
杨乐, 李秀艳 , 卢柯
, 卢柯
中国科学院金属研究所沈阳材料科学国家(联合)实验室 沈阳 110016
YANG Le, LI Xiuyan, LU Ke
中图分类号: TG146
文章编号: 0412-1961(2017)11-1413-05
通讯作者:
责任编辑:
收稿日期: 2017-07-26
网络出版日期: 2017-11-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 杨 乐,男,1983年生,博士
展开
摘要
工程合金的性能提升通常利用合金化来实现,但是随着材料合金化程度的不断提高,材料性能提升趋缓,而材料的资源依赖性、成本和回收利用难度不断提高。随着材料的可持续性成为当今材料发展日益重要的指标,新的材料发展途径亟待研发。本工作提出在不改变材料成分的前提下,通过调控材料不同尺度的缺陷来制造出可持续发展的“素材料”,实现材料“素化”,不(或少)依赖合金化并大幅度提高材料的综合性能。本文将介绍材料素化的概念和基本原理,并展望其工业应用。
关键词:
Abstract
Alloying is conventionally used for advancing properties of engineering materials. But with increasing degree of alloying, materials become more resource dependent and more costly, and recycling and reuse of materials become more difficult. As nowadays sustainability is becoming a more and more important index for materials development, novel strategies for sustainable materials development is highly desired. In this paper, a sustainable “plain” approach to advancing materials without changing chemical compositions is proposed, i.e., architecturing imperfections across different length-scales. Novel properties and performance can be achieved in the “plain” materials with less alloying or even non-alloying. Basic concept, principle, as well as potential applications of the “plain materials” approach will be introduced.
Keywords:
随着人类社会的进步,材料用量逐年上升,原材料短缺、能源匮乏、温室气体排放增加等已成为全世界面临的突出问题。材料的可持续性变得越来越重要,材料研发中绿色、环保、节能、减排成为人类共同的目标。
目前的绝大多数工程材料是合金,人们将金属元素与其它金属或非金属元素进行组合,即合金化,以获得所需的各种性能。例如,在Fe中加入C和Mn可以获得更高的强度和硬度,加入Cr和Ni可获得更好的耐蚀性等。合金化对于发展传统工程材料发挥了巨大的作用。为了满足人类社会发展对于材料性能不断提出的新要求,材料中添加的合金元素越来越多,元素周期表中几乎所有可能的元素都被用于材料的合金化。比如航空发动机用的高温合金中,其基本组分就多达10余种合金元素[1] 。
但是,材料的高度合金化不但使材料发展越来越依赖资源,也使材料的回收再利用变得愈发困难。当前,资源短缺使得材料的可持续性受到广泛关注,而回收再利用是其中的关键环节之一。在所有包括陶瓷、高分子、玻璃、复合材料等工程材料当中,金属材料无疑是其中最易于回收再利用的,像Fe、Cu、Zn、Al等基础金属材料的全寿命回收率(end-of-life-recycling-rate,EOL-RR)已超过50%[2]。然而,不容忽视的事实是,工业中使用的绝大部分合金元素的全寿命回收率不足1%,几乎不可再生[2]。一些稀有、贵重甚至有毒的特殊合金元素的分离和回收再利用更加困难。
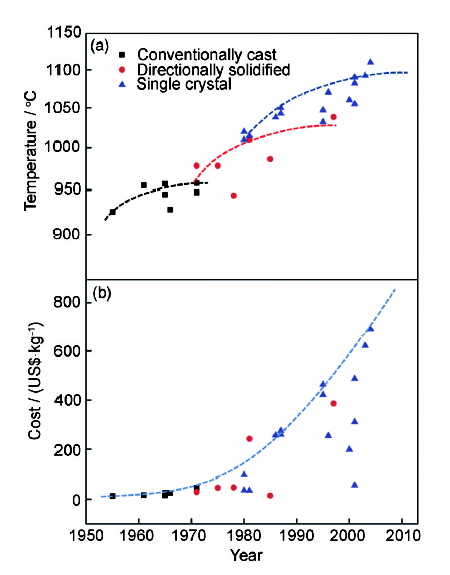
合金化带来的另一个问题是材料成本的急剧增加,尤其是添加了稀贵元素的合金材料。而极高的交易价格又刺激了稀贵元素快速消耗。例如,金属Re是高温合金中非常重要的元素,Re的价格是高温合金基体材料Ni的数百倍,高温合金中加入1%Re (质量分数),合金的整体价格近乎翻一番。此外,合金元素的加入对材料性能的提升作用也逐渐趋于饱和。如图1[1]所示,在过去30年的发展历程中,由于诸多稀贵元素的添加,单晶高温合金的成本提高了约10倍,但其相应的使用温度仅由1010 ℃提高至1110 ℃,提高幅度不足10%[1]。
图1 3种不同制造工艺的高温合金近60年的发展趋势图[
Fig.1 Evolution of the high-temperature capability (Temperature for 1000 h creep life at 137 MPa (a) and their cost (b) of the superalloys made from three different technologies over the past 60 years)[
过度依赖合金化的现代材料技术似乎陷入了这样一种窘境:为了获得更好的使役性能,材料中添加的合金元素越来越多;与此同时,又不得不承受材料成本增加和回收难度急剧攀升的问题。如何使材料发展突破这种两难的局限,减轻对资源的依赖,实现可持续发展,需要开拓新的发展路径。
材料合金化的本质是通过加入合金元素改变原有晶格的电子态和应变场,或是形成具有不同性质的新相来改变材料的性能。例如,在普通钢中增加C含量可提高其硬度,其原因是高C含量的铁素体硬度升高,或形成更多高硬度的渗碳体或马氏体,这些强化相及其界面能够阻碍位错的运动使金属难以变形,从而提高材料的硬度。在合金化过程中,通过组成元素原子间的相互作用,以及调整合金相的相对数量、形态、大小与分布等,从而获得所需的显微组织与性能。由于合金元素往往是在高温熔炼时加入的,高温下的高扩散速率使得合金元素能充分地扩散,在材料内部通常呈均匀分布。而合金元素在常温下低的扩散速率又保证了合金在服役过程中结构与性能保持稳定。
空位、位错、晶界和相界等各种缺陷广泛存在于实际晶体中[3],这些缺陷对材料的物理、化学、力学等性能都会产生影响。因此,即使不改变材料的化学成分也可以通过调控缺陷来改变材料的各种性能。将一张Fe片反复弯折,Fe片会变得越来越硬,这就是加工硬化现象。这是由于Fe片在反复弯折过程中产生了大量的缺陷阻碍了位错的运动,从而使材料硬化。对变形后的Fe片进行退火,变形产生的缺陷发生回复,材料会再度变软。从这个角度看,缺陷像合金元素一样能够用来调控材料的性能,传统的晶粒细晶强化就是一个典型例子[3]。但是缺陷的不稳定性限制了这种方法在工程领域的广泛应用。
材料中缺陷的引入也会改变原有晶格的电子态和应变场,缺陷引起的能量密度起伏通常高于固溶原子。因此,较高的能量状态使缺陷更不稳定,缺陷在材料内部倾向于聚集以降低系统的能量。晶体缺陷往往是在材料加工和处理过程中引入的,在材料进一步加工和服役过程中,各类缺陷的不稳定性及其相互作用使缺陷发生迁移、相互作用或湮灭,也可由一种缺陷转变为另一种缺陷。金属在冷轧或冷拔等塑性变形加工时,当变形量达到一定值后,位错数量会趋于饱和而不再增加(对纯Cu来说,该值约为1015 m-2)[4],这是由于位错的滑移和相互作用所致,当位错增殖与湮灭速率相当时,位错数量趋于饱和。严重塑性变形可以细化金属的晶粒,但同样会出现饱和晶粒尺寸,原因是当晶粒细化到一定程度时,晶界稳定性降低,晶界迁移加剧,导致晶界消失与晶界产生相抵消。此外,缺陷的不稳定性也会导致材料性能在服役过程中发生变化,引起材料失稳。可见,缺陷的不稳定性在很大程度上限制了利用缺陷调节性能的适用性。
在过去的几十年里,世界各国科学家对纳米结构材料进行了深入系统的实验研究及理论和计算模拟研究,对金属中缺陷稳定性的认识及控制有了长足进步。尤其是在纳米尺度下的界面(面缺陷)的稳定性研究方面取得的重要突破,为利用界面大幅度调控材料性能带来了希望[5]。研究[6~8]表明,通过降低材料的界面能可以减小界面迁移的热力学驱动力从而提高界面的稳定性。与传统的大角晶界相比,在纳米尺度下孪晶界和小角晶界等低能态界面具有更好的热稳定性和机械稳定性。对于fcc金属,在超高应变速率和低温条件下进行塑性变形可以产生低能态界面[9,10],从而使金属的晶粒细化至几十纳米,突破了传统塑性变形细化晶粒的尺寸极限。此外,界面稳定性也可以利用晶界弛豫[11]和固溶原子偏聚[5,12]来提高。界面稳定性的提高可以有效增加界面的数量和可调控性,突破原有微观组织尺寸的极限[10],实现材料性能的大幅度调控。
当材料的结构单元尺寸(如晶粒尺寸)减小到纳米级别时,材料的许多性能会发生巨大变化,其变化幅度远超过传统合金化的效应。例如,纳米结构金属材料的强度和硬度能达到相同成分粗晶材料的20倍以上[13],纳米结构纯Al的强度会高于高强度钢,而纳米结构钢则可达到陶瓷的硬度[14]。
然而,材料一种性能的提高往往会伴随着另一种性能的降低,强度和塑性就存在这种常见的“倒置关系”[15]。实际上,这种性能的倒置关系普遍存在于传统的合金化材料中,简单的结构纳米化也不例外。当金属的晶粒尺寸减小至纳米量级时,伴随着强度和硬度的显著提高,其塑性和韧性明显降低,结构稳定性变差,即使是对于纯Cu和纯Al这类粗晶状态下塑性非常好的材料也是如此[10,13]。上述性能的“倒置关系”制约了纳米结构材料的应用,成为纳米材料的“阿喀琉斯之踵(Achilles' Heel)”。
最新研究表明,通过对金属材料微观结构进行跨尺度多级界面调控,既可以保持纳米结构带来的性能优势,又能够克服纳米结构的一些性能缺点。例如,在低合金钢中制备出镶嵌着纳米尺寸渗碳体相的亚微米尺寸的铁素体晶粒,即可获得超高强度和高断裂韧性[16];针对Al2O3和聚甲基丙烯酸甲酯高分子材料所组成的复合材料,构筑分级的“砖-泥”纳米结构可以使材料整体性能变得既强又韧[17];在微米尺寸的纯Cu晶粒内部引入高密度的纳米孪晶结构,可同时提高其强度和塑性,并且不损失纯Cu的超高导电率[7];晶粒尺寸由纳米量级连续变化至宏观尺寸的梯度纳米结构材料,由于能有效抑制应变局域化[18,19],并能提供额外的加工硬化能力[20],因此可获得较好的强度塑性匹配,也可显著增强材料的疲劳性能[21],降低材料的摩擦系数和磨损率[22]。可见,在提高界面稳定性的基础上,对界面的结构、数量和分布进行多级构筑和调控,可以有效提高材料的综合性能。
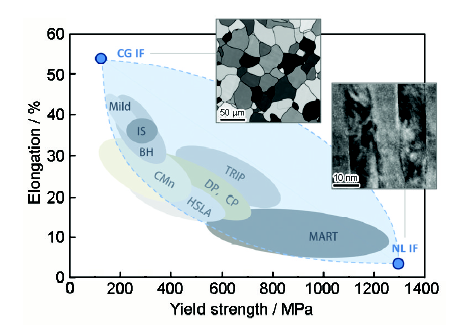
在不改变材料化学成分的前提下,将材料的结构单元减小至纳米尺度可以极大地提高材料的单一性能,通过对材料进行跨尺度多级构筑则能使由不同特征尺寸控制的性能间相互协调,这无疑会大大扩展材料的性能范围[23]。例如,传统的粗晶无间隙原子(interstitial-free,IF)钢强度低、塑性高,但是将IF钢的晶粒细化至20 nm时其显微硬度可高达5.3 GPa[24]。利用梯度纳米结构将上述2种极限状态进行耦合,可以显著拓宽IF钢的强度塑性变化范围,从而能够覆盖很多不同种类的钢(材料的屈服强度按显微硬度的1/3进行估算),如图2[25]所示。当然,这并不一定意味着一种钢能取代其它钢种,但是这一结果显示出使用一种成分的材料可使其性能范围大幅度扩展,满足不同的性能要求。利用跨尺度界面多级构筑可以使不同材料体系的性能边界变得模糊或相互重叠,一些复杂零部件所需求的材料种类也可以减少。
图2 几类钢的屈服强度-断裂延伸率关系图[
Fig.2 Strength-ductility correlations (yield strength versus tensile elongation, i.e., the “Banana” curve) for different types of steels (IS—isotropic, BH—bake-hardening, CMn—carbon-magnesium, HSLA—high-strength-low-alloyed, DP—dual-phase, CP—complex-phase, TRIP—transformation-induced plasticity, MART—martensitic, IF—interstitial-free). Coarse-grained (CG) IF steels are soft and ductile. The nano-laminated (NL) IF steel is very hard but less ductile. Gradient nanostructures with the two extreme states may provide a broad range of strength-ductility combination as outlined by dashed lines[
综上所述,在不改变材料成分的前提下,通过调控材料不同尺度的缺陷来制造出可持续发展的“素材料”,可以实现不(或少)依赖合金化并大幅度提高材料的综合性能。
发展“材料素化”技术,既可以降低材料的资源依赖性,也会促进材料的回收再利用。一方面因为各类缺陷强化的“素材料”避免了合金元素在回收过程中的损耗问题,另一方面减少制造业中所使用材料的种类将有助于回收过程中材料的分离和分类,最终降低回收再利用的成本。因此,开展材料素化研究具有重要的意义。
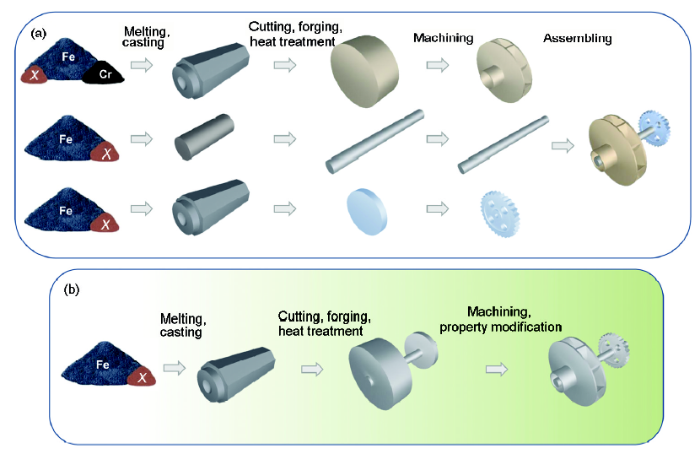
发展“材料素化”将促使材料制备与装备制造进一步融合。随着单一化学成分材料性能变化范围的拓宽(包括力学性能和物理性能),一种材料就有可能满足制造业不同零部件的性能要求。因此,在材料遴选中将会更多地考虑制造加工工艺和回收再利用等环节对材料的要求。例如,在传统的制造加工过程中,首先对各类材料进行化学成分调配,再通过热处理等手段获得需要的结构和性能,最后加工成型并组合成相应的零部件,如图3a所示。以传统方法制造传动部件工艺流程为例,部件包含3个主要零件分别为轴、齿轮和叶轮,分别使用不同的钢材。
图3 使用传统方法和素材料技术制备传动部件的工艺流程图
Fig.3 Illustration of the conventional manufacturing procedure of a component consisting of three parts (an axle, a gear, and an impeller) with different steels (a) and an advanced manufacturing procedure with the “plain” materials approach (b)
(a) consists of (i) melting and casting of three ingots with different chemical compositions, respectively. “X” represents other elements; (ii) cutting, forging and heat treatment for proper microstructures with required properties for each part; (iii) machining each part into the final geometry; and (iv) assembling them into a component
(b) consists of (i) melting and casting of an ingot with proper chemical compositions; (ii) cutting, forging, and heat treatment for optimizing microstructures with required basic properties of the component; (iii) machining into the final component geometry and modifying properties of each section with multiscale architecturing imperfections, respectively
第1步,熔炼并铸造不同成分的3个铸锭(X代表其它元素);第2步,对每个钢锭进行切削、锻造和后续热处理,以获得想要的组织结构与性能;第3步,机加工每个部件以获得最终尺寸;第4步,将3个部件组合成完整零件。若利用材料素化技术,则可以先将具有单一化学成分的材料加工成型,再对材料局部的缺陷进行多级调控,从而在零件的不同部位上获得不同的性能以满足不同的需求。这不仅可以极大地提高材料利用率,而且可以降低材料制备成本,如图3b所示。流程可简化为:第1步,熔铸具有合适化学成分的一个铸锭;第2步,对该铸锭行切削、锻造和后续热处理,以获得想要的组织结构与性能;第3步,将铸锭加工成最终几何尺寸并分别对零件局部的跨尺寸缺陷进行调控。
将“材料素化”技术推广到工业应用领域仍然面临着诸多挑战,其中的关键问题是如何进一步提高各类缺陷的稳定性并实现对缺陷进行精确调控。一方面,需要对各类缺陷的物理、化学本质有进一步深入的理解,并提出相应的提高缺陷稳定性的理论和方法;另一方面,需要改进和发展现行的材料和器件制备加工技术,以满足更广范围和更深层次的工业应用需求。
新材料的开发和新工艺的提出需要进一步理解跨空间尺度和时间尺度的缺陷主导的材料结构-性能内在关系。当材料的特征结构尺寸接近晶体极限尺寸时,材料的电子结构将对材料的性能发挥更为关键的作用,藉此也会诞生一批有意义的原创性成果。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}