
邓德安 , 任森栋
, 任森栋
DENG Dean, REN Sendong
中图分类号: TG404
文章编号: 0412-1961(2017)11-1532-09
通讯作者:
收稿日期: 2017-01-6
网络出版日期: 2017-11-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 邓德安,男,1968年生,教授
展开
摘要
系统地研究了在经受多重热循环的作用下,P92钢板中焊接残余应力的演化过程与形成机理。基于SYSWELD有限元软件,开发了计及“热-冶金-力学”耦合的计算方法,数值模拟了Satoh试验和2道重熔平板接头的应力场。在数值模拟中,详细考虑了固态相变引起的体积变化、屈服强度变化和相变塑性对残余应力形成过程的影响。同时,采用了盲孔(HD)法和X射线衍射(XRD)法测量了P92钢两道非熔化极气体保护焊(TIG)重熔的平板接头残余应力分布。计算结果和实验结果表明2者吻合较好,验证了所采用的计算方法的有效性和准确性。模拟结果表明,P92钢两道重熔平板接头的纵向残余应力呈现出清晰的拉-压相间分布形态。每道焊缝及其热影响区(HAZ)的纵向残余应力为压应力,HAZ外侧附近产生了较大的纵向拉应力。此外,还采用数值模拟方法探究了横向拘束对焊接残余应力的影响,数值模拟结果表明,横向约束可以明显降低横向残余应力,特别是焊缝端部的应力峰值。
关键词:
Abstract
P92 steel is a typical 9%~12%Cr ferrite heat-resistant steel with good high temperature creep resistance, relatively low linear expansion coefficient and excellent corrosion resistance, so it is one of important structural materials used in supercritical thermal power plants. Fusion welding technology has been widely used to assemble the parts in thermal power plant. When the supercritical unit is in service, its parts are constantly subjected to combination of tensile, bending, twisting and impact loads under high temperature and high pressure, and many problems such as creep, fatigue and brittle fracture often occur. It has been recognized that welding residual stress has a significant impact on creep, fatigue and brittle fracture, so it is necessary to study the residual stress of P92 steel welded joints. The evolution and formation mechanism of welding residual stress in P92 steel joints under multiple thermal cycles were investigated in this work. Based on SYSWELD software, a computational approach considering the couplings among thermal, microstructure and mechanics was developed to simulate welding residual stress in P92 steel joints. Using the developed computational tool, the evolution of residual stress in Satoh test specimens was studied, and welding residual stress distribution in double-pass welded joints was calculated. In the numerical models, the influences of volume change, yield strength variation and plasticity induced by phase transformation on welding residual stress were taken into account in details. Meanwhile, the hole-drilling method and XRD method were employed to measure the residual stress distribution in the double-pass welded joints. The simulated results match the experimental measurements well, and the comparison between measurements and predictions suggests that the computational approach developed by the current study can more accurately predict welding residual stress in multi-pass P92 steel joints. The simulated results show that the longitudinal residual stress distribution around the fusion zone has a clear tension-compression pattern. Compressive longitudinal residual stresses generated in the fusion zone and heat affected-zone (HAZ) in each pass, while tensile stresses produced near the HAZs. In addition, the numerical simulation also suggests that the transverse constraint has a large influence on the transverse residual stress, while it has an insignificant effect on the longitudinal residual stress.
Keywords:
P92钢是一种典型的9%~12%Cr (质量分数)铁素体耐热钢,具有良好的高温抗蠕变性能,较低的线膨胀系数和优异的抗腐蚀能力,因此它成为超临界火电机组的重要结构材料,用于制作蒸汽锅炉和耐热管道[1~3]。熔化焊接技术作为一种重要的金属连接手段,广泛运用于火电机组零部件的组装与连接。超临界机组服役时,零部件在高温、高压环境下不断受到拉伸、弯曲、扭转和冲击等载荷的复合作用,极易出现蠕变、疲劳、断裂等失效问题[4,5],而在以往机组装备出现问题的实例中,多数是焊接接头先行失效造成的[6]。P92钢焊接接头的主要失效形式为蠕变断裂和接头热影响区中细晶区附近的IV型裂纹开裂[7]。有研究[8,9]表明,蠕变断裂和IV型裂纹的产生不仅与材料本身的冶金性能有关,还与其焊接构件内存在的焊接残余应力有极大的关联。由于9%~12%Cr铁素体耐热钢的冶金特性,在焊接过程中会发生固态相变,引起体积变化、屈服强度变化和相变塑性[10],对残余应力的形成和分布产生显著影响。大型火电机组中的构件通常采用多层多道焊的焊接方式,材料会经历多次焊接热循环,焊接残余应力的形成和分布状况十分复杂。此外,焊接残余应力对于焊接过程中的外部约束条件也较为敏感。因此,研究9%~12%Cr铁素体耐热钢多层多道焊残余应力的形成机理和外部约束条件对残余应力的影响,不仅具有重要的理论意义,而且也具有较大的工程价值。
随着计算机技术的发展和计算焊接力学理论的日臻成熟,有限元计算方法已经成为预测焊接残余应力的有效工具[11,12]。考虑到P92钢的冶金特性,在数值模拟P92钢焊接残余应力时,必须要考虑固态相变。以往的研究[13,14]讨论了固态相变对低温转变材料焊接残余应力的影响。Dai等[15]和Hamelin等[16]提出了不同的数学模型来预测低合金铁素体钢焊件的相变过程和残余应力分布。本文作者[17,18]前期的研究表明,体积变化对P91钢管焊接残余应力的分布有重要影响,而相变塑性对低相变温度钢的焊接残余应力形成有“松弛”效应。Yaghi等[19~21]、Kumar等[22]、Heinze等[23]采用数值模拟和实验相结合的方法研究了P91、P92管材和板材的焊接残余应力形成过程。Pearce等[24]和Schenk等[25]通过数值模拟和实验测量研究了外加约束条件下薄板焊接残余应力与应变的分布状况。
虽然固态相变引起的体积膨胀、屈服强度变化和相变塑性对P92钢焊接残余应力的影响已有报道[10]。然而,到目前为止,关于多重热循环作用下P92钢焊接残余应力的形成机理以及约束条件对P92钢焊接残余应力的影响还鲜有研究。如果能够澄清以上2点问题,将为优化实际生产过程中的焊接工艺提供理论依据。
本工作采用基于SYSWELD软件开发的计及固态相变的“热-冶金-力学”耦合有限元计算方法,研究了多重热循环作用下,P92钢焊接残余应力的形成机理和最终分布,并研究了横向约束对焊接残余应力的影响。同时,采用盲孔法和X射线衍射(XRD)法测量P92钢两道非熔化极气体保护焊(TIG)重熔的平板接头残余应力,并将数值模拟结果与实验测量结果进行对比,验证了计算方法的有效性。
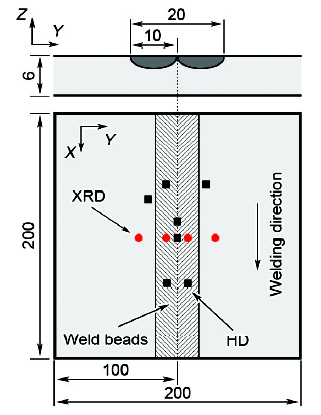
实验所用的材料为ASTM A335 P92钢,其主要化学成分(质量分数,%)为:C 0.124, Cr 9.32, Mo 0.49, Si 0.157, Mn 0.42, Ni 0.24, V 0.20, W 1.75, B 0.0013, Nb 0.055, Fe余量。本实验设计了平板2道TIG重熔的焊接方案,用于研究多重热循环作用下焊接接头残余应力的形成和分布,并且可以避免填充金属与母材冶金性能之间的差异对实验结果产生的影响。为了方便残余应力的测量和后续特征点的选取,2道焊缝的重叠部分控制在5%以内,通过摆动焊枪获取所需的熔宽。试件及焊道分布如图1所示,尺寸为200 mm×200 mm×6 mm。焊接电流为127 A,焊接电压为12 V, 焊接速率为55~60 mm/min, 层间温度为144 ℃。
图1 试件尺寸、焊道分布及残余应力测量位置示意图
Fig.1 Schematics of dimensions of welded joint, beads distribution, and the locations of XRD and hole-drilling (HD) measurements (unit: mm)
1.2残余应力测量
分别采用盲孔(HD)法和XRD法对试件表面的焊接残余应力进行测量。应变片分布及XRD测量位置如图1所示。
盲孔法测量残余应力的测量过程在之前的研究[10]中已有详细介绍。本实验根据GB/T 31310-2014标准对采集到的应变释放量
式中,
尽管盲孔法可以较为准确地测得残余应力,但是仍存在一些不足。例如,应变片片基较大,定位困难;打孔位置之间要保证足够的距离,测量点分布不能太过密集。而XRD法作为一种新兴的无损检测技术,不会受到此类问题的影响。因此,本实验中采用XRD法来验证残余应力的测量结果。
依据XRD效应,对材料中的内应力进行划分,焊接残余应力属于第I类内应力,其应力平衡范围为宏观尺寸,引起XRD谱线位移。根据弹性力学理论,当材料中存在单向拉应力时,平行于应力方向的同族晶面间距减小,衍射角增大;垂直于应力方向的同族晶面间距增大,衍射角减小。当材料存在压应力时,晶面间距与衍射角变化与拉应力相反。严格意义上,只有在单向应力、平面应力以及三向不等应力的情况下这一规律才正确。由于焊件表面材料处于两轴应力状态,垂直于表面上的应力为零,因此在XRD测量厚度范围内可以简化为平面应力问题进行处理。
平面应力状态下,根据弹性力学理论有:
式中,
式中,K为X射线应力常数。
对于钢材试样,X射线只能穿透十几微米的深度,测量结果实际是这个深度范围的平均应力,试样表面状态对于测试结果有直接影响。因此实验之前,先对整块试板进行电解抛光,去除氧化层和污垢,得到较为光滑的表面。使用X射线照射钢的无应力标样,获取无应力状态下的半衍射角,再对图1中所示的4个位置进行测量。通过计算机采集衍射角数据并求得相应的残余应力值。实验使用Xstress-3000 X射线压力分析仪,辐射源为Cr靶,X射线波长为0.2291 nm,管电流为6 mA,管电压为24 kV,衍射晶面为{211},衍射角为156.4°。
焊接过程中的热-冶金-力学之间的耦合关系如图2所示。如果在计算过程中将各个因素之间的相互影响全部考虑,会使得计算结果与实际情况相吻合,但势必会给计算模型的建立和求解过程增大难度。为了解决工程实际问题,计算方法必须同时兼顾计算效率和准确性,这要求在有限元模型中重点考虑主要因素,忽略次要因素。本工作组前期工作[10]基于SYSWELD软件开发了考虑固态相变的热-冶金-力学耦合的有限元计算方法,可以考虑温度与组织变化对焊接残余应力的影响,对焊接过程的温度场、应力场和组织分布进行计算。
图2 热-冶金-力学耦合关系示意图
Fig.2 Schematic of couplings among thermal, metallurgical and mechanical analysis
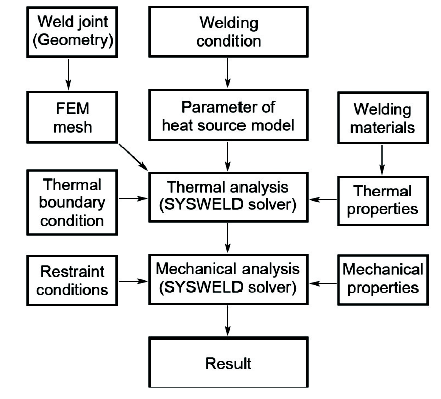
数值模拟流程[26]如图3所示。首先,根据焊件结构设计出FEM (finite element method)网格模型;根据焊接条件选择热源模型并制定相应的焊接参数;根据焊件材料及成分确定各个相的热物理参数。将以上3点和焊接边界换热条件共同带入SYSWELD求解器中进行热分析计算,求得焊接过程的温度场和组织分布。再将热分析计算的结果和各个相的力学性能参数以及焊接约束条件共同代入SYSWELD求解器中,进行力学分析计算,求得焊接过程的应力分布。最终获取整个焊接过程的数值模拟结果。
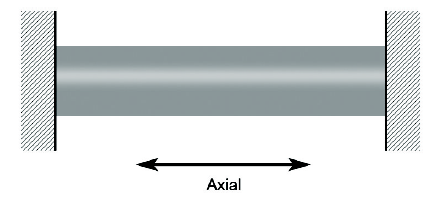
Satoh试验[27]虽然无法准确呈现实际焊接过程中的应力变化,但非常有助于理解焊接过程中应力的形成机理。图4所示的是本工作中Satoh试验所使用的模型示意图。圆柱模型两端固定,加热和冷却过程中产生的膨胀和收缩受到约束,从而产生内应力。
图4 Satoh试验模型示意图
Fig.4 Schematic of the model of constrained heating-cooling test (Satoh test)
本工作采用3组不同的热循环曲线来研究峰值温度对焊接残余应力的影响。各组峰值温度设定见表1。升温速率为10 ℃/s,降温速率为30 ℃/s。
表1 Satoh试验模拟案例
Table 1 Simulation cases of Satoh test (℃)
| Case | PT-1 | PT-2 |
|---|---|---|
| A | 1400 | 600 |
| B | 1400 | 1400 |
| C | 600 | 1400 |
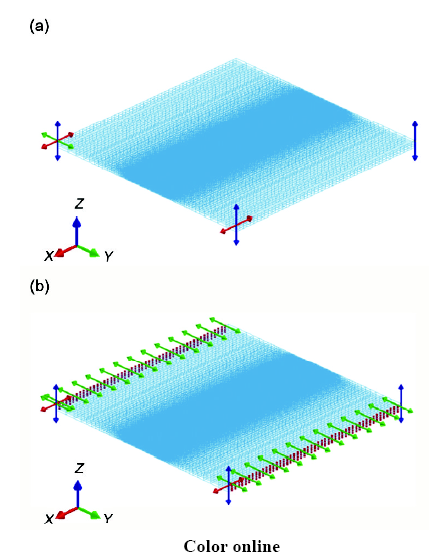
本工作采用上述的数值模拟方法研究P92钢两道TIG重熔的平板接头残余应力分布特征。采用图5所示的三维有限元模型计算温度场和应力分布。模型尺寸为200 mm×200 mm×6 mm,与实际试板的尺寸完全一致。模型中的八节点立方体单元总数为75900,节点总数为90933。为了兼顾计算精度和计算时间,临近焊缝区域网格划分较为细密,远离焊缝区域的网格划分较为粗大。模型中心的单元最为密集,最小单元尺寸为1 mm×1 mm×1 mm。实验中没有采用任何外部约束,因此在有限元计算过程中采用三点约束只用于防止模型发生刚性位移,约束条件与图6a中相同。焊接条件与实际焊接的工艺参数完全一致。
图6 模型约束条件示意图
Fig.6 Schematics of model in free condition (a) and constraint condition (b)
实际生产过程中,焊接构件通常受到夹持和固定,并非处于完全自由状态。为了研究约束条件对焊接残余应力最终分布的影响,本工作采用相同的三维模型和焊接参数,在施加横向约束的条件下进行数值模拟。横向约束加载在模型侧面的各个节点上,冷却到室温后卸载。模型约束条件如图6b所示。
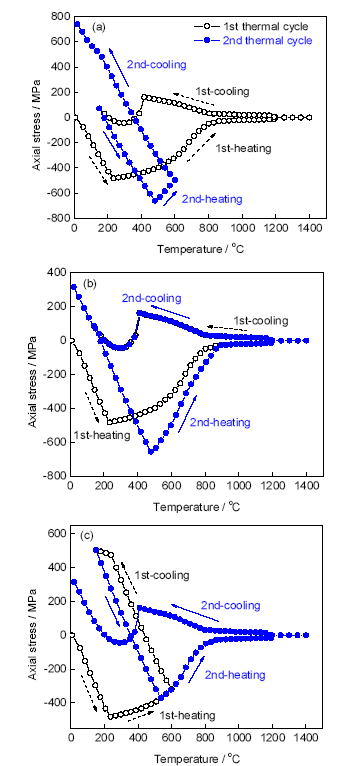
Satoh试验得到的温度-轴向应力曲线如图7所示。Case A中(图7a),材料只在第1次热循环过程中完全奥氏体化,并发生固态相变。第1次热循环中,试棒受热膨胀产生压应力。随着温度升高,材料在热应力的作用下发生屈服,压应力达到峰值500 MPa。随后的加热过程中材料软化,轴向应力不断减小,温度上升到1400 ℃后,应力几乎为零。冷却过程中,由于试棒两端刚性约束,试棒在收缩时产生拉伸应力。拉伸应力上升的峰值大小受到材料的高温屈服极限的限制,当温度降低到马氏体相变起始温度(Ms)点(400 ℃)时,奥氏体开始转变为马氏体即发生固态相变,由于体积膨胀抵消了在固态相变发生之前材料中产生的累积拉伸应力,随着温度下降应力不增反而降低。马氏体相变结束后,材料进一步冷却收缩,拉应力增大至100 MPa。第2次热循环中,加热过程形成压应力。加热至约500 ℃时,材料发生屈服,压应力峰值为700 MPa。由于此时的相为马氏体(焊态马氏体),因此压应力峰值相较之前的峰值(500 MPa)更高。依据式(7)[28]可以大致计算出材料屈服温度:
式中,
图7 Satoh试验轴向应力随时间演化过程
Fig.7 Evolution of axial stress with time in Case A (a), Case B (b) and Case C (c) in the Satoh test
随后,当温度达到峰值(600 ℃)时,压应力为-500 MPa。冷却过程中,应力转变为拉应力且在最后达到700 MPa。
Case B中(图7b),材料在2次热循环过程中均完全奥氏体化并发生固态相变。2次加热阶段,压应力在母材和焊缝材料的屈服温度处达到最大值,分别为-500和-650 MPa。2次冷却阶段的应力演化路径几乎完全相同,在400 ℃发生固态相变,拉应力数值减小。相变结束后,第1次热循环冷却到层间温度(140 ℃),拉应力值约为70 MPa。第2次热循环冷却到室温(20 ℃),降温区间更大,拉应力持续上升至320 MPa。
Case C中(图7c),材料只在第2次热循环过程中完全奥氏体化并发生固态相变。第1次热循环中,加热阶段压应力在材料屈服温度处达到峰值,600 ℃时压应力约为-350 MPa。冷却阶段形成500 MPa的拉应力。第2次热循环中,加热阶段压应力峰值达到-380 MPa,随后材料完全奥氏体化,应力消失。冷却阶段发生固态相变,冷却到室温时拉应力达到320 MPa。
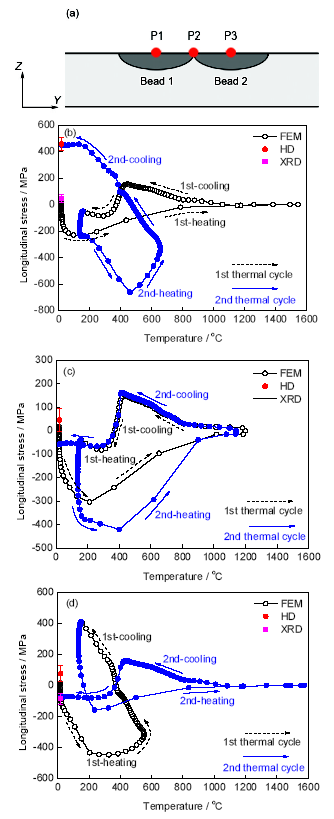
根据焊接过程中热循环峰值温度的差异,选取2条焊缝中心和交界处的3个点作为特征点,如图8a所示。图8b~d为3个特征点的温度-纵向应力曲线。
图8 特征点位置示意图及纵向应力形成模拟结果与测量值的对比
Fig.8 Schematic of feature point positions (a), and longitudinal stress formation of feature points P1 (b), P2 (c) and P3 (d) in the simulation results and their comparison with measurements
图8b为P1点的应力演化过程,P1位于第1道焊缝正中心。第1道焊接过程中,熔池前端的金属体积膨胀,并受到附近材料拘束作用产生压应力,但因为拘束强度远低于Satoh试验,压应力的峰值未能达到初始相的屈服极限。之后随着熔池接近P1点,材料发生软化最终应力消失。随后材料冷却收缩形成拉应力。温度降至Ms点后,由于相变引起的体积膨胀,P1点处的应力由150 MPa降至-50 MPa。第2道焊接过程中P1点峰值温度低于材料加热时奥氏体化起始温度Ac1,未发生奥氏体化和固态相变。冷却至室温后,残余拉应力约为450 MPa,和盲孔法的测量结果吻合。
图8c为P2点的应力演化过程,P2位于2道焊缝之间,2次热循环的峰值温度都超过材料加热时奥氏体化终了温度Ac3。第1道焊接过程中,P2点的压应力峰值为-300 MPa,低于P1点(-240 MPa),因为P2处的拘束更强。但是应力值仍低于初始相的屈服强度。第2道焊接过程中,压应力峰值达到-400 MPa,高于之前的压应力峰值,因为相变产生的马氏体组织具有更高的屈服强度。相变结束后,应力上升的幅度很小,最终纵向残余应力为-50 MPa,与盲孔法测量值吻合。
图8d为P3点的应力演化过程,P3位于第2道焊缝正中心,是3个特征点中距第1道焊缝熔池最远的点。因此在第1次焊接过程中,此处受到的拘束最强,压应力峰值达到了初始相的屈服强度。P3点的2次峰值温度分别低于Ac1和高于Ac3,只在第2道焊接过程中发生相变。最终的纵向残余应力为-70 MPa,与XRD法、盲孔法的测量结果吻合。
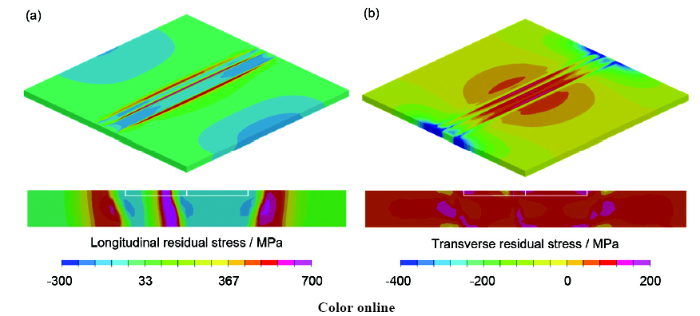
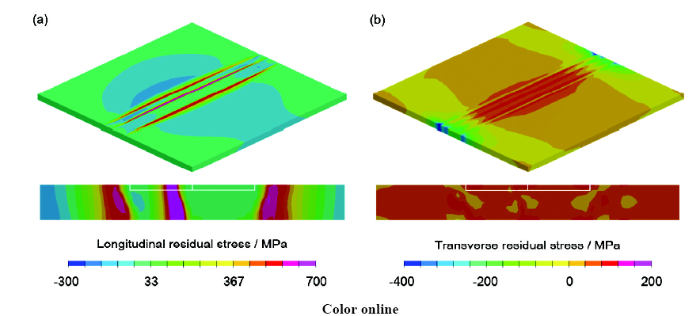
图9为平板2道TIG重熔焊残余应力的分布云图。从图9a可以看出,最后一道焊缝中纵向残余应力为压应力。这表明固态相变会对纵向残余应力产生显著影响。因为P92钢的马氏体转变起始温度相对较低(Ms=400 ℃),相变过程可以极大地降低焊缝金属中残余拉应力的值,甚至能够改变应力的符号。在纵向(焊缝)方向上,平板中央区域的纵向应力变化较小,由于几何端部效应,两端的应力分布与中央位置明显不同。在横向(垂直焊缝)方向上,由于相变引起的体积膨胀,焊缝及其热影响区的材料呈现出较大的压应力;与热影响区相邻的母材中呈现出较大的拉应力;远离焊缝的母材则呈现较小的压应力。值得注意的是,第1道焊缝中部分金属与第2道焊缝热影响区相邻。由于后续热循环可以消除部分先前焊接过程所产生的应力,并使之重新分布,这里原本存在的压应力在第2次焊接过程中转变成了较大的拉应力。从图9b可以看出,除了焊缝两端附近区域,横向残余应力在纵向方向上的变化较为平缓,而在横向方向上变化较为复杂。在焊缝端部,由于焊缝纵向收缩和横向收缩的叠加作用,形成了较大的横向压应力。
图9 焊接残余应力的分布
Fig.9 Distributions of welding residual stress at longitudinal (a) and transverse (b) directions
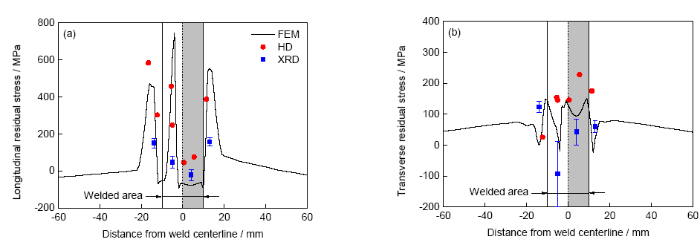
图10a为纵向残余应力计算结果和实验结果的对比。提取图5中L1线上各个点的应力值可以明显看出,虽然XRD法测得的应力值相对偏低,但总体上计算结果与实验结果较为吻合。第2次焊接热循环中,第1道焊缝形成的部分残余应力被消除,热影响区两侧形成了较大的拉应力(700 MPa)。由于再热过程中金属的软化和残余应力的再分配,拉应力的左峰值降至460 MPa。焊缝和热影响区内的压应力约为-75 MPa,可以有效地预防冷裂纹和应力腐蚀裂纹。然而,热影响区附近母材内出现的较大拉应力则增加了IV型裂纹产生的可能性。
图10 残余应力计算与实验结果的对比
Fig.10 Comparison of simulation results and measurements of longitudinal (a) and transverse (b) residual stress
图10b为横向残余应力计算结果和实验结果的对比。可以看出,横向残余应力的值远小于纵向残余应力。由于横向残余应力的形成同时受到横向收缩和纵向收缩的作用,其分布较为复杂。值得注意的是,盲孔法的测量误差约为30~50 MPa,因此很难通过测量获取准确的横向残余应力。
图11显示的是横向约束条件下的2道TIG重熔的平板接头残余应力云图。对比图11和9可以看出,横向约束对纵向残余应力影响较小,对横向残余应力影响较大,尤其是在焊缝端部。
图11 横向约束条件下焊接残余应力的分布
Fig.11 Distributions of welding residual stress at longitudinal (a) and transverse (b) directions with transverse constraint
从固有应变的观点看,焊接试板上某位置的残余应力主要由该位置所经历的热循环、拘束度及固态相变特征共同决定。对于横向应力而言,横向约束的存在导致材料在加热过程中横向膨胀受阻,而冷却过程中横向收缩受阻,这样与纵向残余形成的机理类似,横向拘束使得固态相变对横向残余应力也有减缓的作用。对于纵向应力而言,外加横向拘束对纵向上的拘束影响不大,因此纵向残余应力的分布几乎没有变化。
图12所示的是2种约束条件下的中央截面上残余应力的对比,应力值取自图5中L1线上各点。值得注意的是,边缘无拘束情况下,焊缝的纵向收缩使得试板两侧发生相对向内弯曲的趋势,在焊缝端部形成较大的压应力。然而,横向约束的存在对这一过程有明显的限制作用。约束卸载后,试板只产生少量角变形,在焊缝端部形成的压应力峰值为-441 MPa,远小于无约束时的-593 MPa。
图12 不同约束条件下焊接残余应力模拟值对比
Fig.12 Comparisons of simulation results of longitudinal (a) and transverse (b) residual stress in different constraint conditions
(1) Satoh试验的数值模拟结果表明,多重热循环及其峰值温度显著影响焊接残余应力的演化过程。后续热循环可以消除部分先前焊接过程所产生的残余应力,并使之重新分布。热循环峰值温度是否达到Ac1将决定最终焊接残余应力的符号和大小。
(2) 数值模拟的残余应力值和盲孔法、XRD法测量结果相吻合,说明考虑固态相变的数值模拟方法可以有效、可靠地预测P92钢的焊接残余应力分布。
(3) 有限元模拟结果显示,P92钢平板2道TIG重熔焊平板接头的纵向残余应力呈“拉压相间”分布。焊缝和热影响区内为压应力,大小约-75 MPa,有助于防止冷裂纹和应力腐蚀裂纹的产生。热影响区外侧分布着较大的拉应力,最大值可达740 MPa。整体上看,横向残余应力的峰值为152 MPa,远小于纵向残余应力。
(4) 横向约束显著影响焊接残余应力的形成和分布。焊缝内的纵向残余应力升高了约85 MPa,并且在部分区域应力符号发生了改变。焊缝内横向残余应力降低了约35 MPa,仍保持受拉状态。焊缝端部的应力变化最为明显,横向残余应力由-562 MPa升高至-441 MPa,受压区域也明显减小。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}