
曹流, 孙飞 , 陈涛, 滕子浩, 唐玉龙, 廖敦明
, 陈涛, 滕子浩, 唐玉龙, 廖敦明
华中科技大学材料成形及模具技术国家重点实验室 武汉 430074
CAO Liu, SUN Fei, CHEN Tao, TENG Zihao, TANG Yulong, LIAO Dunming
中图分类号: TG245
文章编号: 0412-1961(2017)11-1521-11
通讯作者:
收稿日期: 2017-03-15
网络出版日期: 2017-11-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 曹 流,男,1991年生,博士生
展开
摘要
为准确预测浇不足及冷隔,在已有的处理液固转变方法基础上,提出基于固相率变化的糊状区流动行为计算模型,该模型可以有效地处理液固转变过程中糊状区不同阶段的流动行为,即高固相率糊状区采用临界固相率方法,低固相率糊状区采用变黏度方法,中等固相率糊状区采用多孔介质拖拽模型。模拟了S型铸型水模拟实验,模拟结果与实验结果吻合很好,验证了不考虑液固转变时所采用模型的准确性。针对简单形状的底注式铸造工艺,对比分析了处理液固转变过程中采用不同控制参数的计算效果,证明了糊状区流动行为计算模型的合理性。
关键词:
Abstract
Misrun and cold shut are common defects in casting productions, which could make surface accuracy of castings poorer, even leading to cracking and casting scraps in them. The formation process of misrun and cold shut is hard to be observed directly only by experiment measures, since casting filling process is in a state of high temperature flow inside mold. The key to predict the defects accurately is the way to handle the effect of liquid-solid conversion on flow behavior. On the basis of existing methods for treating liquid-solid conversion, a calculation model of mushy region flow behavior through measurement of solid-fraction is developed, which can effectively investigate the flow behavior of mushy region in different stages. Generally, the critical solid-fraction method is adopted for mushy region with high solid-fraction, in consideration of that only the speed of high solid-fraction region is supposed to be zero during casting filling process. The variable viscosity method is applied for mushy region with low solid-fraction, due to casting filling process being unlikely to form toothpaste-like flow. However, the porous medium drag-based model is used for mushy region with middle solid-fraction, because only the middle solid-fraction region can be equivalent to porous medium. Combining the above three methods, a flow-field calculation program considering the effect of liquid-solid conversion on flow behavior during casting filling process is developed, in which finite volume method (FVM) is included for discretization equations; the pressure implicit with splitting of operator (PISO) algorithm is added for coupling pressure and velocity; the volume of fluid (VOF) algorithm is also combined for interface tracking. An numerical simulation of water-filled S-shaped channel is performed in the case of taking no account of liquid-solid conversion, and the simulated results coincide better with the experimental results, which certifies for its accuracy as an adopted model. Since the bottom filling casting craft is commonly used in single-shape casting, a comparison between the calculated results obtained using other single models and those using this model at different control parameters, is needed. The better agreement between them indicates that this new model is appropriate for calculating the flow behavior in mushy region.
Keywords:
浇不足及冷隔是铸造生产中常见的缺陷,会显著降低铸件的表面精度,严重时导致铸件开裂,甚至直接报废[1]。由于铸造充型过程中,铸型内部处于高温流动状态,目前利用实验手段难以直接观测浇不足及冷隔的形成过程,因而数值模拟手段具有重要的作用[2,3]。准确预测浇不足及冷隔的关键在于如何确定液固转变对流动行为的影响,即枝晶生长对液相流动的阻碍作用。而现有的铸造充型过程模拟工作中,只考虑了简单的情况,如设定停止流动的临界固相率,来处理糊状区对流动行为的影响[4~6]。因此,采用准确的模型计算液固转变对流动行为的影响,不仅可以更为准确地计算充型过程中糊状区与液相之间的相互作用,也能详细描述浇不足及冷隔缺陷的形成过程,对提高铸造充型过程的模拟准确性具有重要作用。
在计算流体力学领域中,国内外学者针对糊状区对流动行为的影响进行了一些研究[7~11]。Wang等[12]采用数值模拟手段对熔模铸造充型及凝固过程进行了计算,认为流体单元固相率高于某个临界值之后,便停止流动。Frehse等[13]采用随切变速率而变化的黏度计算不可压缩Newton流体的稳流过程,根据流体性质,实现黏度随着切变速率变化而增大或减小。Arnberg等[14]通过研究铝合金枝晶生长过程,提出了随固相率变化的黏度计算模型。Carman[15]研究了流体通过颗粒层的过程,将糊状区等效为多孔介质,在Darcy定律的基础上,提出了随固相率变化的多孔介质拖拽力表达式,即Carman-Koseny公式。Voile等[16]在Carman-Koseny公式的基础上,计算了液固转变过程中的对流扩散问题。上述处理方法中,采用停止流动的临界固相率会强制性地令高固相率区域停止流动,但很难体现固相率逐步增加过程中的渐变效果;采用变黏度方法可以体现出黏性力随固相率增大而增加的效果,但很难达到让高固相率区域停止流动的目的,换言之,很难获得合理的满足不同固相率的黏度模型;采用等效多孔介质的方法具有较为合理的物理解释,适用于糊状区固相率处于中间水平的情况,即枝晶已对液相产生阻碍作用,但还不足以堵塞流动。因此,结合已有的液固转变影响流动行为的方法,并在此基础上提出更为合理和全面的处理模型,对准确描述铸造过程中糊状区的影响具有重要价值。
在铸造过程的数值模拟领域,最常用的数值模拟方法有:有限差分法(FDM)[17]、有限元法(FEM)[18]、有限体积法(FVM)[19]。FDM较容易实现,但只适用于结构化网格,无法拟合复杂曲面边界[20]。FEM适用于非结构化网格,且求解精度高,但主要用于温度场及应力场求解[21]。FVM物理意义较为明确,也适用于非结构化网格,且易于离散流动场控制方程,因此,FVM广泛应用于计算流体动力学分析[22]。流动场控制方程离散过程中,需特殊处理的是压力-速度耦合求解,目前广泛应用的有SIMPLE (semi-implicit method for pressure-linked equations)算法[23]和PISO (pressure implicit with splitting of operators)算法[24]。其中,SIMPLE类算法主要用于稳态计算,PISO算法主要针对瞬态计算。两相流数值模拟的关键之一是界面追踪处理,其主要分为显式界面追踪[25]和隐式界面追踪[26]。显式界面追踪直接跟踪界面运动情况,但很难处理复杂界面运动过程中几何拓扑变化。隐式界面追踪根据相体积比的变化来表征界面,易于处理复杂界面的几何拓扑变化以及表面张力的影响。综合考虑,采用FVM离散算法、PISO压力-速度耦合算法以及隐式界面追踪算法适用于铸造充型过程模拟。
本工作对铸造过程中液固转变对流动行为的影响机理进行分析,在不同的糊状区流动处理方法基础上,提出基于固相率变化的糊状区流动行为计算模型,该模型可以有效地处理液固转变过程中糊状区不同阶段的流动行为。控制方程离散采用FVM,压力-速度耦合采用PISO算法,界面追踪采用VOF (volume of fluid)算法,开发了考虑液固转变影响流动行为的铸造充型过程流动场计算代码。为了证明所采用计算模型的准确性和合理性,首先模拟计算了S型铸型水模拟实验,并与实验结果进行对比;接着针对简单形状的底注式铸造工艺,分别采用不同的糊状区处理方法进行计算,并对结果进行对比分析。进而说明本工作能更为合理地处理液固转变对流动行为的影响,为准确描述铸造充型过程提供指导。
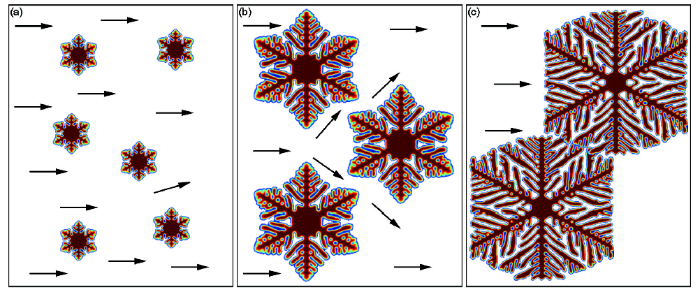
在计算液固转变对流动行为的影响之前,需了解铸造充型过程中糊状区对流动行为的影响机理[27],即枝晶生长与流动液相之间的相互作用。以树枝晶的生长过程来描述铸件充型过程中糊状区的演变,图1为流动液相中树枝晶形貌演变过程示意图。可以看出,当枝晶刚开始生长时,枝晶间还未形成有效连接,仍不能对液相流动产生大的影响,枝晶会随着液相运动(图1a);当枝晶生长到一定程度之后,枝晶间形成了相互连接,能对液相流动起到一定的阻碍作用,不过由于枝晶间连接还不是很充分,液相可以在枝晶间流动,枝晶也会受到液相的作用而运动(图1b);当枝晶生长充分之后,枝晶间形成了牢固的连接,液相无法在枝晶间流动,枝晶对液相起到堵塞作用(图1c)。需要说明的是,本工作所针对的合金局限于具有宽凝固区间的合金。
图1 流动液相中树枝晶形貌演变过程示意图
Fig.1 Schematics of the evolution process of dendrite morphology in fluid liquid
(a) starting stage of dendrite growth (b) middle stage of dendrite growth (c) final stage of dendrite growth
通过上述分析可知,液固转变对流动行为的影响可以分为3个阶段:(I) 枝晶开始生长阶段;(II) 枝晶逐渐长大阶段;(III) 枝晶充分生长阶段。首先定义2个参数:下临界固相率
(1)
当枝晶处于开始生长的阶段时,不能对液相流动产生大的影响,枝晶会随着液相运动。因此,可以认为此时流体的黏度发生变化,通过增大黏性力来体现枝晶对液相流动的影响。本工作采用变黏度公式[14]来计算固相率增加时流体黏度的变化:
式中,
(2)
当枝晶处于逐渐长大的阶段时,对液相流动起到一定的阻碍作用,液相可以在枝晶间流动。因此,可以将此时的糊状区等效为多孔介质,糊状区对液相流动的影响可以等效为多孔介质对液相流动的拖拽作用。本工作采用Carman-Koseny公式[15]计算多孔介质拖拽系数
式中,
另外,糊状区黏度为:
(3)
当枝晶处于充分生长阶段时,枝晶间形成了牢固的连接,液相无法在枝晶间流动。对于一般铸造过程,如重力铸造、熔模铸造等,可以认为此时糊状区速度为零;对于一些特殊铸造过程,如连续铸造等,由于铸造过程中施加了额外的作用力,既使固相金属也能运动,可以认为此时糊状区速度为对应的抽拉速度。本工作采用的计算模型即为:
式中,
VOF算法中采用体积比因子α表示不同位置上相1所占的体积分数,数值1表示该位置完全由相1占据,数值0表示完全由相2占据,界面处的数值在0与1之间。控制α分布规律的方程为体积比方程[28]:
式中,
Navier-Stokes方程[29]即动量方程用于控制
式中,
当将糊状区对液相的阻碍作用等效为多孔介质拖拽力时,多孔介质拖拽力会以体积力的形式整合到动量方程中,此时的
式中,
本工作认为流体为不可压缩流体,因此,这时质量守恒的连续性方程为:
在获得速度场分布的基础上,可得控制流场温度
式中,
采用FVM对控制方程进行离散,FVM离散方法是,分别针对单个控制单元,对控制方程两端进行体积分,并进行相应的插值操作,最终获得可求解的离散式。对式(6)两端进行体积分可得:
式中,
Gauss散度定理表示矢量场中体积分与面积分之间的一种变换关系,为:
式中,
将式(11)代入式(10),可得:
参照文献[19]中相关的离散操作,如扩散项采用Mathur等[30]提出的扩散项离散公式,对流项采用高阶差分格式,速度和压力采用相同的存储位置(即控制单元体心)等,可得到动量方程的离散式为:
式中,
对式(8)两端进行体积分可得:
本工作采用Mathur等[30]提出的控制面速度
式中,
图2 计算流程图
Fig.2 Calculation flow chart used for the pressure implicit with splitting of operator (PISO) algorithm
根据上述物理模型及数值求解流程,完成了考虑液固转变影响流动行为的铸造充型过程流动场计算代码。为了验证所采用流场模型的准确性,先不考虑液固转变过程,计算由Schmid[32]所做的S型铸型水模拟实验,并与其实验结果对比。分别采用不同糊状区处理方法计算底注式铸造充型过程,并对比分析模拟结果。采用的前处理网格划分工具为ICEM CFD,后处理工具采用开源后处理软件ParaView。
此水模拟实验[32,33]在冷室高压铸造铸型中进行,内腔为S型的通道,通道水平放置。S型通道的几何尺寸参见文献[32],内腔的厚度为2 mm,且在通道远端设有排气孔,排气孔特意被设计地较小,目的是为了观察到水流冲入内腔过程中的卷气现象。在此水模拟实验过程中,Schmid[32]将水流以较高的速度压入内腔,进口端速度设计为8.7 m/s。表1为计算过程中所需设置的参数。
表1 计算过程中所需设置的参数
Table 1 Parameters used in simulation of S-shaped channel
| Parameter | Value | Unit |
|---|---|---|
| Water density | 1000 | kgm-3 |
| Air density | 1 | kgm-3 |
| Water dynamic viscosity | 1×10-3 | Pas |
| Air dynamic viscosity | 1×10-5 | Pas |
| Water-air surface tension coefficient | 0.07275 | Nm-1 |
| Acceleration of gravity | ms-2 | |
| Inlet velocity | ms-1 | |
| Outlet pressure | 0 | Pa |
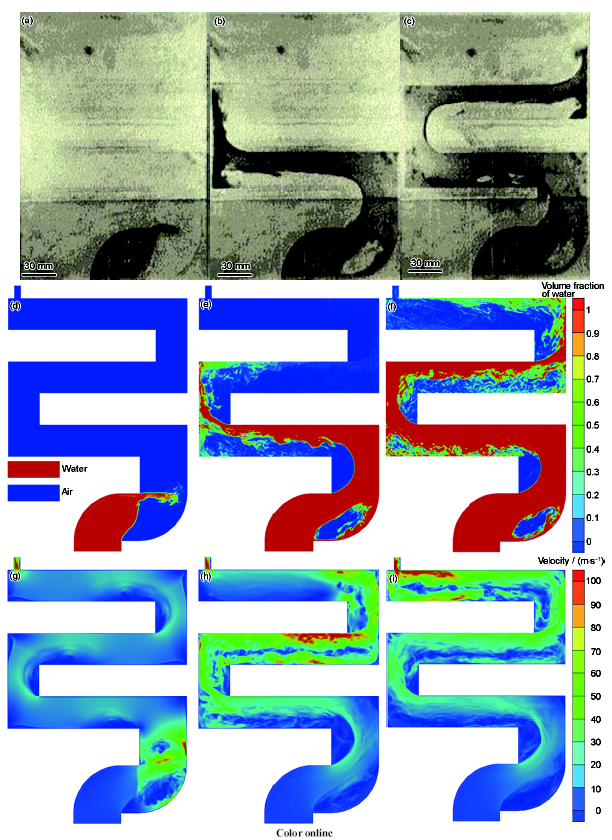
图3为该S型铸型实验与水的体积比和气液两相速度的模拟结果的对比。可以看出,在7.15 ms时,实验中水流受到弯曲通道的影响呈现喷射的形态,模拟结果与之很好地对应;在25.03 ms时,实验和模拟结果中都在右下端管道处形成较大气泡;在39.34 ms时,实验中水流开始接触到右上端的壁面,模拟结果也较好地对应,而且模拟结果也反映出右下端气泡变小。另外,从速度分布结果可以看出,充型过程中水流对空气有明显推动作用。因此,在不考虑液固转变过程时,本工作采用的物理模型及求解方法适用于准确计算高速充型过程。
图3 S型铸型水模拟实验与水的体积比和气液两相速度的模拟结果的对比
Fig.3 Comparisons between experimental results (a~c) and simulated results of volume fraction of water (d~f) and velocity of liquid-gas phase (g~i) in S-shaped channel filled with water at 7.15 ms (a, d, g), 25.03 ms (b, e, h) and 39.34 ms (c, f, i)
为了说明不同糊状区处理方法之间的区别,首先分别采用停止流动的临界固相率方法、变黏度方法以及多孔介质拖拽模型计算底注式铸造充型过程,通过采用不同的控制参数来对比说明不同处理方法的效果;接着采用基于固相率变化的糊状区流动行为模型进行计算,证明此处理方法的合理性。
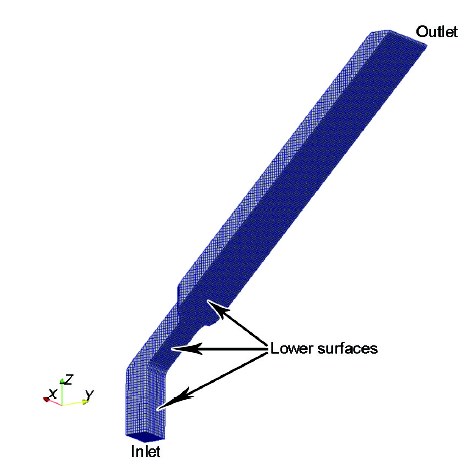
2.2.1 底注式铸造工艺及参数设置 为了有效地说明不同糊状区处理方法之间的区别,避免计算过程中其它因素的影响,采用简单形状的底注式铸造工艺,图4为此铸造工艺的几何及网格模型。铸件的整体尺寸为:80 mm×380 mm×430 mm。铸件合金采用铝合金,模拟计算过程中所设置的参数如表2所示,为了更为有效地对比不同糊状区处理方法之间的区别,本工作采用恒定物性参数。需要说明的是,本工作将下表面与铸型间换热系数设置得很大,以使下表面较快地进入液固转变阶段。
图4 底注式铸造工艺的几何及网格模型
Fig.4 Geometric and mesh model of bottom filling casting craft with simple shape
表2 模拟计算过程中所设参数
Table 2 Parameters used in simulation of bottom filling casting craft
| Parameter | Value | Unit |
|---|---|---|
| Aluminum alloy density | 2385 | kgm-3 |
| Air density | 1 | kgm-3 |
| Aluminum alloy dynamic viscosity | 0.003 | Pas |
| Air dynamic viscosity | 1×10-5 | Pas |
| Aluminum alloy-air surface tension coefficient | 0.871 | Nm-1 |
| Acceleration of gravity | ms-2 | |
| Inlet velocity | ms-1 | |
| Outlet pressure | 0 | Pa |
| Liquidus temperature of aluminum alloy | 660 | ℃ |
| Solidus temperature of aluminum alloy | 560 | ℃ |
| Latent heat of aluminum alloy | 300 | Jg-1 |
| Inlet temperature | 670 | ℃ |
| Mold temperature | 30 | ℃ |
| Heat transfer coefficient between lower surface and mold | 6000 | Wm-2K-1 |
| Heat transfer coefficient between other surfaces and mold | 100 | Wm-2K-1 |
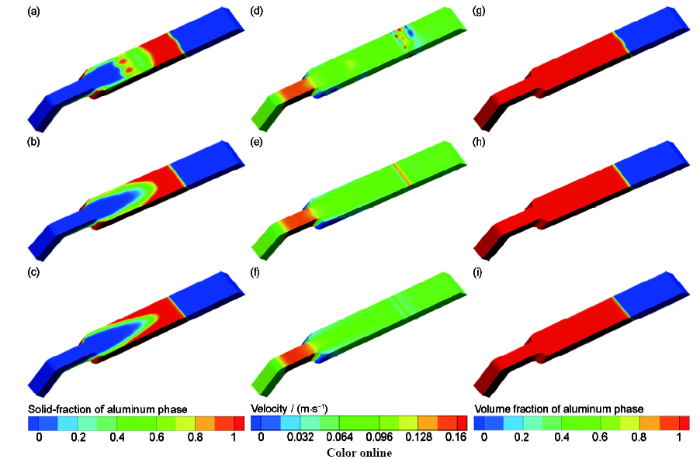
2.2.2 临界固相率方法计算分析 只采用停止流动的临界固相率方法来处理糊状区运动,就表明固相率高于临界值时单元停止流动,低于临界值时单元作为液相处理。本工作采用不同的临界固相率计算底注式铸造充型过程,图5为计算第5 s时不同方案之间的结果对比。从铝相固相率对比结果(图5a~c)可以看出,临界固相率较小时,糊状区会更早地进入流动停止阶段,流动停止的区域较多;从气液两相速度对比结果(图5d~f)可以看出,随着流动停止区域的增加,在进口速度一定的情况下,上表面液相区域速度越大。从铝相体积比(图5g~i)对比结果可以看出,由于进口速度一定,铝相分布基本一致。一般认为铸造充型过程中,只有高固相率区域速度为零,因此,临界固相率方法适用于具有高固相率的糊状区。
图5 计算第5 s时不同临界固相率下铝相固相率、气液两相速度和铝相体积比的模拟结果对比
Fig.5 Comparisons of simulated results of solid-fraction of aluminum phase (a~c), velocity of liquid-gas phase (d~f) and volume fraction of aluminum phase (g~i) under critical solid-fractions of 0.5 (a, d, g), 0.75 (b, e, h) and 0.95 (c, f, i) at 5 s Color online
2.2.3 变黏度方法计算分析 只采用变黏度方法来处理糊状区运动,就表明随着固相率增加,糊状区单元只会增加黏度。采用不同的固相黏度计算底注式铸造充型过程,倍数表示与液相相比固相黏度的倍数,图6为计算第5 s时不同方案之间的结果对比。从铝相固相率对比结果(图6a~c)可以看出,随着固相黏度的增加,糊状区单元间黏性力加大,糊状区流动紊乱程度明显降低,当固相黏度增加过大时,会形成“牙膏”状流动。从气液两相速度对比结果(图6d~f)可以看出,随着固相黏度的增加,糊状区流动趋于平稳,使得与铝相接触的空气区域流动同样趋于平稳。从铝相体积比对比结果(图6g~i)可以看出,由于进口速度一定,铝相分布基本相同。考虑到铸造充型过程中糊状区基本不会形成“牙膏”状流动,因此,变黏度方法适用于具有低固相率的糊状区。
图6 计算第5 s时不同固相黏度下铝相固相率、气液两相速度和铝相体积比的模拟结果对比
Fig.6 Comparisons of simulated results of solid-fraction of aluminum phase (a~c), velocity of liquid-gas phase (d~f) and volume fraction of aluminum phase (g~i) with incremental multiples as 1 (a, d, g), 10 (b, e, h) and 100 (c, f, i) at 5 s (The incremental multiple means the viscosity difference between solid and liquid phase) Color online
2.2.4 多孔介质拖拽模型计算分析 只采用多孔介质拖拽模型来处理糊状区运动,即认为随着固相率增加,糊状区单元受到的速度反方向拖拽力加大。采用不同的多孔介质拖拽参数,即式(2)中的参数
图7 计算第5 s时不同多孔介质拖拽系数下铝相固相率、气液两相速度和铝相体积比的模拟结果对比
Fig.7 Comparisons of simulated results of solid-fraction of aluminum phase (a~c), velocity of liquid-gas phase (d~f) and volume fraction of aluminum phase (g~i) with porous medium drag coefficients of 1 (a, d, g), 10 (b, e, h) and 100 (c, f, i) at 5 s
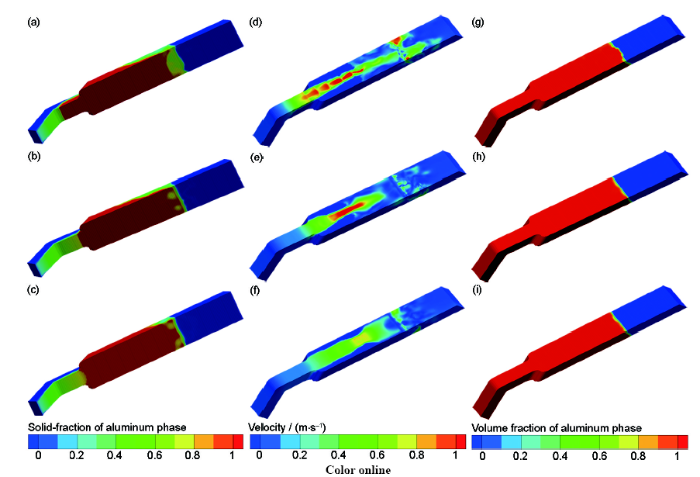
2.2.5 基于固相率变化的糊状区流动行为模型计算分析 通过上述单独采用不同糊状区处理方法的计算对比结果可知,临界固相率方法适用于高固相率单元,变黏度方法适用于低固相率单元,多孔介质拖拽模型适用于中等固相率单元,因此,采用基于固相率变化的糊状区流动行为计算模型处理铸造充型过程中糊状区流动是合理的。采用综合处理方法计算底注式铸造充型过程,其中,采用式(1)进行变黏度计算,
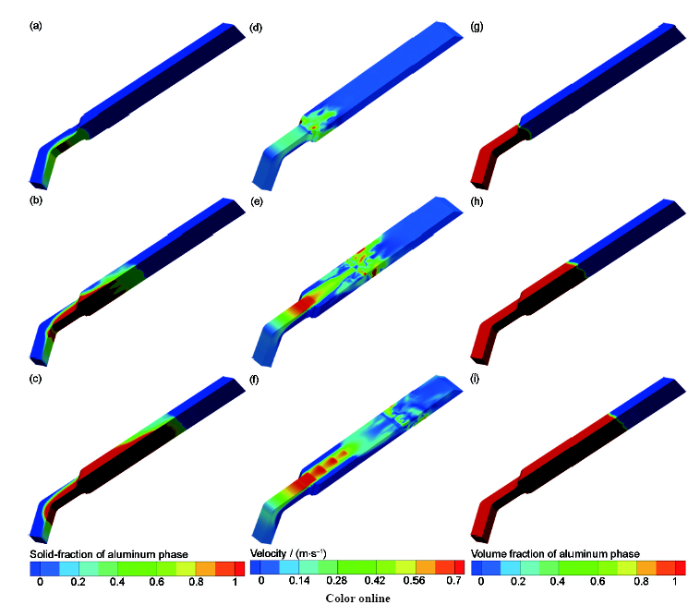
图8 采用基于固相率变化的糊状区流动行为计算模型时不同时刻的铝相固相率、气液两相速度和铝相体积比的模拟结果
Fig.8 Simulated results of solid-fraction of aluminum phase (a~c), velocity of liquid-gas phase (d~f) and volume fraction of aluminum phase (g~i) at different times of 1.5 s (a, d, g), 3 s (b, e, h) and 5 s (c, f, i) by using the calculation model for mushy region flow behavior through measurement of solid-fraction
(1) 临界固相率方法适用于具有高固相率的糊状区,变黏度方法适用于具有低固相率的糊状区,多孔介质拖拽模型适用于具有中等固相率的糊状区。因此,将此3种方法综合起来即基于固相率变化的糊状区流动行为计算模型,该模型可以有效地处理液固转变过程中糊状区不同阶段的流动行为,适用于处理铸造充型过程糊状区流动行为。
(2) 完成了S型铸型水模拟实验,模拟结果与实验结果吻合很好,验证了在不考虑液固转变情况下所采用模型的准确性。
(3) 针对简单形状的底注式铸造工艺,分别采用临界固相率方法、变黏度方法以及多孔介质拖拽模型计算其充型过程,对比分析了采用不同控制参数的计算效果。最后,采用基于固相率变化的糊状区流动行为模型进行计算,证明了此处理方法的合理性。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}