
陈懿, 郭明星 , 易龙, 袁波, 李高洁, 庄林忠, 张济山
, 易龙, 袁波, 李高洁, 庄林忠, 张济山
北京科技大学新金属材料国家重点实验室 北京 100083
CHEN Yi, GUO Mingxing, YI Long, YUAN Bo, LI Gaojie, ZHUANG Linzhong, ZHANG Jishan
中图分类号: TG146.2
文章编号: 0412-1961(2017)08-0907-11
通讯作者:
收稿日期: 2016-10-27
网络出版日期: 2017-08-20
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 陈 懿,男,1990年生,硕士生
展开
摘要
通过OM、SEM、TEM观察以及EBSD和力学性能测试等手段研究了不同热加工工艺对Al-Mg-Si-Cu-Zn合金板材组织、织构和成形性能,以及固溶淬火后等温时效对其析出行为的影响规律。结果表明,2种热加工工艺对T4P预时效态合金的强度和应变硬化指数n基本无影响,但是对平均塑性应变比
关键词:
Abstract
To reduce the weight of car body, Al-Mg-Si-Cu series alloys have been widely used to produce outer body panels of automobiles due to their favorable high-strength-to-weight ratio, corrosion resistance and good formability. Moreover, the strength of Al-Mg-Si-Cu series alloys can be enhanced by artificial ageing treatments. However, their formability and final strengths still need to be further improved compared to steels, which are the major obstacles to wide-scale application of aluminum in the automotive fields. In this work, both the effect of different thermomechanical processes on formability, microstructure and texture of Al-Mg-Si-Cu-Zn alloy, and the influence of ageing treatment on its precipitation behavior were studied through mechanical property tests, OM, SEM, TEM and EBSD measurements. The results reveal that both the strengths and strain-hardening component n value of the T4P treated alloys are not affected by the two thermomechanical processes, but the
Keywords:
随着汽车轻量化进程的加快,近年来车身外板用新型Al-Mg-Si-Cu系合金的研究也取得了长足进步[1~3]。不过为了更好满足实际应用需求,该系合金板材的成形性能、烤漆硬化性能、抗腐蚀性能、弯边性能等均有待进一步提高[1~4],尤其成形和烤漆硬化性能。大量研究[1~3,5]表明,合金成形性能主要受其组织和织构分布情况影响,而车身外板用Al-Mg-Si系合金的制备工艺普遍按如下流程进行:熔炼铸造→均匀化→热轧→中间退火→冷轧→固溶处理→预时效→冲压成形→刷漆→烤漆硬化。因此,提高合金板材成形性能的主要手段包括成分设计和后续加工工艺调控。本课题组前期研究发现,充分利用粒子刺激再结晶形核(PSN效应)可有效调控合金的组织和织构,并据此设计了含不同浓度富Fe相的新型Al-Mg-Si-Cu系合金[5]。开发的合金不仅可充分利用工业纯Al或回收Al进行熔炼铸造,而且还可以充分利用由Fe、Mn和Si等元素构成的富Fe相调控其组织和织构演化,最终预时效态合金板材可兼具有接近随机取向的细晶组织和较好的成形性能(表征冲压成形性能的平均塑性应变比可达0.58)。由此可见,PSN效应可以很好地应用于调控合金组织和织构演化过程。
除此之外,近年来对Al-Mg-Si-Cu系合金的时效析出行为也进行了较多研究,包括合金时效析出规律、烤漆硬化增量以及自然放置对其恶化效应调控方面的研究[6~10],但是为了使得该系铝合金能够更好地在汽车轻量化过程中获得广泛应用,其烤漆硬化增量仍有待进一步提高。考虑到Zn与淬火空位有比较高的结合能[11],如果在传统的Al-Mg-Si-Cu系合金内添加少量的Zn,淬火后其必然会与淬火空位结合在一起,进而作为Mg-Si溶质原子团簇的形核点而加快合金的时效响应能力,最终使得合金烤漆硬化增量获得大幅提高。前期预研确实发现这一设计思路非常有效[4,12~16],但是要想使其能够真正获得应用,其组织、织构和性能的一体化调控和提高非常重要。鉴于文献[5]中利用PSN效应能有效调控合金组织和织构演化,本工作提出改变合金板材中间退火前后的冷轧变形量,一方面影响中间退火过程中沉淀相(如Mg2Si、Si和Q相等粒子)的形成和分布,另一方面,利用形成的沉淀相诱发PSN效应,最终实现对合金组织和织构演化能很好调控的新思路。同时,为了更好调控这些沉淀相的析出行为,还对其固溶之后的等温时效析出行为进行了深入研究。截止到目前为止,很少有相关报道,尤其关于新型Al-Mg-Si-Cu-Zn系合金方面的研究更少。如果基于此调控思路以及深入的析出行为表征研究,能够开发出提高新型铝合金综合性能的有效热加工和时效析出过程调控方法,其对于该新型Al-Mg-Si-Cu-Zn系合金的实际应用,以及汽车轻量化用铝合金的整体发展均具有重要推动作用。因此,本工作除了从加工工艺调控出发提高铝合金的成形性能之外,同时还对成形性能获得提高后的合金板材进行了后续时效析出规律研究,以期更好掌握该系合金组织性能一体化调控方法。
实验用合金成分为Al-0.8Mg-0.9Si-0.5Cu-0.5Zn-0.1Mn-0.2Fe-0.02Ti (质量分数,%)。所用原材料为纯度99.99%的高纯Al、工业纯Mg、工业纯Zn,以及中间合金Al-20%Si、Al-50%Cu、Al-10%Mn,晶粒细化剂Al-5%Ti-1%B (质量分数)等。将材料按一定顺序放入中频感应炉中进行熔炼,并采用DC-casting系统进行铸造;将切头、铣面后厚度为50 mm的铸锭进行485 ℃、3 h+555 ℃、16 h的双级均匀化处理;板材热轧的开轧温度为550 ℃,终轧温度低于300 ℃,终轧厚度为6.5 mm。此后将试样分为2组:首先将6.5 mm热轧板材冷轧至4 mm,然后经400 ℃、1 h中间退火后冷轧至1 mm,最终冷轧变形量为75%,最后进行555 ℃、2 min盐浴固溶处理和80 ℃、12 h的预时效处理,记为工艺I;将6.5 mm热轧板材首先冷轧至2 mm,然后再进行400 ℃、1 h中间退火,随后再继续冷轧至1 mm,最终冷轧变形量为50%,最后进行555 ℃、2 min盐浴固溶处理和80 ℃、12 h预时效处理,记为工艺II。经工艺I和工艺II处理后的合金试样在室温下放置14 d (T4P态)后,对其进行不同方向的力学性能测试。此外,为了表征合金的时效析出行为,选取成形性能较好的一种工艺所制备的固溶淬火态合金直接在185 ℃进行不同时间的时效热处理。
拉伸试样分别沿与轧向成0°、45°、90°进行取样,每组实验取2组平行试样进行测试,最终的结果取其平均值,试样规格按照GB/T228-2002要求进行切取,拉伸实验在MTS810电液伺服材料试验机上进行,拉伸速率为3 mm/min。硬度测量在401MVD型维氏硬度计上进行,加载载荷为200 g,加载时间15 s,每个试样至少测5个点,然后取其平均值。机械抛光好的金相试样经Kellar试剂腐蚀后,使用Axio Imager A2光学显微镜(OM)进行组织观察。使用带有能谱仪(EDS)的SUPRA 55扫描电镜(SEM)进行物相和拉伸断口分析。在Tecnai G2 F30 S场发射透射电镜(TEM)下进行显微组织观察,样品采用机械减薄后电解双喷减薄(双喷液体积比为H2NO3:CH3OH=1:2)获得。冷轧态织构测试在D5000型X射线衍射仪(XRD)上进行,管电压为35 kV,管电流为28 mA,采用CuKα辐射,Ni滤波片,利用Schulz背散射法测量(111)、(200)和(220)极图,通过级数展开法计算取向分布函数(orientation distribution function,ODF)。在带有背散射衍射(EBSD)系统的LTRA55扫描电镜(SEM)上进行织构测定,加速电压为20 kV,工作距离为15~20 mm,70°倾斜,数据采集由计算机完成,采用二步法计算三维ODF,结果用恒Euler角φ2 (Δφ2=5°)截面图表示。样品经机械抛光加电解抛光(电解液体积比为HClO4:CH3CH2OH=5:95,电压为20 V) 制备而成。
图1示出了经过2种不同热加工工艺制备的Al-Mg-Si-Cu-Zn合金板材处于T4P态时沿不同方向拉伸的工程应力-应变曲线。从图中可以看出,不同的热加工工艺对T4P态合金板材各向异性影响较为显著,其相关的力学性能如表1所示。由图1和表1可见,采用工艺I制备的合金板材其各向异性最为显著,沿轧向的强度和断后伸长率均最高,而沿轧板横向均最低;采用工艺II制备的合金板材其强度基本与工艺I制备的类似,不过其沿3个不同方向的断后伸长率差异明显减小,而且其对应的平均塑性应变比
图1 工艺I和II处理后的T4P态Al-Mg-Si-Cu-Zn合金沿不同方向的工程应力-应变曲线
Fig.1 Engineering stress-strain curves of T4P treated Al-Mg-Si-Cu-Zn alloy in different directions (a) processing I (b) processing II
表1 工艺I和II处理后的Al-Mg-Si-Cu-Zn合金板材T4P态沿不同方向的力学性能
Table 1 Mechanical properties of T4P treated Al-Mg-Si-Cu-Zn alloy samples in different directions
| Processing | Direction / (o) | r | Δr | n | A / % | Rp / MPa | Rm / MPa | ||
|---|---|---|---|---|---|---|---|---|---|
| I | 0 | 0.638 | 0.585 | 0.020 | 0.306 | 0.308 | 30.48 | 134.4 | 276.5 |
| 45 | 0.575 | 0.307 | 28.54 | 133.9 | 273.1 | ||||
| 90 | 0.551 | 0.311 | 26.64 | 132.7 | 270.0 | ||||
| II | 0 | 0.726 | 0.654 | -0.031 | 0.304 | 0.309 | 30.28 | 133.5 | 277.7 |
| 45 | 0.670 | 0.311 | 27.42 | 131.5 | 272.9 | ||||
| 90 | 0.551 | 0.312 | 30.15 | 130.4 | 270.3 |
虽然根据所测r、Δr和n的高低可初步判断合金板材冲压成形性能的好坏,但是其毕竟并非实测值(如杯突值或极限拉深比(LDR)等)。因此,研究人员期望尽量建立塑性应变比r与成形性能间的定量关系,以期能更准确地表征成形性能。Fukui和Kudo[17]凭经验发现冲压成形时的制耳可通过Δr=(r0°+r90°-2r45°)/2来预测;而Lankford等[18]则建立了r和LDR间的定量关系,LDR=
图2示出了2种热加工工艺下合金组织演化过程。由图2a可以看出,6.5 mm热轧板冷轧至4 mm然后进行400 ℃、1 h的中间退火处理后,合金发生了不完全再结晶,但晶界不够清晰;同时合金基体内还出现了大量沉淀相,这主要是由于退火过程中生成了Mg2Si和Si等粒子[20]。随后将其冷轧至1 mm,合金基体内以拉长的纤维状组织为主,由于变形量和弥散粒子尺寸均较小,所以基体内的弥散粒子尺寸基本无变化(图2b)。最后对冷轧态合金板材进行固溶处理,合金发生完全再结晶,基体内出现大量等轴晶,而且弥散粒子浓度有一定降低(图2c),这主要是由于热加工过程中形成的Mg2Si和Si等沉淀相发生了回溶所致,而残留的弥散粒子主要以富Fe相为主,如Al(Fe, Mn)Si粒子。与工艺I制备的合金板材组织相比,工艺II制备的合金板材在金相尺度下基本很难观察到两者的差异。不过由于工艺II主要是改变了6.5 mm热轧板的冷轧变形量以及经中间退火后的冷轧变形量,其对中间退火过程影响显著,所以有必要对中间退火态的组织差异作进一步的分析。图3示出了2种加工工艺处理的中间退火态合金板材的SEM像和EDS分析。由图可见,2种工艺处理后合金基体内分布有一定量的白色粗大粒子,经EDS分析发现其主要是Al(Fe, Mn)Si富Fe相粒子,这些弥散分布的富Fe相粒子主要在熔铸过程中形成并在后续热加工过程获得破碎所致。此外,在高倍SEM下仍然未能观察到由于中间退火前变形量不同导致退火后基体内沉淀相分布情况的差异,由此推断两者差异性较小,进一步由其引起的组织和性能差异也不大,然而合金板材的成形性能却发生了较为明显的变化(图1)。因此,很有必要对2种工艺制备的合金板材的织构演化进行深入表征。
图2 工艺I和II处理后的Al-Mg-Si-Cu-Zn合金组织演化过程的OM像
Fig.2 OM images of microstructure evolutions in Al-Mg-Si-Cu-Zn alloy prepared by processing I (a~c) and processing II (d~f) (a, d) intermediate annealing (b, e) cold rolling (c, f) solid solution
图3 工艺I和II处理后的中间退火态Al-Mg-Si-Cu-Zn合金SEM像及EDS分析
Fig.3 SEM images (a, b) and EDS analysis of particle A in
图4示出了2种工艺制备的1 mm冷轧板材对应织构的ODF图。由图可见,2种工艺均出现了Cube{001}<100>织构,不过工艺II对应的织构强度较高,其主要由中间退火后的冷轧变形量较小所致。此外,工艺I由于中间退火后的冷轧变形量较大,还存在一些轧制织构,如Cu={112}<111>、B={011}<211>和S={123}<634>,其取向密度逐渐增强,同时还存在明显的β取向线(从Cu{112}<111>穿过S{123}<634>延伸到B{011}<211>取向);而冷轧变形量较小的工艺II则含有少量的Goss{011}<100>织构,除了存在β取向线之外还存在明显的α取向线(从Goss{011}<100>取向开始延伸到Brass{011}<211>取向)。普遍认为α取向线的形成主要源于较低轧制变形程度,而β取向线上的典型织构特征主要与中、高程度轧制变形有关,其一般是在冷轧过程中由立方取向(冷轧之前的400 ℃、1 h的中间退火使热轧变形带转变成立方取向和Goss取向)逐步转变而来[21,22]。因此,本工作通过改变轧制变形量直接使冷轧板材织构组分和强度发生了改变。
图4 工艺I和II处理的冷轧态合金板材的ODF图
Fig.4 ODF maps of cold rolled sheets with processing I (a) and processing II (b)
由以上结果可知,不同的加工工艺会使冷轧态合金所含织构组分和强度发生改变,由于织构演化具有遗传效应,再加上中间退火后的冷轧变形量不同使合金板材内应变储能也存在较大差异,所有这些因素必然又会使所制备合金板材在固溶处理过程中的组织和织构演化显著不同。图5示出了2种热加工工艺制备合金板材经固溶处理后的EBSD晶粒取向和尺寸分布图。图中不同颜色代表晶粒的不同取向,颜色越浅,偏离实际设定的理想取向越大。由图可以看出,经工艺I处理的合金板材晶粒相对较为细小,平均晶粒尺寸约为13 μm,而工艺II对应的合金板材平均晶粒尺寸约为18 μm。虽然工艺II处理的板材平均晶粒尺寸略大于工艺I的,但是两者晶粒尺寸分布情况值得关注,工艺II对应的晶粒尺寸分布出现典型的双晶粒尺寸分布模型(图5d),此种组织特征由于粗细晶粒相互搭配分布,在变形时具有更好的协调变形能力,所以这也是工艺II对应板材具有较好成形性能的原因之一。
图5 工艺I和II处理的固溶态合金板材对应的EBSD晶粒取向和尺寸分布图
Fig.5 EBSD analysis maps of grain orientation (a, c) and grain size distributions (b, d) of solution treated alloy sheets with processing I (a, b) and processing II (c, d)
虽然OM观察并未发现2种工艺处理的冷轧态显微组织存在明显区别(图2),但是由于2种工艺中间退火前后的变形量存在较大差异,尤其工艺II中间退火前变形量较大,非常有利于中间退火过程中Mg2Si、Si、Q相等尺寸和密度较大的沉淀相析出,在后续小变形量冷轧过程中,这些析出的粗大粒子和最初形成的富Fe相周围就会产生较高的应变储能,在随后固溶处理过程中必然会在这些粗大粒子周围优先形核(PSN效应)。而粗大粒子浓度较低的区域形核率就会较低,这样随着固溶时间的延长,必然会出现2种尺度的再结晶晶粒,即所谓的双模型晶粒尺寸分布特征。而工艺I由于中间退火前变形量较低,应变储能较低使得退火过程中析出的沉淀相尺寸较小,再加上中间退火后的冷轧变形量较大,使得板材整体应变储能较高,而非工艺II仅在粗大粒子附近显著增加应变储能,这样在固溶过程中必然会使得板材整体再结晶形核率较高;同时由于沉淀相尺寸细小,其对再结晶晶粒长大还会起到一定的阻碍作用,最终必然使得板材晶粒尺寸较为细小(图5a和b)。
此外,PSN效应能否发生在很大程度上还取决于基体内粒子的临界尺寸dcrit,其一般受如下多方面因素影响,如下式所示[23]:
式中,γb、PD和PZ分别为比界面能、应变储能以及细小粒子对再结晶晶粒的Zener钉扎力,FV和dp分别为小粒子体积分数和直径,ρ、G、b分别为位错密度、剪切模量、Burgers矢量模,α通常取0.5。由式(1)可知,在dp一定时,PZ会随FV的增加而增加,从而使粒子临界尺寸增加,即基体内粒子尺寸和体积分数对再结晶织构的演化均有重要影响[20]。因此,在设计加工工艺时必须全面考虑粒子分布以及加工变形量,才可能很好利用PSN效应来调控合金板材的再结晶过程。
不同的热加工工艺除了会导致再结晶晶粒尺寸和形态存在较大差异之外,其织构分布也会受到严重影响。图6示出了2种热加工工艺对应固溶态合金板材的织构ODF图,详细的织构组分及其强度如表2所示。由图可以看出,采用工艺I制备的合金板材由于固溶之前的冷轧变形量较大,再结晶驱动力较大,铝合金中常见的再结晶织构,如Cube{001}<100>、CubeND{001}<310>、P{001}<122>、R{124}<211>、Q{013}<231>和Goss{011}<100>等,均出现而且其强度和体积分数均较高,说明再结晶程度比较彻底。而固溶之前冷轧变形量较低的工艺II由于应变储能较低,再加上PSN效应的作用,最终使得再结晶织构相对较弱,CubeND织构基本不存在,同时还残留有一定量的Brass{011}<211>和S{123}<634>轧制织构。整体而言,采用工艺II对应的固溶态合金所含织构组分较多,但是其强度较低(表2)。由此可见,工艺II制备的合金板材具有更加优异的成形性能除了受上文观察到的双模型再结晶晶粒尺寸影响之外,还在一定程度上受较多的织构组分及其较弱的强度所影响(也可以说织构趋向随机分布状态)。
图6 工艺I和II对固溶态合金板材经固溶处理后沿轧向(φ1=0°,Φ=90°,φ2=0°)的ODF图
Fig.6 ODF maps of solution treated alloy sheets with processing I (a) and processing II (b)
表2 不同热加工工艺处理后固溶态合金再结晶织构组分强度及其体积分数
Table 2 Intensities and volume fractions of textures components in the solution treated alloy sheets
| Component | Processing I | Processing II | ||
|---|---|---|---|---|
| Intensity | Volume fraction | Intensity | Volume fraction | |
| CubeND{001}<310> | 5.62 | 16.80% | - | - |
| Cube{001}<100> | 1.94 | 6.60% | 4.23 | 5.10% |
| Goss{011}<100> | 1.80 | 2.63% | 1.04 | 1.15% |
| P{011}<122> | 1.06 | 4.71% | 0.75 | 2.94% |
| Q{013}<231> | 1.46 | 13.40% | 1.15 | 12.20% |
| R{124}<211> | 1.14 | 9.22% | 1.12 | 11.50% |
| H{100}<011> | 1.56 | 3.72% | 1.11 | 2.91% |
| Brass{011}<211> | - | - | 1.03 | 4.03% |
| S{123}<634> | - | - | 1.54 | 9.85% |
除了2种工艺对应的织构整体上的差异之外,部分织构形成过程也存在相似之处,如Cube、Goss和R等。研究[22,24]表明,铝合金内形核的晶粒如果能与周围晶粒呈40°<111>取向关系,那么其长大速率会较大。立方带上形核的Cube取向晶粒除了具有较高的对称性,其还与轧制织构S{123}<634>满足40°<111>取向关系,致使此种Cube取向晶粒普遍长大速率较大[22,25],且最容易观察到。因此,本工作采用2种不同热加工工艺制备的固溶态合金板材均观察到了Cube织构(图6)。此外,与此类似的R、P、Q以及Goss织构由于与主要轧制织构S{123}<634>和C{112}<111>等存在较好的40°<111>长大取向关系,所以在固溶态合金板材中也均能观察到,不过有所不同的是部分取向晶粒的形核一般发生在剪切带上[22]。此外,P和R织构的出现在一定程度还与PSN效应有关[22,26]。由于立方带上形核的Cube织构与PSN诱发的P织构存在一定的竞争关系,只有合理调控其形成和生长速率才有可能使合金板材的织构得到合理搭配,进而大幅度提高其成形性能。
整体而言,通过改变热加工工艺不仅可使得冷轧态合金基体内不同尺寸粒子分布状态存在差异,而且也使得其周围的应变储能差异较大,最终两方面因素导致合金固溶时的PSN效应、组织和织构演化过程均不同。具体而言,虽然工艺I制备的合金所含CubeND和P织构较多(表2),其应该有利于提高合金板材的成形性,但是由于所含织构整体强度较大,各向异性较大,不利于合金成形性能的提高,
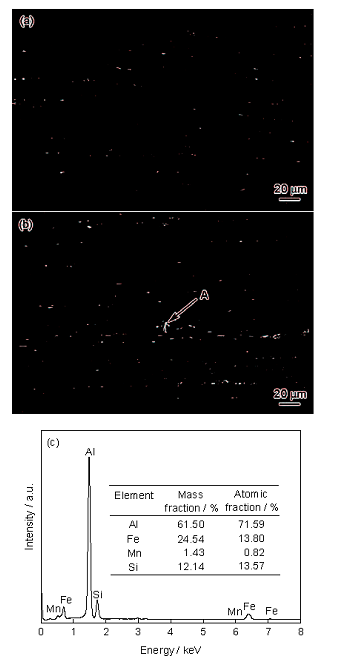
热加工工艺对合金组织和织构影响显著,进而影响其成形性能,但是如果成形性能较好,合金板材的强度不能满足应用要求,所开发的材料仍然不能获得很好应用,汽车用铝合金板材也不例外。因此,本工作针对工艺II制备的成形性能较好的固溶淬火态合金板材作进一步的人工时效,分析其时效析出规律及其对板材的强度贡献能力。图7示出了固溶淬火态合金板材经185 ℃时效后的硬度变化规律以及峰时效态的工程应力-应变曲线。由图7a可以看出,合金具有非常快的时效析出速率,经过20 min短时热处理后,其硬度很快由淬火态的55 HV升高到120 HV,增量达65 HV以上;随着时效时间的进一步增加,合金硬度开始缓慢增加,约在5 h达峰值硬度132 HV。随后随时效时间的延长,合金硬度缓慢降低,其降低速率明显低于传统Al-Mg-Si-Cu系合金,说明该新型合金具有较好的热稳定性,文献[27]报道,含Cu较高的Al-Mg-Si-Cu合金具有较快的时效析出特性,并能快速形成Q'相的前驱相L,而L相的存在对提高合金的热稳定性具有重要作用。由此可见,该新型合金在峰时效以及随后的过时效过程中应该有一定比例的L相存在。选取峰时效态样品进行拉伸性能测量,发现合金的综合性能较为优异,屈服和抗拉强度分别可达318和364 MPa,而延伸率约为13% (图7b)。为了更好分析其断裂行为,图8示出了合金峰时效态拉伸断口形貌及相应的EDS分析。由图可见,拉伸断口以韧窝组织为主,且其尺寸较小,为典型的韧性断裂。此外,在拉伸断口表面还观察到一些粗大白色粒子(图8b),经EDS分析发现其为Al(Fe, Mn)Si相(图8c),这些粒子由于比较均匀地分布于合金基体内,并未观察到由此诱发的微裂纹等现象。
图7 工艺II处理的固溶态合金板材再经185 ℃时效后的硬度变化规律以及峰时效态应力-应变曲线
Fig.7 Hardness change of the solution treated alloy sheet with processing II after ageing at 185 ℃ (a) and the engineering stress-strain curve in the peak ageing condition (185 ℃, 5 h) (b)
图8 工艺II处理的固溶态合金板材再经185 ℃时效5 h后峰时效态拉伸断口的SEM像和EDS分析
Fig.8 SEM images (a, b) and EDS analysis of particle A in
由于实验合金为含Zn的新型Al-Mg-Si-Cu系合金,该类合金普遍具有优异的烤漆硬化增量[4,14,28],而且本工作还发现该新型铝合金除了具有优异的时效硬化速率之外,还具有相对比较好的高温时效热稳定性,即在高温时效时能维持较长时间的高强度特性(图7a)。为了清楚掌握该合金峰时效态高强度和高温时效热稳定特性,对峰时效和过时效态合金分别进行了HRTEM组织结构表征(图9)。由图可以看出,峰时效态出现大量的针状和点状沉淀相(图9a),HRTEM分析发现其主要为β″相,不过其与基体间的取向存在较大差异,图9c中右上角平躺式β″与基体间的取向关系为:[
图9 经工艺II处理的固溶态合金板材再经185 ℃时效不同时间后的HRTEM像
Fig.9 Low (a, b) and high (c, d) magnified HRTEM images of microstructure in solution treated alloy sheet with processing II after ageing at 185 ℃ for 5 h (a, c) and 30 h (b, d) (Insets show the corresponding SAED patterns)
(1) 不同热加工工艺对T4P预时效态Al-Mg-Si-Cu-Zn合金的强度和应变硬化指数n基本无影响,但是对
(2) 不同热加工工艺对Al-Mg-Si-Cu-Zn合金热加工过程组织演化影响不大,不过最终固溶淬火态组织出现差异,成形性能较好的合金板材平均晶粒尺寸略大(约18 μm),且呈双模型晶粒尺寸分布特征;而合金的织构演化明显受热加工工艺影响,2种工艺下的冷轧态和固溶淬火态织构组分和强度均明显不同,成形性能较好的合金板材冷轧态同时含有Goss{011}<100>、β和α取向线织构,而固溶淬火态虽然织构组分较多,但是整体强度却较低。
(3) 成形性能较好的Al-Mg-Si-Cu-Zn合金在后续人工时效过程中具有优异的快速时效响应特性,经185 ℃、20 min短时时效后,其硬度由淬火态的55 HV快速升高到120 HV以上,增量可达65 HV;进一步时效到5 h出现峰值硬度(132 HV),继续延长时间,合金硬度缓慢降低;此外,峰值状态对应的屈服强度、抗拉强度和延伸率分别达318 MPa、364 MPa、13%,拉伸断口为典型的塑性断裂。
(4) Al-Mg-Si-Cu-Zn合金虽然含有元素Zn,但是并未出现Mg-Zn析出相,峰时效和过时效态分别以β″、β′和Q′相为主,其与基体均满足一定的取向关系,同时峰时效后β"主要沿b轴方向生长最后转化为β′和Q′相,合金具有较好的时效稳定性。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}