
刘国怀 , 李天瑞, 徐莽, 付天亮, 李勇, 王昭东, 王国栋
, 李天瑞, 徐莽, 付天亮, 李勇, 王昭东, 王国栋
东北大学轧制技术及连轧自动化国家重点实验室 沈阳 110819
LIU Guohuai, LI Tianrui, XU Mang, FU Tianliang, LI Yong, WANG Zhaodong, WANG Guodong
中图分类号: TG331
文章编号: 0412-1961(2017)09-1038-09
通讯作者:
收稿日期: 2017-02-13
网络出版日期: 2017-09-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 刘国怀,男,蒙古族,1985年生,博士
展开
摘要
采用累积叠轧技术制备具有超细晶组织的TC4钛合金,考察了叠轧工艺对界面结合和微观组织的影响规律以及该过程中α β两相钛合金的变形机制,分析了叠轧工艺对TC4合金力学性能的影响。结果表明,TC4合金累积叠轧过程中需要足够的加热温度(近于720 ℃)、防氧化处理以及多层数大下压量的轧制工艺,才能获得良好的界面结合,但是界面处存在O含量较高的硬化层。随着叠轧温度和叠轧层数的增加,TC4板材的结合界面逐渐消失并具有较高的结合强度。累积叠轧过程是协同变形和剪切变形综合作用的结果,即变形初期晶界β相由长条状转变为短片状且晶界发生滑移,而在变形程度较高时组织中有大量的剪切带,此过程存在大量局部变形以适应大塑性变形过程。变形组织中存在局部等轴组织(约300 nm)和拉长的变形结构(约400 nm),其中等轴组织是由于变形温度、局部剪切变形和局部过热作用而发生再结晶形成的。叠轧板材在厚度方向存在组织性能不均匀现象,在结合界面处硬度较高,随着叠轧层数的增加硬度逐渐趋于一致。同时随着叠轧层数的增加,TC4合金的抗拉强度逐渐增加,在叠轧16层后抗拉强度达到1325 MPa,塑性降低为5.4%。在叠轧层数较少时,断裂过程表现为韧性断裂,随着叠轧层数的增加,断口形貌逐渐转变为韧窝断口和准解理断口的综合形貌。
关键词:
Abstract
TC4 titanium alloy is highly promising for aerospace and medical implant applications due to its low density, high strength, corrosion resistance and biocompatibility, and the ultra-fine grains of TC4 alloy by accumulative roll bonding (ARB) can efficiently improve the low temperature super-plasticity and biocompatibility for its widespread applications. However, the ARB process for TC4 alloy has been limited due to the high deformation resistance and low anti-oxidant ability. In this work, ARB was conducted for the ultra-fine grains of TC4 titanium alloy, and the effects of ARB temperatures and layer numbers on the bonding interface and microstructure were investigated as well as the deformation mechanism of the mixed α /β phase structure, and the influences of ARB processing on the mechanical properties were studied. The good interface bonding could be fabricated by the proper ARB temperature (near 720 ℃), the anti-oxidation treatment and the multilayer with the high deformation, which always takes on the hardened interface with the high oxidation contents, and the interface bonding strength increases with the increase of the ARB layers and temperature through the process of the diffusion and the necking fracture. The deformation process is composed by the cooperation deformation of α /β structure and the shear deformation during ARB processed TC4 alloy, during which the β phase at the grain boundary changes from the long strips to the short bands to deform with hcp α phase, while the shear bands with severe local-deformation is used to adapt the severe plastic deformation. The deformed microstructure is composed of the equiaxed structure (about 300 nm spacing) and the elongated deformation structure (about 400 nm spacing), in which the equiaxed structure comes from the function of the deformation temperature, local shear deformation and the local overheat. Additionally, the inhomogeneous microstructure and properties along the thickness direction can be observed, and the high hardness can be obtained at the bonding interface, which gradually distributes homogeneous with the increase of ARB layers. The strength of ARB processed TC4 sheets increases with the increase of ARB layers, which can get to 1325 MPa after 16 ARB layers, and simultaneously the plasticity decreases to 5.4%. The ductile fracture can be observed with the low ARB layers, while the mixed structure of the quasi-cleavage and ductile fracture is obtained with the increase of ARB layers.
Keywords:
大塑性变形(severe plastic deformation,SPD)在保持金属材料尺寸的同时可以获得较高的等效应变,进而获得超细晶甚至纳米晶组织[1~4]。其中,累积叠轧(acculative roll bonding,ARB)是一种具有连续生产薄板类超细晶组织的方法,所制备金属材料的晶粒尺寸能够达到纳米级(100~500 nm),并在Mg、Al、Cu及其复合材料中得到应用[5~10]。具有超细晶组织的钛合金可以显著提高其使用性能和低温超塑性性能,对航空航天系统用复杂异构件的制备具有重要作用[11~13]。但是,钛合金具有变形抗力高、抗氧化性能差以及弹性模量低等特点,在ARB过程中容易发生变形量不足导致界面结合强度低,同时高温轧制下需要综合考虑晶粒细化效果以及界面结合情况,并容易因界面氧化产生夹杂、孔洞缺陷以及结合不足等问题[14~16]。尤其对于中等强度的钛合金(如TC4合金),叠轧温度下的界面易氧化和较高的变形抗力对界面结合极其不利,其影响规律尚不清楚。经ARB处理后的钛合金,其界面结合依赖于变形温度、变形速率、下压量和叠轧层数等工艺参数,同时需要综合考虑界面处理和防氧化技术。目前钛合金的大塑性变形通常采用多向锻造、等通道挤压等方法,并集中于对低强度钛合金在常温下进行塑性变形[17~20]。Zherebtsov等[18]和Pachla等[19]分别通过多向锻造和扭转挤压的方法对TC4合金和纯Ti进行大塑性变形,获得了纳米晶组织。在Terada等[20]室温叠轧的基础上,Milner等[21]采用加热后的叠轧工艺制备了具有细晶组织的纯Ti,提高了界面强度并具有良好的晶粒细化效果,使其更适合于工业化生产。因此,考察TC4合金的ARB处理工艺及其对结合界面的影响有利于实现高质量钛合金板材的开发。
对于具有hcp结构的钛合金材料,塑性变形过程中仅有少量的滑移系协调变形,其组织演化不同于立方结构的金属材料[22,23]。经ARB处理后的组织演化表现为晶粒分解,该过程中晶界的形成主要是通过位错界面以及大量几何必需界面的形成[24]。Terada等[20,25]在纯Ti的ARB组织中发现存在等轴晶和层片组织,其中大量的剪切带和局部过热是引起上述变形组织的主要原因。而对于具有α /β两相组织的钛合金,会发生晶粒间变形差异以及剪切变形的共同作用,进而表现为复杂的微观组织以及软化机制。因此,研究两相钛合金ARB处理下的组织演化和变形过程有利于对组织性能的精确控制。
本工作研究了TC4合金(Ti-6Al-4V,质量分数,%) ARB过程中的界面结合和组织演化,考察界面处理、轧制温度和轧制道数对叠轧结合界面的影响,分析界面处的微观组织和溶质元素分布规律,研究TC4合金大塑性变形下的组织演化和晶粒细化机制,同时考察了累积叠轧TC4合金的硬度和拉伸性能,分析叠轧工艺对TC4合金组织均匀性和断裂过程的影响。
TC4合金板材(Ti-6Al-4V)由真空自耗电弧炉3次重熔,其相变点为964 ℃,铸锭经β相区开坯锻造后,在α+β相区低温区轧制出具有等轴组织板材,进行均匀化退火处理,用线切割的方法得到叠轧用板材。
采用液压传动的ϕ450型热轧机进行累积叠轧实验,选取100 mm×80 mm×2 mm的TC4合金板材,原始试样经过表面打磨处理、酒精清洗和表面防氧化处理后,在不同轧制温度(500~950 ℃)和轧制速率下(0.3~1 m/s)进行叠轧实验,保证首道次的下压量为50%,考察叠轧结合界面随轧制温度和叠轧层数的变化规律,及叠轧工艺参数对微观组织以及力学性能的影响规律。将制备的试样进行筛选,然后线切割和镶嵌后用砂纸打磨后抛光腐蚀,腐蚀剂为HNO3∶HF∶H2O=1∶1∶18 (体积比)。利用GX-71金相显微镜(OM)以及Quantan-200型扫描电镜(SEM)及其自带的能谱仪(EDS)进行微观组织观察和成分分析。利用FM-700显微硬度计进行硬度分析,利用AG-X plus电子万能试验机测试其拉伸性能。
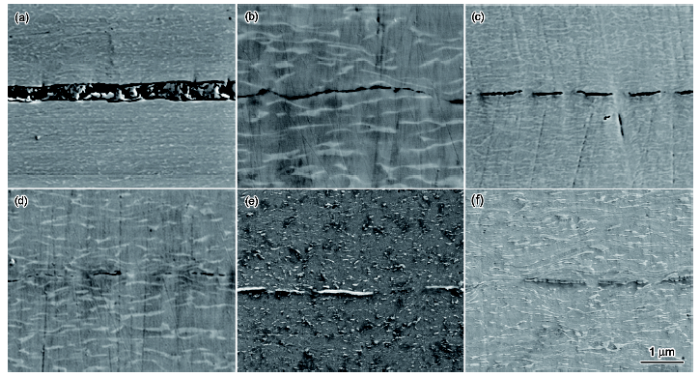
图1给出了ARB处理TC4合金结合界面随轧制温度的变化情况。如图1a所示,在ARB过程未进行防氧化处理的情况下,结合界面较宽且结合强度较低,这是因为在叠轧温度下,TC4合金表面发生严重氧化,阻碍了原子扩散过程,使得界面难以达到物理冶金结合。在进行氧化防护的情况下,随着叠轧温度的升高,叠轧界面的结合程度逐渐增加,如图1b~f所示。在低于700 ℃的条件下,叠轧界面存在部分焊合和孔洞的交替排列,同时随着温度的增加,孔洞逐渐消失,如图1b~d所示。当叠轧温度较高时(≥700 ℃),界面处未发现明显的孔洞分离现象,界面结合程度较高,而在界面处通常存在凸起的条状颗粒物,这主要是由于钛合金表面的吸氧作用以及界面处理产生的加工硬化现象,使得结合界面强度较高,如图1e和f所示。
图1 TC4合金累积叠轧(ARB)过程中结合界面形态随叠轧温度的变化
Fig.1 Variations of the bonding interface of the ARB processed TC4 alloy without (a) and with oxidation protection under rolling temperatures of 600 ℃ (b), 650 ℃ (c), 680 ℃ (d), 700 ℃ (e) and 750 ℃ (f) (ARB—acculative roll bonding)
ARB过程的界面结合通常被认为是一个固相扩散的过程,相互邻近表面的原子在压力作用下扩散进入对方层中,在界面的凸起部位率先产生初结合,随着能量的持续施加,结合区不断扩大从而达到全面结合。该过程受轧制温度、材料的压下量以及接触时间等影响较大。对于超细晶组织的制备,一方面需要尽量降低加工温度,另一方面需要保证较低的变形抗力和足够的结合强度。上述结果显示,TC4合金ARB过程中的界面结合需要保证叠轧温度在720 ℃左右。除此之外,在叠轧温度下钛合金发生剧烈的界面氧化问题,氧化层会在叠轧过程中进入材料内部形成裂纹,同时阻碍原子扩散过程,极大降低界面的结合强度,因此,TC4合金ARB处理过程需要保证足够的加热温度并进行防氧化处理。
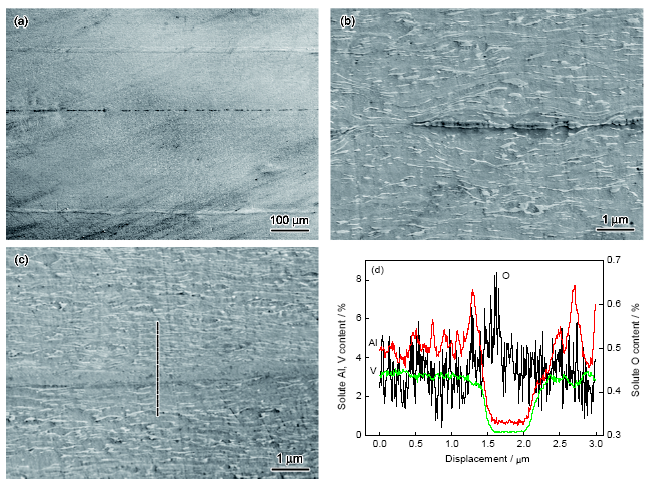
图2 TC4合金叠轧过程中结合界面的形态及成分分布
Fig.2 Morphologies and solute distributions of the bonding interface for the TC4 alloy with 2 ARB cycles(a) macrostructure (b) microstructure for the new ARB interface(c) microstructure for the initial interface(d) solute distributions near the initial interface along the dotted line in
TC4合金叠轧界面的组织演化是变形温度和反复叠轧变形应力综合作用的结果。图2给出了叠轧4层后TC4合金结合界面处的组织演化和溶质分布情况。叠轧4层的TC4板材在厚度方向上存在3个结合界面,其中中间层为第二次叠轧的新界面,而上下两层为在第一次叠轧中的原始界面。中间两层板材存在层厚不同的现象,这主要是由于心部轧制力不足导致的。同时随着叠轧层数的增加,板材层厚的均匀程度会逐渐增加。在二次叠轧的新界面处存在断续的条状凸起颗粒,界面两边的组织呈现明显的剪切变形分布,显示该处存在强烈的加工硬化和变形不均匀现象。而在一次叠轧界面处,受反复变形应力和加热温度的影响,界面结合程度较高,微观组织和溶质元素分布较为均匀,其组织形态近似与基体保持一致,如图2c所示。对该处的溶质分布情况进行测量,如图2d所示,O含量较高,而溶质Al、V的含量存在不同程度的下降,表明在叠轧过程中结合界面处,由于钛合金的吸氧效应界面处存在一定宽度的氧化层。而TC4合金在经历多层数的叠轧过程后,反复变形应力和加热温度作用可以有效改善界面的结合强度。同时,随着叠轧界面处位错能的堆积,在溶质扩散、回复和再结晶的作用下,晶粒逐渐长大也使得叠轧界面逐渐消失并与基体保持一致。
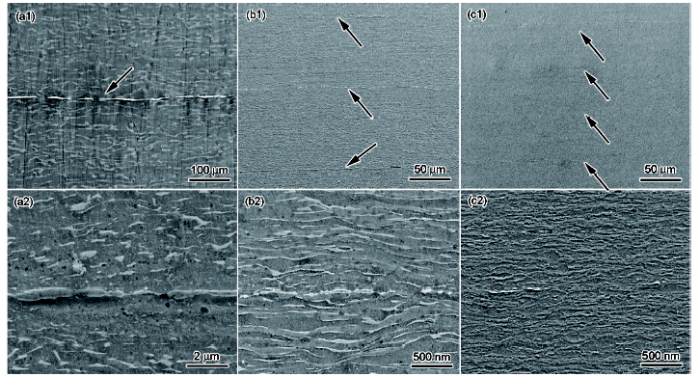
图3给出了ARB处理的TC4合金结合界面随叠轧层数的变化规律。随着叠轧层数的增加,结合界面的宽度逐渐降低,如图3a1~c1所示。在叠轧2层时,界面处出现一定宽度的条状凸起,并存在连续的界面,界面两侧组织存在明显的剪切变形,如图3a1和a2所示。在叠轧8层时,结合界面表现为断续的界面,界面宽度变窄,同时随着扩散程度增加,界面处微观组织逐渐与基体保持一致,如图3b1和b2所示。在进行叠轧12层后,厚度方向上较难发现结合界面,只发现少量拉长的条状凸起,叠轧界面组织与基体保持一致,如图3c2所示。上述结果表明,随着叠轧层数的增加,在变形应力和温度的共同作用下,TC4板材的叠轧界面逐渐消失并具有较高的结合强度。叠轧界面的消失主要是因为局部界面缩减,直至发生断裂,从而形貌与基体保持一致。随着应变的增加,叠轧界面两侧的金属发生塑性变形并逐渐靠近,由于力学性能的差异以及剪切力的作用使得叠轧界面发生扭转破坏,新的金属层发生扩散而使得界面逐渐消失。同时,叠轧过程的原子扩散和再结晶现象会促进界面的融合,结合界面逐渐被两侧的金属“吞噬”,使得叠轧界面与基体保持一致。
图3 TC4合金ARB过程中叠轧界面形态随叠轧层数的变化
Fig.3 Low (a1~c1) and high (a2~c2) magnified images of the bonding interface (arrows) for the TC4 alloy with different ARB layers (a1, a2) 2 layers (b1, b2) 8 layers (c1, c2) 12 layers
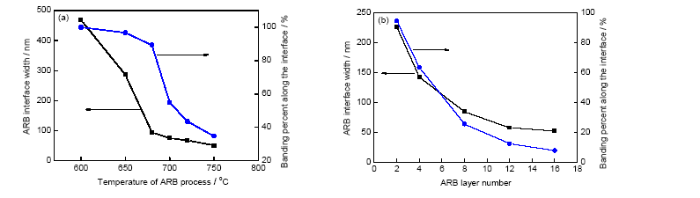
图4给出了TC4合金在ARB过程中结合界面特征尺寸随叠轧温度和叠轧层数的变化规律。随着叠轧温度的升高,具有条状凸起的界面形态所占整体界面的分数降低,同时结合界面的宽度减小,界面处的组织形态逐渐与基体保持一致。在大于700 ℃时界面结合程度显著增强,显示了叠轧温度对界面结合以及溶质扩散具有良好的促进作用。另外,随着叠轧层数的增加,界面处条状形态所占比例及其宽度急剧降低,直至与基体近似一致,显示变形量和作用时间的增加促进了界面结合。总体来说,相对于纯Ti在室温以及较低温度下进行ARB处理,TC4合金存在较高的强度以及低的弹性模量,需要保持一定的加热温度和防氧化处理进而降低变形抗力以及促进界面的扩散作用,同时需要足够的变形量和作用时间来实现界面的充分结合[26,27]。因此,TC4合金可以在720 ℃附近进行多层数大下压量的ARB处理,同时采用后期的控温轧制消除最后轧制道次的叠合界面,从而获得良好的界面结合强度并提高加工效率。
图4 TC4合金在ARB过程中界面特征尺寸随叠轧温度和叠轧层数的变化曲线
Fig.4 Curves of the interface spacing and the contact bonding percent along the interface for the ARB processed TC4 alloy with different temperatures (a) and ARB layers (b)
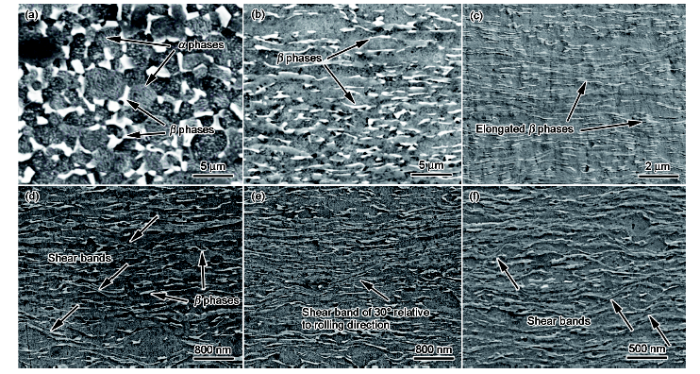
具有hcp结构α相和bcc结构β相的TC4合金在ARB过程中具有复杂的微观组织演化。图5给出了TC4合金在ARB过程中的微观组织演化规律。原始的TC4合金由等轴α相和界面处的β相组成,晶粒尺寸约为6~10 μm,如图5a所示。在经过2层的ARB处理后,晶粒逐渐被拉长变形,其中β相的变形程度较高,呈现短条状,而α相呈现为椭球状,如图5b所示。随着叠轧层数的增加(图5c),微观组织表现为在灰色的基体上分布着长条状的白亮β相,显示了α相和β相具有协同变形的特点。随着叠轧层数进一步增加(≥8层),微观组织中存在变形条带组织和拉长的β相,其中拉长变形的β相随着变形程度的增加发生断裂,呈现短带状。同时在基体上发现了大量的剪切带,剪切带穿入原始晶粒,与轧制方向呈约30°的夹角。其中新的剪切带通常呈现较大的倾斜角度,随着叠轧层数的增加,原始的剪切带发生偏转呈现较小的角度,如图5d~f所示。剪切带的出现表明叠轧过程中存在变形不均匀现象,变形集中在较小的区域内。除此之外,TC4合金板材随着叠轧层数的增加,总变形量逐渐增加,变形条带组织的间距逐渐变小。在叠轧16层数后,总变形量达到93.75%,此时变形条带组织的间距约为250 nm,微观组织得到显著细化,如图5f所示。
图5 TC4合金初始组织及ARB过程中不同叠轧层数时的微观组织形貌
Fig.5 Microstructures of TC4 alloy with different ARB layers(a) initial microstructure (b) 2 layers (c) 4 layers (d) 8 layers (e) 12 layers (f) 16 layers
上述结果表明,TC4合金的变形过程是协同变形和剪切带变形综合作用的结果。在变形初期,软化的β相以及α /β两相结构促进了变形发生,β相由等轴状逐渐拉长变形,然后变为短条状,起到协调变形的效果,同时α /β相界的迁移可有效减少变形阻力促进塑性变形。而在变形程度较高的情况下,出现了大量的剪切带,这是因为钛合金的滑移系较少,变形能力差,应变不能有效传递到相邻晶粒,从而出现塑性变形显著局域化,剪切带的形成是为了适应大塑性变形过程。Terada等[20,25]对具有完全α相的纯Ti进行大塑性变形过程中,在较小的变形量下就发现了剪切带的存在,越易形成剪切带说明整体均匀变形能力越差。这与本工作结果相一致。
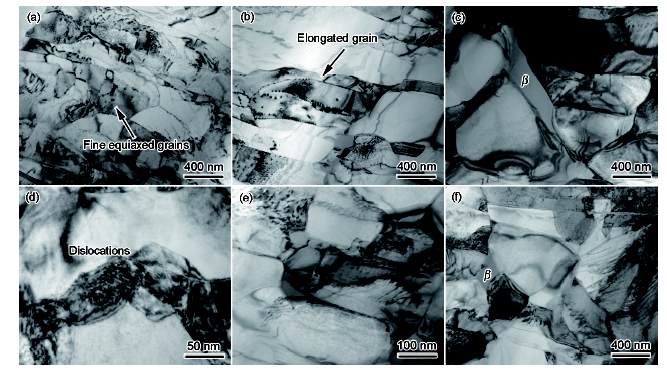
图6 累积叠轧TC4合金微观组织以及晶粒协同变形的TEM像
Fig.6 TEM images of typical microstructures and deformed structures of the TC4 alloy during the ARB process(a) fine equiaxed structure (b) elongated lamellar structure (c) deformed β grain (d) sub-grain formation at the boundary (e, f) dislocation stacking in β grain
图6给出了TC4合金经ARB处理后组织的TEM像。在大塑性变形条件下,在TC4合金中出现细化的等轴组织以及拉长的变形组织,如图6a和b所示,其中等轴组织晶粒尺寸约为300 nm,呈现局部细晶区,而条状组织区内的条带间距约为400 nm,其中拉长的条带组织与在立方金属大塑性变形中发现的变形组织相类似,而细化等轴晶粒的形成主要是因为发生了局部的回复和再结晶现象。钛合金具有较少的滑移系,剪切带的形成是为了适应大的变形量,说明在局部区域存在较大的剪切应变,具有较高的位错密度而有利于亚晶界以及等轴晶的生成。值得注意的是,相对于其它金属,钛合金的热传导非常低,局部应变导致的局部过热促进了剪切带区域的温升,从而促进高密度位错发生回复再结晶,形成等轴晶粒。同时TC4合金较高的叠轧温度也促进了再结晶过程的发生。
此外,在变形的α相界面上通常发现拉长的β相晶粒,能够在TC4合金变形过程中协调α晶粒的变形过程,如图6c所示。在较高的变形温度下,高温β相因为具有丰富的滑移系而发生塑性变形,晶界处的β相受变形应力的影响转变为长条状,从而减缓了α相的应力集中,呈现两相的协同变形。同时,在晶界处以及α /β界面处存在大量位错,显示该处存在强烈的塑性晶格畸变,如图6d所示。并在相界处发现有位错的滑移和集中,在界面处β晶粒边缘和内部往往存在较大的位错塞积,表明变形能力的差异导致了局部变形不均匀性,这有利于亚晶的形成,如图6e和f所示。综上所述,具有α /β两相的TC4合金大塑性变形中存在变形条带组织和局域剪切变形引起的等轴组织,同时α /β相间的变形差异性也容易导致组织不均匀性。
通过ARB处理的TC4合金存在叠轧界面以及细化的微观组织,其组织分布特征与力学性能密切相关。图7给出了TC4合金在不同叠轧层数下厚度方向上的硬度变化规律。可以看出,经过2层的ARB处理后,在结合界面处硬度较高(约440 HV),而在基体中的平均硬度约365 HV,显示了在厚度方向存在较大的性能不均匀性。经过4层的ARB处理后,厚度方向存在3个硬度峰值,同时,随着变形量的增加,基体的硬度显著升高,约为390 HV,基体与界面处的硬度差距变小。当TC4合金经过12层的ARB处理后,在变形应力和温度的综合作用下,界面处的富氧程度降低以及界面逐渐消失,使得峰值硬度降低,同时基体的硬度随着变形量进一步增加,最终TC4板材沿厚度方向上具有近于均匀一致的硬度。上述结果表明,随着叠轧层数的增加,在变形应力和变形温度的多循环综合作用下,沿厚度方向的微观组织和硬度近于分布一致。
图7 经ARB处理的TC4合金厚度方向上的硬度变化曲线
Fig.7 Curves of microhardness for the TC4 alloy with different ARB layers along the thickness direction
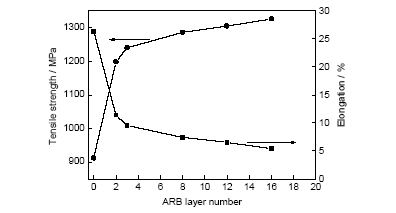
图8给出了ARB处理后TC4合金板材随叠轧层数增加的室温拉伸性能变化曲线。TC4合金原始板材抗拉强度为943 MPa,随着叠轧层数的增加,抗拉强度增加,经过2层叠轧后,其抗拉强度急剧升高达到1198 MPa,然后随着叠轧层数的增加,抗拉强度缓慢增加,在经过16层叠轧后强度约为1325 MPa,是原始TC4板材的1.5倍。同时,延伸率经2层叠轧后变为11.39%,并随着叠轧层数的增加缓慢下降,在叠轧16层后其塑性值为5.4%。这表明,ARB处理显著提高了TC4合金的抗拉强度,同时其塑性下降。相对于低强度的纯Ti在经过大塑性变形后强度得到明显提高(约为原始板材的2倍)[20,25,27],TC4合金经ARB处理的增强程度有限。
图8 累积叠轧TC4合金抗拉强度和延伸率随叠轧层数的变化规律
Fig.8 Curves of the ultimate strength and elongation for the TC4 alloy with different ARB layers
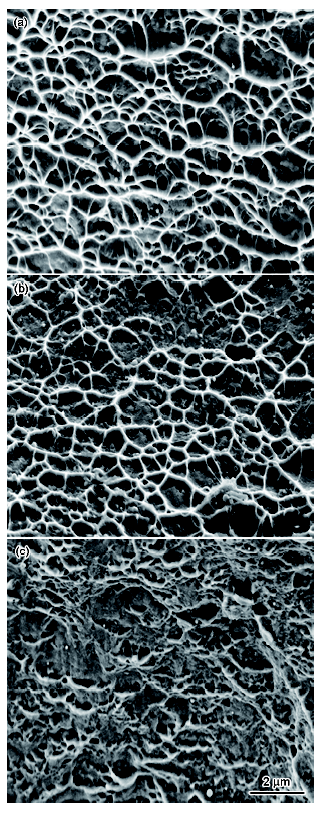
图9给出了ARB处理TC4合金拉伸断裂后的断口形貌。在叠轧2层的断裂界面处因单轴拉伸产生等轴韧窝,韧窝数量多且较深,在大韧窝内包含有若干的小韧窝,表现为典型的塑性断裂(图9a)。叠轧层数增至4层时,韧窝的数量和深度逐渐降低,塑性下降(图9b)。叠轧层数为8层时,断口微观形态呈明显的河流花样,断裂面上存在解离平面,分布在条状的撕裂棱之间,韧窝较浅,断口形貌介于韧窝断口和准解理断口之间,塑性急剧下降(图9c)。由上述结果可知,TC4合金随叠轧层数的增加逐渐由韧性断裂转变为解理断裂。
图9 累积叠轧TC4合金拉伸试样断口形貌
Fig.9 Fracture morphologies of the TC4 alloy with different ARB layers(a) 2 layers (b) 4 layers (c) 8 layers
(1) TC4合金ARB过程中需要足够的加热温度(720 ℃左右)、防氧化处理以及多层数大下压量的轧制工艺,从而获得良好的界面结合。叠轧界面存在富氧的硬化层,随着叠轧温度和叠轧层数的增加,叠轧界面结合程度提高并与基体保持一致。
(2) TC4合金ARB过程是协同变形和剪切变形综合作用的结果。变形初期晶界β相随着变形程度的增加由长条状转变为短片状,发生α/β协调变形;而在变形程度较高时,组织中存在大量的剪切带,此时变形过程发生大量局部变形来适应大塑性变形。变形组织中存在局部等轴组织和拉长的变形结构,其中等轴组织晶粒尺寸约为300 nm,而条状组织间距约为400 nm。等轴组织是由于变形温度、局部剪切变形和局部过热作用发生再结晶的结果。
(3) ARB处理的TC4合金板材厚度方向存在组织性能不均匀现象,在结合界面处硬度较高而在基体中较低,随着叠轧层数的增加硬度逐渐趋于一致。TC4合金的抗拉强度随着叠轧层数的增加而逐渐增加,在叠轧16层后抗拉强度达到1325 MPa,塑性下降为5.4%。在较少叠轧层数下,断裂过程为韧性断裂;随着叠轧层数的增加,断裂形貌逐渐转变为韧窝断口和准解理断口的综合形貌。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}