
初冠南 , 宋伟宁
, 宋伟宁
CHU Guannan, SONG Weining
文献标识码: 中图分类号 TG394 文章编号 0412-1961(2017)01-0114-09
通讯作者:
收稿日期: 2016-05-10
网络出版日期: 2017-01-22
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 林艳丽,女,1982年生,讲师
展开
摘要
针对铝合金焊缝性能低于母材、现有成形极限分析方法不适宜分析铝合金搅拌摩擦焊板材成形极限的现状,提出了一种基于二次多项式新本构模型的铝合金拼焊板成形极限理论模型。核心思想为利用材料自身的性能差异替代经典M-K理论模型的沟槽假设。针对铝合金硬化指数低、幂指数回归精度差的问题,将二次多项式新本构模型应用于M-K理论模型,最终建立了适合于铝合金搅拌摩擦焊拼焊板的成形极限理论预测模型。对铝合金搅拌摩擦焊板材进行了成形极限实验,并通过XJTUDIC三维数字散斑应变变形测量系统实时测量变形过程中的应变值,得到了铝合金搅拌摩擦焊拼焊板的实验成形极限图。最后对实验结果和理论分析结果进行了对比。相比传统的幂指数本构模型,二次多项式对应力-应变曲线的回归,无论在初试屈服阶段或后期变形阶段均有很好的吻合精度。幂指数最大拟合误差超过12%,而二次多项式的拟合误差小于1%,二次多项式回归模型能很好地拟合铝合金搅拌摩擦焊接接头的应力-应变关系;采用二次多项式本构关系的理论模型能很好地预测铝合金搅拌摩擦焊板材的成形极限,第一主应变的预测误差小于0.01;而幂指数理论模型则导致平面应变状态下的极限应变预测结果明显不准,在相同应变路径下第一主应变的预测误差达0.14。
关键词:
Abstract
Automobile lightweight can effectively save fuel consumption and reduce CO2 emissions. Aluminum and its alloys are desirable for the automotive industry due to their excellent high-strength to weight ratio. However, due to the introduction of the welding seam, it has brought new changes to the forming process, especially to the forming limit. To establish a reasonable forming limit curve (FLC) analysis method of friction stir welding (FSW) aluminum alloy blank, a new theoretical model was proposed based on the new second order function constitutive model. The main idea is using the differences in mechanical property between the welding and heat affected zone substitution for the hypothesis of geometry groove in the classic M-K theoretical model. The new second order function constitutive model was applied to M-K theoretical model. Eventually, a new FLC theoretical model for FSW aluminum alloy blank was established. Such theoretical model also overcomes the low strain hardening exponent of aluminum alloy material, which leads to a poor regression accuracy by power-exponent function model. The forming limit test for FSW aluminum alloy blank was performed, and the real-time strain was measured by three-dimensional digital speckle strain measurement system (XJTUDIC). Finally, the results of experiments and the theoretical analysis are compared. Compared with the traditional power law, the regression result of the new second order function constitutive model on the stress-strain curve no matter in the initial yield stage or in late deformation stage has a good fitting precision. The maximum fitting error of the power law on the stress-strain curve is more than 12%, but the fitting error of the new second order function constitutive model is less than 1%. The theoretical prediction based on the new second order function constitutive model is significantly better than the theoretical predictions based on power law in predicting the forming limit of FSW aluminum alloy blank. The prediction error of the first principal strain based on the new second order function constitutive model is less than 0.01. While the maximum prediction error of the first principal strain based on the power law is 0.14.
Keywords:
随着汽车保有量的增加及汽车对环境带来的负面影响,节能减排成为全球汽车产业急需解决的首要问题[1,2]。铝合金由于其低的比强度,在汽车上的应用越来越多[3~5]。除发动机、轮毂等铝制构件外,目前已有众多车企将覆盖件替换为铝材,如发动机盖、汽车顶棚、车门外板等[6,7]。覆盖件面积较大,一般是先将两张板焊接在一起然后成形,相比先成形后焊接,消除了热变形对精度的影响,又克服了轧制板宽度不足的问题。但焊缝的引入,给成形带来了新的变化,其中影响最大的即成形极限。深入掌握拼焊板的成形性能对成形工艺设计、工艺优化和质量控制的影响具有重要意义。
成形极限图(forming limit diagram,FLD)是评价板材塑性成形能力的重要工具。板材的FLD可以通过实验方法建立。常用的实验方法有:(1) 单向拉伸实验法[8],采用不同形状和尺寸的切口试样进行实验;(2) 刚性冲头胀形实验[9],利用球形或椭球形的冲头,对不同宽度的试样进行胀形;(3) 液压胀形实验法[10],通过采用不同形状的椭圆形模具来获得变化的应变路径;(4) 平底中空冲头拉深实验,采用不同截面形状的中空冲头拉深;(5) 半球形冲头胀形法实验,采用半球形的冲头和圆形模具对不同宽度的矩形试样进行胀形,通过变化试样的宽度和润滑条件来实现不同的应变路径。但在实际应用时,实验方法存在很多弊端,阻碍了其实际应用。例如,单向拉伸实验法需要加工非标试样;而刚性冲头胀形实验、液压胀形法和平底中空冲头拉深实验需要专用的测试装置,测量周期长且成本高;半球形冲头胀形实验的缺点是可能发生起皱,而且因冲头为曲面形状容易引起测量误差[11]。
基于以上事实,科研人员基于材料的基本力学性能参数和破裂判断准则,提出通过数学模型来确定FLD。最早的理论分析模型由Swift[12]和Hill[13]在假设板材为均匀的前提下提出,即所谓Swift分散性失稳准则和Hill集中性失稳准则。此后,Hora等[14]对Swift模型进行了改进,提出了修正的最大载荷准则(MMFC)。Marciniak等[15,16]提出了一个能同时从几何和结构2个方面考虑金属板材不均匀性的理论模型,简称为M-K模型。Hutchinson等[17]将M-K模型推广用于预测成形极限
但是以上理论模型仅适用于无焊缝板材。Yu[20]等和Chen等[21]提出了一种钢材拼焊板成形极限理论预测方法,但该方法只能用于焊缝强度大于母材的板材成形极限预测。对于铝合金拼焊板,焊缝性能低于母材,其研究结果并不适用[22,23]。更为重要的是铝合金的应变硬化指数低,采用传统的幂指数硬化形式误差很大[24,25]。目前尚没有一种适用于铝合金拼焊板成形极限预测的理论方法。
本工作采用不同形状的单拉试样测试了焊接板材的成形极限图,提出通过M-K理论预测拼焊板成形极限的理论方法,并进一步对比分析幂指数硬化模型与二次多项式模型回归应力-应变曲线时对预测精度的影响,为铝合金拼焊板成形极限准确预测提供参考。
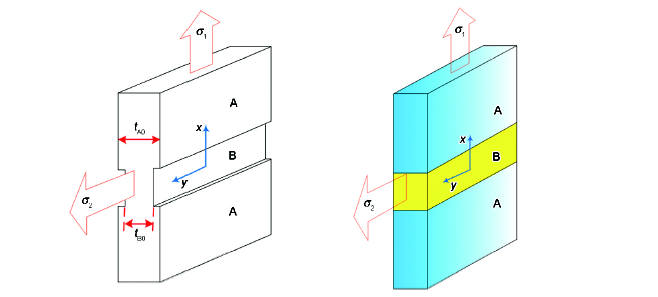
M-K理论是一种应用最广泛的成形极限理论预测模型,该理论以沟槽假设为核心,采用厚度不均表征实际板材的局部缺陷,如图1a所示。沟槽B代表板材的薄弱区,A则代表板材的均匀区。设垂直于沟槽方向为x方向,平行于沟槽方向为y方向。σ1表示垂直于沟槽方向,即图中所示x方向应力;σ2表示平行于沟槽方向,即图中所示y方向应力;tA0和tB0分别表示A、B区板材的初始壁厚。在应力σ1的作用下,二者的变形不协调,进而利用A、B区的应变量差异判断板材的破裂极限。该理论模型可很好地预测低碳钢等均质板材在室温下的成形极限线,并在实际生产中得到广泛应用。但是对于铝合金拼焊板,由于母材和焊缝性能差异大,壁厚上的局部缺陷并不是导致破裂的首要因素,取而代之的是接头材料的性能变化。基于该实际特征,本工作在经典M-K理论模型基础上,直接利用接头的性能差异代替传统理论模型的厚度沟槽,即A、B区壁厚相同,但力学性能不同,修改后的M-K理论模型如图1b所示。A区为母材区,B区为焊缝区。设垂直于焊缝方向为x方向,平行于焊缝方向为y方向。σ1表示垂直于焊缝方向,即图中所示x方向应力;σ2表示平行于焊缝方向,即图中所示y方向应力。由于母材区和焊缝区二者的力学性能差异,在外力作用下二者的变形也存在差异。因此同样可利用A、B区的应变量差异判断板材的破裂极限。
图1 M-K理论模型
Fig.1 Classical M-K theory (a) and modified M-K model (b) (A represents the uniform area of the blank, B represents the weak zone of the blank, σ1 is the stress which is perpendicular to the direction of the weld, σ2 is the stress which is parallel to the direction of the weld, tA0 and tB0 are the initial thicknesses of the zones A and B, respectively)
A、B区沿x与y方向所受的应力分别记为σ1A和σ1B、σ2A和σ2B。tA和tB分别为A、B区的瞬时壁厚。根据力学平衡,可以得到x方向上应力满足:
由于本工作中板材经历的是大塑性变形,弹性变形量相对于塑性变形量很小,所以忽略弹性变形,认为εi =ε
A、B区的初始壁厚分别记为tA0和tB0,沿厚度方向的应变分别记为εtA和εtB。则将这些参量代入式(1)可以得到:
由于材料进行了退火处理,基本处于各向同性的应力状态,所以采用典型的Mises屈服准则。并且由于板材厚度方向尺寸很小,厚向应力可以忽略。则由Mises屈服准则得等效应力
式中,α=σ2/σ1。
整理式(3),可以得到A、B区的等效应力与第一主应力的比值
式中,αA和αB分别为A、B区两应力分量的比值,见式(3);
整理式(4),可以得到A、B区域垂直于焊缝方向的应力分量σ1A与σ1B分别为:
可以看到,只要给定应力路径,即应力比值α,就可以求得等效应力与第一主应力的比值。
根据Drucker公设,塑性应变增量dε
式中,
将归一后Mises屈服函数代入式(6),得到应变增量dε1与dε2分别为:
定义板料面内应变比β=dε2/dε1,通过式(7)可得:
则A、B区的面内应变增量比βA和βB分别为:
根据几何协调性方程,A区在平行于焊缝方向的应变增量dε2A,与B区在平行于焊缝方向的应变增量dε2B相等,即:
平面应力条件下,根据塑性功原理可得:
式中,
定义等效应变增量与第一主应变增量比值为
则A、B区的等效应变增量与主应变增量之比
式中,
在计算过程中,令A区第一主应变ε1A以微量Δε1A递增,则式(2)可进一步表示为:
由式(14)及以上分析可见,计算材料的成形极限图时需要用到材料的应力-应变关系曲线。或者说材料应力-应变曲线拟合准确度决定了成形极限的理论预测精度。因此找到一种更为准确的材料应力-应变回归函数是保证理论预测精度的前提。目前被大家广泛采用的是幂指数应变硬化模型,但是对于铝合金材料而言,实验证明其回归效果较差,这必然引起理论计算FLD有更大的误差,所以本工作提出采用二次多项式硬化模型[26],该模型能更好地回归材料的流动应力-应变曲线,从而提高理论预测FLD精度。
(1) 幂指数硬化准则。当选用幂指数硬化准则时:
式中,
将式(15)代入式(14)可得:
式中,
(2) 二次多项式硬化模型。假设材料遵循二次多项式硬化模型[26]:
式中,ε y和σmax分别为初始屈服应变和最大应力值,
式中,σy和εmax分别为初始屈服应力和最大应变值,σA和εA分别为初始屈服点与最大应力点之间的某一点A的应力和应变。
将式(17)整理可得:
将式(19)代入式(14)可得:
式中,ε y(A)和ε y(B)分别为A、B区的初始屈服应变,σmax(A)和σmax(B)分别为A、B区的最大应力值,
塑性变形时,如果A区按固定路线加载,应力状态不变,则进入局部变形时B区的加载路线将沿着不同层次的屈服表面挠曲变化,改变应力强度与应力状态以满足静力平衡条件和几何协调条件。
给定A区应力比αA,并令A区垂直于焊缝方向的应变以一定的步长Δε1A递增。通过上边的推导过程,最终B区主应变增量Δε1B可以通过式(16)或者式(20)计算获得。当Δε1B≥10Δε1A时,计算停止,此时A区的第一、第二主应变就是材料的成形极限应变,这样就从理论上得到了搅拌摩擦焊板材的预测成形极限线。改进后M-K模型的具体迭代计算算法流程如图2所示。
图2 改进后M-K模型的具体迭代计算算法
Fig.2 Specific iterative calculation algorithm of the improved M-K model
实验材料为6063铝合金板材,壁厚2 mm,其主要化学成分(质量分数,%)为:0.4 Si,0.25 Fe,0.10 Cu,0.15 Mn,0.60 Mg,Al余量。
采用搅拌摩擦焊焊接,搅拌头直径1.8 mm,下压量为0.1 mm,转速800 r/min,进给速率100 mm/min。根据文献[27]的研究结果,先将板材处理为O态,然后焊接,焊后对试件进行退火处理,退火温度为300 ℃,保温时间20 min。上述工艺过程保证了焊后板材具有最佳的塑性变形能力,也是实际生产中所采用的工艺规范。搅拌摩擦焊得到的板材如图3所示。
式(16)和(20)给出了适于铝合金拼焊板的成形极限理论预测模型。本工作通过如下方案对理论模型的准确性和精度进行验证。首先设计单独单向拉伸试样,用于测量焊缝、热影响区及母材的材料力学性能,用于成形极限预测。利用Hitachi-S4700扫描电子显微镜(SEM)分析接头焊核与母材的形貌。然后根据文献[8]所述的实验方法,采用圆弧试样拉伸获得不同应变路径下的铝合金搅拌摩擦焊板材的成形极限。最后将理论预测结果与实验结果进行对比分析。
单向拉伸试样根据国标《GB/T16865-2013变形铝、镁及其合金加工制品拉伸试验用试样及方法》中的相关规定设计。单拉试样如图4a所示,圆弧试样的具体尺寸如图4b所示,可得到5条不同的应变路径。实验在CMT5305电子万能单向拉伸试验机进行,采用XJTUDIC三维数字散斑应变变形测量系统实时测量变形过程中的应变值。
焊缝、热影响区和母材应力应变分析:由于XJTUDIC系统能完成应变场量的采集,即在拉伸过程中可同时测量焊缝、热影响区和母材的实时真实应变,因此通过单向拉伸试样(图4a)即可得到焊缝、热影响区和母材区的材料力学性能。
图4 试样拉伸示意图
Fig.4 Rectangular specimens with and without notches (unit: mm, r—radious of motch, B—minimum width of notch)(a) tensile specimen(b) biaxial specimen
不同应变路径下的成形极限:通过XJTUDIC系统实时记录圆弧拉伸试样(图4b)最大、最小主应变,然后将其绘制在FLD上即可得到相应的应变路径,根据断裂前的应变值可确定成形极限点位置,连接不同应变路径下的极限点即可得到成形极限线。
实验后试样如图5a所示。由单向拉伸实验结果可知,试样均在焊缝处发生破裂。此外,由图5b的应变云图同样可以看出,焊缝部位的变形量最大(约为25.8%),热影响区次之(约为15.5%),母材最小(约为5%)。综上,从变形程度看,焊缝部位的变形最为剧烈;从破裂位置看,焊缝是破裂的发生部位。所以在利用M-K理论分析该类板材成形极限时,应该以焊缝区作为薄弱区(B区),而相邻的热影响区作为均匀变形区(A区)。
图5 实验后试样及应变分布
Fig.5 Specimens after experiments (a) and strain distribution (b) (HAZ—heat affected zone)
图6是300 ℃退火后接头焊核与母材的组织形貌图。可以看出,母材区和焊缝的晶粒均为等轴晶,但焊缝晶粒尺寸明显长大。对焊核区晶粒尺寸进行统计的结果表明,焊缝区晶粒平均尺寸为4 μm。母材区晶粒平均尺寸为2 μm,这表明300 ℃热处理后的FSW接头发生了再结晶和回复过程,且焊缝区晶粒发生了一定程度的长大,这是破裂发生在焊缝区的原因。
图6 300 ℃退火后接头焊核与母材的的组织形貌
Fig.6 OIM images of FSW tube after heat treatment(a) welding seam (b) base metal
由式(17)可知利用二次多项式进行曲线回归时有3个待定系数
不同区域采用的特征点如表1所示,计算所得待定系数如表2所示。
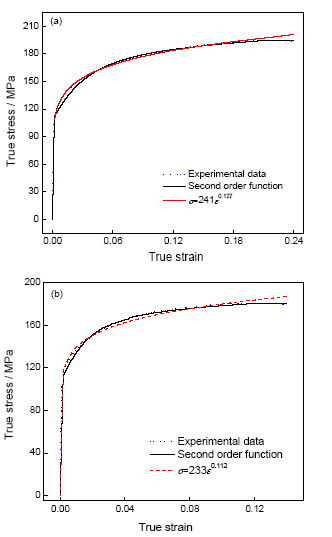
将实验所得焊缝、热影响区处的拉伸数据代入式(15)和(17),得幂指数和二次多项式形式回归曲线如图7所示。可以看出,无论是焊缝材料还是热影响区材料,幂指数硬化模型的回归结果与实验结果有明显差异,尤其是对于后期变形。例如热影响区应变为0.17时,幂指数的拟合误差超过12%。由于成形极限预测主要根据变形后期的应力应变数据,这对成形极限预测精度影响是非常大的。采用二次多项式模型对实验数据回归结果明显优于幂指数硬化模型,自初试屈服阶段至后期变形阶段,均有很高的拟合精度,各处误差均小于1%,这对保证成形极限预测精度非常有利。同时二者回归精度也说明了二次多项式是一种理想的铝合金本构方程回归形式。
表1 二次多项式拟合时采用的实验数据点
Table 1 Experimental points selected to do the regression by second order function model
| Zone | Point | Stress / MPa | Strain |
|---|---|---|---|
| Welding | Initial yield point | 111.7 | 0.0018 |
| Maximum stress point | 194.7 | 0.2128 | |
| Middle point | 166.4 | 0.0529 | |
| Heat | Initial yield point | 111.7 | 0.0018 |
| affected | Maximum stress point | 180.9 | 0.1193 |
| Middle point | 165.4 | 0.0397 |
表2 二次多项式拟合所得系数
Table 2 Coefficients obtained by second order function model
| Zone | |||
|---|---|---|---|
| Welding | 1.45×10-4 | 0.57 | 22.43 |
| Heat affected | 2.09×10-4 | 0.57 | 72.47 |
图7 流动应力-应变回归曲线
Fig.7 Experimental stress-strain curves of welding seam (a) and heat affected zone (b) reproduced by different functions
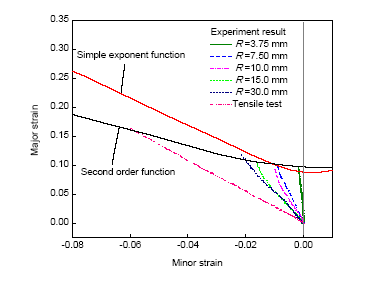
将表1和2各参数代入式(20)即可得到成形极限的理论预测结果,图8所示为成形极限理论预测结果与实验结果对比。可以看到,采用二次多项式回归曲线所得结果与实验结果吻合度更好,而采用简单幂指数硬化回归曲线所得结果在预测平面应变状态下的极限应变时结果偏小,在预测单拉极限应变时结果偏大。分析原因为:通过简单幂指数硬化模型回归实验流动应力-应变曲线,在变形后期预测值明显高于实验值,并且焊缝区和热影响区理论曲线与实验结果差异不同,热影响区部分理论与实验结果差别较大。进一步根据式(16)计算所得热影响区理论值偏大,也即理论预测结果偏大。
图8 理论预测结果与实验结果对比
Fig.8 Comparison of theoretical predictions and experimental results
对于各向异性材料,应变加载路径对材料的变形有很大影响,不同加载路径下材料的成形极限有很大差别。因此,在比较基于2种硬化模型的理论分析结果时,以每一应变路径下对应的极限应变分析更为合理。分别提取每一应变路径下实验结果,基于二次多项式和幂指数模型的理论分析结果,并将各理论分析结果与实验结果进行作差比较,结果如图9所示。可以看到,在应变路径为-0.37时,基于幂指数的理论预测结果与实验结果偏差很大,第一主应变的最大误差接近0.14,而在相同应变路径下基于二次多项式的理论预测结果实验结果偏差小于0.01。
图9 理论预测结果误差分析
Fig.9 Comparison of theoretical predictions and experimental results
(1) 用焊接接头的性能差异代替经典M-K理论模型的沟槽假设,在传统M-K理论模型的基础上建立了适合于铝合金搅拌摩擦焊拼焊板成形极限预测的理论模型。
(2) 针对铝合金应变硬化指数低、幂指数回归精度差的问题,在M-K理论模型中嵌入了新的二次多项式本构模型。相比传统的幂指数本构模型,二次多项式对应力-应变曲线的回归无论在初试屈服阶段及后期变形阶段均有很好的捏合精度。幂指数最大拟合误差超过12%,而二次多项式的拟合误差小于1%,二次多项式回归模型能很好地拟合铝合金搅拌摩擦焊接接头的应力-应变关系。
(3) 采用二次多项式本构关系的理论模型能很好地预测铝合金搅拌摩擦焊板材的成形极限,第一主应变误差不超过0.01;而幂指数理论模型则造成了平面应变状态下的极限应变预测结果明显偏大,在相同应变路径下第一主应变预测误差达0.14。采用二次多项式本构关系的M-K成形极限预测模型能较准确地预测铝合金搅拌摩擦焊板材的成形极限。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}