
熊守美 , 杜经莲
, 杜经莲
XIONG Shoumei, DU Jinglian
文献标识码: TG111.4
文章编号: 0412-1961(2018)02-0174-19
通讯作者:
收稿日期: 2017-10-9
网络出版日期: 2018-02-20
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 熊守美,男,1966年生,教授,博士
展开
摘要
本文系统介绍了镁合金压铸界面换热行为以及凝固微观组织结构的实验表征及计算模拟方面的研究进展,包括:(1) 一种基于换热系数的边界设定模型,由此发现了压铸界面换热系数可以分为初始升高、高值维持、快速下降及低值保持4个阶段;(2) 压室预结晶流动分布预测模型,据此得到了压室预结晶组织的主要分布规律及其对镁合金铸件缺陷带形成的影响;(3) 考虑压室预结晶组织的压铸镁合金形核模型及生长模型;(4) 结合离异共晶形核及生长机制建立的镁合金压铸工艺条件下微观组织演变的数学模型;(5) 镁合金枝晶组织的三维形貌和生长取向的研究,发现镁合金枝晶组织呈现十八个分支的形貌特征,分别沿着基面的
关键词:
Abstract
Magnesium alloys are widely used in various fields because of their outstanding properties. High-pressure die casting (HPDC) is one of the primary manufacturing methods of magnesium alloys. During the HPDC process, the solidification manner of casting is highly dependent on the heat transfer behavior at metal-die interface, which directly affects the solidified microstructure evolution, defect distribution and mechanical properties of the cast products. As common solidified microstructures of die cast magnesium alloys, the externally solidified crystals (ESCs), divorced eutectics and primary dendrites have important influences on the final performance of castings. Therefore, investigations on the interfacial heat transfer behavior and the solidified microstructures of magnesium alloys have considerable significance on the optimization of die-casting process and the prediction of casting quality. In this paper, recent research progress on theoretical simulation and experimental characterization of the heat transfer behaviors and the solidified microstructures of die cast magnesium alloys was systematically presented. The contents include:(1) A boundary-condition model developed based on the interfacial heat transfer coefficients (IHTCs), which could precisely simulate the boundary condition at the metal-die interface during solidification process. Accordingly, the IHTCs can be divided into four stages, namely the initial increasing stage, the high value maintaining stage, the fast decreasing stage and the low value maintaining stage. (2) A numerical model developed to simulate and predict the flow patterns of the externally solidified crystals (ESCs) in the shot sleeve during mold filling process, together with discussion on the influence of the ESCs distribution on the defect bands of die cast magnesium alloys. (3) Nucleation and growth models of the primary α-Mg phases developed by considering the ESCs in the shot sleeve. (4) Nucleation and growth models of the divorced eutectic phase, which can be used to simulate the microstructure evolution of die cast magnesium alloys. (5) The 3D morphology and orientation selection of magnesium alloy dendrite. It was found that magnesium alloy dendrite exhibits an eighteen-primary branch pattern in 3D, with six growing along
Keywords:
高压铸造(HPDC)是一种生产效率高且能够生产复杂形状轻合金产品的近净成形技术。由于具有生产效率高、工序简单、表面粗糙度好及机械强度大等优点,同时压铸件可以省去大量的后续机械加工、节约原材料,因此,压铸技术现在已经成为制造业中一个重要的组成部分[1,2,3,4]。北美压铸协会(NADCA)发表的压铸市场报告统计结果表明,汽车行业依然是压铸技术应用的主要领域。同时,汽车工业的迅猛发展也为我国压铸行业提供了广阔的应用市场[5,6,7]。近年来,随着家用汽车的日益普及和电子信息产业的快速发展,由于汽车尾气排放而引发的环境污染问题越来越严重。研究表明,减轻汽车重量是节约能源、降低污染以及提升燃料利用率的有效途径[8]。
镁合金作为目前实际应用中最轻的金属结构材料,具有低的密度、高的比强度和比刚度以及良好的电磁屏蔽性等特点[9]。因此,镁合金已成为当前汽车轻量化的最佳材料。压铸是镁合金构件最主要的成形方法,在各种生产工艺镁合金构件的产量中其所占比重高达77% [2,6]。由于镁合金铸件的组织结构及力学性能等在很大程度上都受到凝固过程的影响,因此,凝固在镁合金压铸成形过程中起到了至关重要的作用,而凝固过程本身在很大程度上依赖于铸件和铸型之间的界面换热行为[10,11,12,13]。在已有研究中,人们试图从本质上去揭示界面换热系数的变化规律,从影响因素和量化边界条件的角度去认识压铸界面换热行为[14,15,16,17,18,19,20]。但由于界面换热系数本身受到计算参数和压铸工艺参数的影响,加之相关反算模型的缺失,使得准确把握铸件-铸型界面换热过程变得非常困难,极大地制约了压铸技术在制造业中的应用,计算机模拟仿真技术的发展为解决这些问题开辟了一条有效的途径。此外,镁合金凝固微观组织结构在很大程度上决定着产品最终的使用性能[21,22,23,24]。凝固过程对材料微观组织结构的形成和演变具有重要影响,决定着压铸件的质量和力学性能[25,26,27,28,29]。凝固过程通常分为晶核的形成和长大2个阶段[30],在晶核形成以后由于温度和成分等扰动因素的存在,固/液界面会发生失稳现象而形成具有树枝状结构的初生相,即枝晶组织(α-Mg枝晶)[31,32,33,34],它对合金构件的力学性能有着重要的影响[35,36,37,38,39,40,41]。与此同时,合金熔体在压室中停留因接触较冷的压室内壁及冲头,当达到初生相的形核及生长条件时便会形成压室预结晶组织[42,43,44,45,46,47,48,49]。此外,对于压铸镁合金而言,因凝固过程偏离平衡态,当Al含量超过2%时,凝固组织中即出现共晶组织,其含量、分布和形态显著影响着合金产品的塑性、抗蠕变性能和抗腐蚀性能[43,50~54]。因此,研究镁合金这些凝固微观组织结构的形成过程、生长取向及形貌特征等对于控制和改善产品的使用性能具有非常重要的理论意义和实际价值。近年来,随着计算机技术的迅速发展,通过数值模拟仿真来研究合金凝固微观组织结构已经成为一种不可或缺的方法,能够帮助人们有效地预测材料中缺陷的产生、形成和分布。
综上所述,本文以镁合金为研究对象,系统介绍了近年来压铸生产过程中铸件-铸型界面的换热行为以及凝固微观组织结构(包括压室预结晶组织、共晶组织及枝晶组织)的计算模拟仿真和实验表征方面的研究进展,从而为实现镁合金压铸成形过程的准确预测、凝固微观组织结构的控制及力学性能的改善奠定基础,以此达到指导镁合金构件产品实际生产应用的目的。
压铸过程中液态金属与压室及铸型之间的界面换热直接影响着压铸件内部组织的形成,并最终决定了铸件的质量[55,56,57]。因此,研究整个压铸过程中的传热条件,确定液态金属与压室及铸型间的界面换热系数具有重要的意义。界面换热系数是表征铸件-铸型界面换热行为的一个重要参数,其定义为单位时间、单位温差下通过铸件-铸型界面单位面积的热量大小[58],即:
其中,h为界面换热系数,Q为通过界面的热量,A为面积,t为时间,
其中,t为时间,角标i和k分别表示测温位置和时间,而Y和T分别为测量和计算得到的温度值, R表示未来时间步长,r是求和运算中从1~R的整数,I为测温位置的数目。
热传导反算法的关键是根据研究体内部测量得到的温度值,通过直接或者迭代求解的方式来获取未知边界、内热源或初始条件的一种方法[1,18]。对于某一研究对象,其内部温度的变化遵循传热方程:
其中,t为时间,
其中,
采用最小二乘法求解以上未知热流,其关键是最小化测量温度和求解温度之间的误差:
其中,Yk+r-1, i和Tk+r-1, i分别为在k+r-1时刻测温点i处测量和计算的温度值,σk+r-1, i为测量温度分布的标准差[14,15,16]。化简得单个边界热流的反算公式为:
式中,Z为反算法中的敏感系数[17,18,19,20],
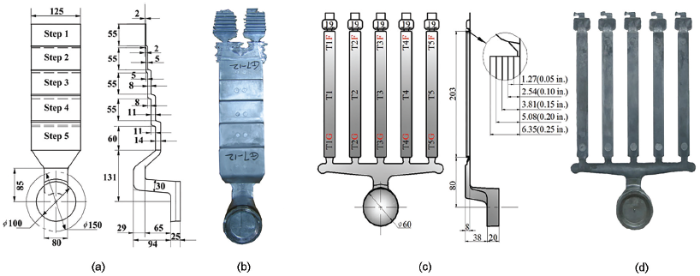
根据确定的反算参数设计铸件和测温单元进行压铸实验,以获得不同压铸工艺条件下铸型内部的温度曲线。阶梯状铸件和手指状铸件的几何尺寸以及对应的实际铸件如图1[12]所示。为了分析方便,将阶梯铸件和手指铸件从最薄到最厚的各“阶梯”和各手指依次命名为Step 1~Step 5和T1~T5。
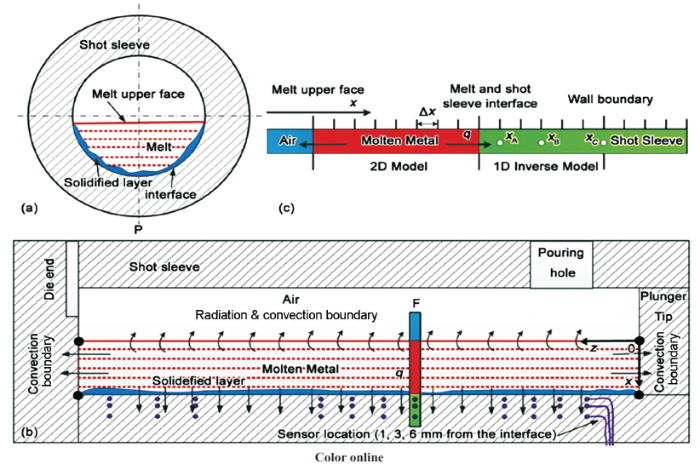
考虑压室横截面的对称性,仅针对压室中线对称面(P面)处压室和液态金属的传热进行研究,如图2a[57]所示。基于压铸的相关特点,研究中只在压室下部安插热电偶进行温度测量,如图2b[57]所示。采用有限差分网格进行二维温度场的求解,将冲头速度曲线引入到求解中,在冲头运动时保持液态金属网格数不变,采用逐渐变化z和x方向网格尺寸来描述液态金属平界面推进[55]。当液态金属向前推进使其上表面接触到压室壁时,改变上表面的传热边界条件[7]。对于压室不同位置,可选取图2b中对称线F来研究液态金属与压室壁的传热,具体如图2c[57]所示,采用二维传热模型求解液态金属的温度场。对于压室壁足够近的热敏感区薄层中,传热可近似为垂直于界面的一维传热,通过插值拟合方法为求解压室内液态金属温度场提供热流密度的边界条件。
图1 阶梯和手指状铸件的结构、几何尺寸与实际压铸件[
Fig.1 The size, geometry and actual casting of step shape (a, b) and finger shape (c, d) castings (unit: mm)[
图 2 压室几何形状和边界条件[
Fig.2 Configuration and boundary conditions of shot sleeve (P—symmetrical plane, q—heat density, F—symmetric line, Δx—spatial step along the x direction, x and z—coordinate axis, respectively)[
(a) cross section (b) longitudinal section (c) heat transfer model
实验采用日本东洋 650 t和350 t冷室压铸机,包括相关的镁合金熔炼炉和模具温调机等。实验采用2种压铸商业合金和模具材料(H13钢)的热物性参数如表1[16,17,18,19,20]所示。在实际的压铸过程中,模具温度会随着压铸各个阶段的进行发生比较明显的变化,因此,分析中模具温度以测温单元测量得到的温度为准。
表1 实验采用材料的热物性参数[
Table 1 Thermal physical parameters of the materials[
| Material | λc Wm-1℃-1 | ρ kgm-3 | cp Jkg-1 ℃-1 | TL ℃ | TS ℃ | Lcr Jkg-1 |
|---|---|---|---|---|---|---|
| AM50 | 62 | 1780 | 1050 | 628 | 546 | 373000 |
| ADC12 | 92 | 2700 | 963 | 587 | 531 | 389000 |
| H13 | 31.2-0.013 T | 7730-0.24 T | 478-0.219 T | 1471 | 1404 | 209350 |
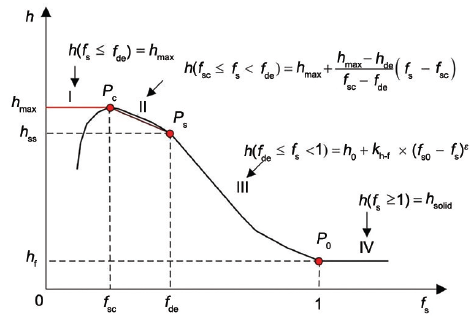
以热流作为边界条件,然后以1和6 mm处的温度作为输入温度求解得到每一时间步长下的界面热流以及铸型内部温度场,通过求解铸件内部温度场得到任一“阶梯”对应的表面以及中心温度,从而求解得到界面换热系数。图3[20]显示了换热系数h和固相分数fs的关系,由此可以将换热系数的变化分成以下4个阶段:
I. 快速升高阶段。这个阶段为铸件快速冷却阶段,尤其是铸件表面的单元,通常是以很大的速率凝固的。与铸件凝固过程相比,这个升高过程的时间跨度很小,可以认为换热系数从初始值瞬时增大到其峰值。同时,当铸件金属的温度高于液相线温度时,一般认为其与铸型表面之间有着非常紧密的接触,因此认为此时换热系数hI也维持在峰值hmax上,即:
图3 换热系数h与固相分数fs变化关系[
Fig.3 Variation correlation between solid phase fraction (fs) and h[
II. 高值维持阶段。这个阶段是以换热系数达到峰值为起点,直到换热系数开始以较快的速率下降为止。换热系数的这个变化过程象征了铸造压力对良好传热的有效维持阶段,相对整个合模阶段来说,这个时间跨度较小。总结这些变化特征,假设在换热系数高值阶段,换热系数hII随固相分数fs的增大而呈现线性下降关系,即
III. 快速下降阶段。铸件在这个阶段凝固收缩较大,伴随着铸件各单元的陆续冷却,铸造压力不足以维持铸件和铸型之间的良好接触,从而使得换热系数以较前一阶段更大的速率下降。该阶段换热系数hIII和铸件固相分数fs之间的变化关系可表示为
IV. 低值维持阶段。这个阶段换热系数在数值上相对较小,而且在以后的冷却过程中变化不大。这个阶段表征了铸件完全凝固时的传热状态,较小的换热系数说明了铸件和铸型接触的紧密性大大减小。该阶段换热系数hIV基本保持不变,即
据此建立了实际三维压铸件凝固过程中的边界设定模型,并用于实际压铸件温度场的求解和热平衡分析。研究发现,该模型可以准确地表征实际凝固过程铸件-铸型边界条件,尤其可以准确预测凝固初期铸件和铸型温度的快速变化阶段,从而实现对压铸凝固过程的准确模拟。
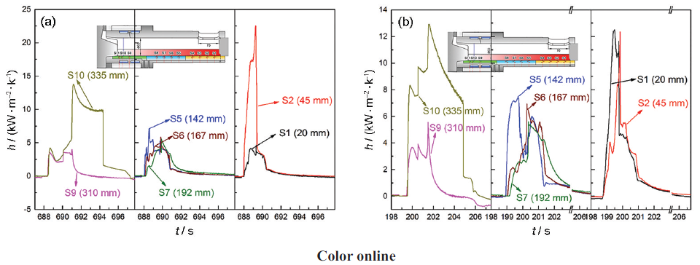
分别用A380和AZ91D合金进行压铸实验,选取达到热平衡后稳定条件下的结果进行分析。对于A380铝合金,其基准工艺条件为:浇注温度680 ℃,低速速率0.3 m/s,高速速率5 m/s,高速位置230 mm,铸造压力为37 MPa。A380合金常规压铸基准工艺第7个循环下压室不同位置的界面换热系数对比如图4a[1]所示。在压室前端,S1和S2位置界面换热系数随着液态金属的浇入分别达到峰值,而S2位置由于受到浇入过热的液态金属的冲击而产生波动,并且在界面处换热特别剧烈。在压室中部,S5、S6和S7位置的界面换热系数形状上基本一致。在压室末端,S9和S10位置随着液态金属的浇入,界面换热系数分别快速达到峰值。AZ91D镁合金的基准工艺条件为浇注温度680 ℃,低速速率0.3 m/s,高速速率5 m/s,高速位置230 mm,铸造压力37 MPa。图4b[1]显示了相应第5个循环下压室不同位置的界面换热系数。与A380铝合金反算结果进行对比发现,该位置的曲线形状基本一致,在压室前端由于浇铸过程中飞溅形成氧化膜,界面换热系数随时间的曲线出现波动现象。压室中部,由于液态金属流动过程中热量逐渐散失,使得界面换热系数产生剧烈波动。压室末端由于前期流到该区域的液态金属部分凝固,然而随着过热度较高的液态金属在低速阶段充填到压室末端,导致界面换热系数存在波动。综上,虽然AZ91D合金的结晶潜热低于A380合金,且流动性较差,但其较大的凝固区间使得AZ91D合金在压室前端的界面换热系数要明显低于A380合金,在压室中部及末端的表面粗糙度明显高于A380合金。
图4 常规压铸条件A380和AZ91D合金单个循环下压室不同位置的界面换热系数[
Fig.4 The interfacial heat transfer coefficient (h) of A380 alloy (a) and AZ91D alloy (b) in single cycle at the different locations of chamber under normal die casting condition[
2.1.1 压室预结晶组织的实验表征 在镁合金熔体充填型腔的过程中,合金熔体在压室中停留因接触较冷的压室内壁及冲头,当达到初生相的形核及生长条件时便会在压室中预先形核生长,形成压室预结晶组织(ESCs)[44]。如图5a[44]所示为镁合金压铸件表层及中心的显微组织。采用腐蚀晶粒度的方式,统计分析图中ESCs的面积比,将大于或等于2倍平均晶粒尺寸大小的晶粒视为ESCs。在实验中沿试样取样截面的厚度方向连续拍摄金相图片,得到压铸件截面整个厚度方向的ESCs面积比。图5b和c[44]示出了“阶梯”压铸件截面厚度方向的ESCs面积比。镁合金压铸件靠近中心区域普遍存在较粗大的压室预结晶组织,对铸件最终的凝固组织及使用性能有较大的影响,这可以理解为在高速充填型腔的过程中,由于流体受到型腔壁的阻碍,压室中预先形核生长的ESCs颗粒,在流体的作用力下向铸件中心区域偏聚。
2.1.2 压室预结晶组织颗粒的流动模拟及验证 由于压铸过程中金属液处于高压高速状态,因此主要计算金属液流场对ESCs颗粒的作用。颗粒轨道模型将每个ESCs颗粒团作为追踪对象,采用Newton第二定律计算颗粒团受力所引起的宏观位移。根据流体力学知识,颗粒在高速流场中的受力主要有曳力(drag force, FD)、附加质量力(additional mass force,Fa)和Saffman力(FSa):
代入每个力的具体计算式[3,45],可将上式写成3个方向的分量形式:
式中,ρl和ρe为相邻2个单元(l和e)的密度,μ为黏度系数,ul和ue为相邻2个单元(l和e)在x方向的速度分量,vl和ve为相邻2个单元(l和e)在y方向的速度分量,wl和we为相邻2个单元(l和e)在z方向的速度分量,CD为曳力系数,d为颗粒直径。
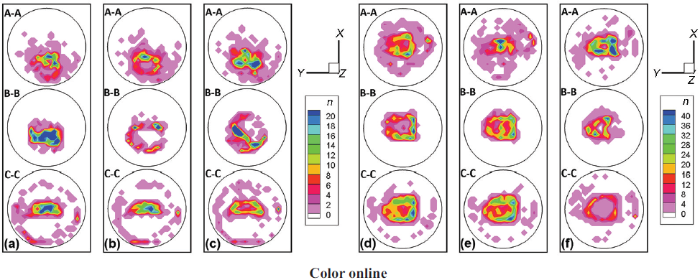
采用向后差分对方程进行离散,方程中的动态变量利用插值法求解。结合已知的流场各时刻速度分量,求解颗粒的受力情况;再根据颗粒流动控制方程求解得到每一时刻颗粒的速度分量;进而计算每一时间步内颗粒的空间位移,充型结束即可得到最终分布情况。ESCs分布的模拟结果如图6[45]所示,不同截面分布细致地展示了流动过程中的偏聚和稳定现象,呈现出一些分布规律,分别命名为环形、中心和环心分布。ESCs分布的模拟结果与实验一致,即靠近冲头靠近底部的ESCs最多,靠近浇道的ESCs分布最少。这样的分布主要是流动过程中冲头不断将压室壁上的凝固壳层剥离,并使其聚集于冲头前端所致;而未能聚集于冲头附近的少量ESCs则随金属液流动被排挤到靠近浇道的一方。
2.1.3 压室预结晶组织分布对缺陷形成的影响 由于缺陷是凝固过后的产物,首先考虑ESCs组织在不同分布下的凝固过程。分析表明中心分布时,ESCs凝固前沿与激冷层凝固前沿相遇,由于补缩困难,会出现缩松组织,出现外侧的缺陷带。环形分布时,环形外侧ESCs凝固界面前沿与激冷层凝固前沿相遇,也会形成外侧缺陷带;而环形内侧ESCs凝固前沿相遇时,截面中心成为最后凝固部位,容易出现内部缩孔。环心分布时,外侧的ESCs凝固前沿与激冷层凝固前沿相遇形成外侧缺陷带;而内侧的ESCs凝固前沿与中心聚集的ESCs凝固前沿相遇时最后凝固部位也是环形的,也会形成一条缺陷带,最终形成双缺陷带,这些模拟预测结果与实验吻合。
图5 镁合金压铸件表层及中心典型显微组织,“阶梯”压铸件截面厚度方向ESCs含量的统计分布图[
Fig.5 Optical micrograph of typical AM50 microstructure at the surface and central regions of the 'step shape' die-casting (a), area fraction distributions of externally solidified crystals (ESCs) over cross section of the five steps (b), and the step 4 (c) on the 'step shape’ die casting [
图6 不同时刻ESCs在不同截面上的分布[
Fig.6 Particle distributions on the cross sections of the tensile bars with semi-circle ingate at filling percentage of 37% (a), 45% (b) and 55% (c), and for the tensile bars with circle ingate at filling percentage of 44% (d), 63% (e) and 81% (f) [
综合以上分析提出ESCs分布规律对缺陷带形成影响的假说,即由于充型结束后不同截面位置ESCs组织最终的分布类型可能不同,因而凝固后各个截面上ESCs的分布类型也会不同;又由于不同分布类型按照凝固路径会形成不同的缺陷带,所以在相同条件下的铸件内不同部位会发现不同类型的缺陷带;其中最典型的单缺陷带、内部缩孔及双缺陷带的形成分别可以由ESCs最典型的中心分布、环形分布及环心分布的凝固过程来理解。
2.2.1 初生相的形核模型 在微观组织形核模型建立的过程中,通常将形核率表示为过冷度或冷却速率的函数。在镁合金金相实验研究中统计了不同压铸工艺条件下阶梯压铸件各阶梯表面及中心测点的平均晶粒尺寸
式中,
2.2.2 初生相生长的模拟 基于改进元胞自动机(CA)方法,建立了适于hcp结构镁合金枝晶的生长模型[61]。模型通过研究CA邻居单元及捕获规则的定义,以及改进单元曲率和固相率的计算方式等,实现了具有不同取向的镁合金枝晶生长形貌的模拟。将模拟结果与实验结果及已有模型进行比较,对镁合金初生相的生长模型进行了验证。在对模拟区域溶质场进行求解时,首先认为凝固过程中固/液界面溶质满足局部平衡:
式中,kc为溶质平衡分配系数,
式中,
模型中采用固/液界面推移过程中溶质保持守恒的方法,计算CA界面单元的生长速率,其核心思想为在界面推移过程中,界面溶质的排出需要通过扩散过程带走。此时,界面溶质的释放速率受限于溶质的扩散速率。籍此,界面单元迁移的动力学计算公式为:
式中,Vn即为CA界面单元的法向生长速率,
2.3.1 离异共晶组织的实验表征 镁合金压铸组织中离异共晶组织的形态、分布及含量等显著影响着合金产品的使用性能,特别是塑性、抗蠕变性能及抗腐蚀性能等[52,63]。对镁合金AM60压铸凝固组织的分析结果表明合金中的共晶组织为离异共晶组织,即发生共晶反应时,共晶α-Mg相围绕并依附于初生α-Mg生长,而共晶β-Mg17Al12相单独在液相中形核生长。对于Mg-32.3%Al (质量分数)合金,其金属型显微组织中共晶组织呈现纤维状生长形态,而定向凝固组织中的共晶两相则呈现规则层片状的协同竞争生长形态。通过对比发现镁合金中共晶组织的生长形态受合金成分及冷却速率的影响,合金中的Al含量越低,或者凝固过程中的冷却速率越大,共晶组织的离异化程度就越高,共晶生长形态由层片状向纤维状、部分离异共晶直至完全离异共晶转变[53],其原因在于压铸工艺远离平衡态凝固过程,较高的凝固速率导致凝固过程中溶质来不及扩散,使得最终形成的共晶β-Mg17Al12相中的Al含量相对较低。
2.3.2 离异共晶组织的模拟 压铸工艺常见的镁合金为Mg-Al系合金,由共晶生长理论,Mg-Al共晶属于规则共晶 (即金属-金属共晶),共晶两相将按照非小平面-非小平面的方式进行生长[50,52]。在规则共晶凝固组织中,共晶两相的相对含量及层片间距对材料的性能有重要影响。从某种程度上来说,共晶两相的相对含量基本上由合金在相图中的位置来确定,然而共晶两相的生长形貌及对应的层片间距则受过冷度、温度梯度及凝固速率等工艺条件的影响。对此,Jackson-Hunt规则指出[64,65]:规则共晶生长界面前沿平均过冷度存在一个最小值,同时他们认为界面最小过冷是系统的状态点,对应该值的层片间距即为共晶两相的最小过冷层片间距λm,共晶层片生长存在一个稳态的层片间距区间 (λm~λM,λM表示共晶两相稳态层片间距的最大值)。共晶两相的形核模型将共晶形核密度与熔体过冷度进行关联,其函数关系表示为:
式中,
表2 模拟算例中Mg-Al共晶成分合金的热物性参数取值[
Table 2 Thermal physical parameters of Mg-Al eutectic alloy[
| Parameter | Value | Unit |
|---|---|---|
| Eutectic temperature (TE) | 710 | K |
| Eutectic composition (CE) | 32.3 | Mass fraction, % |
| Solute concentration of α phase (Cα0) | 12.7 | Mass fraction, % |
| Solute concentration of β phase (Cβ0) | 40.2 | Mass fraction, % |
| Volume fraction of α phase (fα) | 0.31 | |
| Volume fraction of β phase (fβ) | 0.69 | |
| Liquid slope of α phase (mα) | -6.59 | K%-1 (mass fraction) |
| Liquid slope of β phase (mβ) | 2.15 | K%-1 (mass fraction) |
| Solute diffusion coefficient in liquid (DL) | 3×10-9 | m2s-1 |
| Gibbs-Thamson's coefficient of α phase (Γα) | 1.5×10-7 | mK |
| Gibbs-Thamson's coefficient of β phase (Γβ) | 1.5×10-7 | mK |
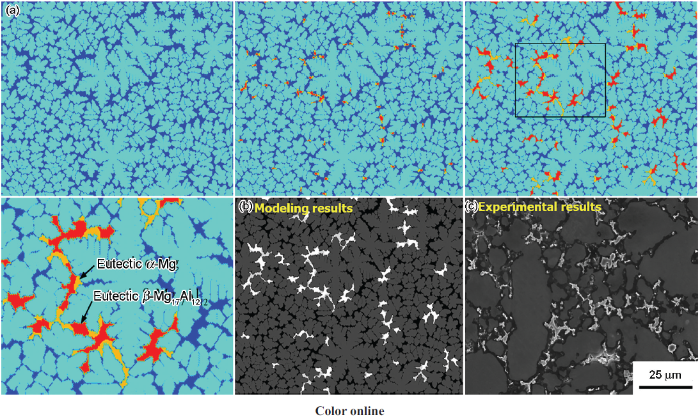
图 7 AM60B镁合金压铸件中心区域微观组织结构的演变、模拟结果与实验结果的对比[
Fig.7 Comparison of the the microstructure evolution at the central of magnesium alloy die castings (AM60B)[
(a, b) the modeling results (c) the experimental result
结果证实,镁合金压铸凝固组织中,共晶组织确实呈现离异共晶生长形态,也即共晶α-Mg相依附于初生α-Mg相形核生长,共晶β-Mg17Al12相在液相中单独形核生长。将模拟结果与实验结果及Jackson-Hunt理论模型进行定量比较,发现模拟结果与实验结果及Jackson-Hunt理论模型保持一致,充分证实了Mg-Al规则共晶生长模型的准确性,以及共晶组织模拟相比实验研究和理论分析所具有的优越性[53, 63]。
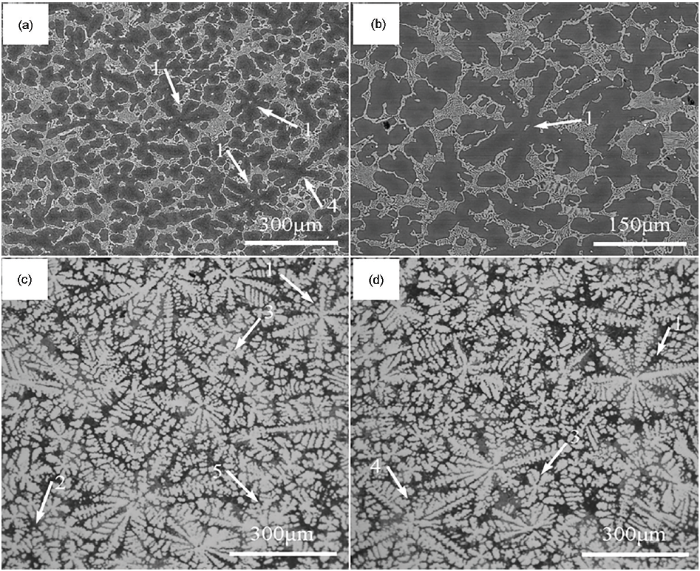
枝晶作为镁合金凝固过程中最常见的微观组织对产品最终的性能具有重要的影响。图8a和b所示为用SEM观察到Mg-30%Gd合金处于铸态的组织形貌,其中深色为初生α-Mg枝晶组织,浅色为共晶组织;图8c和d为OM下观察到的其所对应淬火态的组织形貌,其中浅色为初生α-Mg枝晶组织,深色为共晶组织。分析结果表明镁合金枝晶组织呈现出多种多样的形态。籍此,通过同步辐射X射线断层扫描实验,结合背散射电子衍射(EBSD)实验技术对镁合金枝晶的三维形貌和优先生长方向进行了研究。
图8 镁合金AZ91铸锭组织及Mg-30%Gd合金铸态和淬火态微观组织
Fig.8 Dendrites of AZ91 alloy casting (a, b), microstructures of Mg-30%Gd alloys in as casting state (c, d)(The dendrites are with different growth patterns, such as six-branches, five-branches, four-branches and butterfly shape symbolled as No.1 to No.5, respectively)
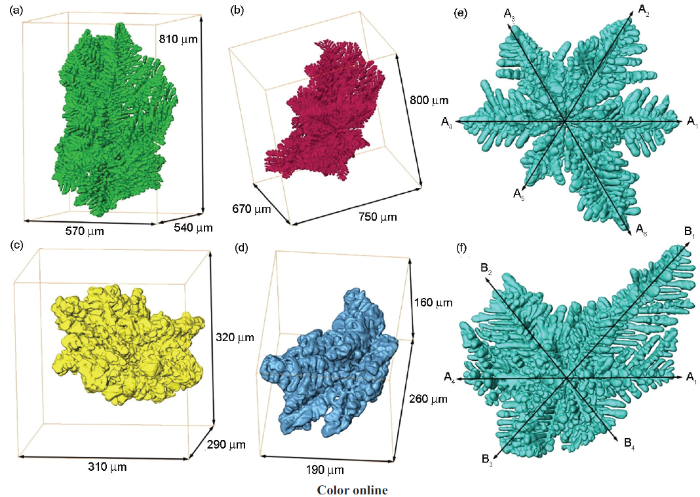
图9[33]所示为重构所得的Mg-30%Sn和Mg-30%Gd合金典型的α-Mg枝晶组织的三维形貌,为更好地理解镁合金枝晶的三维形貌,从2个互相垂直的视角观察Mg-30%Sn合金枝晶组织,如图9e和f所示。分析表明α-Mg枝晶组织的主干分支可以分为2种类型,第一类含有6个主干分支,沿着六次对称方向生长 (图9e中A1~A6);第二类包含12个主干分支,其中4个分支如图9f中的B1~B4所示。由此,镁合金枝晶组织包含18个主干分支,其中6个分支在
图10[33]所示为Mg-30%Gd合金中α-Mg枝晶生长方向的EBSD标定结果及
图9 重构所得Mg-30%Sn和Mg-30%Gd合金三维枝晶形貌[
Fig.9 3D reconstructed dendrites extracted for the Mg-30%Sn (a, b) and Mg-30%Gd (c, d) alloys, and a dendrite of Mg-30%Sn alloy viewed from different perspectives (e, f) (A1~A6 and B1~B4 are used to indicate the preferred growth directions of the dendrite)[
图 10 基于EBSD的Mg-30%Gd合金枝晶生长方向标定[
Fig.10 EBSD analyses on the preferred growth directions of the Mg-30%Gd alloy dendrite[
金属的晶体结构是决定其枝晶组织生长形貌和取向选择的先决及基本因素。除此,在实际凝固过程中,枝晶组织的生长形貌还受外部因素如热扩散、溶质扩散以及固/液界面能等的影响。镁合金由于具有hcp的晶体结构,其枝晶生长形貌与具有bcc和fcc晶体结构的金属有明显不同。从微观层面上来看,对于一个具体晶粒的形成过程而言,严格区分为形核及生长2个阶段。枝晶生长模拟的核心则为基于晶体学特征、热传输及溶质传输等,跟踪及描述凝固过程中固/液界面的推移,从而刻画枝晶组织的生长形貌及演变过程。基于对镁合金枝晶组织三维形貌表征的实验结果,利用相场模型实现了镁合金枝晶组织的三维模拟研究。在相场模型中,枝晶组织的生长形貌主要受到各向异性函数控制[67,68]。文献中针对hcp晶系的各向异性函数是基于球谐函数建立起来的,主要利用球谐函数中
式中,
其中,
将以上各式代入,得到新的各向异性函数表达式为:
式中,nx、ny和nz为界面法向量在x、y和z轴的分量;
其中,τ是弛豫时间,ϕ是相场变量,
将上述各向异性函数耦合至相场模型中模拟研究镁合金枝晶的生长形貌演变过程[29]。模拟结果表明镁合金枝晶会沿着18个分支方向生长,随着凝固过程的进行,各个枝晶臂上长出二次及更高次分支,且二次分支仍沿着主干分支的方向生长。对比模拟结果与实验结果,如图11[29]所示为不同视图下α-Mg枝晶的模拟结果与三维重构实验结果。在等轴视图下(图11a和b),相场模拟的枝晶组织与三维重构枝晶组织极为相似,均呈现出18个主干分支的生长形貌,枝晶沿着
图11 不同取向视图下α-Mg十八分支枝晶模拟与Mg-30%Sn重构枝晶形貌的对比[
Fig.11 Comparison of the dendritic morphologies between phase field simulation (a) and X-ray tomography experiment (b). Dendritic morphologies with respect to four different view directions including
由X射线断层扫描和背散射电子衍射实验结果可知,镁合金枝晶有
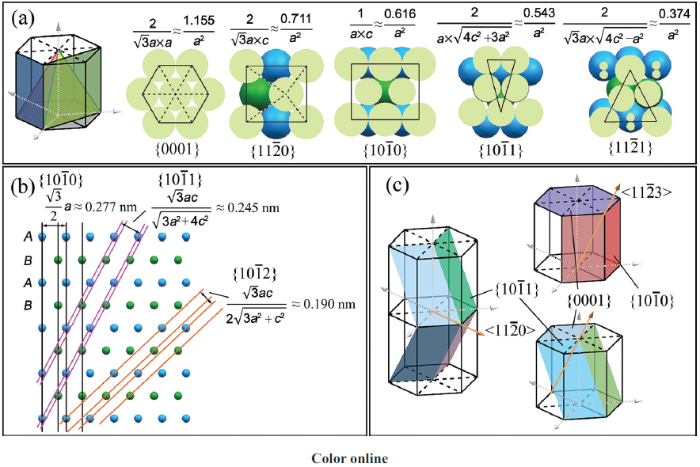
Chadwick[69]基于硬球模型对不同晶系的优先生长方向进行计算和实验研究,认为晶体的生长和最终的形状会受到面密排参数和点阵密度等因素的影响。当液相点阵密度小于固相的点阵密度时,即液相中的原子比固相中的原子排列松散,固/液界面处产生的压力会使液相收缩而固相扩张;相反的,当液相处的点阵密度大于固相点阵密度时,液相会扩张而固相收缩。结合固体物理知识,在自然界中,固态扩张远比收缩困难。因此,对于凝固过程而言,当固相的点阵密度小于液相的点阵密度时,固相收缩,枝晶会沿着对应方向生长。对于金属Mg而言,
图12 金属Mg低指数晶面对应的原子密度,低指数原子密排面晶面间距,镁合金枝晶优先生长方向对应的晶向角锥体方向示意图[
Fig.12 Atomic densities (a) and inter-planar distances (b) of Mg low index crystallographic planes, and the pyramidal planes for the
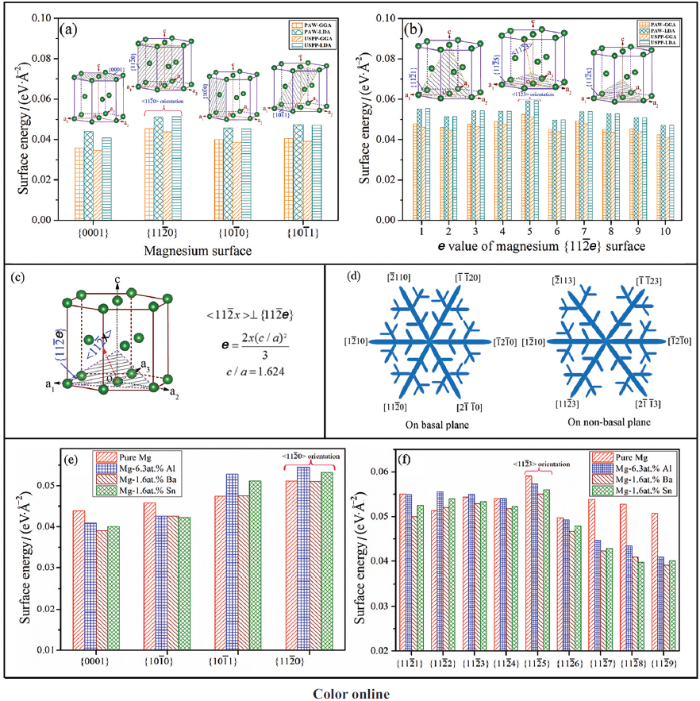
已有研究表明,各向异性表面能的大小在很大程度上决定了枝晶组织的生长,晶体通常会沿着表面能较高的方向优先生长,最终形成被低表面能晶面所包围的晶粒外轮廓[72,73]。藉此,本研究通过基于密度泛函理论的计算方法得到了镁合金沿不同表面方向的能量[39,40],相关表面能的计算公式为:
其中,
图13 金属Mg及其合金在4种不同势函数下各晶面的表面能及预测形貌[
Fig.13 The surface energies of low index planes (a) and high index planes (b) of pure Mg by four different potentials[
本文系统介绍了镁合金在压铸过程中的界面换热行为及其凝固过程中形成的主要组织结构的理论预测和实验表征方面的研究进展,所获结果对于优化压铸工艺、减少缺陷形成、预测和控制镁铝合金构件质量具有非常重要的理论指导意义和实际应用价值。研究得到了针对压铸界面换热系数的热传导反算法,建立了一种基于换热系数的边界设定模型,计算分析了镁合金实际压铸过程中铸件的温度场及热平衡。该模型可以用于准确地表征实际压铸过程中金属与压室及铸型的边界条件,从而实现对实际镁合金铸件凝固状态的精确控制。表征模拟了镁合金的压室预结晶组织,建立了压室预结晶流动分布预测模型,通过对比压室、铸件整体以及铸件剖面上预结晶组织分布的模拟预测结果和金相实验结果,验证了模型的准确性和可靠性。据此进行了系列压铸实验,总结得到了压室预结晶组织的主要分布规律及其对镁合金铸件缺陷带形成的影响。研究建立了镁合金的离异共晶组织生长模型,实现了镁合金规则共晶层片生长的模拟。据此模拟了镁铝共晶成分合金定向凝固不同工艺条件对共晶生长形貌及层片间距的影响,模拟结果与镁铝共晶定向凝固实验结果及Jackson-Hunt模型相一致。在此基础上,结合离异共晶形核及生长机制,建立了镁合金压铸工艺条件下考虑压室预结晶及离异共晶组织的微观组织演变数学模型。对镁合金枝晶组织的三维形貌进行了表征与模拟研究,建立了镁合金枝晶各向异性的生长模型。结果表明大多数镁合金枝晶组织都呈现18个主干分支的三维形貌特征,其中6个分支沿着基面的
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}