
邵珩
SHAO Heng
中图分类号: TG249.5
文章编号: 0412-1961(2017)09-1140-13
通讯作者:
收稿日期: 2016-12-28
网络出版日期: 2017-09-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 邵珩,男,1989年生,博士
展开
摘要
针对Ti-6Al-4V合金熔模铸造固态相变过程中的微观组织演变,对α相片层的生长,采用了多组元Zener-Hillert模型计算片层边缘生长速率,根据溶质守恒,建立片层宽面的生长速率多元溶质扩散生长模型,模拟得到了多个α相集束竞争生长的微观组织。模拟结果表明,Ti-6Al-4V合金熔模铸造固态相变过程中,α相片层边缘生长受杂质元素影响较小,而在宽面上,杂质元素含量引起的过冷度占总过冷度的比例约为0.45;Ti-6Al-4V合金熔模铸造固态相变潜热约为70 kJ/kg,与JMatPro软件中的数据吻合较好。模拟得到的组织形态结果与金相组织吻合较好,模拟得到的生长速率与实验估测的速率相当。
关键词:
Abstract
Investment casting is widely used in producting complex thin-wall titanium alloy components. In this process, the β→α phase transformation decides the final microstructures of these components. However most of present studies on phase transformation of titanium alloys focus on the microstructure evolution in heat treatment process or after deformation rather than in casting process now. It is a main reason only this work aims at the solid phase transformation of Ti-6Al-4V alloy in investment casting. In this work, the growth model of edge of α phase plates based on multi component Zener-Hiller model, and the growth model of broad face of α phase plates based on diffusion and conservation of multi components were established. The growth competition of different colonies, which consist of α phase plates in same orientation, was simulated and the microstructures and their evolution with temperature were obtained. The comparison between simulated microstructures and their evolution with temperature and experimental data indicated that the proportion of undercooling degree caused by impurities in the alloy is about 45% of the total undercooling degree in broad face of α phase plates and a much smaller portion in edge of α phase plates. The comparison also showed that the enthalpy change of solid phase transformation of titanium alloy is about 70 kJ/kg. The simulated and experimental morphologies look like similar and the simulated growth rate is also in good accordance with experiment inferred growth rate.
Keywords:
钛合金具有比强度高、耐腐蚀性好、中温机械性能好和生物相容性好等优点,被广泛应用于航空航天、化工和医疗工业等领域[1,2]。为减轻重量,很多钛合金零件具有复杂薄壁结构,并采用锻造-机加工工艺加工零件,材料利用率低,机械加工量大,加之钛合金机械加工性能差,导致工艺成本高昂。而熔模铸造工艺生产的铸件外形接近最终产品,加工余量小,材料利用率高,大大降低了加工成本,因而常被用于钛合金零件的生产[3,4]。
金属材料的机械性能高度依赖于其微观组织。纯Ti的凝固和冷却会经历1668 ℃时β相晶粒的形成和882 ℃时β→α固态相变。对不同成分的α钛合金和α+β钛合金的铸造过程而言,合金成分不仅会改变合金凝固和固态相变温度范围,还会进一步影响凝固和固态相变过程中的组织演化特点。Ti-6Al-4V (质量分数,%,简称Ti64)合金熔模铸造过程中,合金凝固时会形成β相组织,最终组织则是在β相组织的基础上,先在β相晶界上形成新的α相核心,随后α相拓展至所有β相晶界,并由晶界向晶内生长,形成魏氏组织。在常规熔模铸造条件下,Ti64魏氏组织中的α相片层厚度和长宽比、集束尺寸以及晶界α相片层对最终力学性能影响较大[5~7]。Filip等[5]研究表明,Ti-6Al-2Mo-2Cr和Ti64合金自β相区冷却时,随着冷却速率的增加,最终组织中出现马氏体α′并逐渐完全取代α+β层片组织,合金的屈服强度不断增加,而断裂延伸率则在冷速为7 ℃/s左右达到最高。Jovanović等[6]研究了Ti64合金熔模铸造件经不同温度退火并以不同冷却方式冷却后得到的室温组织及机械性能,表明在水淬和空冷条件下,随着退火温度的降低,最终组织中β相转变组织(马氏体α′和α相片层组织)比例降低而等轴α相比例提高;在炉冷条件下,随着退火温度的降低,α晶粒尺寸减小。随着退火温度和冷却速率的降低,合金的硬度和抗拉强度下降而延伸率提高。Sui等[7]研究表明,随着铸件模数的增大,原始β晶粒尺寸和α+β层片厚度随之增加,Ti64的Vickers硬度则相应下降。
为控制α相的生长,国内外开展了大量的实验研究。Ahmed和Rack[8]研究表明,Ti64自β相区冷却时,冷却速率在1.5~15 ℃/s之间时最终组织将由魏氏组织组成;相对较高的冷却速率(15 ℃/s)时,α相可在靠近β相晶界处或β相晶界上形核并向晶内生长,最终形成曲折的晶界α相;冷却速率在1.5 ℃/s时,则先形成平直的晶界α相,再向晶内生长。Lütjering[9]观察到,Ti-6242合金自β相区冷却时,随着冷却速率的提高,晶界α相厚度、α相片层厚度和集束尺寸均减小。Bhattacharyya等[10]研究发现,在同一个原始β相晶粒内,生长方向相差很大的α相集束有可能拥有接近的晶体学取向,例如2个α相集束可能具有相同的(0001)基面,它们的取向差为绕[0001]晶向旋转10.5°。Bhattacharyya等[11]进一步研究发现,当相邻的β相晶粒的取向为绕相同的[110]晶向相差10.5°时,晶界α相可同时向两侧的β相晶粒生长,并且α相片层的生长方向相差约88.8°;当相邻的β相晶粒为孪晶关系时,向晶界两侧生长的α相片层生长方向相差约28.8°。由于钛合金的以上特点,Whittaker等[12]用有效结构单元(effective structural unit)取代光学显微镜下看到的单个α相集束,作为判断合金机械性能的依据。但在不同合金中,有效结构单元与α相集束之间的关系并不一样:在Ti6Al-5Zr-0.5Mo-0.25Si中,有效结构单元等同于相邻并拥有共同(0001)基面的α相集束,而Ti-6Al-2Sn-4Zr-6Mo中,有效结构单元甚至小于单个α相集束。He等[13]研究了近α相钛合金Ti-6Al-2Zr-1Mo-1V自β相区冷却前的形变量、形变速率和冷却速率对最终组织的影响。研究表明,较低的应变速率对后续的组织变化没有明显影响,较高的应变速率会使α片层缩短。较高的冷却速率则会导致最终形成的α相片层组织的晶体学取向在保持与残余β相的Burgers关系的基础上有小幅度的发散,并同时减小α相片层的长度与厚度。
由于难以对钛合金β→α相变进行实时观察,一些学者对此进行了数值模拟研究。Katzarov等[14]对Ti64合金等温处理以及自β相区连续冷却条件下α相的形核与生长过程进行数值模拟,获得了不同冷速(连续冷却)和保温温度(等温处理)下形成的魏氏体中α相片层的形貌、分布和尺寸。杨梅等[15]采用相场方法,对α相片层在β相中的生长进行模拟,考察了界面能各向异性和热处理温度对α相片层形貌的影响。Shi等[16]采用相场方法,模拟研究了应力/预应变、初始β相晶粒取向分布和边界条件(固定或自由端)对β→α相变时α相片层的晶体学取向选择的影响。模拟结果表明,以上3个因素中,应力/预应变会造成α相片层的取向选择倾向性加强,对合金的疲劳性能造成不利影响;当初始β相晶粒取向分布倾向性较强时,会减弱应力/预应变对α相片层的取向选择的影响。Song等[17]采用元胞自动机(CA)方法,模拟了TA15合金焊接过程中热影响区中β→α相变时α相片层的生长,比较了不同的冷却速率对α相片层的厚度和最终转变比例的影响。
现有对钛合金固态相变的研究尽管较多,但多数是将固态相变作为一个独立的过程,或作为热塑性成形过程的一部分加以研究。在熔模铸造过程中,铸态组织中β相晶粒尺寸达数毫米,虽然α相片层生长速率较快,但占据整个β相晶粒仍需较长时间,导致相变过程经过的温度跨度较大(近100 ℃),与热成形过程有显著的不同。除此之外,钛合金的固态相变释放的热量会明显影响铸件的温度变化,从而导致铸件冷却速率在相变期间有显著的变化,反过来对相变过程造成影响,在铸件局部较厚时有可能使实际相变过程完全不同于预计情况,遗憾的是,一般对连续冷却条件下钛合金固态相变的研究并没有考虑这一点。因此本工作采用CA方法模拟Ti64合金凝固之后固态相变过程中α相片层的生长过程时,引入了相变潜热的释放,并就杂质对相变过程的影响程度和相变潜热的大小进行评估。
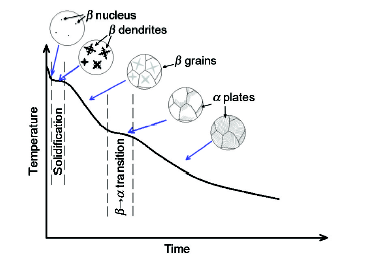
图1为熔模铸造过程中Ti64合金的温度与微观组织演化示意图。在熔模铸造条件下,Ti64合金凝固后首先形成β相等轴晶组织。温度降至Ti64合金固态相变温度后,由于冷却速率较低(小于1 ℃/s),首先在β晶界处依附一侧β晶粒形成α相核心,随后α相沿着晶界生长,形成平直的晶界α相层。这一过程中新形成的α相与其依附的β相晶粒保持Burgers位相关系,而一个β相晶粒周围有多个晶体取向不同的晶界α相薄片,每个α相薄片既可以与该β相晶粒保持Burgers位相关系,也可以与晶界另一侧的β相晶粒保持Burgers位相关系,或恰好同时与两侧的β相晶粒均保持Burgers位相关系。温度进一步下降后,每个晶界α相薄片向与其保持Burgers位相关系的β相晶粒内生长。在先期形成的α相薄片范围内生长出的α相片层具有相同的晶体学取向,并与相邻β相保持Burgers位相关系,因而由这一区域内生长出的α相片层具有共同的晶体学取向和生长方向,构成一个α相集束。而不同的α相片层可能具有相同或不同的晶体学取向,因而不同区域生长出的α相集束具有相同或不同的晶体学取向,并在竞争生长中占据整个原β相晶粒。
图1 Ti64合金熔模铸造过程温度与微观组织演化示意图
Fig.1 Schematic of temperature and microstructure evolution of Ti64 alloy casting during investment casting
熔模铸造过程中,铸件冷却速率较低,钛合金的相变主要受控于扩散过程,α相片层在生长过程中吸收Al并排出V溶质,造成α/β相界面前沿的溶质富集,阻碍片层的进一步生长,而溶质的扩散对溶质富集的消解是片层生长的必要条件。Ti64合金具有2个主要合金元素Al和V,因此需要分别计算2种溶质的扩散过程。Al和V的扩散可由式(1)描述:
式中,i代表溶质元素Al或V,
对于相邻的单元J和K,若2个单元均为单相p (α或β相),溶质i扩散流入单元J的溶质流量密度为:
式中,
若2个单元中J为单相p,K为界面单元,则:
式中,
若2个单元均为界面单元,则:
式中,
在α相片层的生长过程中,认为在界面上,α相与β相达到溶质平衡,即:
式中,
同时,在成分过冷和曲率过冷的作用下,界面单元达到(或近似达到)局部热力学平衡,即:
式中,T0为原始成分合金完全β相化温度;T为界面单元温度;
式中,ΔGC是曲率引起的两相自由能差的变化,
Shi等[19]的研究表明,若不考虑晶格错配应变能,在界面能各向异性的作用下,α析出相倾向于形成椭球状;考虑晶格错配应变能的作用之后,α析出相变为薄片状, 其惯习面为
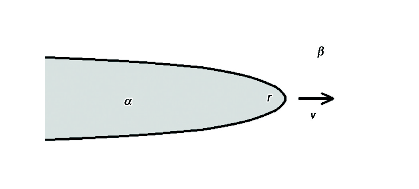
图2为片层边缘部分扩散长大的示意图,图中r为α相片层边缘曲率半径,v为片层边缘生长速率。对于片层的边缘,α/β相界面为非共格界面,曲率半径很小,造成明显的曲率过冷。杂质溶质元素中,C、O、N等间隙型溶质扩散率远远大于Al、V这样的置换型溶质元素,且含量远低于Al、V。其它置换型溶质元素以Fe为主,其含量远低于Al、V,β相线斜率绝对值与Al、V接近,在β-Ti中扩散系数高于Al和V[20,21],因此对片层边缘的影响不大。忽略杂质的影响,曲率过冷度与过冷度相等时的曲率半径为临界半径rc:
由式(7)和(8)可得,对曲率半径为r的片层边缘,ΔTC满足:
对于在片层边缘侧面和端面上的生长,可将边缘看作半个半径为r的圆柱面,对Al和V这2种溶质元素,有[22]:
式中,a0为常数,a0≈2;
图2 片层边缘扩散长大示意图
Fig.2 Schematic of diffusion-controlled growth of edge of α phase plate (r—the curvature radius of edge of α phase plate, v—the growth rate of edge of α phase plate)
式(10)和(11)的含义为,在片层边缘特定位置只有一个真实的生长速率,而且根据Al和V的溶质浓度分布、扩散系数和片层边缘曲率计算得到的片层边缘生长速率均为这一真实生长速率。将式(11)代入式(10)中,可得:
不妨设s =
将式(13)代入式(6),可以得到ΔTC与s之间的关系:
式中,ΔTC的有效取值范围为(0, T0-T),只有使ΔTC的取值落入该区间的s值是有效的。
将式(9)、(14)代入式(10),可以得到片层边缘生长速率v与s之间的关系:
固态相变过程中,片层倾向于以尽可能大的速率生长,此时
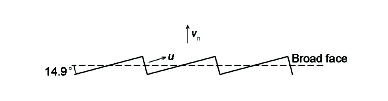
对于片层的增厚,认为半共格的宽面为台阶状。α相片层宽面(11 1311)β与台阶的共格的台面取向
图3为片层宽面台阶长大示意图,图中u为宽面台阶中阶面的生长速率,vn为宽面的法向生长速率。与片层边缘生长不同的是,宽面的生长造成C、O、N等杂质元素富集于α相中,而α相片层的厚度相对于片层间距并非可以忽略,从而导致基体中杂质元素含量发生明显变化,其引起的过冷度也发生较大变化,对片层的生长造成阻碍。由于宽面的曲率远小于片层边缘的曲率,因此曲率过冷可以忽略,式(6)简化为:
为了简化计算,假设在片层生长时的宽面杂质元素含量变化引起的过冷度占总过冷度的比例不变,即:
式中,k为常数,代表宽面上杂质元素含量变化引起的过冷度变化占总过冷度的比例。
图3 宽面台阶长大示意图
Fig.3 Schematics of α/β phase interface on broad face of α phase plate (u—the growth velocity of step face, vn—the normal growth velocity of broad face)
在片层的增厚过程中,不仅要考虑该片层溶质再分配作用,还要考虑周围其它片层溶质再分配对基体的成分的影响,因此采用下式计算片层宽面法向生长速度
由式(16)可以得到
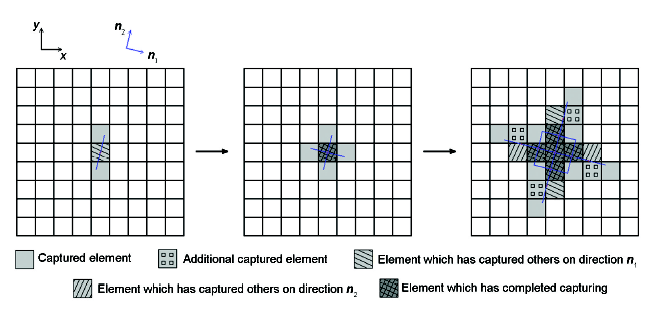
α相片层生长时沿着一定的优先生长方向,但由于网格的各向异性,导致生长容易沿着网格边长方向或者对角线方向进行。为消除网格各向异性的影响,本工作从生长方向平行于坐标轴的情况出发,结合钛合金α相片层生长的特点,采用了一种新的捕获方法,以实现片层沿任意三维方向的生长。
图4为捕获方法的二维示意图。n1方向和n2方向分别是α相生长较快和较慢的方向,每个单元内α相的生长,会造成该单元α相在n1方向和n2方向上的尺寸L1和L2增大。每个单元转化为界面单元(通过形核或被捕获)时,会形成一个基准点。当L1=dx时,从该单元(父单元)基准点出发,向±n1方向各延伸dx距离,形成新的基准点并捕获基准点所在单元(子单元);相应地,当L2=dx时,该单元向±n2方向±n1方向和±n2方向捕获后,该单元转变为α相单元。当父单元与子单元并非邻接单元时,将额外捕获2个基准点连线经过的β相单元,以保持α相的连续性。这些额外捕获的单元本身没有捕获其它单元的能力,但可以被其它单元以前述普通的捕获方式再次捕获,成为普通的被捕获单元从而具有捕获能力。
图4 α片层生长捕获规则示意图
Fig.4 Schematics of capturing rules for growth of α phase plates (n1, n2—the prior growth directions of α phase plate)
本工作以Ti64合金熔模铸造过程温度测量结果(固态相变开始前)作为温度场的初始条件,并结合反算得到的铸件与铸型温度变化及界面换热系数等作为合金温度场计算的边界条件[24],合金的相变潜热释放,通过组织模拟采用温度回升法给出。由于钛合金导温系数(>10-5 m2/s)远大于溶质扩散系数(<10-12 m2/s),因此在组织模拟时认为计算域内温度均匀。
模拟采用正六面体单元,网格边长1 μm,模拟边界采用对称边界条件,即边界扩散通量为0。考虑到Ti64合金熔模铸造过程中α相的生长特点,模拟单个α相集束生长时,将计算区域的一个底面设为α相基底,基底上生长出的α相片层具有共同的晶体学取向和生长方向;模拟多个α相集束竞争生长时,将相邻的三个底面设为α相基底。模拟所采用的Al和V在α/β相中的扩散系数为[25]:
式中,R为理想气体常数,扩散系数的单位为m/s2。
Ti64合金α相与β相的比热容为[26]:
式中,比热容单位为J/(kg℃),温度单位为℃。
在铸件温度计算时,将根据计算得到的α相与β相质量分数,计算总体加权平均比热容应用于温度计算。
对Ti64合金熔模铸造过程中铸件温度的测量表明,固态相变发生时,铸件的冷却速率急剧下降,最多达80%以上,因此在模拟单个片层生长时,将温度环境近似为等温转变环境。在转变温度下加以温度噪声使α相出现生长不均,继而在凸起处取得相对周围单元的优势,形成片层雏形向β相内部生长。
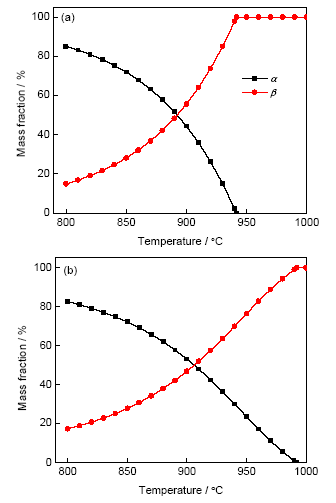
模拟采用的Ti64固态相变的热力学数据主要取自JMatPro软件。根据从JMatPro中获得的Ti64的温度/热焓曲线,可以推测出两相在900~950 ℃附近的热焓差值约为80 kJ/kg,与文献[26]中的(48±10) kJ/kg相差较大。对比从JMatPro中获得的Ti-6Al-4V (此处表示理论上仅含6%Al和4%V而不含杂质的钛合金)三元合金与含有杂质的Ti-6Al-4V-0.18Fe-0.18O-0.02C-0.01N合金(质量分数,%,其杂质含量为一般商用Ti64合金中的杂质含量) α/β相含量随温度的变化速率(图5),可以观察到Ti-6Al-4V-0.18Fe-0.18O-0.02C-0.01N合金中α相含量增长的速率约为Ti-6Al-4V的50%~60%。考虑到这2种合金在两相区内同一温度下时Al和V在两相中的浓度差相差不大,因此可以认为在Ti-6Al-4V-0.18Fe-0.18O-0.02C-0.01N中Al和V大约承担了50%~60%的成分过冷度,相应地,其它杂质元素承担剩余的40%~50%。考虑到以上数据均有较大不确定性,因此本工作对不同的相变潜热和k下的微观组织与温度耦合模拟得到的计算域温度变化与实际温度变化进行比较,从而对相变潜热及k进行评估。
图5 JMatPro软件给出的Ti-6Al-4V与Ti-6Al-4V-0.18Fe-0.18O-0.02C-0.01N中α /β相含量随温度的变化
Fig.5 Curves of mass fraction vs temperature of α /β phase in Ti-6Al-4V (a) and Ti-6Al-4V-0.18Fe-0.18O-0.02C-0.01N (b) from JMatPro software
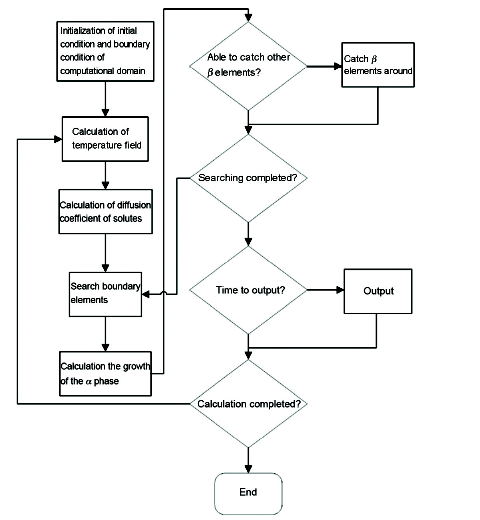
本工作的模拟内容主要分为2个部分,首先是单个α相集束(包含很多相同生长方向的α相片层)生长的模拟,并将模拟结果与Ti64合金熔模铸造实验结果进行对比,以验证模型的可靠性,分析影响片层厚度的因素;随后将相变潜热的释放与相变过程的温度变化相耦合,进一步分析;然后进行多个α相集束的竞争生长模拟,将其与Ti64合金熔模铸造件金相结果进行对比。图6为本工作Ti64合金固态相变过程数值模拟流程图。
图6 Ti64合金固态相变过程数值模拟流程图
Fig.6 Flow chart of numerical simulation of solid phase transformation in investment casting of Ti64 alloy
图7为相同取向的片层从同一基底上生长得到的模拟结果,片层生长时间为20 s,温度为930 ℃(实际相变过程中铸件冷却速率最小时的温度),相变潜热ΔH暂定为80 kJ/kg,k暂定为0.45,计算区域大小为100 μm×100 μm×100 μm,模拟时间步长为20 ms。图7a和b分别是片层上Al和V的浓度分布,由于这2种溶质元素的分布刚好相反,因此下文展示片层生长结果时将不再同时给出Al和V的浓度分布而是仅采用Al的分布。从图7可以看出,模拟得到的α相片层厚度很小;由于不同片层的竞争,宽度方向上的尺寸也不大,单个片层的形状为薄而长的片状,所有在竞争中取得优势的片层长度大致相当,但形状具有一定的随机性。
图7 相同取向片层竞争生长模拟结果
Fig.7 Simulated competitive growths of α phase plates in same orientation(a) concentration distribution of Al (CAl) (b) concentration distribution of V (CV)
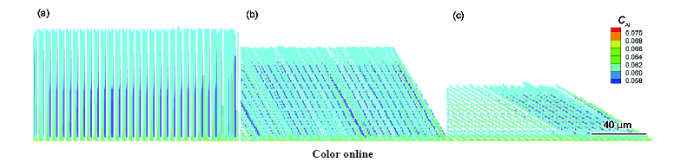
由于CA方法的模拟结果对捕获规则依赖较高,因此需要对生长方向与坐标轴成不同角度的生长情况进行模拟,以验证所采用的捕捉方法的有效性。为了便于比较不同情况下的片层厚度和生长长度,图8给出了α相片层生长方向与基底成不同夹角时的片层分布,计算区域为150 μm×100 μm×50 μm,其它条件与图7相同,从侧面观察以利于比较不同情况下片层的长度。图8中,Al含量较高的为α相片层,含量较低为片层间β相,片层组织的基体β相被隐去,以便观察片层长度。图8a~c中,片层最优生长方向与基底的夹角依次为90°、60°和30°,次优生长方向垂直于图像平面。图8中各种情况下模拟得到的片层间距及片层生长速率(约为4 μm/s)均相当,表明图4所示的捕捉方法可以较好地克服网格的各向异性,得到较为准确的结果。
图8 α相片层生长方向与基底具有不同夹角时的生长模拟结果
Fig.8 Simulated α phase plates in the growth directions of 90° (a), 60° (b) and 30° (c) with basement
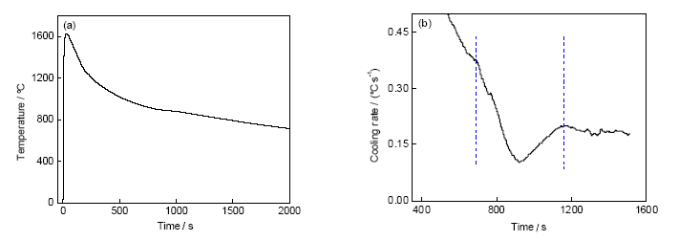
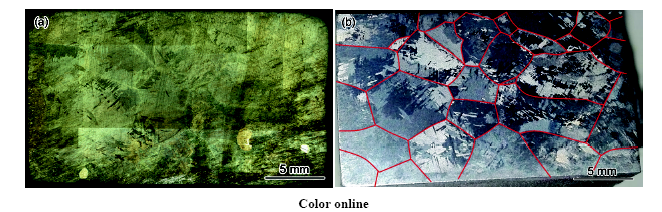
图9为铸造过程中实验用铸件(铸件厚度25 mm,陶瓷型壳)的温度与冷速曲线。若将冷却速率降低过程中出现转折加速下降作为为固态相变开始时间,将回升阶段结束为固态相变结束时间(图9b中2道虚线所示),则固态相变持续时间约为465 s (700~1165 s)。图10为实验铸件横截面上的微观组织与宏观组织,表明β晶粒尺寸约为4 mm,这说明相变过程中α片层的平均生长速率约为4~5 μm/s。
图9 Ti64铸件熔模铸造过程温度和冷却速率曲线
Fig.9 Curves of temperature (a) and cooling rate (b) of Ti64 casting during investment casting
图10 Ti64铸件截面的OM像与宏观组织
Fig.10 OM image (a) and macrostructure (b) on the section of Ti64 casting (Red lines indiate prior β grain boundaries)
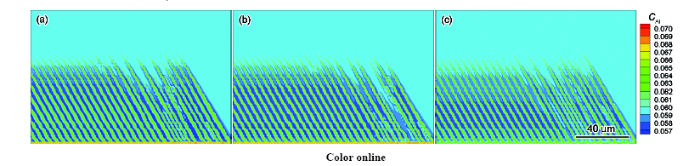
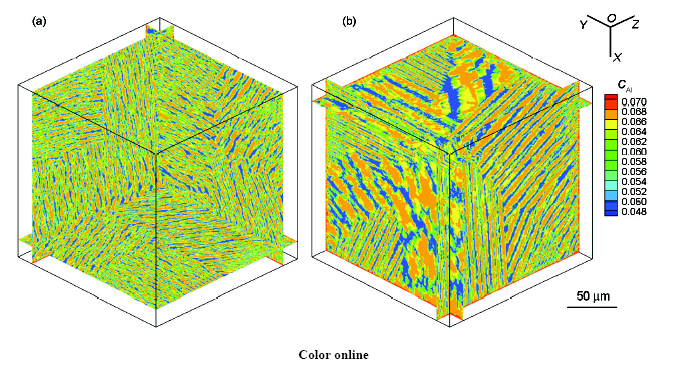
图11为杂质元素引起的溶质过冷度占总过冷度的比例k不同时片层的生长模拟结果。从模拟结果可以看出,在片层边缘前沿基体内Al的含量基本没有受到片层生长的影响,而片层间的残余β相中Al的含量则明显降低。考虑到主要的杂质元素C、O和N都是间隙型溶质,扩散系数远大于Al,因此可以认为片层边缘的生长受C、O和N的阻碍较小的假设是合理的。与在片层边缘不同,在片层厚度方向,溶质元素在两相间发生严重的偏析。当k较小时,片层较厚,层间β相层较薄,且Al含量最低;而k较大时片层较薄,层间β相层厚,而Al含量相对较高。由此可见,在固态相变溶质元素的再分配过程中,杂质元素对片层生长速率影响不大,但对片层增厚影响显著。
图11 宽面上杂质元素含量引起的过冷度占总过冷度的比例k不同时α相集束生长模拟结果
Fig.11 Simulated growths of α phase plates colonies in which the proportions (k) of undercooling degree k=0.3 (a), k=0.45 (b) and k=0.6 (c), caused by impurities in them in the total undercooling degree
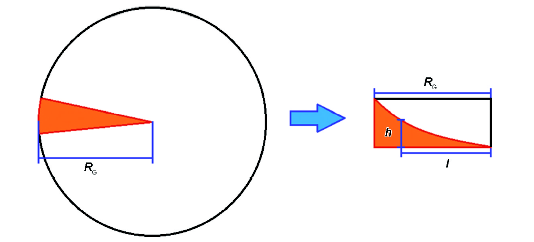
由于Ti64合金熔模铸造条件下原始β相晶粒直径可达4 mm,而片层间距小于10 μm,以原始β相晶粒为计算域,对片层生长进行三维模拟将非常困难。若将原始β相晶粒等效为球形,考虑到α相片层集束从球面出发向球心生长,忽略晶粒内α相集束生长的不均匀性,将晶粒分为多个以球心为顶点的锥形,可以认为不同锥形内α相片层集束的生长状况(生长长度、片层厚度)相似,相变潜热的释放程度因而也相似。因此,可以用锥形内的集束生长与相变潜热的释放评估整个晶粒内的集束生长与相变潜热释放情况。为进一步简化模型,减少计算量,本工作采用如图12右侧所示的区边楔形作为微观组织模拟与温度场计算耦合的计算域。
图12 耦合模拟计算域示意图
Fig.12 Schematic domain for temperature and microstructure coupling simulation (RG—the average radius of β phase grains, h—the height of section in a wedge with a curve side, l—the distance between section and right vertex of the wedge)
图12为计算域提取过程示意图,图中左侧的球形代表简化β相晶粒,其半径RG为β相晶粒平均半径,右侧的区边楔形为最终的简化温度场——微观组织耦合模拟计算域,h为楔形中到顶点的距离为l的截面的高度。首先从球中提取锥形区域,以锥形内部α相集束的生长与潜热释放代表整个球内α相集束的生长与潜热释放过程;然后将锥形变形为厚度均匀的区边楔形。该楔形的形状满足h∝l2,其截面面积与到左侧底边距离之间的关系,与球形晶粒中锥形区域中的横截面积与到球面距离之间的关系类似,因而可用来考察由晶界向心生长的α相集束生长过程。模拟过程中,在给定的初始温度和外部散热条件下,通过微观组织模拟得到的潜热释放和外部散热条件决定计算域的温度变化,而计算域内的温度反过来影响微观组织的演化,从而将计算域内的微观组织模拟与温度变化耦合起来。
由图9可以得到此次实验中铸件在测温点的相变始于约975 ℃,终于约890 ℃。根据这一温度区间内铸件/铸型间的界面换热系数及模拟得到的界面温差变化[24],可以求得此期间单位质量铸件热量散失速率从0.239 W/g降为0.176 W/g。
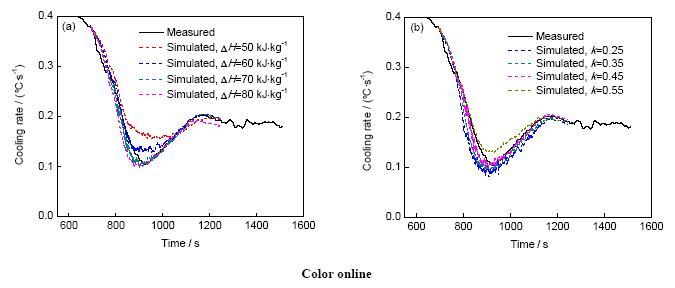
图13a为k=0.45,ΔH=50~80 kJ/kg时模拟得到的计算域冷却速率。模拟表明,ΔH越大,冷却速率越小,当ΔH=70 kJ/kg时模拟得到的冷却速率与实测数据吻合最好,大于文献[26]中给出的取值范围,而与从JMatPro软件推断得到的取值较为接近。
图13 不同的相变潜热(ΔH)和k下模拟得到的计算域冷却速率比较
Fig.13 Cooling rate curves with different latent heats (ΔH) and k(a) k=0.45, different ΔH (b) ΔH=70 kJ/kg, different k
图13b为ΔH=70 kJ/kg,k=0.25~0.55时模拟得到的计算域冷却速率。从图中可以看出,随着固态相变的进行,计算域冷却速率首先急剧减小,在相变开始后200~250 s时达到极小值,随后有所回升,趋势与实验中测得的数据相符;对于不同的k,k越小,计算域的冷却速率减小越快,极小值越小,达到极小值的时间也越短,当k=0.45时,模拟得到的计算域的冷却速率与实测数据吻合最好,与从JMatPro中获得数据得到的推断相符。
由上文的模拟结果可以认为,Ti64合金发生固态相变时,相变潜热ΔH≈70 kJ/kg,除Al和V外其它杂质元素造成的溶质过冷度占总过冷度的45%左右。在实际熔模铸造条件下,原始β相晶粒直径可达4~5 mm。考虑到α相片层厚度小于10 μm,因此网格边长取1 μm是较为合理的。在这种情况下对α相片层的生长进行三维数值模拟,很难达到整个β相晶粒的尺度。因此本工作的目标是对原β相晶粒的一角处不同取向α相集束的竞争生长进行数值模拟。
图14为模拟得到的集束竞争生长结果,模拟区域为200 μm×200 μm×200 μm,模拟生长时间为250 s,模拟温度按照图9中700~950 s阶段的方式变化,初始时为970 ℃,终止时为921 ℃。模拟中,预设远离观察方向的3个面为晶界α相基底面,每个底面分为4个100 μm×100 μm的区域,3个底面共12个区域,每个区域具有独立的α相晶体学取向和片层生长取向。
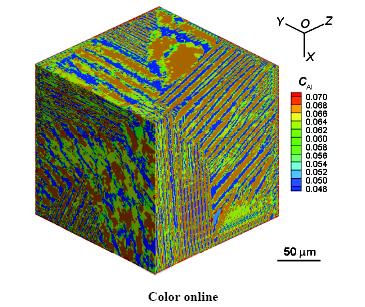
从图14可以看出,模拟区域内不同的片层表现出来的厚度有很大的不同,有些甚至变成不规则块状。实际上,考虑到片层与模拟区域表面的夹角,不同片层的实际厚度较为接近,如XOZ侧面上左侧的片层与该侧面右上部分的片层厚度均为5~6 μm。
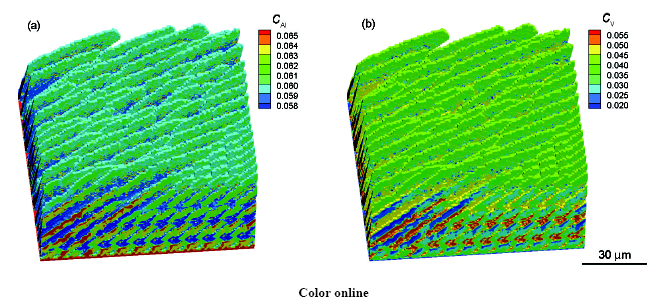
图15为计算区域内部Al浓度截面图,其中图15a是图14所示区域内部距离3个α基底20 μm的截面,图15b则是距离基底180 μm但距图14所示表面20 μm的截面。从图15中可以进一步分析在图14中表现为块状的片层的厚度。如图15b与YOZ截面偏右的块状组织为图14中YOZ表面偏右的块状组织,对比图15a相应的位置,可以确定其片层厚度为5 μm左右。除此之外,α片层在优先生长方向上的长度较长,不过,由于不同片层间的竞争,在宽度上较窄,因而在垂直于优先生长方向的截面上将看到短棒状的组织。在图15a中,各截面由于离相应的基底距离很小,穿过截面的片层优先生长方向与截面夹角较大,因此组织多为短棒状,而图15b中截面与片层优先生长方向夹角小,所以,容易观察到长条状或块状组织。
图15 多集束模拟生长截面Al浓度分布
Fig.15 Distribution of Al on sections near or far from α phase basement in a simulated multi-colony region(a) section 20 μm away from an α phase grain boundary(b) section 180 μm away from an α phase grain boundary
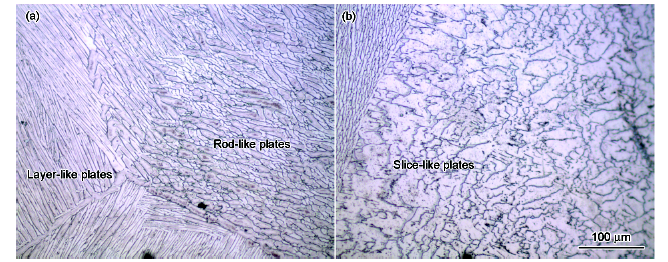
图16给出了Ti64合金熔模铸造件的光学金相照片。与模拟结果显示的类似,金相中α片层表现为长条形(图16a左侧、下方晶粒)、短棒形(图16a右侧晶粒)以及粗大片状(图16b右侧)等不同形态,这主要是因为金相平面与片层平面之间的角度不同所致。
图16 熔模铸造Ti64合金OM像
Fig.16 OM images of Ti64 investment casting(a) a corner among three β grains (b) a boundary between two β grains
与实验结果有所不同的是,模拟结果中残余β相的厚度还有较大的比例,而实际金相照片中残余β相的比例极小。这主要是因为模拟过程终止于921 ℃,此时片层的分布已经定型,可以用来推测最终的组织形态,但α相体积分数仅约为60%~70%,还有较多残余β相;随着固态相变过程的进行,当铸件冷却至室温时,残余β相仅剩约10%。
(1) 采用CA方法对Ti64合金熔模铸造过程中的固态相变进行了模拟,对于α相片层的生长,在片层的边缘上建立了多组元Zener-Hillert模型计算边缘生长速率,在宽面上,根据溶质守恒建立了多组元扩散生长模型计算宽面推进速率。
(2) 通过耦合固态相变的组织转变和温度变化,评估了杂质元素对模拟的影响和模拟所采用的相变潜热值的准确性。模拟结果表明,杂质元素对模拟的影响较小,在片层宽面上,杂质元素含量引起的过冷度占总过冷度的比例约为0.45,而在片层边缘杂质元素的影响比在宽面小得多。模拟结果还表明,Ti64合金的固态相变潜热约为70 kJ/kg,与JMatPro软件中的数据吻合较好。
(3) 按照Ti64合金熔模铸造过程中的温度变化,对一定区域内的魏氏体α相片层的竞争生长进行了模拟。通过三维模拟得到的α相片层形态二维截面与实验相符,表明该模拟方法对Ti64合金固态相变的模拟具有较好的适用性。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}