
左锦荣 , 史金涛
, 史金涛
ZUO Jinrong, SHI Jintao
中图分类号: TG113.1
文献标识码: A
文章编号: 0412-1961(2016)09-1105-10
通讯作者:
收稿日期: 2015-12-15
网络出版日期: 2016-09-27
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 左锦荣, 男, 1988年生, 博士生
展开
摘要
与7055铝合金的传统热轧(CHR)对比, 制定了新的两阶段热轧工艺(DHR), 分别采用CHR和DHR对7055铝合金板材进行轧制, 研究了DHR工艺对7055铝合金析出相和亚结构的影响, 分析了DHR和CHR处理后合金组织、力学性能的差异. 结果表明: 增加预变形量可提高析出相的球化程度(改变析出相形貌)但不影响其面积分数; 中间高温短时退火可形成大量有序排布的亚结构; 后续进一步热轧过程中, 仍存在的大量球形析出相钉扎位错和亚晶界, 且随累积应变增大, 小角晶界逐渐转变成大角晶界而使晶粒细化. 采用最佳的形变热处理工艺(固溶+预变形(300 ℃, 20%)+中间退火(430 ℃, 5 min)+热变形(400 ℃, 60%))可在保证高强度的同时使7055铝合金板材断后延伸率比CHR工艺提高约25%.
关键词:
Abstract
The Al-Zn-Mg-Cu series alloys has been widely used in the aircraft, automotive, ship-building and nuclear industries for the advantages of excellent combination of low density, high strength to weight ratio, good toughness and high corrosion resistance, etc.. Most of the researchers focused on alloying and heat treatment at aging temperature, however, rare work had paid attentions on the deformation process, and the microstructure evolution and mechanical properties has not been analyzed completely. Grain refinement can not only improve the strength and hardness, but also the plasticity and toughness of the alloy. Thermo-mechanical treatment is an efficient and economical treatment for obtain grain refinement by a combination of the deformation and heat treatment. In the present work, an improved thermo-mechanical processing, double step hot rolling (DHR), including low temperature pre-deformation, intermediate short-term annealing and final hot rolling has been proposed, aiming to investigate the microstructural evolution, strain induced precipitation and grain refinement mechanism of the alloys during the DHR process. A 7055 aluminum plate has also been manufactured by the conventional hot rolling (CHR) route. The corresponding microstructure evolution and mechanical properties were investigated by OM, XRD, TEM, SEM, EBSD and tensile test. The results reveal that the grain refinement is mainly preceded via dislocation rearrangement and low angle grain boundaries migration, which in turn leads to the pinning effects of strain induced precipitates. Low temperature pre-deformation can accelerate the formation and spheroidization of fine precipitates. The pre-deformation makes influence on the morphology and average size of precipitates without changing their area fraction. The precipitates generated by the pre-deformation can exert significant drag force to the migration of the grain boundaries and dislocation movements, which subsequently promotes the formation of dislocation cells. Although some smaller particles have been dissolved into the matrix during intermediate annealing treatment, some particles are still fine and can pin the dislocation boundaries. At the same time, the activated dislocation boundaries rearranged to form polygon sub-grains. Grains are further elongated after the final hot rolling. The low angle grain boundaries (like sub-grain boundaries) into high angle grain boundaries transition will be accelerated if the motion of boundaries is impeded by the particles. And the new small grains formed near the original grain boundaries can finally cause the fine-grained structures. The results indicate that the optimum thermo-mechanical treatment of 7055 aluminum alloy may be solid heat treatment+pre-deformation (300 ℃, 20%)+intermediate annealing (430 ℃, 5 min)+hot deformation (400 ℃, 60%). The elongation of the alloy produced by the proposed process can increase by 25% without strength loss comparing with that of conventional hot rolling. And the present DHR process is supposed to be a good alternative manufacturing process for the aluminum alloys to obtain fine grain structured heat-treatable sheets.
Keywords:
航空航天领域对于结构材料强韧性、轻量化的要求越来越高, 具有比强度高、韧性好和抗应力腐蚀开裂等优良综合性能的Al-Zn-Mg-Cu系合金成为广泛应用于航空航天和交通运输等领域的重要结构材料[1]. 但国产Al-Zn-Mg-Cu系合金板材存在晶粒粗大、尺寸不均匀、综合性能不够优越等问题, 从而限制了该系合金的广泛使用和发展. 强度是合金的最主要基本力学性能, 通过提高合金化程度以获得更多强化相来提高强度的方法会使铝合金的塑性和加工性能明显下降[2~4], 但塑性的下降可通过晶粒细化来弥补[5,6]. 通过采用等通道转角挤压[7]、深冷轧制[8]等方法可实现组织的微细化或纳米化, 但这些方法受技术本身限制或环境要求而无法用于大规格坯件的大量生产. 形变热处理(thermo-mechanical treatment, TMT)[9]工艺是将形变强化和相变强化相结合的强韧化工艺技术, 在改善铝合金综合性能方面有很大的优势. 通过形变增加金属中的缺陷密度并改善其排布, 进而影响内部析出相的形核动力和分布, 与此同时所形成的析出相又对位错等缺陷的运动起到钉扎、阻滞作用, 使缺陷稳定、组织细化, 从而使合金强韧性得到改善[10]. 研究者[11~14]利用过时效引入大、小2种尺寸的颗粒, 并实现了大颗粒的PSN (particle stimulate nucleation)效应和小颗粒的钉扎作用, 获得了有效的晶粒细化(即经典的中间形变热处理工艺 (intermediate thermo-mechanical treatment, ITMT)). 但该工艺需长时高温过时效来获得大尺寸粒子, 成本较高, 且需在低温阶段进行大量变形, 很难适应厚板的大量生产. 相比于Wert等[12]长时高温过时效产生的析出相, 低温预变形产生的应变诱导析出(strain induced precipitation, SIP)颗粒更弥散、球化程度更高, 而成本却更低[15], 且SIP颗粒会改善随后的高温热轧组织. 本课题组利用应变诱导析出颗粒的钉扎作用成功使7050铝合金的晶粒细化并使其塑性获得改善[15~18], 但前期在热模拟试验机上所获结果还不足以满足实际应用的要求. 本工作利用传统热轧机对高强铝合金板材实施预变形以引入析出相颗粒, 研究预变形对析出相形貌和面积分数的影响及与此相关的全工艺流程中的组织及性能演变.
实验用7055铝合金板材, 尺寸为75 mm×30 mm×15 mm, 主要化学成分(质量分数, %)为: Zn 8.38, Mg 2.07, Cu 2.31, Fe 0.092, Si 0.056, Al余量. 经470 ℃, 16 h+475 ℃, 8 h长时固溶处理后在室温水淬(淬火转移时间小于10 s).
随后采用形变热处理工艺进行加工. (1) 传统热轧(conventional hot rolling, CHR): 淬火板材在400 ℃经7个道次实现80%的轧制变形量(最终板厚约3 mm), 每两道次回炉保温10 min; (2) 两阶段热轧(double step hot rolling, DHR): 淬火板材在300 ℃轧制变形20%~60%之后加热至430 ℃并退火5 min, 再继续在400 ℃轧制变形60%~20%, 总变形量也是80%, 经过7个道次, 最终板厚约3 mm, 具体参数见表1.
实际选取的轧辊直径为270 mm, 转速为15 r/min. 根据Ekelund公式[19]:
式中,
表1 本工作所设计形变热处理工艺的具体参数及不同工艺板材的最终晶粒尺寸
Table 1 Specific process of thermo-mechanical treatment and grain sizes of the processed alloys
| Process | 1st-rolling | IA | 2nd-rolling | dL / μm | dT / μm |
|---|---|---|---|---|---|
| CHR | - | - | 400 ℃, 80% | > 100 | 7.0 |
| DHR1 | 300 ℃, 20% | 430 ℃, 5 min | 400 ℃, 60% | 27.1 | 9.0 |
| DHR2 | 300 ℃, 40% | 430 ℃, 5 min | 400 ℃, 40% | 40.0 | 8.4 |
| DHR3 | 300 ℃, 60% | 430 ℃, 5 min | 400 ℃, 20% | 88.6 | 8.3 |
表2 轧制工艺参数
Table 2 Parameters in rolling process
| Pass | Reduction / mm | h0 / mm | h1 / mm | |
|---|---|---|---|---|
| 1 | 3 | 15 | 12 | 2.33 |
| 2 | 3 | 12 | 9 | 3.01 |
| 3 | 1.5 | 9 | 7.5 | 2.70 |
| 4 | 1.5 | 7.5 | 6 | 3.30 |
| 5 | 1 | 6 | 5 | 3.32 |
| 6 | 1 | 5 | 4 | 4.05 |
| 7 | 1 | 4 | 3 | 5.21 |
所有轧材都经475 ℃, 0.5 h淬火和120 ℃, 24 h的T6时效处理后再进行组织和力学性能表征. 利用MC80DX金相显微镜(OM), H800和Tecnai G2 F30透射电子显微镜(TEM), Ultra 55扫描电子显微镜(SEM)和Philips APD210 X 射线衍射仪(XRD)对试样进行组织观察和成分分析. 采用Image J软件对析出相进行尺寸和面积分数的统计, 最终结果取3幅SEM像数据的平均值. 利用MTS-810材料测试系统测试室温力学性能. 金相试样采用Kell试剂(2.5%HNO3+1.5%HCl+1%HF+95%H2O (体积分数))侵蚀. 电子背散射衍射(electron backscatter diffraction, EBSD)样品经机械和电解抛光处理, 电解液为5%HClO4和95%C2H5OH混合溶液(体积分数), 电压为30 V, 温度在-20~-30 ℃. 采用channel 5 软件处理所得EBSD数据, 取向差<2°的晶界信息忽略; 取向差2°~15°定义为小角度晶界(low angle grain boundary, LAGB), 图中用灰色线条表示; 取向差>15°的定义为大角度晶界(high angle grain boundary, HAGB), 图中用黑色线条表示. TEM样品制备是将直径3 mm薄片机械磨到100 μm后再采用电解双喷减薄技术减薄, 电解液为20%HNO3+80%CH3OH (体积分数), 电流为80~100 mA, 温度为-20~-30 ℃.
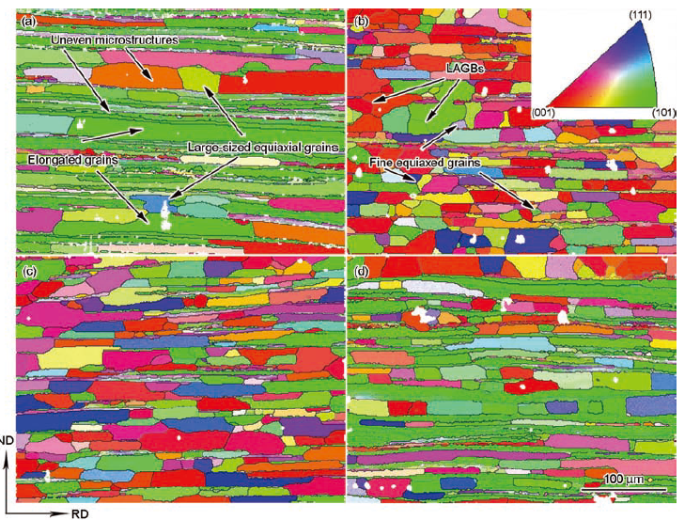
图1为CHR和DHR工艺加工的7055铝合金板经475 ℃, 0.5 h处理后的EBSD像. 可以看出, 二者均形成典型再结晶组织, 但CHR板材的再结晶组织极不均匀(图1a), 存在拉长的条带状组织和粗大等轴晶(直径约35 μm), 而DHR板材发生不同程度的晶粒细化, 具体晶粒尺寸见表1. 其中, DHR1工艺的晶粒细化效果最明显, 晶粒分布均匀, 窄条带组织明显被细化并趋于等轴晶, 晶内存在部分小角晶界, 细小等轴晶数量增多. 从DHR1到DHR3随第二阶段变形量的减少, 最终再结晶晶粒长度增加, 宽度减小, 细小等轴再结晶晶粒数量减少(图1b~d和表1), 晶粒细化效果减弱. 从所设计的不同工艺可知, 影响最终再结晶晶粒尺寸的因素主要有: 板材原始晶粒度、再结晶工艺(温度、时间、加热速率)、总变形量和形变热处理工艺. 由于所用板材初始状态、再结晶处理工艺和总变形量均相同, 因而最终再结晶组织出现差异与所采用的轧制变形工艺或变形过程密切相关. 以下将从预变形量的影响、析出相作用和终轧细化等方面来研究和分析DHR工艺变形过程中的组织演变及相关晶粒细化机理.
图1 不同工艺条件下热轧板再结晶处理后的EBSD像
Fig.1 EBSD maps of 7055 aluminum alloys with different processes after recrystallization (ND—normal direction; RD—rolling direction)
(a) CHR (b) DHR1 (c) DHR2 (d) DHR3
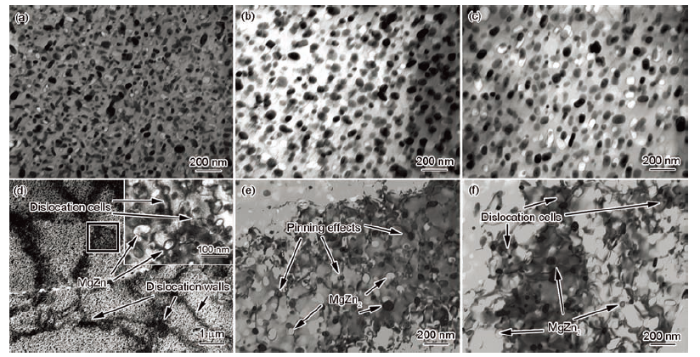
图2 预变形量对析出相和亚结构的影响
Fig.2 Effects of pre-deformation on precipitation phases (a~c) and sub-structures (d~f) for 300 ℃, 20% (a, d), 300 ℃, 40% (b, e) and 300 ℃, 60% (c, f) (Inset in
本工作设计的DHR工艺在300 ℃进行20%~60%预变形的目的是要获得后续工艺所需的应变诱导析出粒子和一定量的位错累积. 时效强化型铝合金的淬火态组织很不稳定, 自然时效及中低温变形会引起过饱和基体分解及析出相形貌、分布和数量密度的变化. 图2显示了预变形量对析出相和亚结构的影响(图2中白色斑点为双喷处理时被喷掉的析出相所在位置). 从图2a可以看出, 淬火态7055铝合金经300 ℃, 20%轧制后形成了沿一定方向分布的棒/球状析出相. 且随预变形量增大, 如图2b和c所示, 析出相尺寸变大、密度减小, 球形析出相数量增多, 棒状析出相减少. 析出强化型铝合金中, 其析出相粒子的析出和长大是热力学和动力学过程, 由于增大变形量会引入更多的组织缺陷(如点缺陷、位错、变形带等), 而这些结构起伏较大的缺陷会成为溶质原子的快速扩散通道, 进而加快原子扩散并促使析出相粒子长大, 故析出相尺寸随变形量提高而增大.
同时, 预变形也会引起亚结构发生变化. 经300 ℃, 20%变形后, 由于位错发生动态回复和相互抵消而使部分位错有序化并形成位错墙, 而位错墙是由大量位错构成, 且位错明显被析出相钉扎(图2d中插图). 变形量增加到40%导致更多结构缺陷(如位错)引入, 位错墙发生动态回复并开始形成位错胞(图2e). 变形量继续增加到60%, 位错胞长大, 但其边界依然被析出相钉扎而无法形成边界清晰的亚晶(图2f).
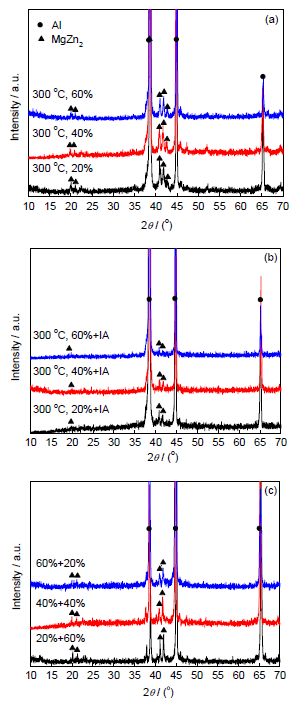
对300 ℃不同程度预变形后所获析出相尺寸及面积分数统计发现, 随预变形量由20%增加至40%和60%时, 析出相尺寸也由33 nm增至46和58 nm, 数量减少, 但析出相所占面积分数基本相近(随变形量增加分别为5.8%, 5.6%和5.9%). 上文提到应变引入的大量缺陷易形成溶质原子的短路扩散, 故而会影响第二相的析出和回溶速率, 但从热力学角度来看, 固溶体的溶解度是由温度决定, 所以平衡态条件下充分析出后, 析出相总量即面积分数也应由温度决定, 故应变只能影响其形貌和尺寸. 图3为不同工艺7055铝合金的XRD谱. 可以看出, 经过1st-rolling后7055铝合金基体中的第二相主要是MgZn2相, 且经300 ℃不同程度的预变形后, MgZn2峰的强度几乎相同, 一定程度上反映了较相近的析出相含量(即面积分数). 这与上述统计所得趋势相一致. 图3b是7055铝合金中间退火后的XRD谱. 由于中间退火温度430 ℃较接近7055铝合金的固溶温度(475 ℃), 故与1st-rolling后的XRD衍射峰(图3a)相比, 析出相衍射峰强度减弱(图3b), 表明析出相在退火过程中发生了回溶, 但限于退火时间较短(5 min), 故回溶不充分. 从图3b中仍可发现, 在中间退火阶段, 随预变形量增加, MgZn2衍射峰强度逐渐减弱, 这可能与缺陷增多并加速回溶有关. 进一步从终轧态合金的XRD谱来看(图3c), 随终轧变形量的减少(从DHR1到DHR3工艺), MgZn2峰的强度逐渐减弱, 说明MgZn2含量减少. 预变形温度低, 动态回复弱, 可引入更多晶体缺陷, 加速析出相回溶, 所以MgZn2含量随终轧变形量减小而降低.
图3 不同工艺7055铝合金的XRD谱
Fig.3 XRD spectra of the processed 7055 Al alloys after 1st-rolling (a), IA treatment (b) and 2nd-rolling (c)
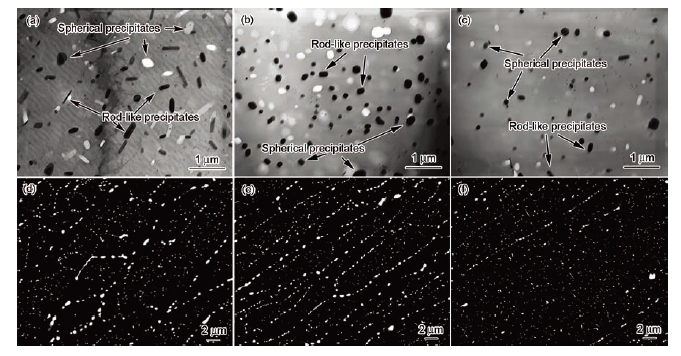
合金组织中存在的粒子在热轧过程中会发挥非常重要的作用[12,13,20], 因而预变形得到的应变诱导析出粒子会对随后的中间退火组织产生影响. 将300 ℃预变形20%, 40%和60%的试样在430 ℃退火5 min后发现, 析出相形貌发生变化(图4): DHR1试样中析出相呈棒状或球状, 其中棒长200~500 nm, 宽50~150 nm. 随预形变量增加, 析出相逐渐球化、尺寸减小. 本课题组前期热模拟研究[15~17]表明, 热压缩变形会影响析出相的尺寸并导致析出相球化, 本工作通过实际轧制也获得了球形析出相, 说明实际板材轧制变形过程中可实现应变诱导析出的控制.
图4 中间短时退火后7055铝合金中析出相形貌的TEM和SEM像
Fig.4 TEM (a~c) and SEM (d~f) images of IA-treated 7055 aluminum alloys for 300 ℃, 20%+430 ℃, 5 min (a, d), 300 ℃, 40%+430 ℃, 5 min (b, e) and 300 ℃, 60%+430 ℃, 5min (c, f)
当新相从母相中析出时, 整个过程中系统自由能变化∆G如下[21,22]:
式中, V为新相体积,
式中,
随
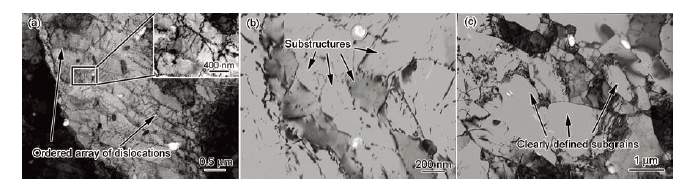
析出相粒子的回溶和高温回复会对中间退火的亚结构产生影响. 析出相粒子的长大遵循Ostwald熟化原理, 较小颗粒消溶而较大颗粒长大[23]. 未完全溶解的细小析出相会继续钉扎界面, 而部分完全溶解的析出相和粗化十分严重的析出相会失去钉扎界面的作用, 失去钉扎的晶界(亚晶界)和位错变得活跃, 使预变形时产生的大量位错胞发生不同程度的静态回复. 图5为不同预变形试样经中间退火后的亚结构形貌的TEM像. DHR1试样经430 ℃, 5 min退火后发生了静态回复, 位错重新组合形成有序的位错阵列. 沿与晶界约45°方向在晶内形成条带状组织(图5a), 该条带状组织由位错阵列组成(图5a中插图). 随变形量逐渐增大, 条带状组织逐渐等轴化, 并在变形量达到60%时形成边界明晰的亚晶组织(图5b和c). 430 ℃退火属高温回复处理(温度>0.3Tm, Tm为7055铝合金的熔点), 可使刃位错攀移并产生2个结果: (1) 为降低弹性畸变能, 不规则排布的位错会重新分布并形成位错墙; (2) 形成多边化结构, 沿垂直于滑移面方向且具有一定取向差的位错墙经多边化而产生亚晶. 而高温回复阶段, 多边化过程的驱动力来自于应变能的下降, 所以随应变量增加, 多边化程度变大, 最终形成边界明晰的亚晶[22].
图5 不同预变形试样经中间短时退火后的亚结构形貌的TEM像
Fig.5 TEM images of substructures of the IA-treated 7055 aluminum alloys after pre-deformations 300 ℃, 20% (a), 300 ℃, 40% (b) and 300 ℃, 60% (c) (Inset in
中间退火后, 因Ostwald熟化而未能完全消溶的细小析出相继续钉扎界面, 且此阶段由静态回复而形成的大量亚结构会在最终热轧过程中经历一定转变, 产生细化晶粒的作用.
图6 7055铝合金最终热轧后的OM像和EBSD像
Fig.6 OM images (a1~c1) and EBSD maps of grain boundaries (a2~c2) and grain orientations (a3~c3) of DHR1(a1~a3), DHR2 (b1~b3) and DHR3 (c1~c3) alloys (Insets in Figs.a2~c2 show the enlarged images of the rectangular areas)
图6为7055铝合金最终热轧后的OM像和EBSD像. 可以看出, 最终热轧后获得了明显的纤维状变形条带, 条带间距从DHR1到DHR3逐渐变窄(图6a1~c1), 晶内小角晶界逐渐减少(图6a2~c2). 基体中原始晶界附近出现细小等轴晶(图6a2~c2中插图). 原因是中间退火产生的大量亚结构在随后的高温(400 ℃)和累积大应变条件下发生变化, 晶界活度增加, 小角度晶界逐渐稳定而转变成大角度晶界[24]. 从DHR1到DHR3试样, {101}取向晶粒增多说明从DHR1到DHR3的动态回复变弱(图6a3~c3). 由于变形温度越高, 位错和晶界(亚晶界)的活度更大, 更易迁移和合并, 且DHR1比DHR3的高温变形量更大, 回复更严重, 故细晶效果也更明显.
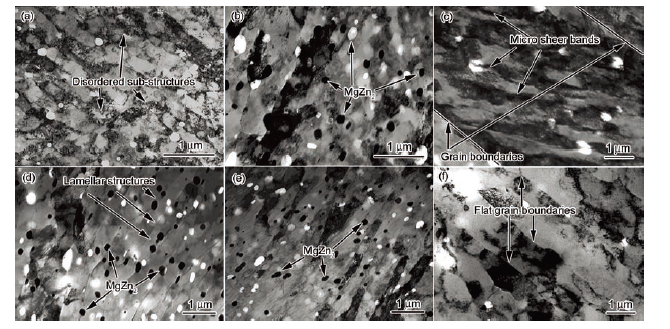
图7 7055铝合金不同工艺最终热轧后的TEM像
Fig.7 TEM images of the final processed alloys for CHR (a), DHR1 (b, c), DHR2 (d) and DHR3 (e, f)
图7为7055铝合金不同工艺终轧态的TEM像. 图7a为CHR工艺处理后的微观组织, 合金的变形组织极不均匀, 晶界缠绕大量位错, 局部有等轴状的亚晶, 亚晶界不明晰, 沿着变形的方向不均匀分布. 晶粒被拉长沿变形方向呈带状, 条带宽度较宽. 从图7b~f可以看出, 随着最终热轧阶段变形量的减小(DHR1→DHR3), 析出相尺寸变化不大但数量减小. 统计表明, 不同工艺终轧后, DHR1, DHR2和DHR3试样析出相的尺寸分别为110, 140和150 nm, 面积分数分别为6.2%, 5.1%和4.4%. 与最终热轧温度相比, 预变形温度低, 原子运动慢, 位错活度低, 所以同等变形量下, 合金中可累积的缺陷就比最终热轧多. 这些缺陷在高温热轧时形成短路扩散, 加快析出相回溶, 故预变形量越大, 可以累积的晶体缺陷会更多, 高温热轧阶段应变诱导析出相回溶速度越快.
析出相对界面的钉扎力可表达为[25]:
式中, PZ为Zener钉扎力, FV为析出相体积分数, γb为常数, d为析出相平均直径. 从DHR1到DHR3析出相的面积分数逐渐减少而尺寸变化不大, 即γb和d不变而FV减小. 因此, 在热轧过程中析出相对亚结构的钉扎力逐渐变弱. 可见, 随最终热轧变形量减小, 等轴晶数量也减少, 晶粒细化效果弱化.
图7c显示DHR1工艺处理后不仅形成大量亚晶, 还观察到微观剪切带(micro sheer band, MSB), 其由大量规则排列的细小亚晶组成. Hurley和Humphreys[26]认为, MSB由变形带转变而来, 能增加小角晶界数量, 还可细化亚晶, 且在后续再结晶处理中能成为优先形核位置[24,27]. 随高温阶段变形量的减小, 经DHR2工艺获得了清晰的条带状组织, 析出相沿条带组织边界分布(图7d). 继续减少高温阶段变形量至20%, 条带状组织更加明显, 由于回复和钉扎力的减弱使得边界更加平直(图7f). 与DHR1试样相比, DHR3试样的晶粒宽度变窄(明显细化), 但随高温阶段变形量的减少, 晶界变得越来越清晰, 内部亚结构减少.
CHR和DHR最终轧态的组织差异是由不同变形工艺引起的, CHR和DHR工艺的不同之处在于DHR包含了预变形和中间退火过程. 预变形促使大量的MgZn2析出(图7b), 阻碍位错移动并形成高密度的位错胞, 随后的中间退火引起回复并形成大量亚晶, 其在最终热轧中堆积产生变形带. CHR工艺因缺乏这些调控析出相和亚结构的中间环节而导致热轧后的组织紊乱、无序、不均匀, 最终引起不均匀的再结晶组织.
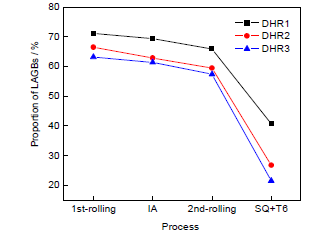
综上所述, 晶粒细化主要通过位错相互抵消和重排而使小角度晶界转变为大角度晶界, 而析出相在其中发挥了重要作用. 较多模型[15,16,28,29]已描述过粒子/析出相和亚结构对细化晶粒的影响, 据此及本工作结果可知, DHR工艺细化晶粒的具体过程为: (1) 300 ℃预变形产生大量球形析出相, 并使其周围缠绕大量位错, 进一步回复形成位错胞, 如图2所示; (2) 短时中间退火过程中位错活度变大, 析出相发生部分回溶和长大而使其钉扎效果减弱, 位错有序化并重新排布组合形成亚晶, 如图4和5所示; (3) 高温阶段的累积变形使晶粒进一步拉长(图7). 由于粒子的钉扎和累积应变作用, 亚晶界逐渐稳定, 小角晶界转变成大角晶界, 小角度晶界减少(图6和8), 原始晶界附近出现细小等轴晶, 从而实现晶粒细化(图6a2~c2).
图8 不同工艺下小角度晶界比例
Fig.8 Proportion of low angle grain boundaries (LAGBs) in different processes
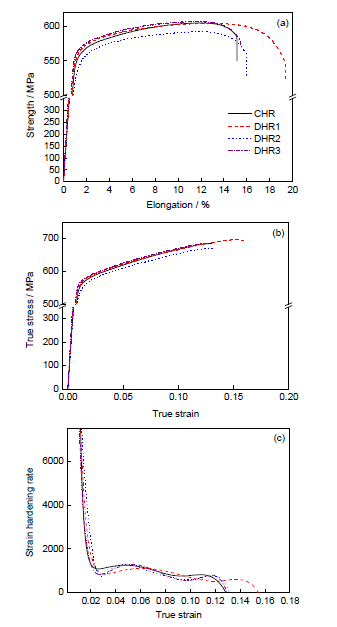
所有轧板经固溶和T6时效后的室温拉伸工程应力-应变曲线如图9a所示. 可见, CHR+T6态合金的抗拉强度和延伸率分别为605 MPa和14.6%, 而DHR1+T6态合金的抗拉强度和延伸率分别是604 MPa和18.2%, 试样经过一定颈缩后才发生断裂. 根据文献[30]的经验公式将图9a所示工程应变-应力曲线换算成真应变-应力曲线, 如图9b所示. 可见, 真应变-应力曲线载荷达到最大值后没有下降, 而是继续上升直到断裂. 这是因为拉伸变形过程中发生加工硬化而使变形继续进行. 图9c所示为相应拉伸试样的加工硬化率-真应变曲线. 加工硬化率表征材料在经历塑性变形时, 其硬化程度随应变量的变化速率. 加工硬化率大于零时表示材料在变形中能进一步储存位错, 产生加工硬化现象; 小于零时表明材料中的变形在局部集中, 导致出现缩颈而进入塑性失稳阶段, 如果再继续变形材料会发生断裂. DHR1工艺处理后的合金在真应变较高(
图9 固溶时效处理后合金的工程应力-应变曲线、真应力-应变曲线和加工硬化率-真应变曲线
Fig.9 Engineering stress-strain curves (a), true stress-strain curves (b), and strain hardening rate curves (c) of the alloys after solution and T6 aging treatment
(1) 采用两阶段热轧(DHR)工艺对7055铝合金进行轧制, 发现随预变形量增加, 析出相逐渐被球化, 尺寸增大, 密度减小, 但其面积分数并未变化. 然而较大的预变形量会导致析出相尺寸增大而失去或减弱其对位错的钉扎效果, 不利于细化晶粒.
(2) 预变形引入的位错不断缠结并回复形成位错胞, 而球化后的MgZn2相对位错和晶界(亚晶界)的钉扎导致中间退火过程中由于回复形成大量亚结构. 退火后析出相颗粒的钉扎作用联合进一步热轧累积的变形使亚结构中的小角度晶界转变成大角度晶界, 实现晶粒细化.
(3) 细晶可明显提高塑性, 从而改善合金的综合力学性能, 特别是采用DHR1工艺可使T6态7055铝合金在保持高强度的同时, 断裂延伸率比CHR试样提升25%, 晶粒细化起到关键作用.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}