
黄继强 , 薛龙
, 薛龙
HUANG Jiqiang, XUE Long
中图分类号: TG456.5, TG403
通讯作者:
收稿日期: 2015-04-8
修回日期: 2015-09-15
网络出版日期: --
版权声明: 2016 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
黄继强, 男, 1971 生, 副教授
展开
摘要
采用CMT焊接方法, 在模拟水下高压环境的实验系统中分别进行了常压环境下(0.1 MPa)和环境压力为0.5 MPa下的焊接实验, 实验中采用API X65管线钢接头为研究对象. 焊接过程中采用高速摄像观察焊接电弧行为, 2种环境压力下焊接过程均稳定, 但与常压环境相比较, 0.5 MPa环境压力下的CMT焊接电弧产生收缩, 熔滴过渡频次降低. 焊后对焊缝分别取样进行力学性能检测和金相组织观察, 高压环境下焊缝及热影响区的金相组织因为环境冷却作用增强而出现上贝氏体组织, 拉伸性能没有明显变化, 低温冲击韧性下降, 但测试数据也远高于相关标准要求. 结果表明, CMT焊接方法改善了高压焊接过程的稳定性, 满足水下高压干式焊接作业要求.
关键词:
Abstract
Underwater hyperbaric dry welding method is one of the key technology for emergency repair of underwater pipeline leakage. Since the ambient pressure grows with water depth for application of the underwater dry hyperbaric welding method, the normal GMAW welding process tends to be unstable with the increase of the ambient pressure, which leads to the decline in the quality of welding. The cold metal transfer (CMT) welding method adopts a push-pull wire feeding mode and it has adaptive ability to control droplet transfer. In order to improve the welding quality under the hyperbaric environment, the experiments using the CMT welding method were conducted in atmospheric pressure (0.1 MPa) and 0.5 MPa environmental pressures respectively with a test system simulating the underwater hyperbaric environment. API X65 pipes were used as the base metal for welding experiments. A high-speed video camera was used to monitor the behavior of the welding arc. The welding processes at both ambient pressures were found to be stable. However, compared with the atmospheric environment, the CMT welding arc contracted at the ambient pressure of 0.5 MPa, and the droplet transfer frequency was reduced a little. Mechanical performance tests and microstructure analysis of the welds were carried out after welding. While welding in the hyperbaric environment, the upper bainite structure emerged in the microstructure of the seam and the heat-affected zone (HAZ) because of the enhanced environmental cooling effect. The tensile properties of the welds were not changed significantly. Although the low temperature impact toughness decreased, the test data were higher than the relevant limitations of standard. The experimental results show that the stability of the welding process is improved by applying the CMT welding method in the hyperbaric environment. It was verified that the CMT welding method can meet the requirements of underwater hyperbaric welding.
Keywords:
随着海洋油气资源的开发利用, 海底输油管道的建设日新月异, 输油管道的保有量大幅提升[1-3]. 海底输油管线所处环境恶劣, 时有水下输油管道损坏导致油气泄漏的事故发生, 需要对损坏管道进行快速维修, 以降低损失及环境污染, 并保障海洋油气运输的安全[4-8]. 水下高压干式焊接技术将待修复工件包裹在一个干式环境中进行维修, 可以有效提高管道维修的焊接质量, 已经得到了国内外相关研究人员的广泛关注. 但是在水下高压环境下, 随着水深的增加, 干式环境的压力也会相应增加, 较高的环境压力对电弧焊接过程产生了较大的影响: 随着环境压力的升高, 焊接过程稳定性变差[2,4,6-10]. 对于高压干式钨极惰性气体保护焊 (gas tungsten arc welding, GTAW) 过程来说, 失稳电弧会造成焊丝熔化效率降低乃至熔化困难, 甚至会使其焊接过程难以为继[11-13]; 而对于普通高压干式熔化极气体保护焊 (gas metal arc welding, GMAW) 焊接过程, 易造成焊接过程飞溅增多, 焊缝成形困难, 焊缝质量下降[14-21]. 所以因高压环境带来的焊接过程稳定性及焊缝质量下降等问题已经成为制约水下高压焊接修复工程的关键因素.
近年来出现的冷金属过渡(cold metal transfer, CMT)气体保护焊接方法采用推拉丝的送丝控制方式, 其对熔滴过渡具有一定的自适应控制能力, 焊接过程非常稳定, 可以明显减小焊接飞溅. 本工作将CMT焊接方法应用于水下高压环境下管道的修复焊接, 研究CMT焊接方法在高压环境下的具体表现, 以期克服高压环境下普通GMAW焊接过程不稳定的难题, 验证CMT焊接方法对于水下高压焊接的适应性, 提升高压环境下的焊接接头的性能, 探索高质量的水下高压焊接新方法, 同时为采用CMT方法修复水下管道提供基础数据和技术依据.
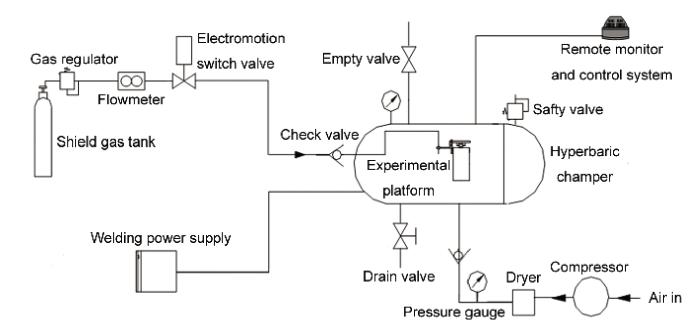
实验设备主要由高压焊接实验舱、焊接实验操作台架、高速摄像、远程监控系统和焊接电源等组成, 实验系统组成如图1所示. 其中高压焊接实验舱模拟高压干式环境, 空气压缩机用来给高压实验舱提供高压空气, 以模拟水下高压焊接环境, 空气压缩机输出的高压气体经过过滤后送入到干燥器中, 干燥器对高压气体进行干燥, 以降低高压气体中的水分, 从而避免高压潮湿空气对焊接过程的影响. 焊接实验台架由工件旋转台、高速摄像、送丝机构、场景摄像机和照明系统等组成. 焊接试件放置在实验台架的旋转卡盘上, 实验时, 焊炬只作垂直于焊道方向的来回摆动, 待焊试件随卡盘一起转动, 2种运动综合起来形成管道环缝摆动焊接运动. 利用Mega Speed MS55K型高速摄像机(拍摄速度范围为1~6000 frame/s), 观察焊接电弧及熔滴过渡情况, 为判断焊接电弧行为及熔滴过渡提供参考数据. 场景CCD用于监视焊接过程中坡口对中和观察焊缝成形情况. 高速摄像信号、场景CCD信号等通过线缆传输至实验舱外监控系统, 对实验过程监控, 可以实时观察和调整实验舱内焊接实验工作状况. 实验中采用Fronius TPS3200 CMT焊接电源.
CMT焊接方法采用推拉丝的方式控制焊丝的送进过程, 在其焊接过程中, 当熔滴与熔池发生短路时, 焊机的控制器实时监测到短路信号, 这时控制器发出指令: 一方面命令送丝机回抽焊丝, 使熔滴与焊丝在惯性作用下脱离焊丝端头; 另一方面让供电回路瞬时停止供电, 保证在无电流状态下进行熔滴过渡. 这种利用焊丝回抽方法让熔滴在惯性作用下自然过渡到熔池中, 且过渡瞬间无电流通过焊接回路, 从而避免常用焊接方法中因熔滴脱落前熔滴颈缩处电流密度过大而造成的液桥爆断所产生的飞溅. 同时, 因为其过渡过程为惯性作用下的自然过渡, 减小了熔滴冲击熔池造成的飞溅, 所以CMT的焊接过程可以明显减少焊接飞溅的产生, 焊接过程稳定[22]. 显然, 利用CMT焊接方法对熔滴短路过程的自适应控制的特点, 用于水下高压环境下焊接修复应用, 以期克服普通GMAW焊接方法存在的焊接电弧随环境压力增加而趋于不稳定, 熔滴过渡困难、飞溅大等缺点, 从而获得稳定的焊接过程, 提高焊缝质量.
在上述高压焊接实验舱中分别进行常压下(0.1 MPa)和0.5 MPa环境压力下的CMT焊接实验, 焊接母材采用直径168 mm, 厚8 mm的API X65管线钢, 焊丝采用直径为1.0 mm的JM-68焊丝, 焊接接头坡口形式为V型坡口, 坡口角度为60°, 钝边1 mm, 间隙2 mm. 母材与焊丝的具体材质和常见力学性能如表1和表2所示. 焊接保护气体采用80%Ar+20%CO2 (体积分数)的混合气体, 焊接实验参数如表3所示, 在借助高速摄像分别观察2种条件下的焊接过程时, 均以填充焊过程进行对比研究, 此时焊接电流为155 A, 高速摄像帧频为1000 frame/s, 在高压舱中分别借助高速摄像机观察CMT焊接电弧行为、熔滴过渡过程. 焊接完成后, 按照AWS D3.6-1999标准规定要求加工焊接接头测试试样, 利用WAW-1000型万能试验机进行力学性能检测, 分别进行焊缝横向拉伸力学测试和低温冲击性能测试. 为了比较在不同环境压力下采用CMT焊接方法获得的焊缝组织及热影响区组织情况, 分别针对常压下(0.1 MPa)和0.5 MPa环境压力下的焊接接头制作金相试样, 采用5%硝酸酒精溶液作为侵蚀剂, 并借助6YCA型金相显微镜(OM)对焊接接头金相组织观察分析, 以进一步验证CMT方法在高压环境中的焊接适应性.
表1 高压干式焊接实验中采用的母材及焊丝的化学成分
Table 1 Components of base metal and welding wire in hyperbaric dry welding experiments
| Material | C | Si | Mn | P | S | Cu | Ni | Cr | Ti | B | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Base metal | 0.07 | 0.28 | 1.19 | 0.006 | 0.003 | 0.10 | 0.04 | 0.25 | - | - | Bal. |
| Welding wire | 0.08 | 0.08 | 1.76 | 0.014 | 0.004 | - | - | - | 0.09 | 0.004 | Bal. |
表2 高压干式焊接实验中采用的母材及焊丝的性能
Table 2 Performances of base metal and welding wire used in hyperbaric dry welding experiments
| Material | Yield strength / MPa | Tensile strength / MPa | Extensibility / % | Charpy impact energy / J |
|---|---|---|---|---|
| Base metal | 515 | 615 | 44 | 135 |
| Welding wire | 500 | 610 | 25 | 128 |
表3 不同环境压力下的CMT焊接实验参数
Table 3 Parameters of cold metal transfer (CMT) welding experiments in different environment pressures
| Pressure | Zone | Current | Voltage | Swing amplitude | Welding speed | Flow rate of shielding gas |
|---|---|---|---|---|---|---|
| MPa | A | V | mm | (cmmin-1) | (Lmin-1) | |
| 0.1 | Root pass | 135 | 16.0 | 2~3 | 22 | 18~22 |
| Filling bead | 155 | 16.5 | 4~6 | 12~15 | 18~22 | |
| Cover pass | 180 | 19.1 | 8~9 | 12~15 | 18~22 | |
| 0.5 | Root pass | 135 | 17.5 | 2~3 | 22 | 18~22 |
| Filling bead | 155 | 18.5 | 4~6 | 12~15 | 18~22 | |
| Cover pass | 185 | 20.5 | 8~9 | 12~15 | 18~22 |
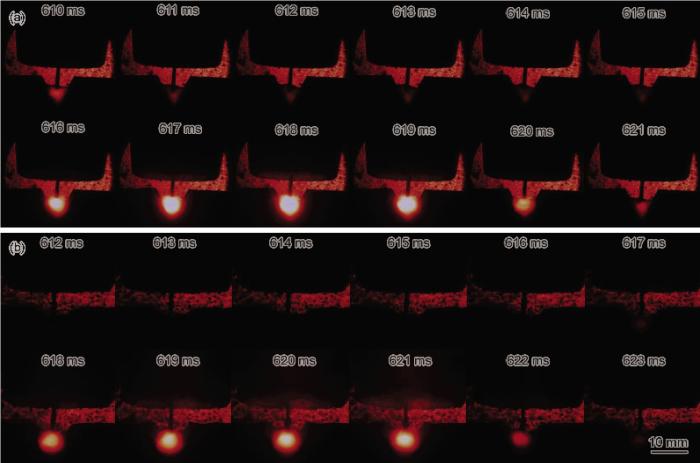
图2给出了采用CMT焊接方法在2种环境压力下的燃弧-熔滴过渡过程连续照片. 通过图片对比可以得出, 随着环境压力的升高, 熔滴过渡的周期加长, 也即熔滴过渡的频率降低, 在上述同等焊接条件下, 常压环境下的熔滴过渡频率约为91 Hz, 0.5 MPa环境压力下的过渡频率约为83 Hz; 常压下燃弧时间约占过渡周期的42%, 而0.5 MPa环境压力下仅为31%; 同时也可以看出, 在其它条件相同情况下, 随着环境压力的增加, 电弧收缩, 烁亮度降低. 由于环境压力的升高, 电弧在高压气氛中燃烧, 环境气氛中气体密度大, 参与电弧区域和电弧周边区域进行热交换的气体分子或原子数量明显增多, 从电弧中带走的能量增加, 导致高压环境对焊接电弧的冷却作用增强, 所以在同等的电弧功率下, 高压环境下电弧温度下降, 电弧缩小; 同时在一个燃弧周期内, 燃弧占比时间也缩短, 也正因为如此, 焊接过程中熔滴过渡的时间增加, 熔滴过渡频率下降.
图2 在常压(0.1 MPa)和0.5 MPa环境压力下CMT焊接过程高速摄像照片
Fig.2 Pictures of high speed camera for CMT welding process with atmospheric pressure (0.1 MPa) (a) and 0.5 MPa environmental pressure (b)
因为CMT焊接方法的特性, 焊接过程中熔滴过渡具有自适应能力, 尽管环境压力增加, CMT焊接过程中熔滴过渡的自适应控制方式保证了焊接电弧及熔滴过渡的稳定性, 高速摄像记录下的焊接过程也验证这一特性. 可以看出, 无论是在常压情况下, 还是在高压环境下(0.5 MPa), CMT焊接过程均呈典型的周期性燃弧-熔滴过渡过程特点, 飞溅较少, 表现出较好的稳定性. 从这个角度考虑来说, 在一定的环境压力范围内, 采用CMT焊接方法确实能够克服常规焊接方法在高压环境中焊接过程不稳定的问题.
图3是采用表3中的焊接参数分别在常压(0.1 MPa)和0.5 MPa环境压力的条件下, 采用CMT焊接方法获得的钢管对接接头外观照片. 可以看出, 在常压情况下, 焊缝成形较为美观, 纹理清晰; 相对而言在0.5 MPa的环境压力下, 焊缝成形稍差, 纹理略显复杂. 从试件的焊缝及其附近区域表面情况来看, 2种焊接过程产生的飞溅均很少, 由此也可间接证明2个焊接过程均较稳定.
图3 在常压(0.1 MPa)和0.5 MPa环境压力下获得的管管对接接头
Fig.3 Pictures of pipe joints welded in atmospheric pressure (0.1 MPa) (a) and 0.5 MPa environmental pressure (b)
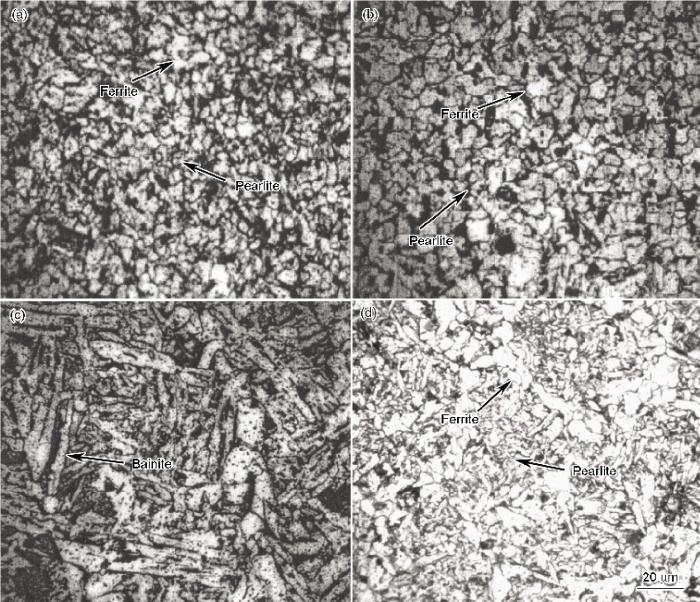
常压(0.1 MPa)下采用CMT焊接方法获得焊缝及热影响区的OM像如图4所示. 可见, 焊缝区域因为不同焊道的组织有明显差异. 在根部焊缝(又称打底焊缝)区域, 因采用较小的线能量, 且后道焊缝焊接过程对根部焊缝的热处理作用, 其晶粒较小, 以铁素体和珠光体为主(图4a); 中间焊缝区与根部焊缝区域相类似(图4b), 晶粒稍大一些; 盖面焊缝区域晶粒呈柱状晶, 晶粒粗大, 且出现了贝氏体, 这与采用的焊接线能量和冷却的条件有关(图4c); 热影响区组织主要由细晶铁素体和珠光体组成, 但晶粒大小不一, 分布不均(图4d).
图4 常压(0.1 MPa)环境下焊缝的OM像
Fig.4 OM images of root pass (a), filling bead (b), cover pass (c) and heat affected zone (HAZ) (d) of joint welded in atmospheric pressure (0.1 MPa)
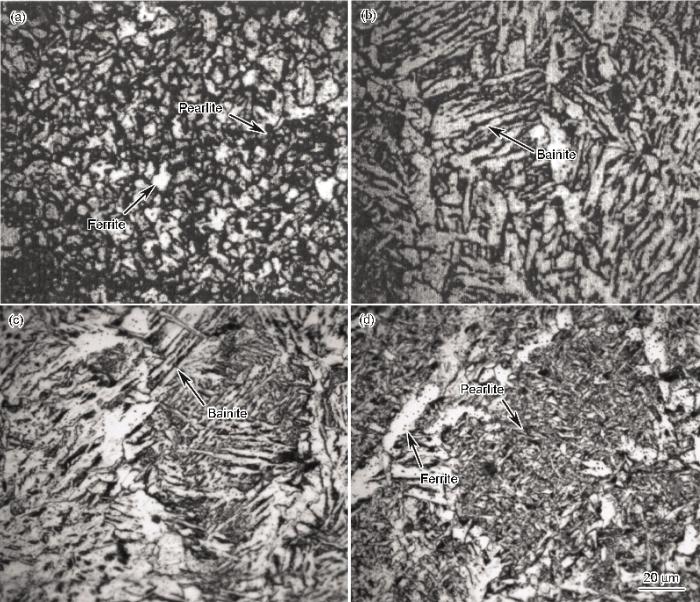
相比之下, 在环境压力为0.5 MPa时, 采用CMT焊接方法获得的焊缝, 其根部焊缝组织与常压环境下相类似, 以细晶的铁素体和珠光体为主(图5a). 在填充焊缝区为上贝氏体和魏氏组织, 这主要源于在环境压力较高的情况下, 环境氛围冷却作用强, 焊缝冷却时间t8/5 (指从800 ℃冷却到500 ℃所经历的时间)较小(测试值在10~13 s范围内), 导致出现上述组织, 上贝氏体的出现会对焊缝的韧性有不利影响(图5b). 盖面焊缝组织以下贝氏体为主(图5c). 热影响区较常压下的要窄一些, 这也是源于不同环境气氛下散热条件之间的差异决定的, 区域内组织晶粒也大小不均, 存在因过热产生的粗大晶粒和重新结晶的细小晶粒(图5d).
图5 0.5 MPa环境压力下焊缝的OM像
Fig.5 OM images of root pass (a), filling bead (b), cover pass (c) and heat affected zone (d) of joint welded in 0.5 MPa environmental pressure
表4给出了焊缝横向拉伸测试数据. 可以看出, 在2种不同的环境压力下采用CMT方法的焊接试件的抗拉强度差别不大, 延伸率指标也比较相近. 表5给出了Charpy冲击功测试数据. 可见, 在较高压力环境下, 其焊缝及热影响区相对常压下的Charpy冲击功有所降低, 这与前述的焊缝(图5b)中出现的上贝氏体性能相吻合, 在0.5 MPa环境压力下, 焊接接头的焊缝填充区域出现上贝氏体组织, 降低了焊缝的韧性, 尽管如此, 在0.5 MPa环境压力下焊接的接头的低温Charpy冲击功数据仍然高出标准AWS D3.6-1999规定的限值, 满足实际使用需求.
表4 在常压下(0.1 MPa)和0.5 MPa环境压力下焊缝的横向拉伸测试数据
Table 4 Transverse tension tests parameters of joints welded in atmospheric (0.1 MPa) and 0.5 MPa environmental pressure
| Pressure / MPa | Tensile strength / MPa | Extensibility / % | Broken area | Limitation of standard / MPa |
|---|---|---|---|---|
| 0.1 | 565 | 14 | Weld | 531 |
| 562 | 12 | Weld | 531 | |
| 0.5 | 545 | 11 | Weld | 531 |
| 570 | 14 | Weld | 531 |
表5 在常压下(0.1 MPa)和0.5 MPa环境压力下获得的焊缝Charpy冲击功测试数据(-20 ℃)
Table 5 Charpy impact energy tests (-20 ℃) parameters of joints welded in atmospheric (0.1 MPa) and 0.5 MPa environmental pressure
| Pressure | Position of | Impact | Least impact | Mean impact | Limitation of standard | |
|---|---|---|---|---|---|---|
| MPa | Charpy notch | energy | energy | energy | Least impact | Mean impact |
| J | J | J | energy / J | energy / J | ||
| 0.1 | Weld | 144, 133, 137 | 133 | 138 | 27 | 34 |
| HAZ | 107, 127, 84 | 84 | 106 | 27 | 34 | |
| 0.5 | Weld | 57, 47, 78 | 47 | 61 | 27 | 34 |
| HAZ | 71, 155, 67 | 67 | 98 | 27 | 34 | |
(1) 在0.5 MPa环境压力下, CMT焊接方法能够维持较为稳定的焊接过程, 避免了其它气体保护焊方法出现的焊接过程不稳定的问题, 为水下高压环境焊接施工提供了新选择.
(2) 在较高压力环境下, 因为环境气氛的变化, CMT焊接电弧及熔滴过渡也发生变化, 同等焊接条件下, 高压环境下的电弧较常压环境下的电弧收缩明显, 熔滴过渡的频率降低.
(3) 力学性能检测数据表明, 0.5 MPa环境压力下采用CMT焊接方法获得接头的拉伸性能与常压下相当, 冲击韧性比常压下的焊接接头有所下降, 但总体性能满足水下高压焊接质量要求.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}