
李军
LI Jun
中图分类号: TG244
文章编号: 0412-1961(2018)05-0773-16
通讯作者:
收稿日期: 2017-12-11
网络出版日期: 2018-05-11
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 李 军,男,1984年生,讲师,博士
展开
摘要
铸锭存在严重非均质问题,直接影响最终产品的性能和材料利用率,并制约后续热加工方法和工艺窗口选择。提高铸锭的均质化水平对节能降耗、提高材料利用率、保障构件服役性能和重大装备建设具有重要意义。本文介绍了大型铸锭非均质化因素如成分偏析、夹杂、缩孔/疏松和晶粒不均匀问题及其在后续热加工中的演变,提出了铸锭均质化窗口的概念;介绍分析了大型铸锭凝固过程宏观偏析数值计算和模拟研究的新进展以及提高铸锭均质化水平的新方法;针对冷却速率不均、不可控多相流动和非平衡溶质分凝3个造成铸锭非均质的根本原因,提出了可以根据目标均质化窗口进行铸造过程预设计的层状铸造(layer casting)新方法,建立了层状单元分配和变成分浇注成分控制模型。数值计算模拟和实验验证表明,层状铸造在降低多相流速、均化冷却速率、改变溶质分凝方面效果显著,提高了铸锭的均质化水平,并可大幅度降低设备投资、节能降耗,有望应用于高品质大型铸锭制造。
关键词:
Abstract
The inhomogeneity in large ingots not only decides the final properties of the product, but also restricts downstream hot working processing severely. It is very important to improve the homogeneity of ingots for saving energy, improving material utilization ratio, increasing performance of component, and the construction of key equipment. In this paper, the general inhomogeneity problem in large ingots, such as macrosegregation, inclusion, shrinkage porosity, and large crystal have been introduced. The evolutions of this inhomogeneity in the subsequent hot working processing have also been discussed, based on which the concept of homogeneity window for large ingots has been proposed. The research progress of numerical simulation of macrosegregation in large ingots and some new methods for improving the homogeneity of large ingot have also been introduced and analyzed. Three fundamental reasons for the inhomogeneity of ingots were concluded, i.e. the uneven cooling rate, the uncontrollable multiphase flow, and the solute redistribution during solidification. Aiming at these three fundamental reasons, a novel casting method called layer casting (LC), which has been proposed by our team recently, was introduced to modify the serious inhomogeneity problem in large ingots. In this method, molten alloy was poured into the mold separately and layer upon layer. As soon as the poured molten alloy solidified to a critical volume fraction range, the next layer amount of molten alloy was poured into the mold. For each layer, the mass, composition, and pouring temperature of poured molten alloy could be artificially designed and controlled based on the target homogeneity window. Both experiment and numerical simulated results shown that, in comparison with conventional ingot fabrication method, the LC method can significantly decrease the uncontrollable multiphase flow, uniform the cooling rate, and improve the solute redistribution, subsequently, improve the homogeneity of ingots. For large ingots fabrication, the LC method has the potential to substantially decrease the energy consumption, materials consumption, and the investment of large equipment. Its wide application prospect for high quality large ingots is also expected.
Keywords:
铸锭是金属材料的母坯,铸锭经锻造、热处理等后续加工形成最终构件。因此,铸锭的品质不仅直接影响最终产品的性能和材料利用率,而且制约着后续的热加工工艺窗口。尽管连铸连轧、连续铸轧等新技术已经获得了广泛应用,仍有20%以上的金属材料需要经历铸造成锭过程。因此,铸锭制造已经成为热加工节能降耗、提高金属材料品质的瓶颈问题。大型铸锭是制造新型核电、火电等大型装备核心构件——大型锻件的关键坯材,直接关系到国家重大工程的实施能力、建造质量和服役安全,对国计民生具有重要的意义,其发展水平是衡量一个国家综合国力的重要标志[1]。
大型铸锭尺寸巨大,浇注和凝固的高温金属熔体达数百吨,凝固时间长达100 h以上,凝固过程中铸锭各区域间冷速差异达100倍以上。因此大型铸锭组织不均匀、宏观偏析、缩孔/疏松、热裂和杂质富集等非均质问题十分突出[2]。此外,大型铸锭生产成本高、用量少,多为定制化生产,难以直接进行实验研究,使得建立稳定可靠的长效工艺性能控制制度尤为困难。
大型铸锭的非均质性,如夹杂和成分偏析,不能在后续的加工过程中消除,致使锻件性能不高或导致报废;同时非均质性对其后续热加工方法的选择和工艺程序、参数的制定具有重要的影响,如成分、晶粒形貌和尺寸的过度起伏致使铸锭各区域的变形抗力、变形行为以及动态回复和再结晶产生巨大差异,造成变形工艺难度增大甚至引发锻造开裂而引起变形失败。据统计,大型锻件生产中60%的不合格产品都是由于铸锭质量问题引起的[3]。
随着新型装备向着“大型化、一体化、高性能化” 发展以及制造过程的低消耗要求的提高,铸锭制造将面临更复杂的合金体系和更苛刻的组织/缺陷控制要求,均质化问题势必日益突出。揭示铸锭非均质问题的成因并进行预测是研究铸锭的一个重要方面,而发展新的提高铸锭均匀性的方法对保障重大装备制造、降低制造过程消耗具有现实和长远的意义。
本文首先介绍了大型铸锭的一些主要非均质问题及其在后续加工过程中的变化,介绍和分析了铸锭凝固过程宏观偏析数值计算和模拟研究的新进展;介绍了本课题组最近提出的一种可以根据目标均质化指标进行铸造过程设计的层状铸造(layer casting,LC)新方法。这种层状铸造方法有效提高了铸锭的组织均匀性,降低了铸锭的宏观偏析,并可根据不同的均质化元素进行浇注过程设计,有望推广应用到大型铸锭的高均质化制备,解决铸锭制备中的高品质、节能、降耗、增效的瓶颈问题,具有较为广泛的应用前景。
铸锭非均质包括本体连续性不均匀如成分偏析和晶粒(形状和尺寸)的空间变化,以及破坏本体连续性的异质体如夹杂、孔洞等。除可以对非均质现象刻意利用的一些特殊情况(如梯度材料、多孔材料)外,一般都希望提高铸锭的均匀性。
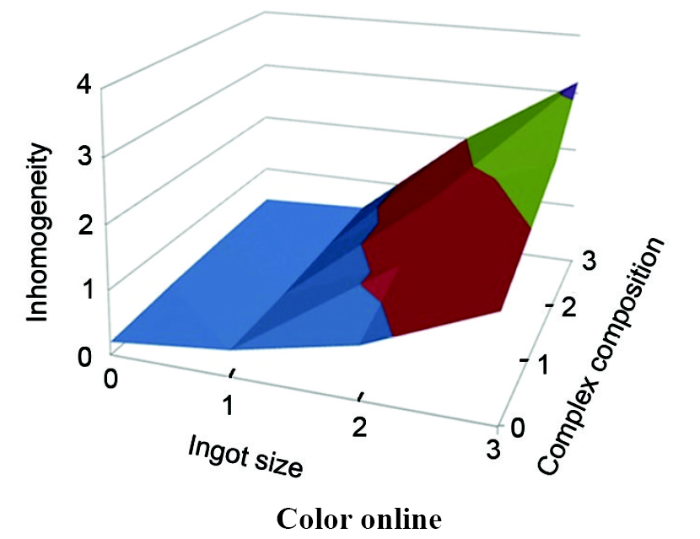
铸锭非均质随铸锭尺寸增大和合金组元多元化而加剧(图1)。在相同铸造工艺条件下,尽管最小晶粒尺寸同为100 μm,但50、200和600 t SA508-3合金铸锭的最大晶粒尺寸分别>5 mm、>10 mm和>20 mm;相同铸造条件下,含C量同为0.25% (质量分数,下同)的SA508-3铸锭中的C含量变化范围为0.1%~0.4%,而Fe-C合金则为0.2%~0.3%。因此铸锭的大是相对的,实际上是制造难度增大。
图1 合金成分和铸锭尺寸对铸锭均匀性的影响示意图
Fig.1 Schematic of the influence of composition and ingot size on inhomogeneity of ingots
铸锭非均质因素之间是相互促进的。成分偏析、晶粒不均匀和夹杂、孔洞这些非均质因素间相互制约、相互促进。成分偏析超过形成化合物的临界条件将产生二次夹杂;Li等[4]研究表明,夹杂促进枝晶间熔体的流动,加剧成分偏析,进而通过对非金属夹杂的控制,实现降低铸锭成分偏析的目的。
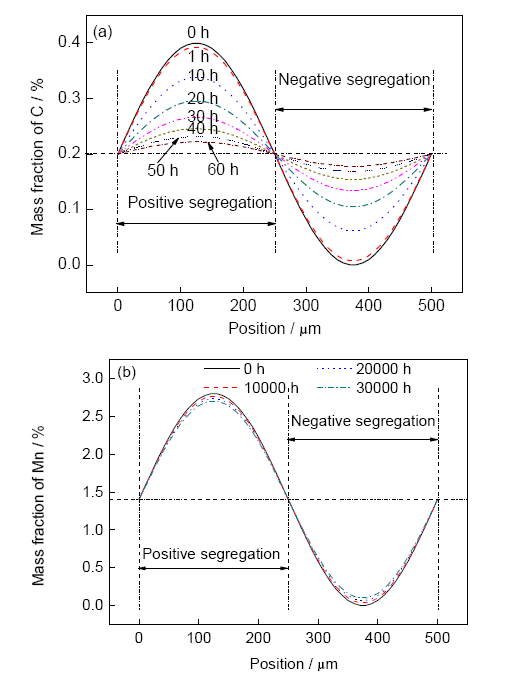
锻造和热处理是铸锭后续加工的典型过程,与单个加工过程相比,对铸锭后续加工中的非均质因素的演变及其影响的研究很少。根据核电大型锻件热加工统计的4种非均质因素在后续加工中改变的情况可归结为:(1) 宏观成分偏析。对于间隙性原子,由于扩散系数较大,在后续热加工中可得到一定程度的均匀化,而置换性原子不能。图2给出了从扩散的角度计算SA508-3合金中C和Mn含量的变化情况,而关于锻造应力如何影响扩散的问题尚未见报道。(2) 晶粒不均匀。晶粒不均匀对最终产品的性能影响不大,但影响锻造工艺和参数的选择。由于等轴晶和柱状晶以及不同尺寸晶粒的变形抗力和加工硬化速率不同[5],在同一锻造温度和变形速率下可能造成锻造失败。(3) 夹杂。在锻造过程中有些脆性物质被破碎,大多数将不发生改变。Bitterlin等[6]对高镍中碳低合金钢铸锭锻造后的裂纹进行了研究,发现裂纹处晶粒尺寸与无裂纹部位有明显区别,认为裂纹的产生是由于反常的晶粒尺寸促进了氧化物在晶界处的聚集,导致晶界脆化并在冷却过程中出现裂纹。(4) 孔洞。锻造的主要任务之一就是孔洞压实、焊合,Zhang等[7]给出了孔洞压实的应力应变条件,证明铸锭中的孔洞限制了锻造成形工艺参数的选择窗口。
图2 数值计算SA508-3合金中C和Mn含量分布随退火时间的变化
Fig.2 Simulated distributions of C (a) and Mn (b) contents varied with annealing time for SA508-3 alloy
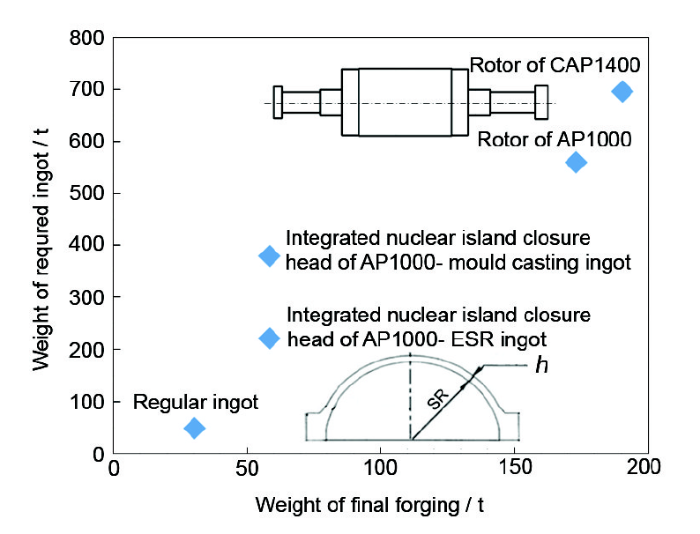
实际生产中一个显著的结果是,核电锻件铸锭材料的利用率随锻件尺寸和形状复杂性的增大显著降低(图3),尽管如此,锻造和热处理时锻件开裂仍有发生。
图3 合金铸锭重量随锻件重量的变化
Fig.3 Variation of required weight of ingot with final weight of forging (h—thickness, SR—surface radius)
因此,揭示后续热加工过程中铸锭非均质因素的演变和影响,为铸锭质量控制和后续加工工艺的精准选择提供科学依据是一个重要研究内容。
非均质是铸造材料的本征特性,盲目追求均质化既不现实也不经济。综合考虑后续热加工对各非均质因素的改造能力和产品性能、成本、消耗等目标参量,为铸锭提出一个均质化窗口,是一个切实可行的思路。
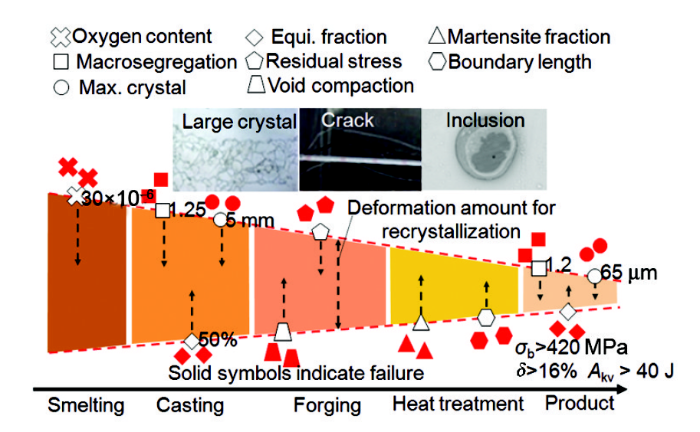
图4给出了AP1000核岛顶盖锻件在热加工各阶段均质化窗口的演变,将锻件产品的性能和性能分布要求转变为对组织和成分分布要求,结合后续加工对非均质因素的改造和容许能力,反推形成铸锭的均质化窗口(涉及工艺参数,隐去了其中的具体数据)。
图4 AP1000核岛顶盖锻件的均质化窗口示意图
Fig.4 Schematic of the homogeneity control window of nuclear island closure head of AP1000 (Each symbol indicates one parameter. All solid symbols indicate the failure of materials. σb—tensile strength, δ—elongation, Akv—impact energy)
铸锭生产有2种基本方法:整体浇注的锭模铸造(模铸)和逐层浇注(熔化)凝固的电渣熔铸。由于电渣熔铸是锭模铸造的特例,在此仅论述锭模铸造。
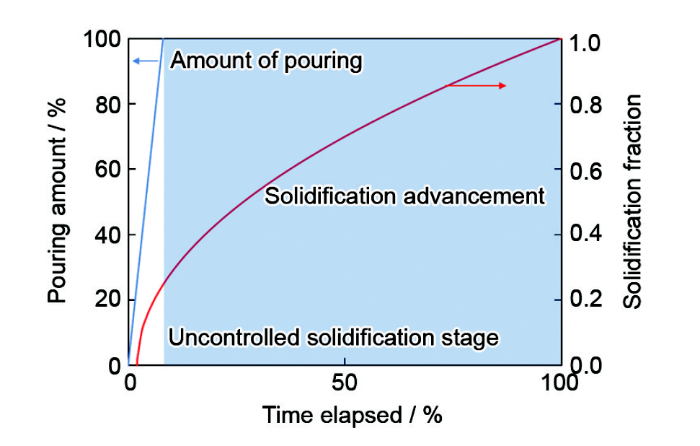
锭模铸造是金属材料铸锭铸造的基本方法,可以制造数公斤到数百吨的各类合金铸锭。自19世纪70年代起人们就开始采用模铸制造铸锭,并进行了大量的铸锭铸造与解剖实验,研究分析铸锭的内部质量、组织结构、成分等[8,9],建立了著名的平方根定律(图5)[10],成为铸造从技艺走向科学的里程碑。
图5 模铸时浇注量和凝固进程与时间的关系
Fig.5 Schematic of the relationship of pouring amount and solidification fraction with time elapsed for mould casting
虽然模铸方法在大型铸锭生产方面有着独特的优势,但也存在许多问题,其根源就在于溶质分凝、凝固速率随时间以平方根关系而降低,以及凝固过程中不可避免并随着铸锭尺寸的增大愈演愈烈的多相流动。
从溶质分凝方面,通过合金组元的调配,降低溶质在液固两相的溶解度差异,使溶质分配系数趋近1,进而降低成分偏析,发展低偏析合金[11]。这种方法的局限在于合金性能的要求使得成分的可改变窗口受限。
提高凝固速率可以使用金属铸型(或表面可熔铸型)、施加内冷铁2个方面进行。使用金属铸型可以整体增大凝固冷却速率,但不能改变凝固不同阶段冷却速率的差异,在生产更大铸锭时效果明显下降。Zeng等[12]的研究表明,使用表面可熔铸型在提高铸锭冷却速率方面有显著效果。采用内冷铁[13]对提高冷却速率、降低冷速差异有一定效果,但在实际生产中实施难度较大。Sang等[14]提出通过加入特定成分的固态钢球来控制底部负偏析的方法,该方法在500 kg铸锭的浇铸过程中得到验证,但是该方法工艺不好控制并且有可能会带来更多的不稳定因素。
Li等[4]通过控制夹杂物引起的熔体流动降低成分偏析,发现夹杂物超出一定阈值时引起更剧烈的流动,带动高溶质含量熔体参与凝固造成异常成分偏析。根据这一认识,他们发展了铸锭偏析控制的新方法并在生产中得到了应用。
作为提高铸锭均质化的综合方法,Zhao等[15]研究了脉冲磁致振荡对铸锭凝固组织的影响,通过脉冲磁致振荡促进表面(型壁)等轴晶游离,大幅度提高了铸锭的等轴晶比例,减少了粗大晶粒和柱状晶,降低了成分偏析,并在百吨级特种钢中进行了中试。Zeng等[16]研究了熔体处理对X12CrMoWVNbN10-1-1合金凝固组织的影响,认为熔体处理增大了凝固过冷度,促进异质形核,从而提高了等轴晶比例,降低了成分偏析,这是该方法首次在大型铸锭的尝试,类似的研究在高温合金细晶铸造中已有报道[17]。
在铸锭铸造中施加外场的研究一直是一个热门话题,电场[18]、电磁场[19]、超声波[20]、振动[21]等方法在不同的铸锭生产中得到了尝试,但在面对更大的铸锭时都遇到了难题。
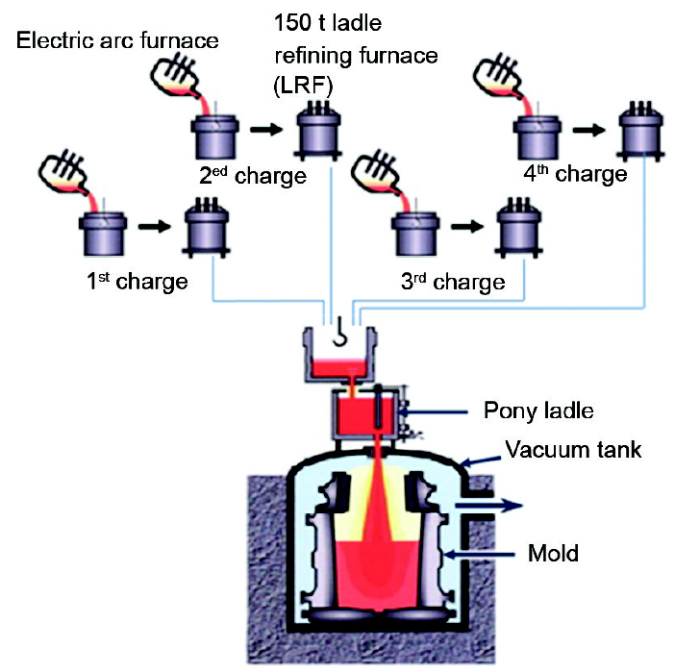
当铸锭重量超过单炉容量时,多包合浇是唯一的选择。多包合浇时,多个熔炉熔炼的金属液多包次依次浇注到铸锭模中,提高浇注过程的连续性和稳定性。图6[22]所示为600 t铸锭的多包浇注示意图。随着铸锭合金化程度增大和纯净度要求的提高,为了避免钢液的氧化,当铸锭重量超过100 t时,通常采用真空浇铸。
图6 600 t铸锭冶炼、浇注示意图[
Fig.6 Schematic of the smelting and pouring processing of 600 t steel ingot[
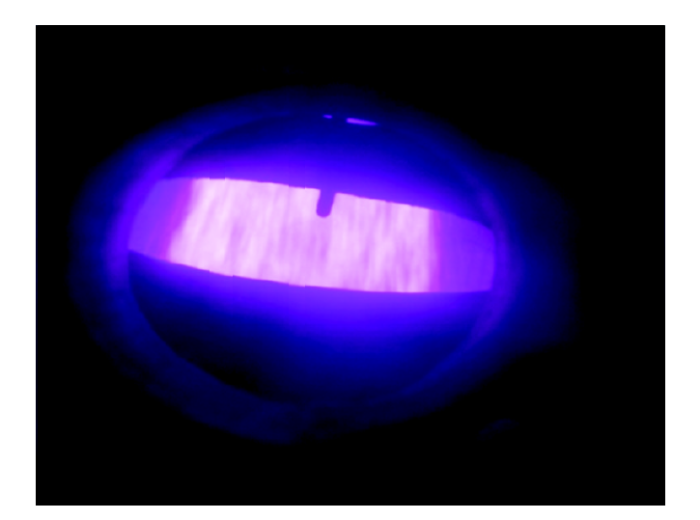
多包合浇时,金属熔体以散流形式浇入铸型(图7),增大了熔体与真空环境的接触面积,有利于溶解性气体原子的排出。在凝固本质上多包合浇与其它模铸没有区别,但为铸锭偏析的控制提供了一个新思路。
一般而言,铸锭底部是负偏析区、上部是正偏析区。因此,在开始时浇入溶质含量高的熔体、在后期浇入溶质含量低的熔体,则有可能减缓成分偏析。目前对这种变成分多包合浇的尝试仅针对钢中的C进行了研究[23],成分调整方案多按经验决定,相关研究报道较少。其中,中国一重设计了100 t异形中间包,采用变成分多包合浇技术,通过水模拟与数值模拟研究了多包浇注过程的夹杂物上浮、宏观偏析等[24]。日本制钢所结合钢液高纯净化处理以及变成分优化多包合浇制造低压转子用600 t铸锭[25]。中国二重研究了多包合浇时各包次的浇注温度、合金元素阶梯式差异化控制,并在600 t铸锭上进行了实验[22]。
Tu等[26,27]提出了“钢包-中间包-模具”模型,数值模拟了292 t工业铸锭分三包的多包浇注过程:第一包钢液C含量较高,第三包钢液C含量较低,多包浇注完成后,模具内底部C含量高,顶部C含量低,减轻了铸锭底部负偏析和顶部正偏析。Li等[28]对360 t铸锭的多包合浇与凝固过程进行了模拟研究,指出最后一包钢液的浇注时间对最终的宏观偏析有较大影响,合理选择最后一包的浇注时间可以有效控制铸锭中心线上的宏观偏析。
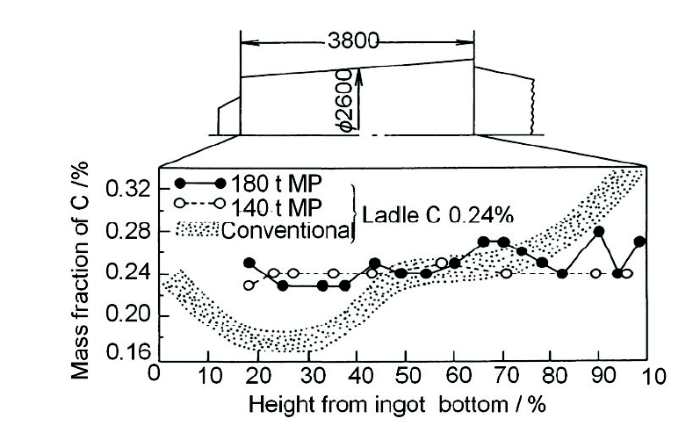
变成分多包合浇虽然在一定程度上可以改善铸锭的宏观偏析问题,但是随着铸锭尺寸的进一步增大,改善效果显著降低,如图8[29]所示。造成这一现象的原因在于,尽管不同包次浇注的金属液初始成分不同,但在中间包和铸型中进行了混合,导致包次成分调整效果削弱。另外,多包合浇并没有解决铸锭不同区域凝固条件差异大的问题,因此寻求新的解决方案势在必行。
图8 铸锭定成分浇注(140 t)和变成分浇注(140/180 t)铸锭轴线上的C分布[
Fig.8 Carbon distribution along ingot centerlines of large ingots for different pouring methods: conventional vs multiple pouring (MP)[
如前所述,铸锭非均质的本质是溶质分凝、凝固条件变化和熔体流动以及非均质元素间的相互作用。评价、阐释和预测这种非均质现象一直是凝固问题研究的重要部分。由于缩孔缩松等孔洞型非均质可以在锻造过程中改造,而晶粒尺寸与凝固条件关系的研究较为成熟,因此本文仅讨论成分偏析和非金属夹杂问题。
成分偏析是非平衡凝固的结果,偏析的程度随凝固偏离平衡的程度而变化,最大偏析一般发生在冷却速率为10-2~10-1 K/s内,而大型铸锭中长时间的不可控多相流动加剧了宏观偏析、偏析的复杂性及其预测的难度。不幸的是,这正是大型铸锭所面临的凝固环境。
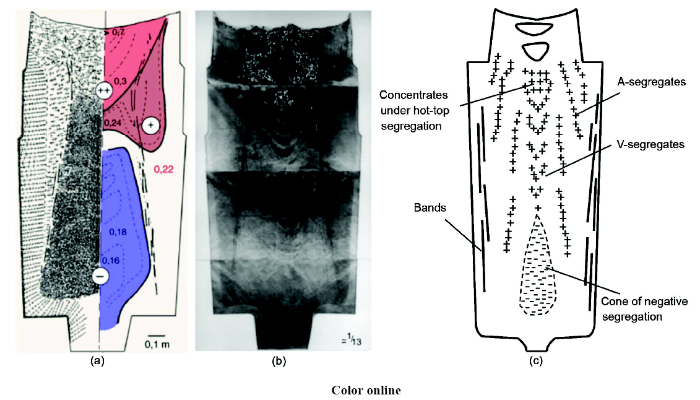
一般地,对于溶质分配系数k0<1的合金元素,先凝固部分含量低而后凝固部分含量高,流体流动致使这种简单的分布变得极为复杂,产生了众多的偏析特征。经典的铸锭解剖实验是在直径1.8 m×3.8 m、重65 t的Fe-0.22%C铸锭上进行的,如图9a和b[30]所示,可以明显看出底部等轴晶锥形沉积区的实际C含量明显低于平均C含量,上部存在C含量达0.7%的正偏析,同时还可以看到主要存在于等轴晶区与柱状晶区的分界线上的A型偏析以及主要分布在铸锭中部等轴晶区的V型偏析(图9c[31])。
图9 大型铸锭典型宏观偏析类型和硫印形貌[
Fig.9 Typical characteristics of macrosegregation (a) and sulphur print (b) in large scale ingot[
其他研究者[30,32,33]采用解剖的方法直接观察了铸锭内部质量缺陷的状态。Pickering等[32]以及Duan等[33]分别解剖了一个12 t及36 t的铸锭,并分别采用X射线荧光光谱分析仪(XRF)和红外碳硫分析仪研究了铸锭中的宏观偏析分布。其中Duan等[33]通过测量1800个数据点的C和S的成分,以此做成C、S宏观偏析云图,为宏观偏析模型的验证提供了参考。
对这种复杂形态偏析的解释吸引了众多研究者的兴趣。关于A偏析的早期研究[34]认为,糊状区中液体流动对宏观偏析的形成有重要影响。Kawai[34]首先提出A偏析是糊状区富含溶质的金属液在重力作用下流动造成的。Li等[35]指出,A偏析起源于糊状区的紊乱流动,但是初始的A偏析带是继续发展还是消失,取决于局部的溶质浓度梯度方向和液流方向,同时指出,等轴晶的存在不是A偏析的必要条件。Li等[4]指出,钢液中非金属夹杂物的上浮促进了A偏析的形成。
V偏析位于铸锭上部,在凝固后期,铸锭中心被松散搭接在一起的等轴晶组成网状结构,该网状结构在对流和凝固收缩的作用下坍塌,富含溶质的金属液填充在由坍塌形成的缝隙中,因此形成了V偏析[36]。Li等[35]基于数值模拟结果推断,V偏析的形成与凝固后期铸锭顶部形成的“局部小铸锭”以及在其内部的等轴晶沉积现象有关。V偏析形成机理复杂,且位于铸锭中心部位,一般情况下会被切除,对最终使用性能影响较小,因此相关研究较少。
底部锥形负偏析区域主要由等轴晶组成,在低合金钢锭中该等轴晶区域可能达到铸锭一半的高度[37]。底部锥形负偏析区域的形成有2个因素:一是排除溶质形成的等轴晶在重力作用下在铸锭底部沉降堆积;二是富含溶质金属液由于密度减小而向上流动。近期研究认为,等轴晶沉降对该负偏析区域形成的作用更大些[37],等轴晶沉降包括非均质形核和枝晶碎片脱落,其中由对流和凝固收缩导致的枝晶脱落占主导作用。
顶部正偏析区域是由富含溶质金属液对流形成的,凝固过程中,溶质不断排出,金属液溶质含量高,因密度减小而向上流动,此过程在铸锭凝固过程中持续进行,最终大量溶质在铸锭顶部富集,形成正偏析区域[35]。
非金属夹杂按其来源可以分为外来夹杂物和内生夹杂物。外来夹杂物主要是冶炼和浇铸时混入钢水中的钢渣和耐火材料,这种夹杂物尺寸较大,位置无规律。内生夹杂物主要是冶炼、凝固过程中的化学反应生成的,如作为钢铁生产中最常用的脱氧剂的Al,其在钢液中的化学当量超过O时,会生成Al2O3[38]。
对于外生夹杂,随着炼钢技术的发展,可以采用真空精炼技术将其有效去除。内生夹杂物颗粒较小,大多分布在铸锭的中心和近中心区域。大型铸锭的冶金和凝固特性决定了铸锭内部不可避免地存在多种内生夹杂物,并且随着铸锭体积的增加,夹杂物尺寸也相应增大。而钢的成分复杂化也导致夹杂物的类型多样化[39]。Zhang和Thomas[40]研究认为,控制溶质元素含量对夹杂物的影响,不仅需要在熔炼阶段尽量提高脱氧程度,还应在浇铸阶段尽量避免空气的二次氧化,尽量让夹杂物在凝固前上浮去除。
研究者[41,42,43,44,45]通过热力学和动力学计算对夹杂物的析出与长大进行了研究。Wang等[42]对含Ti低碳钢中的夹杂物之间的竞争析出的关系进行了计算,并给出了成分控制方案。Park等[43]对Al在Mn-Si-Ti-Mg脱氧钢凝固过程中产生的夹杂物进行了计算和实验验证,解释了夹杂形成元素对夹杂物变化的影响和复合夹杂的形成机理。顾磊明等[44]讨论了痕量元素在含(11%~30%)Cr超纯铁素体不锈钢凝固阶段夹杂物析出的重要作用。Wang等[45]揭示了含21%Cr的超纯铁素体不锈钢中不同类型夹杂物的析出次序。
另外,不少学者采用解剖的方法研究了夹杂物在铸锭中的分布及其形成机理。Henschel等[46]研究发现,18CrNiMo7-6钢在不同材料坩埚中熔炼后生成夹杂物的种类、数量和尺寸都不同。Liu等[47]解剖了16.8 t P12铸锭和5 t H13铸锭,结果表明,夹杂物在铸锭中分布不均匀,铸锭底部中心位置有大量夹杂物聚集,而顶部中心夹杂物含量较少,且这种分布不均匀随着铸锭吨位的增大而加剧。Li等[4]通过解剖不同工艺条件下生产的大型铸锭,发现夹杂物对大型铸锭中A偏析的形成有重要影响,其重要性要高于传统认为的枝晶间的热溶质对流。
大型铸锭尺寸大、造价高,加上铸造过程复杂的高温动态环境,直接通过实验进行研究既不经济、难度又极大,因此基于物理模型和数值模型的数值模拟和预测成为首选。
目前,数值模拟已经实现了铸造工艺设计、铸造凝固过程的数值预报和可视化,量化水平不断提高。许多商业软件在铸件充型、凝固过程模拟以及缩孔/疏松的预测方面已趋于成熟,包括德国的MAGAMSoft[48]、美国的ProCAST[49]、“华铸CAE”[50]、清华大学的铸造之星“FT-Star”和中北大学的CASTsoft[51]等。除了缩孔/疏松,研究者们分别对铸锭微观组织[52]、宏观偏析、夹杂物分布[40]、热裂纹等缺陷进行了大量的数值模拟研究。本文着重讨论大型铸锭中宏观偏析的模拟预测。
自Flemings和Nereo[53]推导出计算宏观偏析的“局部溶质再分配方程” (local solute redistribution equation)之后,宏观偏析的数学模型得到了不断的发展,多计算域模型、连续介质模型、体积平均模型、多相流耦合模型等相继被提出。
在多计算域模型中,每个域(液相和固相)都有各自的质量守恒方程、溶质守恒方程、动量守恒方程和能量守恒方程,求解时需耦合各域之间的边界移动。Fujii等[54]首次采用多域模型耦合能量和动量守恒方程求解糊状区的温度场,并与实验结果比较,成功预测了通道偏析,并通过调整钢液成分调控通道偏析。Ridder等[55]首次考虑了自然对流对枝晶间流动的影响,并以Sn-Pb合金的实验对凝固模型进行研究。后来也有多域耦合计算的研究[56],但是由于该模型在跟踪各域之间的边界方面存在较大困难,尤其是考虑到复杂的枝晶形貌时,模型求解难度急剧增加。
针对多计算域模型的不足,Bennon和Incropera[57]基于经典混合理论,建立了二元合金凝固时的传热、传质和动量的单域连续介质模型。在该模型中,液相区采用Navier-Stokes方程求解液体流动,而在糊状区采用Darcy定理来处理固相对液体的流动阻力,最终成功预测了A偏析。
20世纪80年代,Beckermann和Viskanta[58]建立了凝固宏观偏析的体积平均模型。在区域中取任意固相分数的体积单元为积分对象,用统一的守恒方程描述液相区、固相区和糊状区的凝固过程,是一种单区域模型。该模型很好地耦合了宏观传输现象和微观晶体生长过程。并通过实验和模拟相结合研究了NH4Cl水溶液在自然对流作用下的凝固过程。随后Ganesan和Poirier[59]基于体积平均理论进一步推出了糊状区液相流动的质量和动量守恒方程。Voller等[60] 也把体积平均法推广到了宏观偏析的预测。此后,很多研究者进行了模型修正,并把研究结果应用到实际生产中的宏观偏析预测,如Ahmad等[61]采用多重自适应网格剖分的有限元方法对控制方程离散,对糊状区的相应网格进行自适应细化,节省了计算时间,更能准确反应流动情况和溶质分布状况。Chiang和Tsai[62]将收缩引起的流动纳入模型之中。
基于体积平均思想,研究者建立了等轴晶-液相两相凝固模型,并用于大型铸锭的宏观偏析预测。其中,Schneider和Beckermann[63]建立了多组元合金钢的凝固偏析预测模型,并成功预测了铸锭中的宏观偏析和通道偏析。Gu和Beckermann[64]基于之前模型,建立了适用于多组元的大型铸锭凝固宏观偏析预测的模型,成功预测了43 t大型铸锭顶部正偏析区域和顶部缩孔。然而,因为该模型忽略了等轴晶的沉积,没能有效地预测到铸锭底部的负偏析。
Combeau等[65]建立了考虑固相移动和等轴晶枝晶结构的两相模型,并将初生相的背扩散、共晶相析出和凝固重熔现象纳入模型。数值模拟3.3 t铸锭的宏观偏析结果显示,在铸锭中心线处分布状况的模拟结果与实验测量值比较相近,表明等轴树枝晶模型能较准确预测该3.3 t 工业铸锭的宏观偏析,而球状晶模型过度预测了底部负偏析区域。这说明考虑枝晶结构的晶粒能提高铸锭宏观偏析预测的准确度。采用该模型先后数值模拟了6.2 t[66]、65 t[67]铸锭的凝固与宏观偏析形成过程。
文献[68,69,70]建立了基于体积平均法的固液两相凝固模型,采用简单数值处理方法考虑了凝固收缩,比较研究了传统单包浇铸和多包合浇438 t铸锭的宏观偏析分布,结果表明,多包浇铸能缩小顶部正偏析并改变铸锭偏析的分布。如Li等[68]研究表明,铸锭的底部锥形负偏析区域与凝固过程中的热熔质对流有直接关系。
文献[71,72,73]以Euler法和体积元平均技术为基础,建立了考虑固相移动的大尺寸铸锭宏观偏析数学模型,研究了纯自然对流以及包含固相移动2种情况下宏观偏析形成的模式,分别预测了3.3 t[71]、5 t[72]和360 t[32]铸锭的宏观偏析,考察了多包合浇工艺对宏观偏析预测结果的影响[28]。近期Cao等[73]建立了耦合粒子跟踪与多相流技术的凝固模型,研究夹杂物对铸锭凝固的影响,发现铸锭凝固过程中非金属夹杂的上浮对A偏析的形成具有促进作用。
但是,上述模型均没有将柱状晶和等轴晶分开处理,忽略了柱状晶和等轴晶的相互作用,因此不能预测柱状晶向等轴晶的相互转变。
Li等[74,75]和Wu等[76,77]在铸锭宏观偏析预测方面做了大量的研究,基于体积平均方法先后建立了两相模型[74,75]、等轴晶-柱状晶混合三相模型[76]、枝晶状混合五相模型[77]。模型耦合了铸锭凝固中的传热、传质、流动等宏观现象以及形核、晶粒长大、晶粒沉积、溶质再分配等微观过程,并采用简单的方法记录了柱状晶枝晶尖端的位置,考虑了等轴晶与柱状晶的竞争生长与相互作用机制,具备了预测柱状晶向等轴晶转变(CET)的能力。并先后在2.45 t[35]、36 t[78]铸锭中进行应用,成功预测了底部锥形负偏析区、A偏析等典型偏析以及柱状晶向等轴晶转变,预测结果与实验测量结果相近。但是,在模拟更大铸锭时,因为模型将等轴晶处理成完全的球形,高估了等轴晶的沉积速率,进而过度预测了铸锭底部的锥形负偏析区[35]。目前,又开发出三元合金的凝固模型[79]和考虑凝固收缩的多相混合模型[80]。
本文作者的研究团队对Wu等[76]的混合三相模型进行了拓展,在球状等轴晶模型基础上进一步考虑简化的等轴晶枝晶模型,分别建立了枝晶状等轴晶模型[81]、枝晶状等轴晶-柱状晶混合模型[82]以及多缺陷耦合预测四相模型[83]。相对于球状等轴晶模型,考虑等轴晶枝晶结构及二次枝晶间距不仅可以消除对等轴晶沉积速率的过度预测,而且还可以降低对等轴晶生长速率的过度预测,进而改善球状等轴晶模型对铸锭底部锥形负偏析区的过度预测(图10[84]),预测结果更接近实验值。
图10 数值模拟3.25 t铸锭偏析结果[
Fig.10 Final macrosegregation color maps of 3.25 t steel ingot predicted by simplified dendritic model (a), globular model (b), and the comparison between simulated and experimental macrosegregation distributions along the central line for different models (c)[
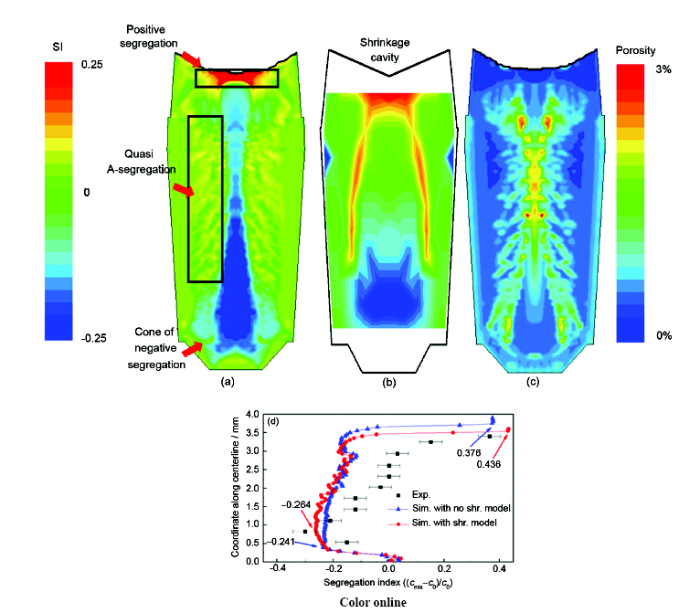
除凝固收缩、夹杂物等引起的流动外,缩孔的存在也会影响凝固后期金属液的流动方向,进而影响宏观偏析。本文作者研究团队[83]在混合多相流基础上引入空气相进一步考虑凝固收缩,建立了多缺陷耦合同步预测的四相模型。模型中四相包括:液相、考虑枝晶结构的等轴树枝晶相、柱状晶相和空气相。等轴树枝晶由人为定义的包络线包裹着,包络线即树枝晶中一次枝晶与二次枝晶的尖端连接线,模型中的等轴树枝晶包括固相骨架和枝晶间液体,因此,等轴树枝晶外的液体与枝晶间的液体组成计算域的液相。液相、等轴树枝晶相和空气相是运动相,通过求解对应的动量方程获得各相的运动速度,而柱状晶相是静止相。柱状晶简化成圆柱体,从模具壁开始向铸锭中心生长,其生长区间由液相温度梯度条件(TGc≥60 K/m)和阻塞条件(fenv≤0.49,其中fenv为考虑枝晶结构的等轴树枝晶相包络线包含的体积分数)确定,也就是说当单元温度梯度大于60 K/m且没有足够的晶粒塞集在柱状晶生长前端时,柱状晶才能自由生长。晶粒的形核过程采用三参数均质形核模型,具体的模型描述及参数设置参照Wu等[76]的研究。等轴树枝晶的生长速度(vtip)是通过 Kurz 等[85]推导的 KGT 模型计算所得,而根据浓度扩散来计算内部的固相生长速度(vRs)。假设固/液界面处热力学平衡,即固/液界面处的溶质平衡浓度(cl*、cs*、cc*)通过相图计算获得,而液相的溶质浓度(cl)、等轴树枝晶固相的溶质浓度(cs)和柱状晶浓度(cc)通过求解溶质传输方程获得,因此偏析可通过固液三相的混合浓度(
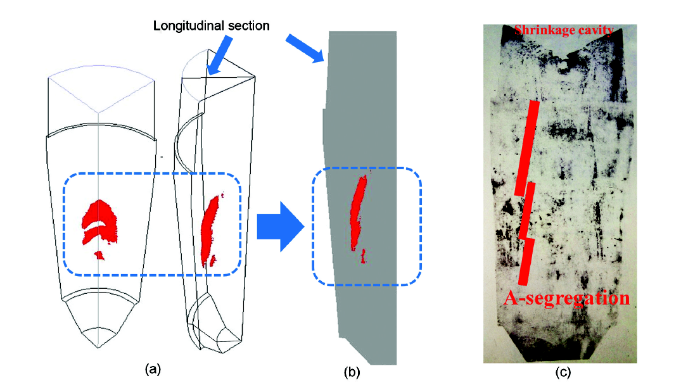
模拟研究了55 t铸锭的凝固(图11[83]),结果表明,考虑空气相可以提高预测的准确性(图11d),并成功预测了铸锭中的三维A偏析形貌(图12[83])。
图11 55 t铸锭宏观偏析模拟结果、实验测量与重构结果、缩松宏观形貌和中心线上宏观偏析分布曲线[
Fig.11 Macrosegregation of 55 t steel ingot[
(a) 2D case with 4-phase shrinkage model (b) experimental result(c) shrinkage (d) segregation index along centerline
图12 三维算例中的A偏析形貌[
Fig.12 Characteristic of 3D A-segregation[
(a) 3D channel segregation pattern
(b) longitudinal section of channel segregation
(c) experimental A-segregation
另外,李文胜等[86]、Ludwig等[87]以及Wu等[78]分别对铸锭偏析模拟研究进行了非常详尽的综述。铸锭成分偏析的数值模拟研究揭示了流动造成的大型铸锭成分偏析的机理和复杂性,正是由于这种复杂性以及实际铸锭尺寸、形状、合金等的个性化,不能苛求一种模型可以适用所有铸锭。
描述和预测铸锭偏析等非均质问题的本质之后,本文介绍本课题组最近提出的一种新的提高铸锭均质化的方法,希望能够对解决铸锭问题有所借鉴。
在解决大型铸锭中的溶质分凝、凝固速率降低和熔体流动方面,传统铸锭铸造方法已举步维艰。层状铸造就是从均化凝固速率、降低熔体流速和区域、利用溶质分凝3个方面来进行的。
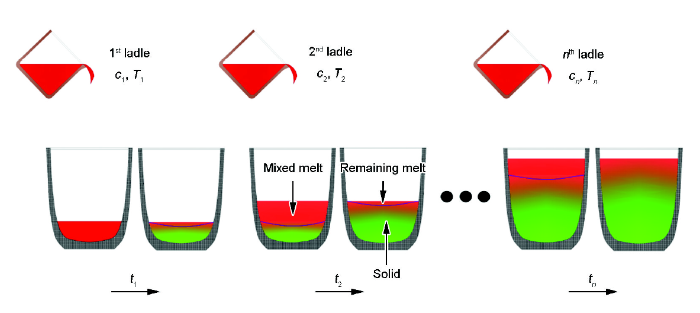
图13[88]是层状铸造过程示意图。根据铸锭尺寸和均质化窗口要求对铸锭所需金属液进行单元离散,各单元合金分别冶炼,按设定时间程序浇入铸型。其浇注程序的制定依据上一单元凝固进程确定,保证单元间的冶金结合。通过单元的间歇式增材形成所需铸锭。
图13 层状铸造工艺示意图[
Fig.13 Schematic of layer casting (LC) (c1, c2,
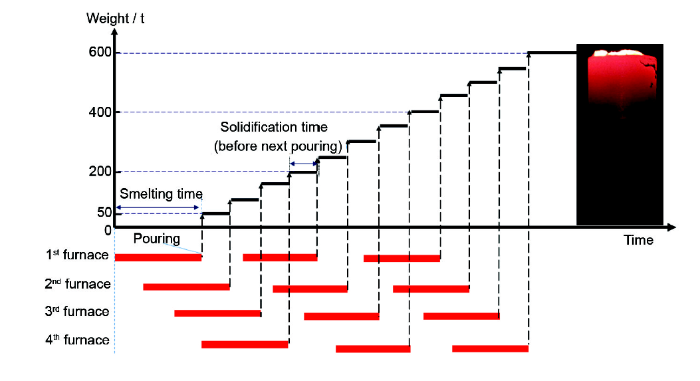
层状铸造具有以下特点:(1) 各单元合金的开始冶炼时间不同;某单元浇注结束后,该熔炉可用于n+1 单元的冶炼,减少了熔炉投入和能源消耗。测算表明:600 t铸锭仅需4 台50 t熔炉(图14);(2) 金属熔体分单元以间歇式浇入铸型,等待时长由前一单元凝固时间确定,避免了金属熔体长时间处于高温状态,有助于氧化夹杂的控制;(3) 凝固过程分区域进行,将大体积凝固降格为若干小体积凝固,提高了凝固冷却速率的均匀性、降低了流速和流动区域,凝固过程通过单元浇注进行调节;(4) 单元成分可变,即可根据对前一单元溶质分凝状态的数值预测,结合铸锭整体元素分布要求,给定下一单元合金冶炼成分,实现铸锭宏观偏析的精准控制。
图14 采用4个50 t炉子熔炼、浇注600 t大型铸锭的层状铸造工艺时序示意图(12次浇注)
Fig.14 Schematic of layer casting procedure on 600 t steel ingot with four 50 t furnaces (The whole ingot was casted by 12 layer pouring)
5.2.1 单元分配 以成分偏析控制为例,设铸锭质量w、偏析控制目标S,设计浇注包数N、单包浇注质量wi。其中S为生产设定的偏析控制目标:
式中,c-c0是原始成分为c0时铸锭的最大目标成分差;cw-c0是原始成分c0、质量为w的铸锭在正常浇注工艺下的最大成分差。
由此,单元i的质量wi为:
可以选择其它均质化元素作为控制目标,如晶粒尺寸、凝固时间、最大流动速率等,只是单元质量分配公式(2)的表现形式不同。
5.2.2 变成分设计 改变浇注单元的合金成分可以进一步提高层状铸造的均质化效果。其核心就是:根据铸锭凝固过程某组元的实时溶质分凝状态调整浇注单元的溶质含量,以使该组元的偏析控制在预定的偏析控制目标内。由此,组元j在第i浇注单元的含量cij为:
其中将单元的重叠量设定为20%。
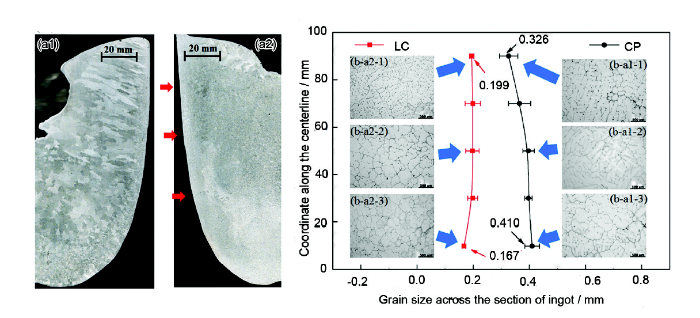
分别在真空炉中进行了X12CrMoWVNbN10-1-1合金20 kg,以及在大气环境中进行了Al-Cu合金4.5 kg铸锭的层状铸造制备[89]。图15[89]给出了Al-Cu合金传统浇注和层状铸造铸锭的组织、微观组织和晶粒尺寸分布。结果表明,层状铸造大幅度提高了等轴晶比例、降低了顶部缩孔区高度。
图15 传统铸造与层状铸造的铸锭铸态组织、微观组织和晶粒尺寸分布比较[
Fig.15 As-cast grain structures of conventional processing (CP) ingot (a1) and LC ingot (a2), microstructural of CP ingot (b-a1-1, b-a1-2 and b-a1-3) and LC ingot (b-a2-1, b-a2-2 and b-a2-3) and distribution of grain size[
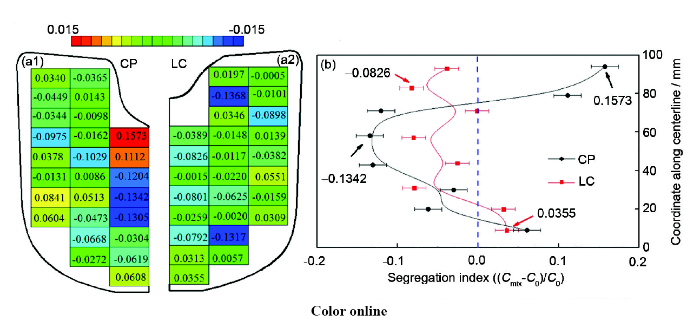
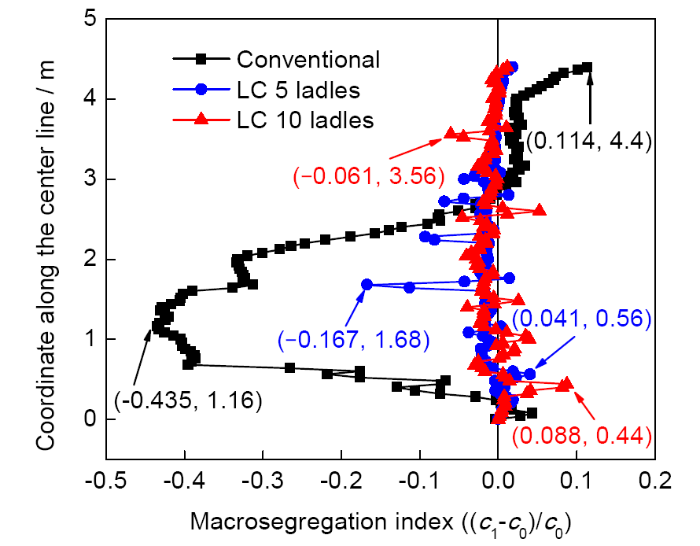
Al-Cu合金铸锭中Cu偏析分布测试(图16[89])表明,与传统铸造相比,层状铸造铸锭的偏析分布范围变窄,成分变化缓慢连续。层状铸造100 t Fe-0.2%C铸锭C偏析的数值模拟计算(图17[88])表明,层状铸造可以大大降低铸锭中的宏观偏析缺陷,提高铸锭组织和成分的均匀性。
图16 传统铸造与层状铸造Al-Cu铸锭中Cu偏析值和铸锭中心线上Cu分布比较[
Fig.16 Distribution of copper composition in term of segregation index (cmix-c0/c0) of CP (a1) and LC (a2) ingots and distribution of segregation index along the centerline (b)[
图17 采用传统铸造工艺和层状铸造工艺制备的100 t钢锭中心线上宏观偏析分布曲线的数值模拟[
Fig.17 Macrosegregation distributions curves, on which the macrosegregation indexs and corresponding coordinates along the center line of some points are given, along the center line of 100 t steel ingots fabricated by conventional casting method, LC method of 5 ladles and 10 ladles, predicted by numerical simulations[
对100 t Fe-0.25%C合金凝固过程中熔体的流动状态计算[88]表明,与传统铸造相比,层状铸造大幅度降低了熔体流速,随着单元数量的增多,流速进一步降低,这将有利于抑制A偏析、V偏析和夹杂的上浮。
(1) 大型铸锭的非均质现象是由其本征特性决定的。为节能降耗、提高材料利用率,根据目标产品的性能要求和后续加工对非均质的改造能力,提出铸锭均质化因素的控制窗口,对铸锭乃至热加工产品的全流程生产过程控制具有现实意义。
(2) 关于铸锭凝固缺陷形成机理的认识逐渐趋于完善,凝固过程冷却速率变化、不可控多相流动以及非平衡溶质分凝是铸锭非均质问题的根源;进一步提高预测结果的合理性和精确度需要耦合夹杂、宏观偏析、缩孔/疏松、流动的相互作用与影响,并考虑特定铸锭的合金、尺寸等生产实际。
(3) 外场作用、熔体处理、内冷铁等方法在改善铸锭质量方面可以发挥重要作用,也有各自的局限性,特别是在面对尺寸更大、成分更复杂铸锭铸造时,技术难度增大,效果降低。
(4) 层状铸造在解决大型铸锭凝固速率均匀性、不可控流动问题以及合理利用溶质分凝方面具有独特的优势,变成分层状铸造能更精确控制成分分布,也可适用于梯度铸锭的铸造;可以针对成分偏析、晶粒组织等不同的均质化因素的窗口要求进行铸锭质量控制的预设计,从而显著提高铸锭的均质化水平。以小容量熔炉循环交替熔炼、浇注,降低了设备投资,有利于节能、降耗。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}