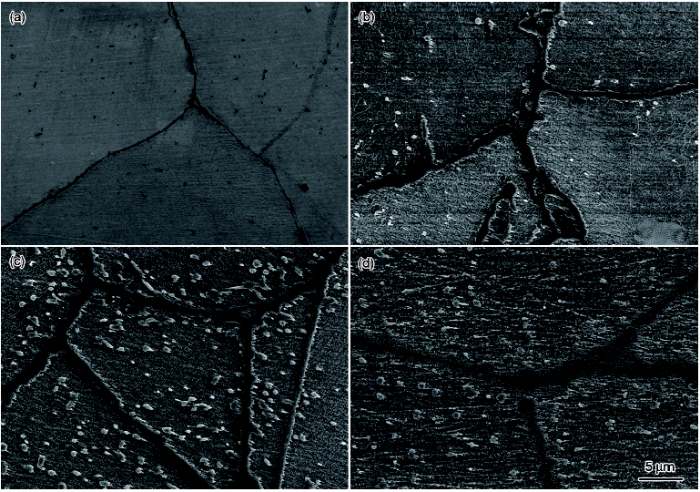
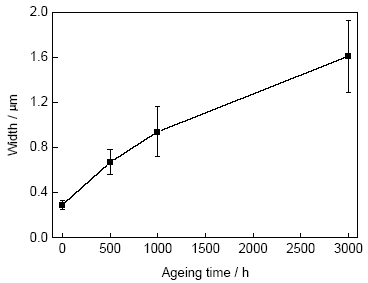
2.1.4 热影响区 时效前热影响区中奥氏体晶粒内部含有初生的NbCrN相颗粒,晶界上存在链状M23C6相(图8a)。线性摩擦焊过程中焊缝区的温度高达1000 ℃,而其它各部分区域的温度随着远离焊缝而降低。由于热影响区的温度刚好落入敏化温度区间,因此在焊接过程中热影响区的晶界处有链状M23C6相形成。图8b为时效500 h热影响区的显微组织,晶界上的链状M23C6相发生粗化,并有少量M23C6相以初生的NbCrN相颗粒为异质形核核心在晶内以颗粒状析出。接头继续时效至1000 h时,晶界上链状M23C6相的宽度继续增加,另有大量M23C6相颗粒在晶内位错处形核长大(图8c)。时效3000 h时,链状M23C6相更加粗大,同时颗粒状M23C6相也发生一定程度的粗化(图8d)。图9所示为链状M23C6相宽度与时效时间的关系,时效前链状M23C6相的宽度仅约为0.29 μm。在700 ℃时效过程中,链条的宽度随时效时间的增加呈线性增长,时效至3000 h时宽度增大至约1.61 μm。
图8 不同时效时间接头热影响区显微组织的SEM像
Fig.8 SEM images of heat affected zone before (a) and after aged at 700 ℃ for 500 h (b), 1000 h (c) and 3000 h (d)
图9 热影响区中链状M23C6相的宽度与时效时间的关系
Fig.9 Relationship between ageing time and the average width of chain-like M23C6 in heat affected zone
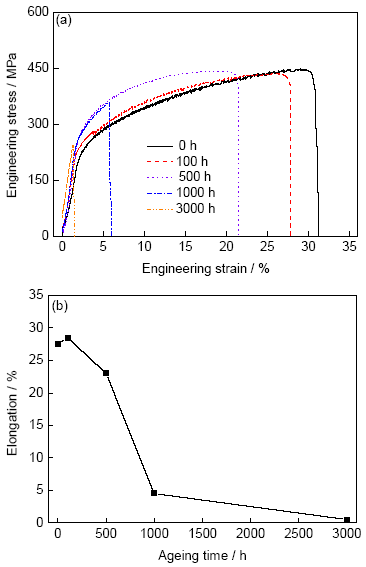
在700 ℃下对不同时效时间的接头样品进行拉伸实验,其工程应力-应变曲线及伸长率如图10所示。未时效和时效100 h样品的应力-应变曲线基本一致,曲线的峰值最高且塑性变形阶段最长。时效100 h样品的高温伸长率为28.5%,高温抗拉强度为450 MPa。时效500 h样品的高温强度几乎没有变化,其伸长率虽然有一定程度的降低,但是仍然达到23.0%。时效1000 h以上样品的高温抗拉强度和延伸率急剧下降,尤其时效3000 h的样品在高温拉伸过程中没有经过塑性变形阶段而直接断裂,其高温伸长率仅约0.5%,抗拉强度也低至约245 MPa。由此可见,S31042钢线性摩擦焊接头良好的高温力学性能可以在700 ℃环境中保持约500 h,随后接头的高温性能随着时效时间的延长而急剧降低,经过3000 h后损失殆尽。
图10 不同时效时间接头在700 ℃的工程应力-应变曲线及伸长率
Fig.10 Engineering stress-strain curves (a) and elongations (b) at 700 ℃ of samples exposed for different ageing time
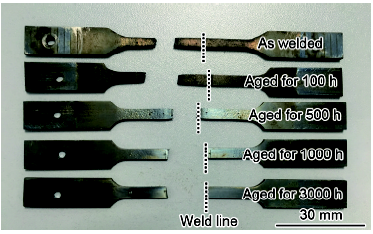
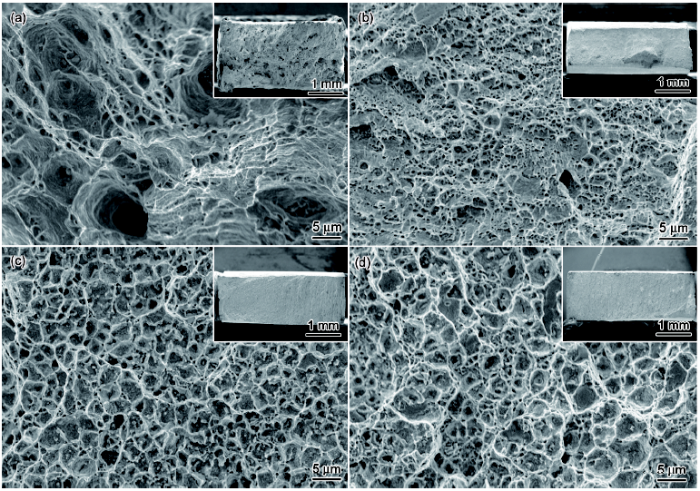
断后拉伸试样的宏观形貌如图11所示。时效前的拉伸样品在远离焊缝的母材区发生断裂,表明线性摩擦焊接头的高温力学性能不低于母材。时效100 h的拉伸样品同样在母材区发生断裂,而时效500 h及以上的拉伸样品均在焊缝位置附近发生断裂。由于焊缝区和热力影响区毗邻,且焊缝区的宽度仅约350 μm,再加上拉伸试样的断裂位置附近发生较大的变形,不容易区分断裂发生在焊缝区还是热力影响区,所以,此处所指的焊缝位置附近包含焊缝区和热力影响区。高温拉伸样品的断口形貌如图12所示,时效前与时效500 h样品断口的宏观形貌均包含剪切唇、放射区和纤维区,而时效1000和3000 h样品的断口平齐仅由放射区构成。因此,可以判断时效前和时效500 h样品在断裂时发生较大的塑性变形,为韧性断裂。而时效1000和3000 h样品在断裂时几乎没有发生塑性变形,为脆性断裂。从图12a可以看出,时效前样品断口的微观形貌为大型韧窝周围密集分布着大量小尺寸的韧窝,时效500 h样品断口的微观形貌为均匀分布的等轴韧窝(图12b),说明时效前和时效500 h样品的断裂机理均为韧窝断裂。其中时效前样品中韧窝的尺寸和深度均大于时效500 h样品,说明其塑性变形能力最强。时效1000和3000 h样品断口的微观形貌呈冰糖状,断裂机制为沿晶断裂,几乎没有塑性变形能力。
图11 不同时效时间接头断后高温拉伸样品的宏观形貌
Fig.11 Photos of fractured high-temperature tensile specimens before and after aged at 700 ℃
图12 不同时效时间接头高温拉伸样品的断口形貌
Fig.12 Macro- and microstructures of high-temperature tensile fracture surfaces before (a) and after aged at 700 ℃ for 500 h (b), 1000 h (c) and 3000 h (d)
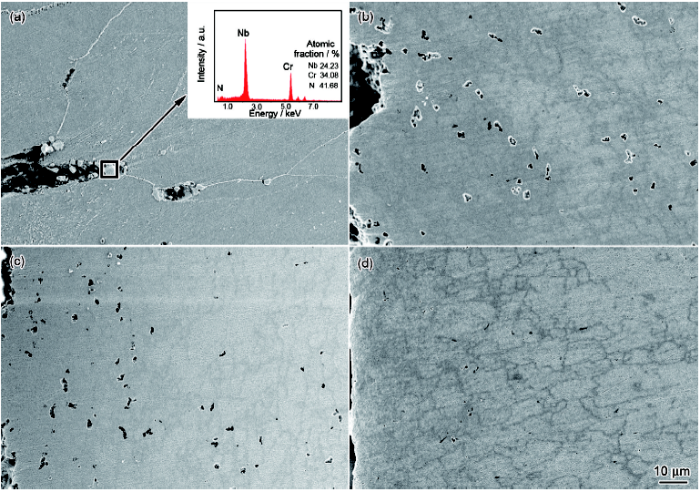
为了进一步探究导致接头拉伸试样断裂的原因,截取样品断口周围的纵截面进行分析。从图13a可以看出,时效前接头样品的断裂位置在母材区,裂纹由晶界上大尺寸颗粒处开始扩展,EDS结果表明这类大尺寸颗粒为NbCrN相,是在凝固过程中形成的初生相。奥氏体晶粒的尺寸较大,初生的NbCrN相颗粒在晶界处产生应力集中,导致裂纹从晶界处萌生继而造成断裂。图13b~d表明,时效500~3000 h的样品在焊缝附近发生断裂,裂纹均从σ相位置处形成。结合前文分析,焊缝附近组织在线性摩擦焊过程中发生动态再结晶,奥氏体的晶粒尺寸远小于母材区,且在高温和应变作用下析出大量亚微米级M23C6相颗粒和纳米级NbCrN相颗粒。在细晶强化和析出强化的共同作用下,时效前接头的高温力学性能优于母材,由此可以判断是时效过程中形成的σ相恶化了焊缝性能。σ相在拉伸实验中将直接承受载荷,从而破碎并形成孔洞,裂纹易于在孔洞处萌生并沿晶界扩展,最终造成断裂。随着时效时间的延长,σ相含量增多造成接头高温性能的急剧下降,σ相的含量与接头的高温性能呈反比。
图13 不同时效时间接头高温拉伸样品纵截面的SEM像及EDS
Fig.13 SEM images of longitudinal section in the fractured high-temperature tensile specimens before (a) and after aged at 700 ℃ for 500 h (b), 1000 h (c) and 3000 h (d) (The inset in
在S31042钢的线性摩擦焊过程中,焊缝区和热力影响区发生完全动态再结晶,并在焊缝区中形成2种类型的析出相:亚微米级M23C6相颗粒和纳米级NbCrN相颗粒。细晶强化和析出强化的综合作用使接头的力学性能不低于母材。接头在700 ℃时效过程中,再结晶晶粒没有发生明显长大,晶粒尺寸依然在10 μm以下,焊缝区中NbCrN相的纳米颗粒同样十分稳定,尺寸始终保持在约15 nm。因此,S31042钢线性摩擦焊接头良好的高温力学性能可以在700 ℃环境中保持500 h。而后随着时效时间的延长,接头中的残余应力诱导σ相在焊缝区和热力影响区中的三叉晶界处析出,并主要通过消耗晶界上先析出的链状M23C6相而长大粗化。σ相硬而脆,容易萌生裂纹,随着σ相的形成,高温拉伸样品的断裂位置由母材区移至焊缝附近,接头的高温力学性能随之发生断崖式降低。σ相是造成接头性能恶化的主要原因。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}