
席明哲 , 吕超, 吴贞号, 尚俊英, 周玮, 董荣梅, 高士友
, 吕超, 吴贞号, 尚俊英, 周玮, 董荣梅, 高士友
燕山大学先进锻压成形技术与科学教育部重点实验室 秦皇岛 066004
XI Mingzhe, LV Chao, WU Zhenhao, SHANG Junying, ZHOU Wei, DONG Rongmei, GAO Shiyou
中图分类号: TG132.3
文章编号: 0412-1961(2017)09-1065-10
通讯作者:
收稿日期: 2017-01-6
网络出版日期: 2017-09-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 席明哲,男,1968年生,教授,博士
展开
摘要
采用连续点式锻压激光快速成形技术进行了TC11钛合金厚壁零件成形实验,利用OM、SEM等手段研究了连续点式锻压激光快速成形TC11钛合金的组织和力学性能。结果表明,TC11钛合金试样内部的等轴晶晶粒尺寸均匀,平均晶粒尺寸48.7 μm。等轴晶的晶界α相连续,晶内是初生α相板条+β转变组织组成的双态组织。在连续点式锻压激光快速成形过程中,连续点式锻压时,TC11钛合金厚壁零件的表层变形区深度约为1.5 mm,变形量为20%。在连续点式锻压冷变形TC11钛合金上表面沉积新层过程中,当激光束扫描经过时,熔池热影响区中约1 mm厚(4层)冷变形TC11钛合金被加热到钛合金β转变温度之上,并在0.86 s内完成再结晶。力学性能结果表明,与TC11钛合金锻件相比,连续点式锻压激光快速成形的TC11钛合金的强度高,而塑性低。断口形貌分析表明,晶间断裂是导致TC11钛合金塑性差的主要原因。
关键词:
Abstract
The titanium alloy parts, which have been formed by traditional laser additive manufacturing (LAM) method, usually have obviously different microstructure from wrought microstructure of titanium alloy and show room temperature mechanical anisotropy. In order to make the LAMed titanium alloy parts get the same microstructure and mechanical properties as wrought titanium alloy, a new technology of LAM called consecutive point-mode forging and laser rapid forming (CPF-LRF) has been proposed. During CPF-LRF process, deposited TC11 titanium alloy by laser rapid forming (LRF) was deformed by consecutive point-mode forging (CPF), and then on the surface of the deformed TC11 titanium alloy, new LRF process started over again. Both LRF and CPF were performed alternatively throughout the process of the fabrication of a TC11 titanium alloy part. Microstructures and mechanical properties of the CPF-LRFed TC11 alloy sample have been investigated. The average grain size of equiaxed grains of the CPF-LRFed TC11 alloy sample is 48.7 μm. The equiaxed grains have continuous grain boundary α phase. The microstructure of the equiaxed grain is bimodal microstructure consisting of primary α phase lath and transformed β. During CPF-LRF process, being plastically deformed by CPF, the surface deformation zone of the thick-wall TC11 titanium alloy part is 1.5 mm depth and its deformation degree is 20%. During a new layer deposited on the surface of the CPF cold deformed TC11 titanium alloy part, when laser beam scans through, about 1 mm thick (four layers) cold deformed titanium alloy in the heat affected zone of laser melting pool is heated up above β-transus temperature of TC11 titanium alloy in which static recrystallization complete within time interval of 0.86 s. The mechanical properties indicate that compared with the tensile properties at room temperature of TC11 alloy forged piece, the CPF-LRFed TC11 alloy has higher strength and less ductility. Fracture analysis indicates that intergranular fracture is mainly responsible for the poor ductility of CPF-LRFed TC11 alloy.
Keywords:
名义成分为Ti-6.5Al-3.5Mo-1.5Zr-0.3Si (质量分数,%)的TC11钛合金,是一种α+β两相热强钛合金,具有良好的高温强度、耐腐蚀性能、热稳定性和抗蠕变性能,主要用于压气机盘、叶片、环形件和紧固件等[1~5]。锻造是航空航天等先进工业领域中关键钛合金零部件的重要制造方法。钛合金锻件具有组织细小、均匀、化学成分偏析小以及综合力学性能优异的特点。但是,传统的“锻造+机械加工”方法制造钛合金零件,涉及热加工工序多,机械加工去除效率低和材料利用率不高,导致钛合金零件生产成本高、制造周期长。
近年来,得到快速发展的金属零件激光快速成形(LRF)技术[6~10],是一种数字化、智能化制造技术,零件制造系统在计算机控制下按照目标零件数字模型生成的路径命令运动,逐点逐层激光熔化-快速凝固沉积金属材料,直至零件近终成形。与传统的“锻造+机械加工”方法制造钛合金零件方法相比,LRF技术在钛合金零件制造方面具有生产周期短、材料利用率高以及成形零件形状结构复杂程度高等特点,因此,该技术为复杂钛合金零件制造提供了新的技术途径。
与钛合金锻件的等轴晶组织及其各向同性力学性能不同,LRF技术成形的钛合金零件的组织为定向外延生长的粗大柱状晶组织,力学性能具有明显的各向异性[11~14],限制了LRF技术成形的钛合金零件在多向应力状态下的应用。
连续点式锻压激光快速成形(CPF-LRF)技术[15]是将连续点式锻压(CPF)与传统的LRF技术相结合,目的是能够形成新的激光增材制造技术,并能成形出形状复杂、组织和力学性能与钛合金锻件一致的钛合金零件。CPF-LRF技术过程中,LRF与CPF交替进行,一方面,利用CPF使激光沉积的钛合金发生塑性冷变形,另一方面,又利用激光沉积新层过程中,激光束扫描经过处,熔池热影响区对CPF塑性冷变形钛合金的加热使其发生静态再结晶。目前,有关采用CPF-LRF技术成形钛合金零件的报道还比较少。
本工作研究了CPF-LRF 制备的TC11钛合金试样的组织及其形成机理,并测试和分析了CPF-LRF 制备的TC11钛合金试样的力学性能,以期为钛合金零件的CPF-LRF技术的进一步发展奠定一定的研究基础。
CPF-LRF实验在CPF-LRF系统上完成,系统组成主要包括:3000 W CO2激光器、四轴激光成形及数控压力机系统、双路同轴送粉头、送粉器、惰性气氛保护箱、进口在线氧分析仪。TC11钛合金的LRF工艺参数为:激光功率2000 W,扫描速率3.5 mm/s,光斑直径3 mm,每层高度方向增量0.25 mm,搭接率 40%,送粉速率 8 g/min。CPF工艺参数为:压头直径3 mm,每沉积2层,实施一次CPF,压下量0.3 mm,压头移动搭接率 30%。基材采用TA15轧板(80 mm×40 mm×6 mm),所用粉末为等离子旋转电极法制备的TC11钛合金球形粉末,粒度为150 μm。CPF-LRF制备的TC11钛合金试样的尺寸为40 mm×16 mm×45 mm,CPF-LRF制备的钛合金试样最上面2层为激光沉积层。
为防止TC11钛合金在CPF-LRF过程中氧化,惰性气氛箱内气氛氧含量小于80×10-6 (体积分数)。金相试样采用标准金相试样制备方法,腐蚀剂为Kroll试剂(HF∶HNO3∶H2O=1∶6∶43,体积比),用Axiovert 200 MAT金相显微镜(OM)分析组织。在Insekt100 Table型微机控制试验机上测试力学性能,拉伸时应变速率为8.6×10-4 s-1。采用S3400型扫描电镜(SEM)进行相分析和试样拉伸断口形貌观察。用FM-ARS9000型全自动显微Vickers硬度计测试显微硬度,所用载荷为200 g,加载时间为20 s。试样显微组织观察为xz截面(参见图1坐标系)。
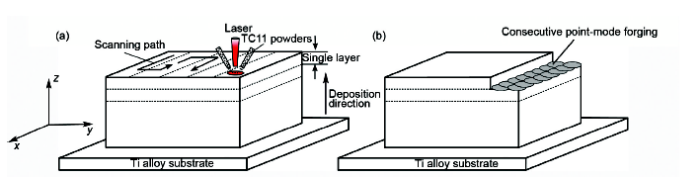
图1 连续点式锻压激光快速成形(CPF-LRF)技术过程示意图
Fig.1 Schematic of technical process of consecutive point-mode forging and laser rapid forming (CPF-LRF) (a) laser rapid forming (b) consecutive point-mode forging
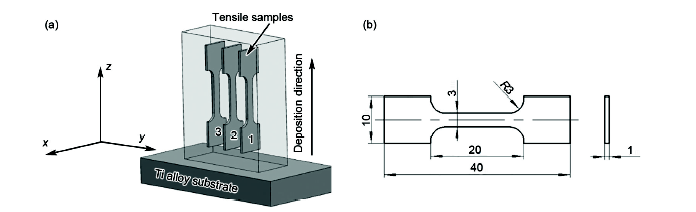
CPF-LRF过程中,先采用LRF沉积2层TC11钛合金(图1a),然后,再采用CPF沿TC11钛合金沉积层的上表面进行逐点冷锻(图1b),整个成形过程中,LRF和CPF过程反复交替进行直至TC11合金厚壁试样成形完成。用线切割在CPF-LRF 制备的TC11合金厚壁试样上截取室温拉伸试样,取样位置、拉伸方向、数量及相关尺寸如图2所示。
图2 拉伸试样的取样位置和拉伸试样尺寸
Fig.2 Sampling location of tensile specimen (a) and gemometric size of tensile specimen (unit: mm) (b)
图3a为CPF-LRF制备的TC11钛合金试样xz截面的OM像。可以看出,沿着试样的高度方向,水平均匀分布着相互平行的层带,层带间距约0.25 mm,与激光头轴增量一致,表明TC11钛合金试样中每层的厚度约0.25 mm。从图3a还可以看出,TC11钛合金试样顶部N+5~N+1层的衬度较亮(其中,N是图3a所示OM像中衬度较暗区域最上层的层号),而试样中N层及其以下层的衬度较暗。这是因为N+5~N+1层的显微组织与N层及其以下层的显微组织不同,所以金相腐蚀后,N+5~N+1层和N层及其以下层表现出不同的衬度,文献[16~18]也观察到相同现象。由于N+4和N+5层是激光沉积层,所以从图3b(图3a中N+4和N+5层的放大OM像)可以看出,N+4和N+5层中的组织为沿试样高度方向外延生长的柱状晶组织,是典型的钛合金激光沉积态组织[19,20]。图3c~g分别为图3a中N+3~N-1层的放大OM像。可以看出,N+3~N层中等轴晶尺寸逐渐减小,N和N-1层中的等轴晶尺寸趋于一致。用Imageproplus 6.0软件测量可知,N+3~N-1层中的等轴晶平均晶粒尺寸分别为73.8、58.6、54.4、48.7和48.7 μm。
图3 TC11钛合金试样xz截面的OM像
Fig.3 OM images of xz cross-section of TC11 alloy sample (a) overall view (b) layers N+5 and N+4, showing columnar grains (c~g) layers N+3, N+2, N+1, N and N-1, respectively, showing equiaxed grains
Ivasishin等[21]研究表明,将冷变形β钛合金VT22、Ti-15-3、β-21S和TIMETALLCB快速加热到钛合金β转变温度之上,冷变形钛合金在很短时间内完成静态再结晶。由此可知,在CPF-LRF过程中,经CPF冷锻后,激光沉积态TC11钛合金发生塑性变形。在CPF冷变形TC11钛合金表面上进行新的LRF过程中,激光束扫描经过处,熔池热影响区中温度高于TC11钛合金β转变温度的CPF冷变形钛合金将发生静态再结晶。如此,在CPF-LRF过程中,激光沉积增材-CPF冷锻变形-新的激光沉积增材及熔池热影响区中CPF冷锻组织发生再结晶的过程始终交替进行,直至TC11钛合金零件的成形。
本工作中,由于激光光斑直径为3 mm,扫描速率为3.5 mm/s,所以激光熔池热影响区与CPF冷变形TC11钛合金的相互作用时间为t=3/3.5=0.86 s,由此可知,熔池热影响区中位于TC11钛合金β转变温度之上的CPF冷变形钛合金的静态再结晶是在0.86 s内完成的。
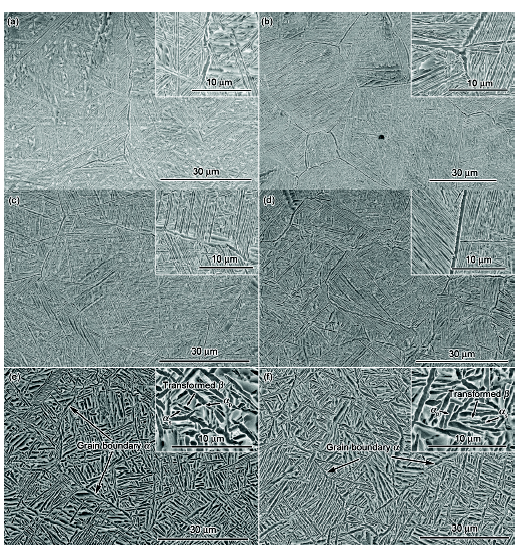
图4为图3a中N+4~N-1层的SEM像。可以看出,与N+4层中的柱状晶组织(图4a)不同,N+3~N-1层(5层)中的组织均为等轴晶组织(图4b~f)。从图4a~d中的插图可以看出,N+4~N+1层的显微组织具有相同的特征:晶界α相宽度大于晶内初生α相板条宽度,晶内是魏氏组织。这表明,在激光沉积N+5层过程中,激光束扫描经过处,激光熔池热影响区中的N+4~N+1层被加热到TC11钛合金β转变温度之上,当激光束离开后,在基体(基板+基板上成形部分)的冷却作用下,N+4~N+1层从高温β相区快速冷却,在β→α相变过程中,由于β晶粒的晶界缺陷较多、能量高、形核能低,并由于冷速快,所以α相首先在β晶粒的晶界大量形核,随温度持续降低,晶界α相快速长大并连接在一起,形成连续的晶界α相(图4a~d),进一步冷却,初生α相在晶界α相上协同形核,并沿着优先生长方向并排向晶内生长,沿晶界α相形成魏氏组织。由于晶界α相先于晶内初生α相板条形成,生长时间较长,所以晶界α相的宽度相对较大(图4a~d中插图)。由此可知,本工作中,在沉积N+5层过程中,激光束扫描经过处, N+4~N+1层(4层)被加热到TC11钛合金β转变温度之上。
图4 CPF-LRF制备的TC11钛合金试样xz截面上(N+4)~(N-1)层的SEM像
Fig.4 SEM images of layers (N+4)~(N-1) of xz cross-section of the CPF-LRFed TC11 alloy sample
(a) layer N+4, showing columnar grains (Inset shows widmanstätten microstructure) (b~d) layers (N+3)~(N+1), showing equiaxed grains (Insets show Widmanstätten microstructure )(e, f) layers N and N-1, showing continuous grain boundary α phase (Insets show special duplex microstructure consisting of lath αp and transformed β)
与N+4~N+1层的显微组织不同,N层的显微组织为由初生α相板条+β转变组织组成的特殊双态组织(图4e中插图)。这是因为随与激光熔池底部距离增加,沉积N+5层过程中,熔池热影响区中的N层只能被加热到高温α+β相区[22]。由于温度升高,发生α→β,N层中部分初生α相转变为β相,所以初生α相的体积分数减少。在高温条件下,由于热扩散,原先细长初生α相板条两端非共格α/β相界面[23]向初生α相板条长度缩短方向移动,与此同时初生α相板条宽度增加,所以初生α相板条长宽比降低。当激光束离开后,在冷却过程中,次生α相从N层中的高温β相中析出,冷却后得到β转变组织(由次生α相+β组成)。与N层显微组织的形成机理一致,N-1层的显微组织同样为初生α相板条+β转变组织组成的特殊双态组织(图4f中插图)。
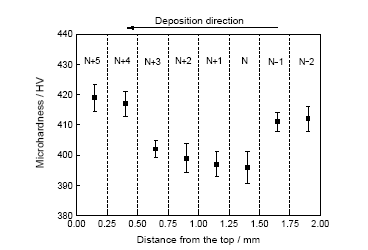
图5为CPF-LRF制备的TC11钛合金试样xz截面顶部8层的显微硬度分布情况。可以看出,N+4和N+5层的显微硬度最高,N+3~N层的显微硬度最低,而N-1和N-2层的显微硬度居中。
图5 CPF-LRF制备的 TC11钛合金试样xz截面顶部8层显微硬度
Fig.5 Microhardness of the top eight layers of xz cross-section of the CPF-LRFed TC11 alloy sample
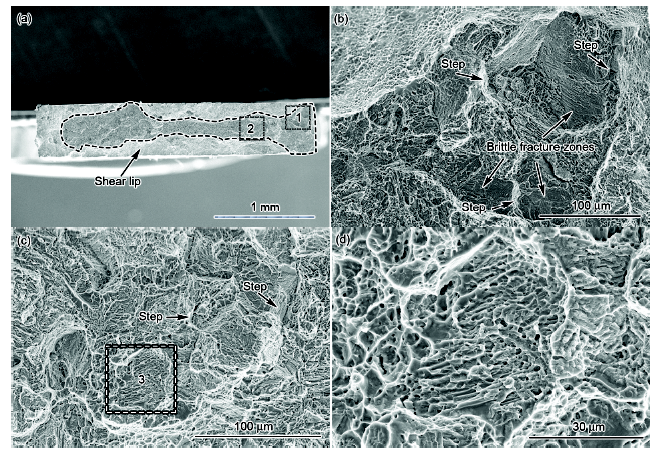
图6为CPF-LRF制备的TC11钛合金试样的拉伸断口形貌。由宏观断口(图6a)可以看出,TC11钛合金拉伸断口由晶间脆性断裂区和剪切唇区组成。如图6b (图6a中1区的放大图)所示,箭头所指的等轴状小区域表面光滑,无明显韧窝,同时在等轴小区域边缘部分可看到小台阶,这种晶粒边缘的小台阶是晶间解理断裂的特征形貌,由此推断,图6b中箭头所指区域在拉伸断裂时是沿着晶界断裂,即晶间脆性断裂。从图6c (图6a中2区的放大图)可以看出,断口表面由呈等轴状的小区域组成,在部分等轴小区域的边缘部分也可观察到小台阶。如图6d (图6c中3区的放大图)所示,等轴小区域的表面上有韧窝,但韧窝形状不完全呈等轴状,同时韧窝尺寸较小,且起伏不大,具有穿晶韧性断裂的特征。由图4e和f可知,N层和N-1层的等轴晶晶界α相连续(图4e和f中箭头所指)。Liu等[24]研究表明,拉伸实验中,裂纹容易沿着LRF钛合金组织中的连续晶界α相扩展,导致钛合金塑性下降。
图6 CPF-LRF制备的TC11钛合金试样的拉伸断口形貌
Fig.6 Tensile fracture morphologies of CPF-LRFed TC11 alloy sample
(a) macro-fractography of the CPF-LRFed TC11 alloy sample (b) high magnified image of zone 1 in
如表1所示,与β锻造和α+β锻造TC11钛合金[25]相比,CPF-LRF制备的TC11钛合金的强度最高,而延伸率最差。朱红等[25]研究表明,β锻造TC11钛合金等轴晶平均晶粒尺寸为250 μm,晶界α相连续,显微组织为魏氏组织。由图3g和图4f可知,CPF-LRF制备的TC11钛合金等轴晶平均晶粒尺寸为48.7 μm,晶界α相连续。与β锻造TC11钛合金相比,由于晶粒细化,CPF-LRF制备的TC11钛合金拉伸强度较高,但同时晶粒细化又使单位体积CPF-LRF制备的TC11钛合金中连续晶界α相面积增大,使得裂纹沿连续的晶界α相扩展变得更加容易,导致CPF-LRF制备的TC11钛合金塑性低于β锻造TC11钛合金。α+β锻造TC11钛合金的显微组织为等轴组织[25],不含有连续的晶界α相,并且等轴α相之间有良好的变形协调性,所以α+β锻造TC11钛合金具有最高的延伸率。如图4e和f中插图所示,CPF-LRF制备的TC11钛合金的显微组织为双态组织(初生α板条+β转变组织),与α+β锻造TC11钛合金的等轴组织相比,双态组织中包含了更多的α/β界面,增加了位错运动的阻力,所以CPF-LRF制备的TC11钛合金的拉伸强度略高于α+β锻造TC11钛合金。
表1 CPF-LRF制备的TC11钛合金拉伸力学性能
Table 1 Tensile properties of CPF-LRFed TC11 titanium alloy
| Manufacturing method | σs / MPa | σb / MPa | Elongation / % |
|---|---|---|---|
| CPF-LRFed | 1040±12 | 1146±11 | 6.2±0.8 |
| β forged[25] α+β forged[25] | 1020 985 | 1110 1043 | 9.7 15.3 |
图7为CPF-LRF制备的TC11钛合金的室温拉伸应力-应变曲线(拉伸试样如图2所示)。可以看出,3个拉伸试样的屈服强度、抗拉强度及延伸率之间的差别较小,表现出良好的重复性,这也同时表明CPF-LRF制备的TC11钛合金的内部组织较为均匀。
图7 CPF-LRF制备的TC11钛合金室温拉伸应力-应变曲线
Fig.7 Tensile stress-strain curves of CPF-LRFed TC11 titanium alloy at room temperature
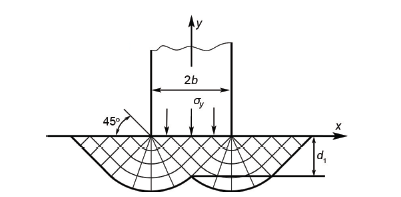
研究表明,宽2b的刚性平冲头压入半无限高坯料,若平冲头长度l
当零件高度较高,CPF只能使钛合金零件的表层发生塑性变形,由于CPF与平冲头压入产生的变形相似(图1b),所以在CPF-LRF过程中,CPF在钛合金厚壁零件上产生的变形可认为是平面应变状态。类似的,可利用图8确定出CPF在钛合金厚壁零件上形成的表层塑性变形区深度。已知点式压头直径D=3 mm,根据式d1=D/2,可知d1=1.5 mm。已知CPF的压下量为0.3 mm,所以,CPF在钛合金厚壁零件上形成的表层塑性变形区的变形量ε=0.3/1.5=20%。
已知CPF-LRF制备的TC11钛合金试样中每层厚0.25 mm (图3a),由于CPF在钛合金厚壁零件上形成的表层塑性变形区的深度为1.5 mm,所以,每次CPF,钛合金厚壁零件表层塑性变形区的深度大约为6个层厚。
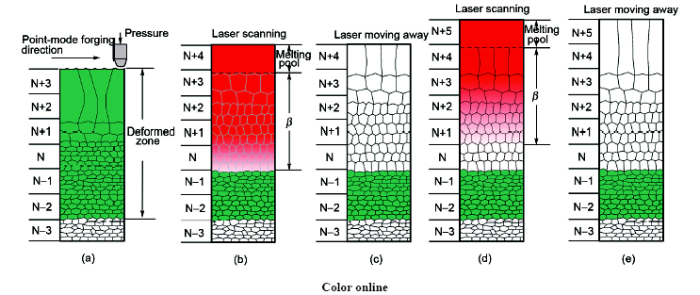
图9为CPF-LRF过程中TC11钛合金试样中β晶粒形貌演变示意图。由图9a可以看出,在N+3层上表面进行CPF,由对图8的分析可知,N+3和N+2层(柱状晶组织)和 N+1~N-2层(等轴晶组织)共6层发生了塑性冷变形(图9a中绿色区域)。从图9b可以看出,沉积N+4层过程中,激光束扫描经过处,熔池热影响区中N+3~N层(4层)中的CPF冷变形组织被加热到TC11钛合金β转变温度之上(参见2.2小节),由文献[21]可知,N+3~N层发生静态再结晶,这其中,N+3和N+2层由柱状晶(图9a)转变为等轴晶,而N+1和N层中原先较为粗大的等轴晶由于二次静态再结晶发生细化。由于N+3层距离熔池底部最近,其再结晶温度最高,所以再结晶后,N+3层中的等轴晶晶粒尺寸最大。因此随距离熔池底部距离增加,再结晶温度逐渐降低,N+3~N层中的等轴晶晶粒尺寸依次减少(如图3c~f所示)。由于距离熔池底部较远,熔池热影响区中的N-1和N-2层只能被加热到高温α+β相区,N-1和N-2层不发生再结晶,只发生回复,所以N-1和N-2层仍保持着塑性加工硬化状态(图9b中绿色区域)。N+4层沉积完成后,如图9c所示,柱状晶在N+3层中的等轴晶上形核,并沿着沉积高度方向定向生长。在沉积N+5层过程中(图9d),激光束扫描经过处,熔池热影响区中N+4~N+1层(4层)被加热到TC11钛合金β转变温度之上,在升温过程中,N+4~N+1层中的α+β双相组织转变为β单相组织,由于高温状态下,合金中溶质元素扩散系数大,晶界的迁移动力大,在界面能降低的驱动下,N+3~N+1层中的等轴晶晶粒尺寸将会有一定程度长大。由于N层只被加热到高温α+β相区,合金中溶质元素扩散系数较小,晶界的迁移动力也相对较小,同时,晶界的迁移还受到晶界α相和初生α相的钉扎,所以,N层中等轴晶晶粒尺寸保持不变。从图3c~f可以看出,N+3~N层中的等轴晶晶粒尺寸逐渐减少。激光束运动离开后,N+5层中的柱状晶在N+4层的柱状晶上形核(图9e),并定向外延生长(图3b所示),由于沉积N+5层时,N-1和N-2层距离熔池底部较远,所受熔池热影响区的影响较小,所以N-1和N-2层依然保持着塑性加工硬化状态(图9e中绿色区域)。
图8 刚性平冲头压入半无限高坯料的滑移线场
Fig.8 Slip-lines field of rigid flat punch pressing in semi-infinite high billet (2b—width of flat punch, d1—depth of plastically deformed zone, σy—normal stress on the contact surface between flat punch and billet)
由图5可知,激光沉积层N+4和N+5的显微硬度最高,N-1和N-2层的显微硬度大于N+3~N层的显微硬度。在CPF-LRF过程中,LRF和CPF交替进行,由于完成CPF过程需要时间,所以进行新的LRF时,TC11钛合金试样已经降到较低温度,这样,激光沉积N+4和N+5层过程中,由于在基体(基板+已成形部分)的强烈冷却作用下,熔池快速冷却凝固,显微组织被显著细化(图4a),同时,激光沉积态组织中还存在残余应力[27],所以N+4和N+5层的显微硬度最高。如图9a所示,在N+3层上表面进行CPF,N+3~N-2层(6层)发生冷塑性变形。从图9b可以看出,沉积N+4层过程中,激光束扫描经过处,由于熔池热影响区中N+3~N层(4层)中被加热到TC11钛合金β转变温度之上的CPF冷变形组织发生静态再结晶,从而发生软化,所以N+3~N层的显微硬度最低。在激光沉积N+4和N+5层过程中,由于N-1和N-2层距离熔池底部较远,所以熔池热影响区中的N-1和N-2层只被加热到α+β相区,这样,塑性变形层N-1和N-2只产生回复,不发生再结晶。由于N-1和N-2层仍处于塑性加工硬化状态,所以N-1和N-2层的显微硬度高于N+3~N层的显微硬度。
文献[28]研究表明,热处理后,CPF-LRF制备的TA15钛合金中的板条α相断裂球化。由此可推断,合适的热处理工艺能够破碎CPF-LRF制备的TC11钛合金中的连续晶界α相,从而提高CPF-LRF制备的TC11钛合金塑性变形能力。
图9 CPF-LRF过程中TC11钛合金b晶粒形貌演变示意图
Fig.9 Schematics of evolution of bgrain morphology of TC11 titanium alloy during CPF-LRF (a~e)
(1) CPF-LRF制备的TC11钛合金内部组织为等轴晶组织,等轴晶尺寸均匀,平均晶粒尺寸48.7 μm,等轴晶晶界α相连续,晶内是初生α相板条+β转变组织组成的双态组织。
(2) 在CPF-LRF过程中,CPF在TC11钛合金厚壁零件上形成的表层塑性冷变形区深度约为1.5 mm,变形量为20%。
(3) 在CPF-LRF过程中,在CPF冷变形TC11钛合金上表面激光沉积新层时,激光束扫描经过处,熔池热影响区中1 mm深(4层) 被加热到TC11钛合金β转变温度之上的CPF冷变形钛合金在0.86 s内完成静态再结晶。
(4) 与TC11钛合金锻件相比,CPF-LRF 制备的TC11钛合金的强度高,而塑性低。断口形貌分析表明,晶间断裂是导致CPF-LRF 制备的TC11钛合金塑性差的主要原因。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}