
种晓宇 , 冯晶
, 冯晶
CHONG Xiaoyu, FENG Jing
文献标识码: TG111.4
文章编号: 0412-1961(2018)02-0314-11
通讯作者:
收稿日期: 2017-08-24
网络出版日期: 2018-02-20
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 种晓宇,男,1989年生,博士
展开
摘要
基于有限元分析软件,模拟了在铸造过程中ZTA (ZrO2增韧Al2O3)陶瓷颗粒增强高铬铸铁基(HCCI)复合材料的温度场和热应力。在凝固初期分别以均匀初始温度和非均匀初始温度研究了铸件凝固过程的温度场。充型结束后,当把凝固的初始温度当作不稳定温度场时,更接近实际条件。在研究铸件的温度场过程中,考虑了不同蜂窝形状预制体对温度场的影响。应用了热弹塑性力学模型精确地描述了铸件热应力分布。分别研究了含有不同结构预制体的铸件的热应力,结果表明:热应力会随着预制体孔的边数的增加而逐渐减小。最后预测了热裂纹缺陷,优化了落砂工艺参数。模拟结果和实验结果高度吻合。
关键词:
Abstract
As advanced wear-resistant materials, it is important to promote the process and application of high chromium cast iron (HCCI) matrix composite reinforced by zirconia toughened alumina ceramic particles (ZTAp/HCCI composite). For the purpose of wider applications of this kind of composite, it is urgent to optimize the process parameters of casting process for it. Based on the finite element software the temperature field and thermal stress in ZTAp/HCCI composite during casting process were simulated. The temperature fields of castings are investigated using the uniform initial temperature and the non-uniform initial temperature at the beginning of solidification. It is more appropriate to the actual situation at the end of mold filling process when the initial temperature of solidification is considered as an unstable temperature field. The influence from performs with different honeycomb shapes is considered in the calculations of temperature fields of castings. In this work, the thermo-elastic plastic model was used to accurately describe the thermal stress in the castings with different honeycomb shapes of preforms, and the results indicate that the thermal stress in them decreases with the increase of edge number of holes in preforms. Finally, the hot crack in castings is predicted and the shakeout process is optimized. It is concluded that the simulated results are in good agreement with the experimental results.
Keywords:
颗粒增强金属基复合材料由于其优异的耐磨性,被广泛应用于水泥、电力、采矿、煤炭、机械、造船、冶金和化学等行业。近年来具有优异性能的ZTA (ZrO2增韧Al2O3)陶瓷颗粒增强高铬铸铁基(ZTAp/HCCI)复合材料成为耐磨材料领域中的一个研究热点。众所周知,高铬铸铁是一种具有良好性能的耐磨材料,可以通过具有高硬度和韧性的ZTA陶瓷颗粒进一步增强其性能[1,2]。赵散梅等[3]应用铸渗法制备了ZTAp/HCCI复合材料,其抵抗三体磨料磨损性能是高铬铸铁的2.41倍,不过由于存在较大的铸造应力,在铸造过程中很容易产生开裂。
以往的研究通常使用“试错法”来减小热应力,但这种方法成本很高。随着计算机技术的发展,数值模拟已逐渐被应用到铸造领域,数值模拟方法能快速高效地预测可能产生的缺陷,并能以最少的成本进行工艺优化。傅显钧等[4]基于ANSYS程序计算了铸造过程中材质ZG25的温度场和热应力。孙凌宇[5]通过华铸CAE/ANSYS数值模拟集成系统进行了铸造热应力的分析。Jiao等[6]研究了在淬火过程中工件内部的温度场分布,并推导出淬火介质和工件之间的传热系数。史东丽等[7]研究了42CrMo在淬火过程中的应力场分布。目前有限元分析已被广泛应用于研究结构材料和复合材料的热应力和机械性能[8,9,10,11,12]。
现有的研究结果[13,14,15]表明:数值模拟方法是研究热应力分布的一个有用工具。目前,绝大多数研究集中于单一金属,对于复合材料的热应力模拟鲜有报道[16,17,18,19,20],本课题组[21]的前期研究工作应用有限元分析对ZTAp/HCCI复合材料的充型过程进行数值模拟,优化了相应的铸造工艺参数和浇注系统。本工作进一步应用有限元方法[22]模拟ZTAp/HCCI复合材料凝固过程中的温度场和热应力,并比较了具有不同孔形预制体的铸件凝固过程热应力分布。预测了热裂纹的产生并分析了其原因,最后优化了落砂工艺,以期更好地指导实际生产。
图1a为ZTAp/HCCI复合材料形貌,图1b为ZTA陶瓷颗粒的预制体形貌。实验中根据实际耐磨零件的结构特性设计了浇注系统,模拟中所采用的模型严格按照实际浇注过程中的浇注系统结构和尺寸进行构建,实体模型如图2所示。将该模型导入ANSYS Mechanical中并定义材料的物性参数。根据文献[23]报道,在高温条件下水玻璃砂的分散强度较低,因此,具有良好溃散性的砂型会使铸件不受约束。
图1 ZTAp/HCCI复合材料的实际铸件和ZTA陶瓷预制体的形貌
Fig.1 The actual castings of a high chromium cast iron (HCCI) matrix composite reinforced by zirconia toughened alumina (ZTA) ceramic particles (ZTAp/HCCI) (a) and a preform of ZTA ceramic particles (b)
图2 根据实际铸造条件设计的ZTAp/HCCI复合材料的实体模型
Fig.2 The entity solid model of ZTAp/HCCI composites designed according to the real casting conditions
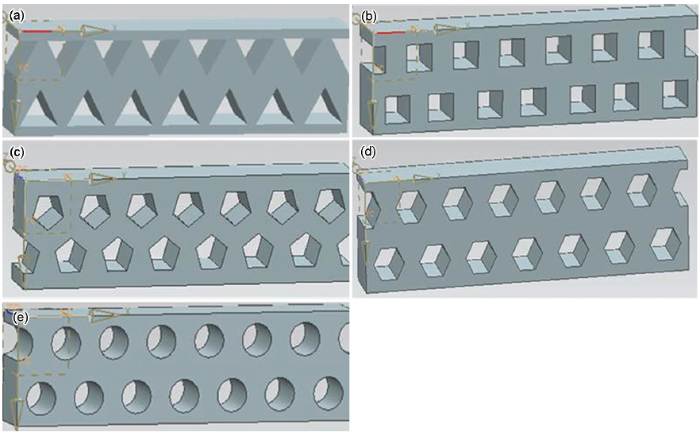
本工作中采用自由收缩模型[5],为了节省计算时间,使用solid70单元划分网格,这时内部网格粗糙而边界网格适当[24]。ZTAp/HCCI复合材料铸件的有限元模型如图2所示。图3为5种不同形状的预制体示意图。表1和2分别列出了材料的力学性能。
图3 具有不同形状孔的预制体示意图
Fig.3 Schematics of preforms with different honeycomb shapes(a) regular triangle hole(b) square hole(c) regular pentagon hole(d) regular hexagon hole(e) circle hole
表1 高铬铸铁的力学性能
Table 1 Mechanical properties of high chromium cast iron at different temperatures
| Temperature / ℃ | E / GPa | ν | α / (10-5 ℃-1) |
|---|---|---|---|
| 25 | 205 | 0.291 | 0 |
| 400 | 179 | 0.305 | 1.295 |
| 700 | 140 | 0.316 | 1.386 |
| 1000 | 108 | 0.345 | 1.309 |
| 1300 | 0 | 0.500 | 2.370 |
| 1570 | 0 | 0.500 | 2.675 |
表2 ZTA陶瓷预制体的力学性能
Table 2 Mechanical properties of ZTA performs
| Temperature / ℃ | E / GPa | ν | α / (10-5 ℃-1) |
|---|---|---|---|
| 25 | 3.00 | 0.245 | 0 |
| 700 | 2.95 | 0.248 | 0.90 |
| 1300 | 2.82 | 0.252 | 0.91 |
| 1570 | 2.75 | 0.258 | 0.92 |
热量通过热对流、热传导和热辐射等方式在铸件、预制体和砂型之间发生交换。对流主要发生在复合材料和铸型的内壁以及铸型外壁和空气之间。当金属液快速浇入铸型时,浇注系统每个位置的温度变化不同,因此,铸件凝固过程可以看成一个非稳态导热过程,传热方程可表示为[25]:
式中,λ为导热系数;cp为定压比热容;ρ为密度;x、y、z为系统内每个位置的坐标;T为瞬时温度;Q为热量。
采用热焓法处理潜热的释放问题,单位质量金属液的热焓H可表示为:
式中,H0为基准温度T0时的比焓,C为等压热容,fs为液体中固体的含量,Lf为金属液比热系数,对上式进行求导可得:
式中,Ceff为等效热容。
本课题组的前期研究结果[21]已经详细讨论了充型过程中流场的模拟结果,不同预制体结构对充型过程产生影响,导致充型过程中流场的分布和分析结果不同。不同流场的结果对充型过程有重要影响,但是对凝固过程模拟基本没有影响。因此,凝固过程模拟的初始条件是指在凝固刚开始的时候各部位所具有的温度场。以往的数值模拟大多假设“金属液瞬间充满型腔,初始温度为浇注温度”,这种假设与实际存在很大差别。本工作假设凝固初期有2种不同的初始温度,一种为均匀初始温度,认为金属液瞬间充满型腔,初始温度为浇注温度,此时铸件的温度为1570 ℃,砂型的温度为20 ℃,经预热后的预制体的温度为200 ℃;另一种是非均匀初始温度,即将充型结束后铸件开始凝固时的不稳定温度场作为初始温度场。以前的研究工作已经证实充型结束时不稳定温度场的结果[21]。图4为包含预制体的铸件截面的温度场变化。可以看到,随着金属液体积分数的增加,预制体的温度升高并且温度分布变得均匀,但是从图5充型结束后浇注系统的整体温度分布来看,由于砂型的比热容较大,而且导热系数较低,所以在较短的时间内,砂型的温度变化不明显。但是铸件部分由于比热容较小,导热系数较大,所以温度变化较为剧烈,温度场是不均匀的。
由于在FLUENT中用有限体积法,而在ANSYS中用的是有限元法,它们2者的控制方程的离散形式不同,因此提出来了一种新的方法和温度转换程序,能够将充型结束后的温度场输入到模型中作为凝固时的初始温度,然后在ANSYS Mechanical软件中求解凝固过程中的温度场和热应力场。
图4 包含预制体的铸件截面的温度场变化
Fig.4 Temperature field changes of casting sections containing performs with time (t)(a) t=0.588 s (b) t=1.708 s (c) t=3.811 s (d) t=5.805 s (e) t=8.179 s (f) t=11.339 s
图5 充型结束后浇注系统的整体温度分布
Fig.5 Overall temperature distribution in pouring system after fully filling
边界条件用于描述物体边界面上的热传递形式,以及物体边界表面与周围环境之间的相互作用。结合Fourier传热方程和Newton冷却公式,采用的边界条件的表达式如下:
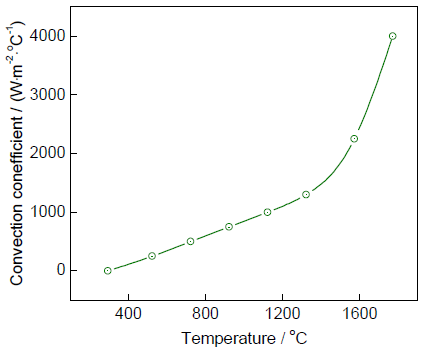
式中,k为导热系数,nx、ny、nz是边界面外法线的方向余弦;h为界面换热系数W/(m2℃);Tw为界面处的壁面温度;T∞为周围流体温度。此外,界面换热系数是一个随温度变化的值。由于沙子的热导率很低,假设在整个过程中砂型外表面和空气之间的对流系数为8 W/(m2℃)。图6给出了砂型内表面与铸件之间的对流系数,通过用热电偶实时测量浇注系统中对应位置凝固过程中的温度,导入有限元软件中采用“反算法”反求得到,体现出了实验与模拟的良好结合。并且,本工作假设预制体与液态金属之间的对流系数与图6所示的对流系数相似。由于热辐射的计算十分复杂,因此将热辐射转换为砂型的导热系数的增量。
图6 铸件与砂型内壁之间的对流换热系数
Fig.6 Convection coefficient between inner surface of sand mould and casting
铸造过程铸件应力-应变本构关系十分复杂,在以往的研究中热弹塑性模型被广泛应用于解决热应力问题[17]。热弹塑性理论是在弹塑性理论的基础上考虑了热变形的因素,从应变类型的角度说,总应变包含弹性应变、塑性应变和热应变。本工作利用该计算模型来研究ZTAp/HCCI复合材料的热应力。
弹性力学中应力和应变符合广义Hooker定律:
式中,σ为弹性应力;εe为弹性应变;De为弹性模量矩
阵,可以表示成:
式中,E为弹性模量;ν为Possion比。
利用塑性应力-应变理论的增量理论,将弹性模型中的应力和应变增量表示为:
热应变增量是由温度变化产生的收缩以及弹性模量和线膨胀系数随温度变化而引起的。其表达式可以写成:
式中,T0表示初始基准温度;α表示热膨胀系数;εT表示热应变。
在热弹塑性模型中,总应变包括弹性应变、塑性应变和热应变,其表达式可以写成:
式中,εP表示塑性应变。
根据式(7)和(9)可得:
式中,Dep为热弹塑性模型的弹塑性矩阵。Dep的求解涉及到材料的屈服准则、流动准则和应变强化准则,它们的特定组合描述了唯一的塑性行为。
弹塑性矩阵的表达式如下:
式中,
图7为凝固初期不同初始温度下整个铸件的温度场。其中一种是假设了初始温度为浇注温度的均匀初始温度。另一种为假设充型结束时不稳定的温度场作为初始温度的非均匀初始温度。分别选取了6个不同时刻的温度场分布进行对比,从模拟结果可以发现:(1) 在均匀初始温度条件下,铸件在凝固过程中的温度要高于在非均匀初始温度下的铸件温度,7200 s时前者的最低温度为306 ℃,而后者的最低温度则降到了193 ℃。(2) 在均匀初始温度条件下,铸件的冷却速率和温度梯度要小于非均匀初始温度条件下的冷却速率和温度梯度,在此温度场下不容易出现缩孔、热应力过大等缺陷,故对凝固过程中缺陷的预测变得困难。而非均匀温度条件下铸件的温度梯度相对较大,和实际情况更为贴近,有利于对缩孔、热裂纹等缺陷的预测。(3) 2种模拟方式下的温度场分布趋势比较相似,而且总体温度相差不是很大,这证明了本设计的接口间温度场转换程序的准确性,可以较为准确地进行FLUENT充型过程温度场向Mechanical APDL凝固过程初始温度载荷的转换,为综合考虑整个铸造过程的数值模拟提供了一种有效的方法。
图7 不同初始温度条件下不同时刻的凝固过程温度场
Fig.7 Temperature fields of solidification at 20 s (a, b), 311 s (c, d), 1211 s (e, f) 2411 s (g, h), 3600 s (i, j) and 7200 (k, l) under uniform initial temperature (a, c, e, g, i, k) and non-uniform initial temperture (b, d, f, h, j, l)
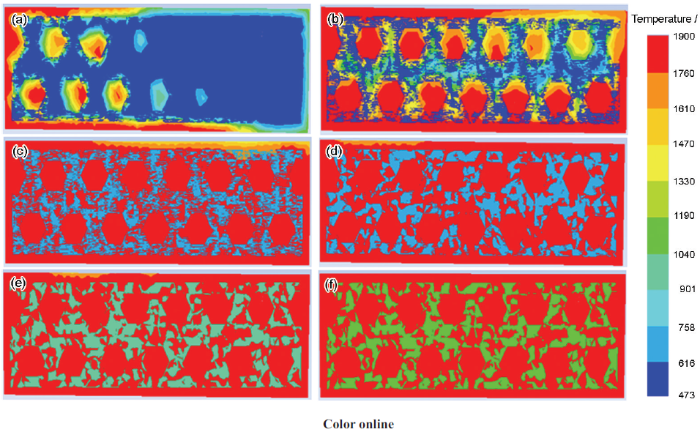
在以充型结束时的非均匀温度场作为初始温度条件的基础上,分别对不同蜂窝孔结构的预制体的铸件的温度场进行了比较分析,选取了2、600和18000 s 3个时刻,温度场如图8所示。通过对比结果,证实了以下结论:(1) 在充型结束后的2 s时刻,5种蜂窝孔结构的铸件的温度场分布基本一致,最高温度都在1567 ℃左右,均分布在冒口区域,这种温度场的分布也反映了充型结束时的温度场是非均匀的,同时也说明了预制体中蜂窝孔结构的不同对充型过程的温度场影响不大。(2) 在充型结束后的600 s时刻,5种蜂窝孔结构的铸件的温度场分布仍然基本保持一致,此时铸件基本完全凝固,冒口部位的温度最高,这种温度场的分布符合冒口中金属液最后凝固的原则,能够对铸件进行补缩,说明了本次设计的冒口系统的补缩功能较好。(3) 在充型结束后的18000 s时刻,此时铸件已经冷却到50 ℃以下。从上述3个时刻铸件的温度场分布可以看出,无论是充型刚结束,还是凝固结束初期,或者是在砂型中冷却阶段,预制体中蜂窝孔结构的不同对铸渗法制备蜂窝状ZTAp/HCCI复合材料的铸造过程的温度场影响很小。
铸件在凝固冷却过程中会产生收缩现象,而初始温度较低的预制体在和铸件的复合过程中受热膨胀作用,当温度升高到一定值时又会随铸件一起冷却。由于2者的热膨胀系数不同,导致2者之间变形不同,进而产生热应力。
本工作所用的铸型是普通的水玻璃砂型,据文献[26]报道,水玻璃砂型中因为硅酸凝胶的脱水,造成砂型进一步硬化,从而导致水玻璃砂型在200~300 ℃之间有一个峰值的高温强度;随着温度的升高,硅酸凝胶进一步脱水收缩,造成水玻璃砂型内部产生了应力,温度进一步升高,Na2CO3开始分解,粘结剂薄膜被破坏,高温强度进一步减小,到800 ℃时,水玻璃已经熔化,水玻璃砂型几乎没有任何强度。本模拟中,砂型在经过高温金属液的热作用后,砂型的最高温度可以达到1138 ℃ (如图9所示),在此温度下水玻璃砂型的强度很小,表现出良好的退让性,所以本模拟选用自由收缩模型是合理的,砂型的主要作用是保温,让铸件缓慢冷却下来,对铸件的约束可以忽略不计。
图8 不同初始温度条件下具有不同孔结构的预制体铸件的温度场分布
Fig.8 Temperature fields of casting including performs with regular triangle hole (a~c), square hole (d~f), regular pentagon hole (g~i), regular hexagon hole (j~l) and circle hole (m~o) at 2 s (a, d, g, j, m), 600 s (b, e, h, k, n) and 18000 s (c, f, i, l, o) under non-uniform initial temperatures
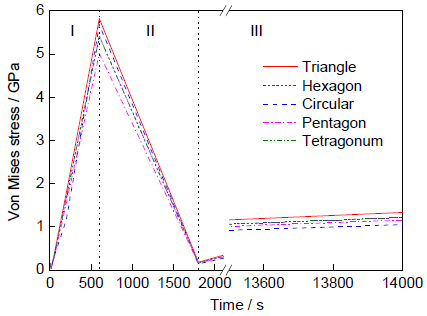
为了研究预制体中蜂窝状孔的结构不同时铸件中应力场的分布情况,对比分析了不同预制体孔结构的铸件中产生的最大热应力随时间的变化,如图10所示。本工作选择实际生产情况相近的模拟条件,通常情况下铸件会在浇注之后3~4 h进行落砂处理,所以本计算到14400 s为止。从图10中可以看出:(1) 铸件热应力随时间的变化可分为I阶段(0~600 s)、II阶段(601~1800 s)和III阶段(1801~14400 s)。最大热应力随时间变化的总体趋势是先快速增大到一个极大值后又快速减小到一个极小值,最后再缓慢增加。这主要是因为在逐渐凝固的初始阶段(0~600 s),由于预制体受到高温金属液的强烈的热作用(包括热传导、热对流以及热辐射),表面温度快速升高到一个较大的值,不过,预制体的导热系数较小,内部温度升高缓慢,引起预制体的内外温差很大,从而产生很大的热应力,此时的热应力虽然很大,但是由于铸件处于凝固的初始阶段,铸件内部温度很高,高铬铸铁的变形抗力较低,很容易发生软化变形,所以不会导致铸件的开裂。随着时间的推移,预制体内外温差逐渐缩小,热应力得到释放,最大热应力也就相应地快速减小,直到预制体内外温差为零的时刻(约为1800 s),也就是铸件的温度和预制体的温度相等时,达到了短暂的热平衡状态,应力降到了最低点,至此凝固过程完全结束,预制体与金属液完全复合在一起。在随后的冷却过程中,由于高铬铸铁基体的热膨胀系数比预制体的热膨胀系数大很多,导致高铬铸铁基体收缩量大于预制体的收缩量,所以热应力会逐渐增大,由于高铬铸铁基体的导热系数与预制体的导热系数相差不大,所以二者之间的温差增加缓慢,故热应力增大也比较缓慢。(2) 随着孔的边数的增加,热应力逐渐减小,热应力由大到小的顺序为:三角形>四边形>五边形>六边形>圆形。这主要是因为孔边数较少时,夹角比较尖锐,容易产生应力集中现象,所以热应力最大。从上述的分析可知,蜂窝状预制体中孔结构为圆形时,铸件中的热应力最小。
图10 预制体中孔的形状对铸件热应力的影响
Fig.10 Influence of preform's shape on casting thermal stress
图11 14400 s时刻铸件的温度场和实际铸件中的裂纹
Fig.11 Temperature field in casting at 14400 s (a) and cracks in actual casting (b)
图11a是14400 s时刻的铸件温度场,从温度场可以看出总体温度已经降到了130 ℃左右。由图10可知,在14400 s时,热应力达到了1 GPa左右,这远远超过了高铬铸铁基体在此温度下的强度极限,所以铸件会产生开裂现象。铸造过程有限元模拟的实验验证,最有效的方法之一是对整个铸造过程进行原位观测。但是由于实验条件的限制,本工作采用的模拟与实验结果的对比方式是将模拟过程中出现的缺陷和实际铸件中的缺陷进行对比。图11b为实际铸件的表面形貌,可以看到,出现了明显的裂纹。这表明有限元模拟得到的铸件开裂现象与实验结果相一致。此外,图10中热应力随时间的变化曲线说明,在1800~14400 s之间,铸件中的热应力是逐渐增大的,如果选择在14400 s之前进行落砂,将会减小铸件中的热应力,所以需要进一步改进落砂工艺,减小铸件热应力。
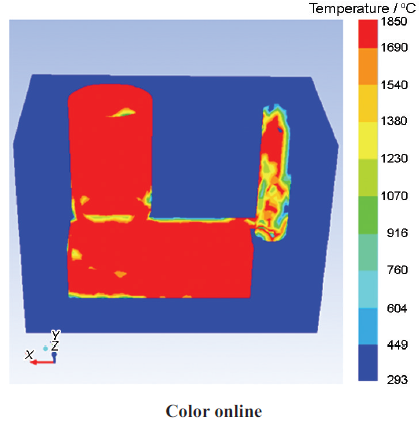
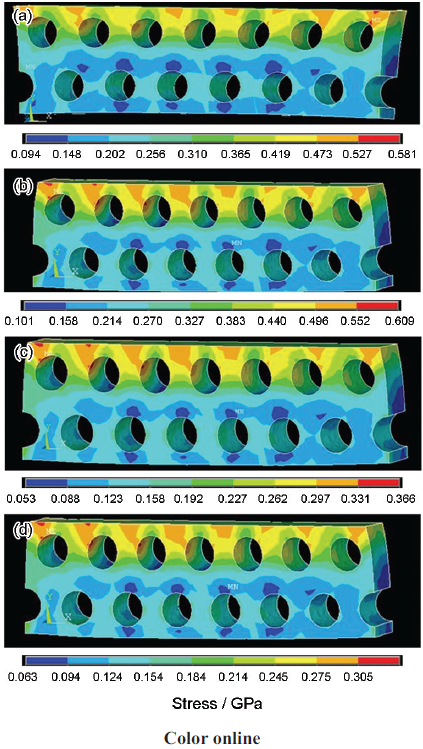
图12是在7200 s时落砂时铸件中产生的热应力分布情况。从图中可以看出,在7200 s时,铸件中预制体区域的热应力最大值为581 MPa (图12a),在9000 s时热应力有所增大,最大值达到了609 MPa (图12b),在12600 s时热应力减小到366 MPa (图12c),14400 s时热应力继续减小至335 MPa (图12d)。这主要是因为在落砂后,失去了砂型的保温作用,铸件的冷却速率增大,所以应力也会出现相应的增大,随着时间的延长,温度降低且基体与复合区的温度变得均匀,应力相应地降到335 MPa。在此过程中,最大应力值为609 MPa,小于此温度时高铬铸铁的强度极限(621 MPa),不会出现开裂现象。所以选择在充型结束后7200 s时开始落砂的工艺是可行的。
图12 落砂后铸件中预制体区域的热应力场
Fig.12 Thermal stress fields in preforms included in casting at different time after casting shakeout(a) t=7200 s (b) t=9000 s(c) t=12600 s (d) t=14400 s
(1) 基于“金属液瞬间充满型腔,铸件的初始温度为浇注温度”假设的均匀初始温度条件下,铸件的整体温度较高,温度梯度较小;而以充型结束时的不稳定温度场作为初始温度条件时,模拟结果更接近实际情况。
(2) 蜂窝孔的结构对凝固过程中温度场的影响不大,而对凝固过程中铸件的应力场影响较大,随着蜂窝孔边数的增加,铸件中的热应力逐渐减小,蜂窝孔结构为圆形时,热应力最小。
(3) 在浇注完成后2 h左右进行落砂,可以保证铸件不会开裂。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}