
桂晓露 , 赵平
, 赵平
GUI Xiaolu, ZHAO Ping
中图分类号: TG146.2
文献标识码: A
文章编号: 0412-1961(2016)09-1036-09
通讯作者:
收稿日期: 2015-12-28
网络出版日期: 2016-09-27
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 桂晓露, 女, 1990年生, 助理工程师
展开
摘要
对20Mn2SiCrNiMo贝氏体/马氏体复相高强钢进行淬火-配分-回火(Q-P-T)工艺处理, 并采用紧凑拉伸试样进行疲劳实验. 结果表明, Q-P-T工艺参数对贝氏体/马氏体复相高强钢的疲劳断裂特性具有显著影响, 经过合理的Q-P-T工艺处理的贝氏体/马氏体复相高强钢具有较高的疲劳门槛值(ΔKth=13.2 MPam1/2)及较低的裂纹扩展速率. 显微组织及裂纹扩展路径观察显示, Q-P-T处理的贝氏体/马氏体复相高强钢的显微组织包括贝氏体、马氏体和残余奥氏体薄膜, 其中“柳叶状”贝氏体及纳米级残余奥氏体薄膜可以阻碍裂纹扩展, 迫使裂纹转折、分叉或“间断”, 这是贝氏体/马氏体复相高强钢疲劳断裂性能改善的主要因素.
关键词:
Abstract
Recently, low-cost advanced high strength steels (AHSS) with high toughness and fatigue limit have been developed in order to ensure the safety and lightweight of the engineering components. As promising candidates for next generation of AHSS, the bainite/martensite multiphase high strength steels exhibit excellent combination of strength and toughness due to the refined multiphase microstructure and retained austenite films located between bainitic ferrite laths. The previous works showed that the mechanical properties of bainite/martensite multiphase steels can be further improved through quenching-partitioning-tempering (Q-P-T) process. In the present work, the effect of Q-P-T process on the microstructure and fatigue behaviors of steels was investigated, and the relationship between the microstructure and the fatigue crack propagation was discussed in detail. Here, a 20Mn2SiCrNiMo bainite/martensite multiphase steel was treated by Q-P-T processes: (1) quenching to 200 ℃, partitioning at 280 ℃ for 45 min and finally tempering at 250 ℃ for 2 h (QPT200 sample); (2) quenching to 320 ℃, partitioning at 360 ℃ for 45 min and finally tempering at 250 ℃ for 2 h (QPT320 sample). Microstructure observations showed that the QPT200 sample consisted of leaf-shaped bainite, martensite and filmy retained austenite (RA), while some blocky martensite/austenite (M/A) islands were observed in QPT320 sample. The volume fractions of retained austenite in QPT200 and QPT320 samples are 4.5% and 9.8%, respectively. The fatigue crack propagation rate da/dN and threshold value of fatigue cracking ΔKth were measured using compact-tensile specimens. The results showed that the Q-P-T process parameters had a significant influence on the microstructures and fatigue properties of the bainite/martensite multiphase steels. The bainite/martensite multiphase steel after appropriate Q-P-T treatment (QPT 200 sample in the present work) has higher ΔKth and lower da/dN, which originates from the resistance on fatigue crack propagation due to the presence of leaf-shaped bainite and nanometer-sized retained austenite films. Furthermore, although the volume fraction of retained austenite in QPT320 sample is higher than that in QPT200 sample, the ΔKth of QPT 320 sample is lower than that of QPT200 sample. It is suggested that the effect of retained austenite on the fatigue behaviors depends on its volume fraction, size and morphology.
Keywords:
我国铁路交通发展迅速, 为了实现铁路交通用钢的高安全性、轻量化及低成本, 有必要发展具有良好韧性和塑性的先进高强钢[1,2]; 同时, 很多铁路用钢部件需要承受循环周次大于108 cyc的循环载荷, 提高这些高强钢的疲劳性能是目前的研究热点[3,4]. 其中贝氏体/马氏体(B/M)复相高强钢具有良好的强韧性匹配及疲劳性能, 是先进高强钢的重要组成部分[5,6].
研究[6]表明, B/M复相组织由贝氏体、马氏体以及分布在贝氏体或马氏体板条内部及板条间的残余奥氏体组成. 一般认为, 先形成的贝氏体可分割原奥氏体晶粒, 随后形成的马氏体板条束/群(martensite block/packet)得到细化, 使疲劳断裂单元的“有效晶粒尺寸”减小; 并且残余奥氏体可以阻碍疲劳裂纹扩展, 在较高应力强度因子ΔK的条件下, 有利于降低疲劳裂纹的扩展速率da/dN[7]. 一般而言, 残余奥氏体的机械稳定性是决定B/M复相高强钢疲劳性能的重要因素, 而残余奥氏体的稳定性与其C含量、形态、尺寸和分布等都密切相关[8,9].
最近发展的淬火-配分(Q&P)[10,11]和淬火-配分-回火(Q-P-T)[1,12,13]工艺为调控残余奥氏体提供了新的思路. Q&P工艺是将钢奥氏体化后, 冷却至马氏体相变开始温度Ms和结束温度Mf之间的某一温度(Tq), 然后在Tq或高于Tq温度保温一段时间, 使过饱和马氏体中的C配分至未转变的奥氏体中, 从而使富C的奥氏体保留至室温, 最终获得马氏体/残余奥氏体复相组织. 本课题组前期工作[14,15]将Q&P和Q-P-T工艺应用到B/M复相高强钢的热处理过程, 在淬火或配分阶段得到一定含量的贝氏体组织, 贝氏体组织分割原奥氏体晶粒, 细化组织, 同时可稳定一部分残余奥氏体, 最终可获得良好的强度、韧性和塑性匹配.
文献[16, 17]报道了B/M复相高强钢的疲劳性能, 与马氏体高强钢相比, B/M复相高强钢具有高的疲劳裂纹扩展门槛值ΔKth和低的da/dN; 但是目前仍鲜有文献[18]报道Q&P或Q-P-T钢的疲劳性能. 本工作采用Mn-Si-Cr系B/M复相钢为研究对象, 采用2种Q-P-T处理工艺获得具有不同显微组织的复相高强钢, 研究其疲劳裂纹扩展特性及其相关机制.
实验采用的20Mn2SiCrNiMo钢的化学成分(质量分数, %)为: C 0.22, Mn 1.5~2.0, Si 0.8~1.5, Cr+Ni+Mo 1.2, Fe余量. Si能抑制渗碳体析出, 有利于促进更多的C富集到奥氏体中进而获得稳定的残余奥氏体组织. 实验钢经50 kg的真空感应炉冶炼后, 锻造成尺寸为30 mm×70 mm×300 mm的板材, 在热处理之前, 将锻造的板材在950 ℃进行完全退火.
利用DIL-805L淬火膨胀仪测定实验钢的Ac1 (奥氏体转变开始点), Ac3 (奥氏体转变结束点)和Ms相变点分别是690, 817和340 ℃. 根据实验钢的相变点设计以下2种热处理工艺: (1) 将尺寸为15 mm×50 mm×50 mm的实验钢加热至880 ℃保温60 min进行完全奥氏体化, 强制风冷至200 ℃ (平均冷速约为2 ℃/s), 然后在280 ℃进行C配分, 配分时间为45 min; (2) 将奥氏体化后的实验钢, 强制风冷至320 ℃ (平均冷速约为2 ℃/s), 然后在360 ℃进行C配分, 配分时间为45 min. 为了消除残余应力, 将2组试样都在250 ℃回火120 min, 为了叙述方便, 将上述2组试样分别命名为QPT200和QPT320.
拉伸试样采用原始标距为25 mm, 直径为5 mm的标准拉伸试样(GBT228-2002), 在SANS5305拉伸试验机上进行拉伸实验. 冲击实验采用尺寸为10 mm×10 mm×55 mm的V型缺口标准冲击试样在系列温度下进行. 经2% (体积分数)硝酸酒精溶液腐蚀后, 利用EVO18扫描电镜(SEM)进行组织表征. 利用JEM 2010F透射电子显微镜(TEM)进行观察, TEM试样制备过程为: 先将薄片试样机械研磨至30~40 μm, 用冲样器冲成直径为3 mm的圆片, 再利用双喷电解减薄仪减薄成薄膜试样, 双喷液为95%C2H5OH+5%HClO4 (体积分数)溶液, 温度为-20~-30 ℃, 电流为30~50 mA. 电子背散射衍射(EBSD)实验在配有EBSD附件的EVO18 SEM上进行, 电压为15 kV, 扫描步长为0.08~0.15 μm, 采用HKL Channel 5软件进行实验处理得到取向成像图、取向极图、取向差分布图和有效晶粒尺寸等. EBSD试样首先机械抛光后再在室温下进行电解抛光, 以避免机械抛光造成的应力层对电子背散射信号的干扰, 电解抛光液为10% (体积分数)高氯酸酒精溶液, 电压为20 V, 抛光时间为10~15 s. 采用Dmax 2500-V X射线衍射仪(XRD)对钢中的残余奥氏体进行定量分析, Cu靶, 工作电压40 kV, 电流200 mA, 扫描速度为2°/min, 扫描范围35°~95°. 选择奥氏体的(200)γ, (220)γ和(311)γ衍射峰以及马氏体的(200)α和(211)α衍射峰, 通过直接对比法获得残余奥氏体的体积分数[19].
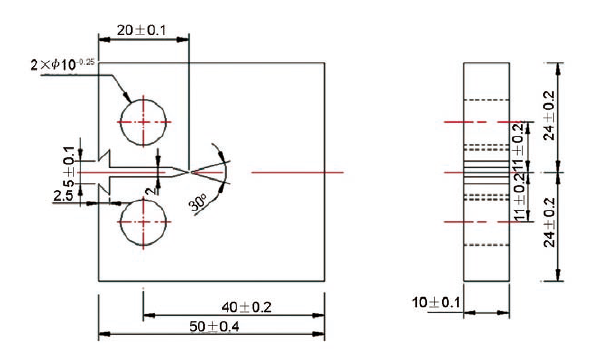
疲劳裂纹扩展速率实验采用GB/T6398-2000所规定的试样, 紧凑拉伸(C-T)试样的尺寸示意图见图1. 利用MTS 880电液伺服高频疲劳试验机进行疲劳裂纹扩展速率实验, 加载频率f =20 Hz, 应力比R=0.1, 实验温度为25 ℃. 实验结束后, 将含有疲劳裂纹扩展路径部分的样品线切割取样, 磨光、抛光后用2% (体积分数)硝酸酒精腐蚀, 采用EVO18 SEM观察疲劳裂纹扩展路径.
图1 测试疲劳裂纹扩展速率用紧凑拉伸(C-T)试样示意图
Fig.1 Schametic of compact-tensile sample used in fatigue crack propagation rate measurement (unit: mm)
图2a和b分别为20Mn2SiCrNiMo钢经不同Q-P-T工艺处理的QPT200和QPT320试样显微组织的SEM像. 可以看出, QPT200试样的组织以贝氏体、马氏体和残余奥氏体为主, 其中贝氏体多呈“柳叶状”, 先形成的贝氏体分割原奥氏体晶粒, 从而使马氏体组织细化. QPT320试样的组织多以粒状贝氏体、马氏体以及粗大的马氏体/奥氏体(M/A)岛组成.
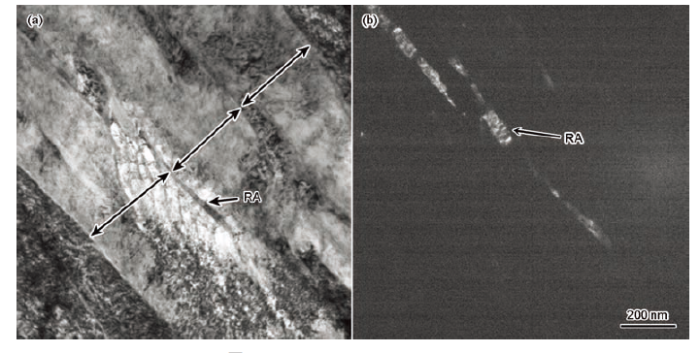
图2c和d分别为QPT200和QPT320试样的EBSD像. 一般而言, 位错密度增加或晶格畸变增加, EBSD像的衬度降低, 而马氏体位错密度大于贝氏体, 因此衬度偏低, 由此可以辨别M/A岛等组织[20]. 由图2d可见, 在QPT320试样中存在大量的M/A岛, M/A岛大多数分布在晶界附近, 残余奥氏体(红色显示)呈块状, 分布在M/A岛附近. 由于QPT200试样中残余奥氏体的尺寸太小, EBSD无法识别, 因此采用TEM对其残余奥氏体进行表征, 如图3所示. 可见, QPT200试样中残余奥氏体呈薄膜状, 宽度约为50 nm (小于本工作中采用的EBSD的步长), 这些残余奥氏体薄膜分布在贝氏体铁素体板条之间, 贝氏体板条宽度约为500 nm, 而若干贝氏体板条又组成了“柳叶状”的贝氏体片条, 如图3a中双箭头所示. 由此可见, SEM像中观察到的“柳叶状”贝氏体片条仍具有精细的亚结构[6]. 利用XRD测定QPT200和QPT320试样的残余奥氏体体积分数分别为4.5%和9.8%. 已有研究[21~23]表明, Q&P和Q-P-T参数对残余奥氏体的形态和含量具有显著影响, 因而影响其力学性能.
本工作利用EBSD统计了QPT200和QPT320试样的有效晶粒尺寸分别为1.5和2.0 μm. 有效晶粒不同于原奥氏体晶粒, 是指晶界或亚晶界取向差大于15°的晶粒. 一般认为取向差大于15°的晶界或亚晶界对裂纹扩展具有明显的阻碍作用[24].
表1为20Mn2SiCrNiMo钢经不同Q-P-T工艺处理的QPT200和QPT320试样的常规力学性能. 可见, 与QPT320试样相比, QPT200试样强度稍高、延伸率稍低, 但其冲击韧性大幅度提高. 研究[24]表明, 大角度晶界可以阻碍裂纹的扩展, 迫使裂纹改变扩展方向, 有利于冲击韧性的改善. 本工作中QPT200试样的有效晶粒尺寸较小, 同时没有观察到粗大的M/A岛, 因此冲击韧性得到改善.
表1 QPT200和QPT320试样的常规力学性能
Table 1 Mechanical properties of samples QPT200 and QPT320
| Sample | Rm | Rp0.2 | At | Agt | AKV |
|---|---|---|---|---|---|
| MPa | MPa | % | % | Jcm-2 | |
| QPT200 | 1407 | 1131 | 15.16 | 5.43 | 80 |
| QPT320 | 1319 | 996 | 18.76 | 8.16 | 30 |
图2 20MnSiCrNiMo钢经不同淬火-配分-回火(Q-P-T)工艺处理的QPT200和QPT320试样显微组织的SEM像和EBSD像
Fig.2 SEM (a, b) and EBSD (c, d) images of 20MnSiCrNiMo steel for samples QPT200 (a, c) and QPT320 (b, d) (B—bainite, M—martensite, M/A—martensite/austenite island, GB—granular bainite)
图3 QPT200试样残余奥氏体的TEM像
Fig.3 Bright-field (a) and dark-field (b) TEM images of retained austenite in QPT200 sample (Double-head arrows in
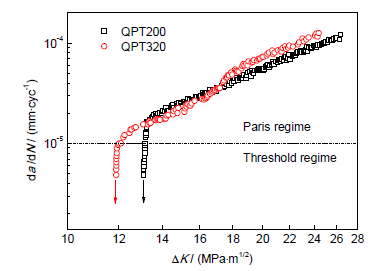
疲劳裂纹门槛值ΔKth是表征材料抵抗疲劳裂纹开始扩展的抗力指标[16]. 图4为QPT200和QPT320试样在R=0.1时的da/dN-ΔK曲线. 可见, QPT200和QPT320试样的ΔKth分别约为13.2和11.8 MPam1/2. 可见, Q-P-T热处理工艺参数对高强钢的ΔKth具有显著影响.
对比2种试样的da/dN, 当ΔK为14~17 MPam1/2时, da/dN<3×10-5 mm/cyc, QPT200试样的da/dN稍高于QPT320试样, 但是当ΔK>17 MPam1/2时, da/dN>3×10-5 mm/cyc, QPT200试样的da/dN低于QPT320试样, 而且在ΔK较高的情况下, 两者的差别更明显.
图4 QPT200和QPT320试样的疲劳裂纹扩展速率-应力强度因子(da/dN-ΔK)曲线
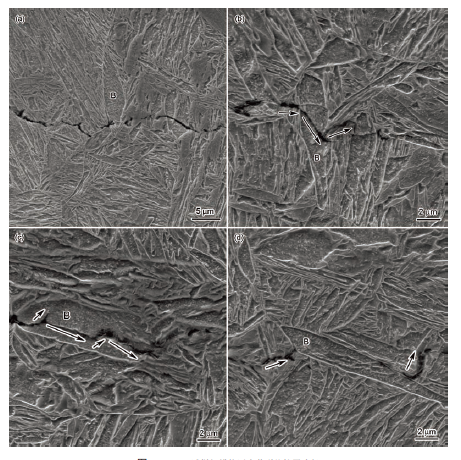
图5为QPT200试样疲劳裂纹近门槛区扩展路径的SEM像(箭头表示裂纹扩展方向). 由图5a可见, 裂纹在扩展中发生明显的转折与分叉, 特别是裂纹遇到“柳叶状”的贝氏体片条. 由于贝氏体铁素体的C过饱和度及位错密度明显低于马氏体组织, 同时在贝氏体铁素体板条之间分布着纳米级残余奥氏体薄膜(图3), 因此贝氏体对裂纹扩展具有一定的阻碍作用. 通过大量的精细观察发现, “柳叶状”贝氏体片条对裂纹扩展的阻碍作用具有以下形式: (1) 当裂纹扩展方向与“柳叶状”贝氏体片条的长轴基本垂直时, 裂纹扩展方向在贝氏体/马氏体界面处会发生转折, 穿越贝氏体片条之后, 扩展方向再次发生转折, 如图5b所示; (2) 当裂纹扩展方向与“柳叶状”贝氏体片条的长轴基本平行时, 裂纹挺直地扩展至贝氏体片条, 但在片条内部裂纹会发生分叉及偏折, 如图5c所示; (3) 当裂纹遇到“柳叶状”贝氏体时发生“间断性”扩展, 如图5d所示, 裂纹的“间断性”扩展并不能表明裂纹停止扩展, 可能是改变方向沿着其它裂纹面扩展. 总而言之, 裂纹遇到“柳叶状”贝氏体会发生转折、分叉或间断, 在这个过程中均会吸收一定的能量, 降低裂纹的扩展速率.
图5 QPT200试样门槛值区疲劳裂纹扩展路径
Fig.5 Fatigue crack growth paths in threshold regime of QPT200 sample (Arrows show crack propagation directions)(a) under smaller magnification(b) when the crack propagation direction is vertical to the long axis of bainitic plates(c) when the crack propagation direction is parallel to the long axis of bainitic plates(d) sho wing the "discontinuous" propagation of crack
图6为QPT320试样疲劳裂纹近门槛区扩展路径的SEM像(箭头表示裂纹扩展方向). 如图6a所示, 疲劳裂纹较为平直, 没有明显的转折或间断. 通过精细的观察可发现, 当裂纹遇到M/A岛时, 一般直接穿过M/A岛, 而并没有发生大角度的转折, 如图6b和c所示. 研究[25~27]表明, M/A岛包括C含量较高的马氏体和块状的残余奥氏体组织; 在裂纹尖端应力/应变的作用下, 块状的残余奥氏体会继续转变成高C含量的马氏体, 这些马氏体硬度较高, 但是韧性较差, 因此很容易成为裂纹扩展的通道或诱导二次裂纹的萌生, 如图6d所示.
图6 QPT320试样门槛值区疲劳裂纹扩展路径
Fig.6 Fatigue crack growth paths in threshold regime of QPT320 sample (Arrows show crack propagation directions)
(a) under smaller magnification(b, c) showing the relationship between the M/A islands and the crack paths(d) secondary crack initiation from the M/A island
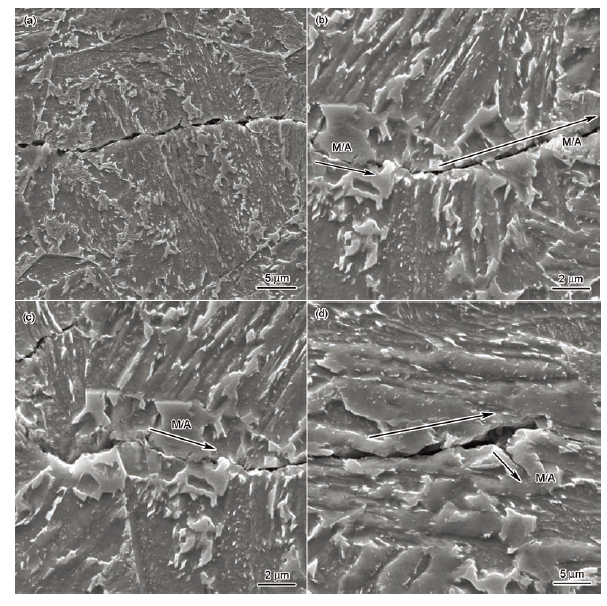
图7a和b为QPT200试样在近门槛区与疲劳裂纹扩展区断口的SEM像. 由图7a可见, 断口表面存在大量的撕裂棱以及相互挤压的痕迹(箭头所示); 如图7b所示, 在裂纹扩展区, 可观察到较密集的疲劳辉纹与撕裂棱, 同时存在二次裂纹(箭头所示).
图7c和d为QPT320试样在近门槛区与裂纹扩展区断口的SEM像. 由图7c可见, 与QPT200试样不同, 在QPT320的近门槛区断口处观察到了解理断口, 而且解理断口处存在二次裂纹; 如图7d所示, 在裂纹扩展区也观察到了解理与准解理断口.
研究[28]表明, 抗拉强度为1500 MPa的50CrV高强钢经860 ℃油淬, 496 ℃回火后, 其ΔKth约为8 MPam1/2. 具有相似C含量的25Cr2NiMo1V钢经鼓风冷却, 665 ℃回火后, 抗拉强度为764 MPa, 其ΔKth约为8.4 MPam1/2[29]. 由此可见, 贝氏体/马氏体复相高强钢的ΔKth明显提高. 而且本课题组前期研究[16]表明, 采用常规热处理(空冷+低温回火)获得贝氏体/马氏体复相高强钢的ΔKth约为12.78 MPam1/2, 可见, 经过Q-P-T处理之后的贝氏体/马氏体复相高强钢具有更优异的疲劳断裂性能.
同时, Q-P-T工艺参数对贝氏体/马氏体复相高强钢的常规力学性能及疲劳断裂特性也具有显著的影响, QPT200试样的ΔKth约为13.2 MPam1/2, 比QPT320试样提高了10%. 由上述实验结果可知, QPT200试样中, 贝氏体形态以“柳叶状”为主, 其可分割原奥氏体晶粒, 细化马氏体组织, 具有较小的有效晶粒尺寸, 而且其残余奥氏体主要呈现薄膜状, 宽度约为50 nm, 具有很高的稳定性, 可以有效阻碍疲劳裂纹扩展; 而QPT320试样中存在大量的块状M/A岛, 虽然残余奥氏体体积分数较高, 但是残余奥氏体呈块状, 在裂纹尖端应力/应变作用下, 极易发生马氏体转变, 对裂纹扩展的阻碍作用有限.
钢中残余奥氏体对疲劳性能的影响已有很多报道[30~32], 但是仍尚无定论. 一般认为[30,31], 引进残余奥氏体可以改善钢的疲劳性能, 通过加入Si等元素, 抑制渗碳体的析出, 进而使奥氏体残留至室温, 残余奥氏体替代了脆性的碳化物, 可以抑制疲劳裂纹的萌生. 然而有研究[32]表明, 钢的疲劳极限随着残余奥氏体体积分数的增加而降低. 同时研究[33,34]认为, 残余奥氏体对疲劳裂纹扩展速率的影响还可能与应力强度因子的大小有关. 本工作显示, 虽然QPT320试样含有较多的残余奥氏体, 但是其ΔKth低于QPT200试样, 结合裂纹扩展路径及疲劳断口形貌观察可见, 除了残余奥氏体含量, 残余奥氏体的形态、尺寸及分布对钢的疲劳断裂特性也具有显著的影响.
图7 QPT200和QPT320试样的疲劳断口形貌
Fig.7 Fatigue fracture morphologies at near threshold zone (a, c) and propagation zone (b, d) of samples QPT200 (a, b) and QPT320 (c, d)
(1) Q-P-T工艺参数对20Mn2SiCrNiMo钢的显微组织及常规力学性能具有显著的影响. QPT200试样的组织由“柳叶状”贝氏体、马氏体和薄膜状残余奥氏体组成, 具有较小的有效晶粒尺寸; QPT320试样的组织中观察到大量的块状马氏体/奥氏体(M/A)岛. QPT200试样具有显著优异的冲击韧性.
(2) 在循环应力比R=0.1的条件下, QPT200试样的疲劳裂纹门槛值ΔKth约为13.2 MPam1/2, 而QPT320试样的ΔKth约为11.8 MPam1/2, 而且在应力强度因子ΔK较高的情况下, QPT200试样的疲劳裂纹扩展速率da/dN低于QPT320试样.
(3) QPT200试样中, 裂纹遇到“柳叶状”贝氏体会发生转折、分叉或间断; 而在QPT320试样中, 疲劳裂纹较为平直, 并没有明显的转折或间断, 而且在疲劳断口中可观察到解理与准解理形貌.
(4) 采用合理的Q-P-T工艺参数处理的贝氏体/马氏体复相钢具有较高的ΔKth以及较低的da/dN, 这主要是由于“柳叶状”贝氏体及纳米级残余奥氏体薄膜对疲劳裂纹扩展的阻碍作用.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}