
李青 , 王资兴, 谢树元
, 王资兴, 谢树元
宝山钢铁股份有限公司研究院 上海 201900
LI Qing, WANG Zixing, XIE Shuyuan
文献标识码: TF141
通讯作者:
收稿日期: 2016-08-26
网络出版日期: 2017-04-10
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
作者简介:
作者简介 李 青,男,1973年生,博士,高级工程师
展开
摘要
基于多物理场耦合计算,结合电渣重熔(ESR)工艺,开发了应用于ESR全过程数值模拟的数学模型。模型涵盖了熔炼过程的电磁场、流动、传热、熔化及凝固多个物理过程,给出了熔炼过程温度及液相体积分数分布、熔池及糊状区形状尺寸等过程控制所相关的特征信息。利用铸锭温度分布历史,该模型可以计算与铸锭质量密切关联的多种凝固参数信息。该模型可以实现对未知ESR过程的稳态模拟预测,也可以针对实际过程进行熔炼全程(包括模冷阶段)的瞬态模拟分析。模型计算的熔池形状及深度与剖锭分析的结果接近,预测的二次枝晶臂间距分布与枝晶组织分析照片相符合。本模型可应用于过程分析及优化,并为新产品和工艺研发提供重要的技术支撑。
关键词:
Abstract
Electroslag remelting (ESR) is duly an important process for the production of high quality special steels and superalloys. Conventional ESR research has long been known as trial and error approach, which is excessively expensive and time-consuming, due to the complex process mechanism involving interactions of multiple physical fields, simultaneous phase transformations and chemical reactions. As the alternative way of study, ESR numerical simulation has been profoundly developed. Till now, systematically formulated model could demonstrate so many aspects of the process including electromagnetic field, fluid flow, heat and mass transfer, electrode melting, ingot solidification, slag/metal interface phenomenon, solidification structure parameters, ingot elements distribution, etc. There is a trend of multi-scale combined simulation, trying to bridge the gap between macro- and micro-scopes, thus could realize the control of solidified structure. Numerical modeling and simulation of ESR process have been widely accepted for its superiority of low cost, high speed, flexible adaptability and systematic results. Through combination of simulation and experiment, the ESR R&D process can be significantly promoted. Further, with the newly developed control technology supported by theoretical models, high precision and perfect quality control are expected to achieve. In this work, a mathematical model and the calculating code for the simulation of practical ESR process were developed based on multi-physics coupling calculation. The model considers many features of the process including the heat of the dropping liquid metal from the electrode, the naturally formed melt pool and the growing of the ingot, the cooling shrinkage of the solidified ingot away from the mould boundary, the changed slag skull thickness along the ingot growing direction, the matching between melt rate and input melting parameters, the specific boundary conditions, etc. The model covers physics of electromagnetic field, fluid flow, heat transfer, and melting and solidification during the remelting process, giving the characteristic information about distributions of temperature and liquid phase volume fraction, shape and size of melt pool and mushy zone, etc. highly concerned with the process control. Using history of temperature distributions and evolution, the model can compute various solidification parameters closely related to the ingot quality. The model realizes predictions for the unknown ESR process with steady state mode calculation and also analysis in transient mode of the whole ESR process from the melting start point of electrode to the end of cooling stage of ingot within the mould. Electromagnetic fields and steady and transient process simulations were carried out and discussed here for the practical IN718 alloy ESR process. The simulated melt pool profile and its depth size approximate to the experimental result of the ingot dissection analysis, and the predicted secondary dendrite spacing distribution coincides with the pictures of dendrite structure analysis fairly well. The model could be applied to the process analysis and optimization, and provide important technical support for the R&D of new product and technology.
Keywords:
电渣重熔(ESR)是高品质特殊钢及特种合金制造的重要熔炼工艺,熔炼过程涉及多个物理场的交互作用,同时存在化学反应及相变过程,机制复杂。传统的ESR研究主要采用实验加经验调整的方法,周期长、费用昂贵,且研究结果难以推广。目前针对ESR众多环节进行的模拟计算,涵盖了电磁场[1~10]、流动[1~5,7,9~13]、传热[1~5,7~11,14,15]、传质[1,11,16]、电极熔化(滴落)[3,7,10]、铸锭凝固[2,4,5,9,10]、渣/金界面现象[10]、凝固参数[2,4]、铸锭元素分布[11]、凝固组织[17,18]等内容。一方面,数值模拟与实验结果的有效结合,可大大提升研发效率;另一方面,通过数值模拟可促进过程控制技术的发展[19],有望实现ESR控制水平和熔炼质量的进一步提升。
立足于多物理场理论计算,致力于构建与过程特征相逼近的系统性模型,这是新近ESR模型的主要特点[2~5,8~11,13,17,18]。但因关注问题、考虑因素以及采用方法的不同,研究结果不尽一致。目前,一种发展趋势是通过多尺度(包括宏观和微观尺度)的模拟[17,18],实现对凝固组织的控制。本工作以工业化过程仿真为目标,通过多物理场建模及耦合计算,紧密结合ESR工艺,开发了适用于ESR全过程模拟的通用数学模型。本工作对模型建立、求解方法进行了介绍,同时对电磁场以及耦合场的模拟结果进行分析讨论,以阐明其应用于过程分析和优化以及工艺开发的作用。
ESR过程建模首先需要求解电磁场,因为渣池在通电条件下的电阻热是ESR过程的根本热源,同时在大电流操作条件下,熔体受到因电流与磁场交互的电磁力驱动,这些因素对熔体的流动及传热产生重要影响,进而决定了熔炼质量。
ESR基本采用单回路的交变电流操作,因电流频率很低,可不考虑位移电流,且熔体的流动速度较慢,可忽略运动流体的感生电流。故采用基于Maxwell方程组变换的磁矢位和标量电位方程联立[20]求解,结合ESR过程的对称性,采用两维轴对称的柱坐标系,以相量形式表示如下:
式中,
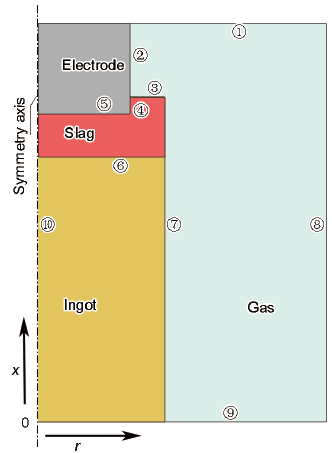
图1给出了计算涉及的几何区域及相应的边界。依据ESR过程的对称性,只需要计算一半区域,对称轴处采用对称边界处理。如图,计算区域包含了电极、渣池、铸锭(包含熔池),以及包围着的气体区域。假定渣池、铸锭与铸模相接触的渣皮具有很好的电绝缘性,不存在沿铸模壁的电流导通。各变量的边界及对应的边界条件列于表1。式(2)隐含了均匀电导率的假设,为了应用于多种介质的同时计算,需要引入介质边界条件(表1),以满足电流连续条件。
图1 电磁场计算涉及的几何区域及边界示意图
Fig.1 Schematic of geometric domain and boundaries for electromagnetic field calculation
利用计算的磁矢位及标量电位,计算电磁力及Joule热分布:
式中,
ESR物理过程可以描述成特定条件下的流动和传热,同样,采用两维轴对称坐标形式,计算控制方程[21]如下:
其中,ϕ为求解变量,代表速度、温度、浓度等,相应有动量、热量、质量传输方程;ρ为密度(kg/m3);t为时间(s);u和v分别为沿轴向和径向的速率(m/s);
表1
Table 1 Boundary conditions of equations for electromagnetic field calculation shown in
| No. | |||
|---|---|---|---|
| ① | 0 | ||
| ② | - | - | Medium boundary condition |
| ③ | - | - | Medium boundary condition |
| ④ | - | - | Medium boundary condition |
| ⑤ | - | - | Medium boundary condition |
| ⑥ | - | - | Medium boundary condition |
| ⑦ | - | - | Medium boundary condition |
| ⑧ | 0 | 0 | - |
| ⑨ | 0 | 0 | |
| ⑩ |
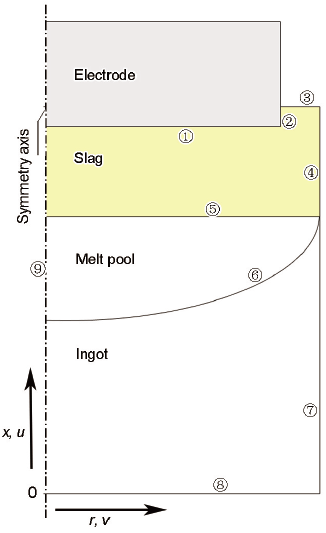
图2 流场、温度场计算设计的几何区域及边界示意图
Fig.2 Schematic of geometric domain and boundaries for fluid velocity and temperature distribution calculations (u and v are axial and radial velocities, respectively)
图2给出了计算几何区域及相应的边界。计算区域包含渣池、熔池和铸锭。考虑到流体的湍流特性,采用标准k-ε模型[21]结合壁面函数[21]求解。因此,相应式(7)中,ϕ包含u、v、k、ε和
模型建立需要选择运动参照系,以满足ESR过程铸锭生长及渣池向上移动的特点。本模型选择渣/金界面作为参照,如此渣池总体视为不动,而铸锭则不断向下生长。
针对运动参照系的选取,需对能量方程补充附加的源项,以满足能量平衡条件。
因铸锭生长很慢,忽略其对动量传输的影响。忽略熔滴滴落过程与渣池的动量交互作用,以及对熔池的动量传输。熔滴滴落过程的能量传输按照稳态处理,即认为熔滴均布于渣池,在滴下过程中的任意时刻均与渣池温度保持同步。由此,熔滴进入熔池的温度即渣池底部边界温度。熔池以稳态方式获取来自熔滴的热焓,铸锭则按照生长速度(与熔速相对应)获取来自熔池的质量和能量。
电极熔化速度计算对于模型预测非常关键。在熔炼的每一时刻,熔速与输入功率存在确定的对应关系,其本质是传热平衡。尽管模型没有包含电极本身的传热和熔化,但并不妨碍计算的可靠性。首先,对于实际过程的模拟,输入数据已包含了测量熔速;对于未知过程的预测,模型已提供了一种基于传热平衡的熔速推定方法,从而可以保证过程预测的合理有效。
此外,还需要添加辅助模型,以确定变化的边界条件,包括渣皮厚度沿铸锭生长方向的变化、因铸锭凝固及冷却收缩所导致的边界传热条件变化等。铸锭与铸模间传热按照沿径向近似的稳态处理,包括渣皮和气体间隙的导热、渣皮表面辐射、铸模壁导热,以及冷却水对铸模的对流换热,由此动态获取ESR过程铸锭的表面温度(表2),以作为传热计算的边界条件。对于铸锭底部传热,采用类似的处理方法。
表2
Table 2 Boundary conditions of transport equation calculations shown in
| No. | u | v | k | ε | T |
|---|---|---|---|---|---|
| ① | u=0 | v=0 | Boundary node value calculated with k | ||
| ② | u=0 | v=0 | Boundary node value calculated with k | ||
| ③ | u=0 | Radiation boundary | |||
| ④ | u=0 | v=0 | Boundary node value calculated with k | ||
| ⑤ | u=0 | - | - | - | - |
| ⑥ | u=0 | v=0 | Boundary node value calculated with k | - | |
| ⑦ | - | - | - | - | |
| ⑧ | - | - | - | - | |
| ⑨ | v=0 |
采用正交网格并运用有限体积法对电磁场和流动传输方程进行离散化处理,以获取计算代数方程。电磁场和流动传输计算采用同一套网格,其区别在于计算区域有所不同(图1和2),同时,流体计算时,为了满足壁面函数条件而作了局部的网格调整。如前所述,传输方程采用统一的表述形式,以便于方程离散化和求解。此外,相应式(7)的热量传输方程包含了凝固潜热源项:
采用静止的网格实现对ESR过程铸锭生长的动态模拟,即依据最终铸锭长度,进行全区域网格划分。计算起始时,尚无熔池及铸锭,计算只限于渣池区域。随着电极熔化,依据电极熔化量,计算渣池底部铸锭(包含熔池)长度(假定熔滴均布于渣池以下区域)。当其尺寸跨越2个网格单元时,将铸锭分割。分割后的上部单元使用网格系统的尺寸,下部单元采用分割剩余的尺寸。如此继续计算,下部单元不断长大,直至其再次跨越2个网格单元,再次分割。以此类推,实现对铸锭长大的连续模拟。此外,为保证计算稳定,对初生铸锭长度进行了强制规定,即当铸锭长度小于渣池底部相邻网格单元尺寸时,用此网格尺寸计算,至其长度超过此网格尺寸后,才不断增加。熔池区域的边界依据单元的液相体积分数
如前所述,电磁场计算忽略了运动流体的感生电流,因此对于传输模型的影响是单向的,二者无须交互迭代。为此,电磁场采用了一次性预先计算的处理方法,即在全铸锭尺寸条件下对全区域进行以参考值输入的电磁场计算,以得出电磁力和Joule热分布参照值。计算表明,电极和铸锭的长度变化对于电磁场在渣池及熔池的分布影响微弱,这为全尺寸计算结果的应用提供了依据。此外,在瞬态模拟过程中,瞬时的电磁力和Joule热分布以分布参考值为基准进行等比例的变化,以满足输入功率和电流的变化,这符合线性电磁场定解问题的叠加原理[22]。这样处理,大大提高了计算效率。
传输模型参照文献提出的基于同位网格的分离式算法(IDEAL)[23],并推广至非稳态、含电磁力及浮力源项的动量方程离散化及算法处理,用以进行流场及温度场的耦合计算。流场与温度场的耦合计算需求源于ESR过程浮力的影响,这是流动与传热互为影响的原因所在。
采用瞬态全隐格式[24]计算ESR耦合场,这契合过程动态模拟的需求,同时也能满足过程准稳态的模拟预测。稳态模拟采用预设长度的铸锭及其初始温度分布(假定为等温。合理的铸锭起始温度设置有利于加快计算收敛,但对最终结果没有影响),基于计算推演,铸锭不断熔化,逐渐形成稳定的熔池及糊状区。当铸锭温度分布趋于稳定时,即可判定计算结束。稳态模拟对应于特定的熔炼时刻,此外,通过铸锭底部的绝热处理设定,也可以采用较短的锭长实现对很长铸锭的模拟,从而大大加快计算进程。
通过调节计算步长及单步长内的迭代次数来保证模型的计算收敛精度,并满足合理的计算速度。
代数方程采用基于Gauss-Seidel迭代的ADI算法[21]求解,各变量在不同计算阶段采用不同的松弛因子,以确保计算稳定,同时也兼顾了计算效率。
针对IN718合金的ESR实际熔炼过程进行多物理场模拟计算。实验选用CaF2/CaO/Al2O3/MgO四元渣系。采用直径326 mm电极,熔炼成直径430 mm铸锭。截取铸锭头部400~500 mm一段,沿轴线切取样片。利用白炽灯进行侧光照射,描画熔池曲线。采用D90光学相机获取低倍组织形貌,对熔池轮廓形状及其对称性进行分析。距离切片底部20 mm由边缘至中心取10个20 mm×20 mm的样品,利用GX71型倒置式光学显微镜(OM)对合金枝晶组织进行观察。
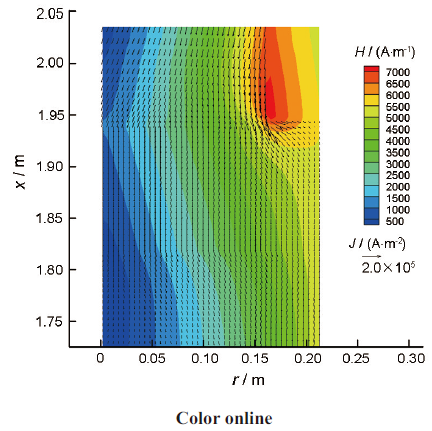
图3为工况条件下模拟的磁场强度幅值及电流密度分布。为节省空间,没有完全显示铸锭区,但并不妨碍结果的观察和分析。可以看出,磁场强度幅值在对称轴处最小,沿径向往外逐渐增大,至电极、渣池及铸锭周向表面达到极大值,在电极表面磁场强度达到最大。电极和铸锭中,磁场强度沿径向向外的变化率逐渐增加(等值线间距逐渐减小),而渣池中的变化较为均匀(等值线间距基本保持不变),这是电流分布所决定的。电流密度矢量分布在电极及铸锭区域呈现一定程度的“集肤效应”特征,而在渣池中这一效应显著减弱,分布比较均匀,这是液渣远低于电极和铸锭的电导率所引起的。
图3 计算的磁场强度幅值和电流密度分布
Fig.3 Simulated distributions of magnetic intensity amplitude (H) and current density (J)
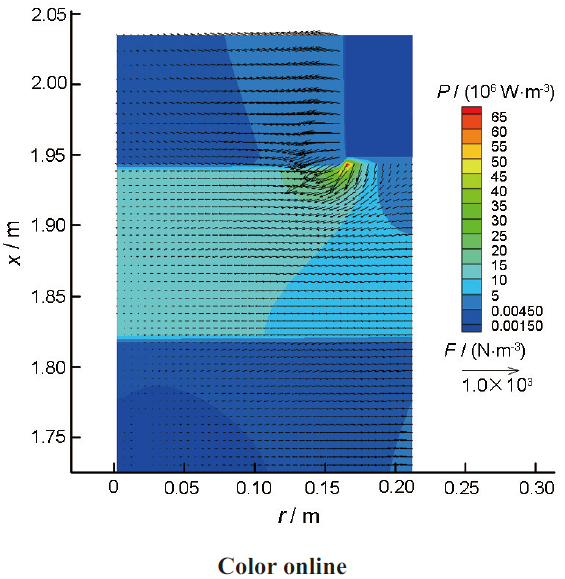
图4为相应的Joule热功率和电磁力分布的模拟结果。可以看出,电磁力方向均由外侧指向中心位置。除电极端部、铸锭顶部以及渣池自由表面的附近区域,其它区域电磁力几乎处于水平方向。电磁力靠近周向边界处最大,往中心处逐渐变小,这种分布是磁场强度和电流密度梯度分布共同作用的结果(式(5))。较之铸锭和电极,渣池中电磁力沿径向的变化有所减弱,这是渣池中相对均匀的电流分布所致。Joule热几乎完全集中于渣池区域,电极及铸锭区域Joule热则几乎可以忽略。渣池中,贴近电极底部区域Joule热功率较大,尤其是电极端部边角附近的局部达到最大,随着离开电极底部距离的增加Joule热功率逐渐减小。电极侧面离开电极端部边角的渣池区域Joule相对较低,且随着离开自由表面距离的增加而逐渐增大。自由表面靠近结晶器壁为渣池中Joule热最低的区域。
图4 计算的Joule焦耳热和电磁力分布
Fig.4 Simulated distributions of heat (P) and electromagnetic force (F)
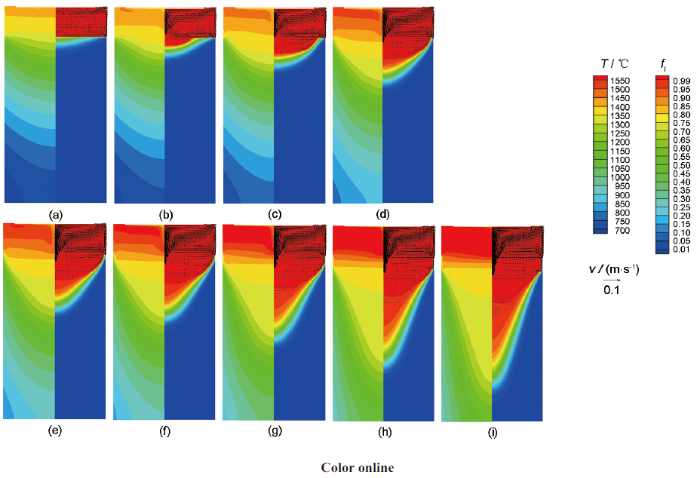
图5为同尺寸铸锭在不同熔速条件下,采用稳态模拟预测的流场、温度及液相体积分数分布。如前所述,此处铸锭底部边界已作绝热处理,用以模拟长铸锭条件。
图5 不同熔速条件下模拟的流场、温度及液相体积分数分布
Fig.5 Simulated distributions of fluid velocity (v), temperature (T) and liquid volume fraction (fl) under different melt rates (w0—the critical melt rate below which no melt pool formed. Each picture is composed of two parts, the right half represents the calculation domain and the left half symmetric with the right, for the axisymmetrical formulation of the model. The left part is used for temperature distribution and the right for fluid velocity and liquid volume fraction) (a) w0 (b) 1.3w0 (c) 1.7w0 (d) 2.8w0 (e) 3.5w0 (f) 4w0 (g) 5.3w0 (h) 7w0 (i) 8.6w0
如图5所示,不同熔速条件的温度分布具有统一特征:电极底部附近的渣池区域温度最高,沿轴向往下温度逐渐降低。渣池中,等温线近似呈水平层状分布,在贴近结晶器壁及对称轴处存在沿径向较大的变化率。熔池区域等温线亦呈近似的水平线特征,而靠近凝固边界时逐渐变得倾斜,呈现圆弧形的变化。以0.99液相体积分数线作为熔池边界,可见熔池轮廓为近似的圆弧形,其底部中心则趋于水平。熔池下部为糊状区域,等温线中心的水平段愈加减少,进而演变成完整的抛物线形曲线,直至进入完全凝固的铸锭区域。等温线沿中心轴线的间隔存在反复的变化:由渣池进入熔池区域,等温线间距加大,说明熔池的温度梯度较小,温度相对较为均匀; 进入糊状区,间距逐渐减小,温度梯度加大;继续进入完全凝固区域,间距再次逐渐加大,温度梯度再次减小。相应的,等温线与铸锭边界的夹角在进入糊状区后逐渐减小,进入铸锭固相区域,则逐渐加大(因铸锭底部作了绝热处理,往铸锭底部的等温线变化可参见后文瞬态模拟的结果)。铸锭这种温度分布及变化特点与其冷却条件、传热方式以及凝固潜热的释放是密切关联的。
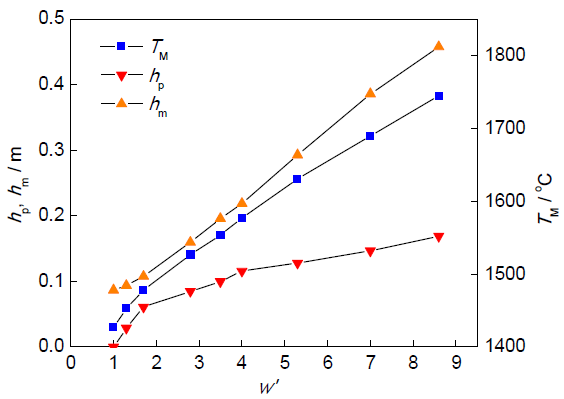
图6 随熔速变化的熔池深度、糊状区间距以及渣池最高温度的模拟结果
Fig.6 Variations of simulated melt pool depth, mushy zone distance, and maximum temperature in slag pool corresponding to different melting speeds (w′—the ratio of melt rate to the critical value of w0, hp—melt pool depth, hm—mushy zone distance, TM—maximum temperature in slag pool )
渣池流动存在2个主涡漩,即沿对称轴垂直向下逆时针运行的涡漩,以及沿铸模边界向下、向内顺时针运动的另一涡漩,这种运动是在电磁力以及取决于传热和边界冷却条件的浮力共同作用的结果。前一涡漩运动主要源于电极熔化传热的冷却作用,此外,因与电磁力驱动方向基本一致,故而表现出较强的流动;后一涡漩,仅在贴近模子壁面处存在较快的流动,这是水冷模的强烈冷却引起的,但此涡漩与电磁力的驱动方向基本是相反的,因此壁面附近以外的其它区域流速相对较弱。可见,渣池流动是由浮力起主导作用的。相对的,熔池区域仅存在沿凝固边界向下、向内顺时针运行的涡漩,这同样由浮力所主导,因为运动方向与电磁力驱动方向相反。可以看出,渣池流速要明显大于熔池流速,因为熔池中电磁力相对较弱,而且温度分布较为均匀,浮力相应也较弱,且浮力和电磁力作用基本是反向的。
如图5,随着熔速增加,渣池流动不断增强,渣池温度升高,高温区不断扩展,熔池及糊状区尺寸也不断增加。图6为对应图5的熔池深度、糊状区间距以及渣池最高温度的变化情况。起始熔速w0对应熔池深度为0的临界点,因为随着熔速增大,熔池深度即快速增加。如图6,熔池深度开始时增加较快,但在1.7w0熔速附近存在转折而明显减弱,之后深度虽然不断增加,但增速保持了逐渐减弱的趋势。相反的,糊状区间距起初为缓慢增加的过程,到同样熔速位置的转折点后则保持了几乎线性的快速增加。总体上,糊状区间距的增速要明显大于熔池深度的变化,且随着熔速增加,二者尺寸的差距越来越大。
渣池中最高温度处反映渣池的热状态。如图6所示,温度先快速增加,到相应的转折点处增速明显减弱,之后虽然增速逐渐减慢,但减慢的程度较弱,使得温度呈线性增加的趋势。
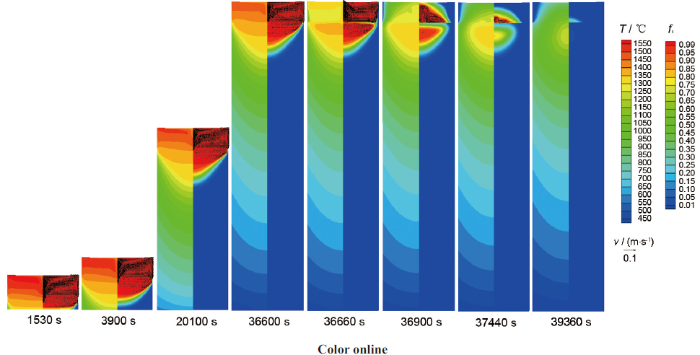
图7为针对同尺寸铸锭实验条件的瞬态模拟结果,给出了熔炼全程的流场、温度及液相体积分数分布随熔炼时间的变化。
图7 模型计算的实验条件下ESR全程的流场、温度及液相体积分数分布变化
Fig.7 Model results of changed distributions of v (the upper right of each picture), T (the left part) and fl (the right part) during the whole process in practical test situations
熔炼起始,渣池流动很快发展成稳定的流态。此时渣池温度较高,铸锭几乎全为液态,仅在模子边界处存在凝固的边角(图7中1530 s)。随着铸锭长大,熔池凝固边界不断发展,熔池深度加大,糊状区开始形成,糊状区间距不断加大(图7中3900 s)。当铸锭长到足够高度后,熔池区域及糊状区的形状尺寸,以及相应区域的温度和液相体积分数分布不再明显变化,呈现出与稳态模拟接近的特征(图7中20100 s),直至通电结束(图7中36600 s)。通电结束后,渣池流动随即发生了根本改变。如图7中36660 s时,渣池中心流动发生反转,由向下流动改为向上流动,这是由渣池受热状态改变引起的。在熔炼期间,渣池向下的主流主要来自电极的熔化冷却效应,而停电期间,向上流动归于熔池的加热保温作用。
模冷阶段,渣池自水冷模边界快速凝固,直至上表面完全凝固,并由四周向渣池底部中心区域凝固。因合金相对于渣较高的熔点,以及合金凝固过程的潜热释放,使得渣池底部成为最后的凝固区域。相对而言,金属熔池区域凝固较快。金属熔池沿底部及周向边界往熔池中心区域凝固,并在熔池表面形成一层凝固壳将熔池包裹,之后继续凝固,直至完全凝固。
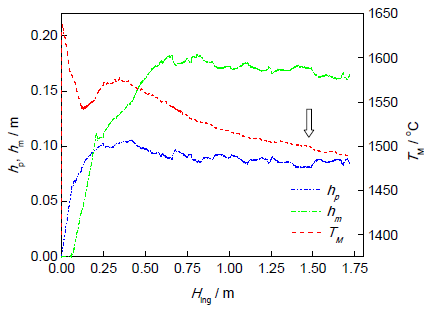
图8为瞬态模拟的随铸锭高度变化的熔池深度、糊状区间距以及渣池最高温度变化。熔炼起始,因为此时糊状区尚未生成,熔池深度存在短暂的、呈线性快速增加的阶段。随着糊状区出现,熔池深度变化出现转折,增速逐渐减弱。同熔池相似,糊状区间距起始也存在呈线性增加的区间,但较熔池深度的线性增长区间要宽很多。至铸锭长度约0.2 m时,糊状区间距增长出现转折,增速减弱,之后呈现曲线式的变化。此转折点,基本对应着熔池深度的最大值,之后熔池深度变化不大,而后续熔池深度的缓慢减小是输入功率逐渐减弱造成的。当熔池深度基本不再增加时,糊状区间距继续保持较快的增加趋势,直至铸锭长约0.65 m时,之后总体呈微弱减少趋势。锭长0.65 m后,可视为熔炼的稳定区间,此后若熔速保持稳定,渣池、熔池以及糊状区温度分布亦将保持稳定,即保持准稳态的变化。
如图8所示,渣池温度在熔炼起始几乎瞬间即升高到最大值(这是因为渣量较小,而输入功率很大),随即温度快速降低,之后出现转折而缓慢升高,最后则基本保持不断减小变化,直至通电结束。渣池温度与输入功率在变化趋势上保持了一致性。
图8 随铸锭高度变化的熔池深度、糊状区间距以及渣池最高温度的模拟结果
Fig.8 Variations of simulated hp, hm and TM in slag pool in slag pool with the increased ingot height (Hing) (The arrow points to the specific height of ingot where melt pool depth was measured)
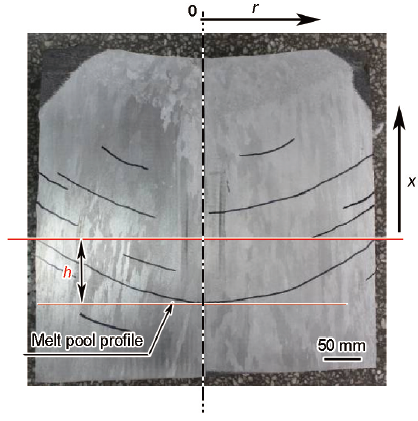
图9为该实验条件下铸锭在靠近头部区域的剖锭分析照片。对比图中标记的熔池轮廓线与图7停电前的模拟结果,与图9熔池形状相符。对比图9所标熔池深度h与图8箭头所指对应锭长时的计算熔池深度,二者比较接近。
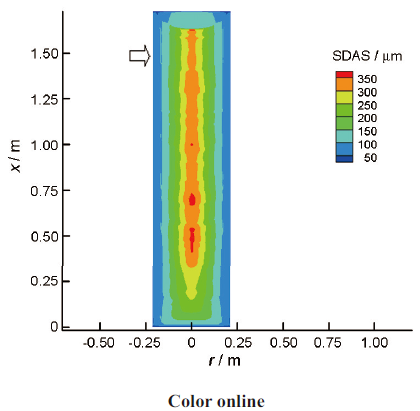
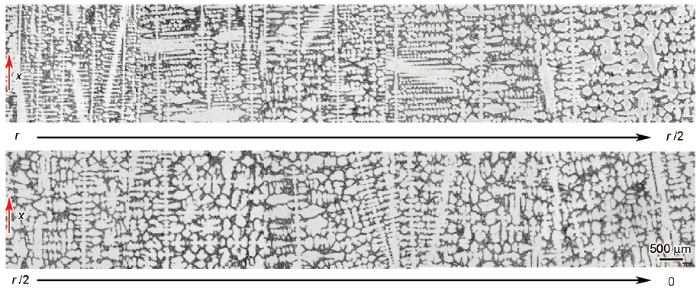
利用瞬态模拟的温度分布变化历史,可进一步计算铸锭质量密切关联的凝固参数,如局部凝固时间、局部冷却速度、枝晶间距、黑斑缺陷判定[25]等,这些参数为质量分析及过程优化提供了更为直接的参考依据。图10为计算的铸锭轴向剖面的二次枝晶臂间距(SDAS)分布。可以看出,SDAS总体具有沿径向的梯度分布特征,仅在铸锭头部及尾部区域存在沿轴向的较大变化。SDAS计算依赖于凝固前沿由温度梯度和凝固速度所决定的局部冷却速度[25],正如前述,当铸锭达到一定尺寸后具有趋于近似稳态的特征,而且熔炼过程熔速基本保持恒定,温度分布的变化不大。而在熔炼起始,受到铸锭底部强烈冷却的影响,冷却速度大,因而枝晶间距较小。随着铸锭长度的增加,底部冷却对熔池的影响越来越弱,枝晶间距逐渐趋于径向的梯度分布。相似的,铸锭头部枝晶间距变化也是其不同的冷却条件所导致的。因为停止通电,渣池对熔池的传热急剧减少,导致熔池温度快速下降,并伴随着较大的温度梯度,致使头部的枝晶间距显著减小。除去铸锭头、尾区域,SDAS在铸锭中心处最大,在铸锭表面附近最小。枝晶间距可以实验测量分析,这为模型的校验提供了重要依据。图11为铸锭剖面的枝晶组织分析照片,对比图10箭头所指对应铸锭高度的SDAS分布,二者在数量及沿径向的变化趋势上吻合较好。
图9 铸锭沿轴向剖面的熔池形状分析照片
Fig.9 Analysis photo of melt pool shape on the ingot axial section
图10 模型计算的二次枝晶臂间距在铸锭的分布
Fig.10 Model results of distributions of secondary dendrite arm spacing (SDAS) in ingot (The arrow points to the position where dentrite morphologies were analyzed)
图11 铸锭剖面的枝晶组织形貌
Fig.11 Morphologies of dendrite structure analysis on the ingot axial section
ESR过程稳态模拟计算与其熔炼过程特点是相符的。因为熔炼节奏很慢,铸锭生长速度较之熔体流动以及热量传递速度(铸锭、电极均可视为良导体)基本可以忽略,由此可以假定熔炼过程的传热接近平衡,这可以通过对比稳态模拟与瞬态模拟的结果来证明。
如前所述,模型实现了一种熔速推定方法,以保证其与输入功率、电压以及电流的一致性;同样,对于确定的熔速,则可推定与之对应的熔炼参数,其原理为电极的传热平衡。由于电极区域传热边界条件难以确定,本模型没有包含电极区域的传热计算,为了减少不确定因素的影响,本工作采用如下方法:对基于电极底部传热平衡进行熔速调节,经数次调整,即可实现对未知ESR过程的准确预测。此平衡判定依赖于一个温度经验参数的确定,这个参数通常有着较为确定的数值范围。利用针对实际过程的瞬态模拟可以获取该温度参数值(此时熔速具有测量值),应用于类似条件的未知 ESR 过程,可以确保稳态模拟预测具有相当的可靠度。这种做法本质是测量与模型的结合,但“测量”参数并非可以直接测量的物理量,而是通过模型对实际过程进行转化的模型参数。
稳态模拟时,通过对铸锭底部采取绝热设定,即可以采用较短的锭长实现对长铸锭稳定阶段的预测,由此大大节省了计算时间;而采用指定锭长及相应的底部传热条件,则可以针对特定的熔炼时刻进行模拟预测。对于未知的 ESR 过程,通过多个时刻点的模拟和调整,即可以预测出一条熔炼参数曲线。
另一方面,ESR过程本质是非稳定态、动态的,熔炼参数处于连续且摆动的变化之中,这种变化源于控制系统的调节。所有这些变化具有一定的持续性影响,其中熔炼过程的参数波动影响更大。瞬态模拟适应于 ESR 熔炼过程变化,提供了自熔炼起始直至模冷结束的全程动态预测,为过程分析提供了重要依据。利用瞬态模拟的温度分布历史可以对铸锭的凝固参数分布信息进行计算和分析,这为过程优化提供了更直接的依据。
模型满足于多种参数条件的仿真预测及优化,包括几何参数、物性参数以及熔炼参数等。例如,对于几何尺寸而言,可以研究填充比、电极浸入深度、渣池厚度变化的影响;对于物性参数,可以研究熔渣电导率、熔渣熔点等的影响;对于熔炼参数,包含了熔速、电压、电流、输入功率、电流频率、冷却水条件的变化等。对于参数变化的研究,通常需要满足恒定熔速条件,现今ESR控制很多是基于熔速的调节控制,而恒定熔速条件的满足取决于熔速与熔炼参数的匹配问题。
基于多物理场(包括电磁场、流场、温度场)耦合计算,紧密结合ESR工艺,开发了应用于ESR全过程模拟的数学模型。模型可以实现对未知过程准稳态的模拟预测,也可针对实际过程进行自电极熔化起始直至铸锭模冷结束全过程的瞬态模拟分析。模型给出了不同参数输入条件下ESR过程的温度场、熔池及糊状区尺寸以及基于物理场信息计算的凝固参数信息。模型计算的熔池形状和深度与剖锭分析结果接近,预测的二次枝晶臂间距分布与枝晶组织分析照片相符合。本模型可作为ESR过程分析优化以及新工艺研究的模拟仿真工具。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}