
于冰冰 , 赵子博
, 赵子博
YU Bingbing, ZHAO Zibo
中图分类号: TG132.3
文献标识码: A
文章编号: 0412-1961(2016)07-0831-11
通讯作者:
收稿日期: 2015-11-20
网络出版日期: 2016-07-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
作者简介:
作者简介: 于冰冰, 男, 1986年生, 博士生
展开
摘要
研究了TC17钛合金电子束焊接接头的显微组织与力学性能. 研究表明, 焊接接头由熔合区(FZ)、热影响区(HAZ)和母材区(BM)组成. 焊态下, FZ由β柱状晶组成, HAZ由针状α/α'相、等轴α相和亚稳态β相组成. 在630~800 ℃范围焊后热处理后, FZ和HAZ中的亚稳态β相分解, 生成α相和β相, 随着焊后热处理温度的升高, FZ和HAZ中的α相板条厚度增加, 晶界α相发生粗化. 焊态和800 ℃, 2 h, A.C.焊后热处理条件下, FZ在450 ℃高温拉伸过程中会析出次生α相板条, 导致熔合区抗拉强度升高, 屈强比降低. 焊接接头的拉伸断裂优先发生于屈服强度低的区域, 接头各区域屈服强度相差不大时, 最终断裂发生在硬度较低的区域. TC17钛合金电子束焊接接头的最佳焊后热处理制度为630 ℃, 2 h, A.C., 此时焊接接头具有良好的拉伸强度和塑性匹配.
关键词:
Abstract
Most titanium alloys have been designed for aeronautical applications, where their excellent specific properties are fully employed and weldability is a classic problem with Ti and its alloys. Microstructure and mechanical properties of the electron beam weldments of TC17 alloy were investigated in this work. The results showed that there exhibited three zones across the TC17 electron beam weldment: the fusion zone (FZ), heat affected zone (HAZ) and base metal (BM). It was also observed that the as-welded FZ consisted of metastable β columnar grains, while the HAZ consisted of acicular α/α′ phase, equiaxed α phase and metastable β phase. Furthermore, it was indicated that the transformation from metastable β phase to α+β phase happened when the FZ and HAZ were post-weld heat treated at 630~800 ℃, the coarsening of α laths and the grain boundary α were also observed when the heat treatment temperature increased. The increasing of 450 ℃ ultimate tensile strength of FZ was ascribed to the precipitation of secondary acicular α platelets during tensile testing in the as-welded and 800 ℃ heat treated conditions, which led to the low yield ratio of FZ. The tensile failure location of the weldments was found to occur in preference in the low tensile yield strength area, or in the low hardness area when the difference between yield strength across the weldments is very small. It was concluded that the optimal post-weld heat treatment for the TC17 alloy weldment was 630 ℃, 2 h, A.C., at which the weldments showed good combination of tensile strength and elongation.
Keywords:
高温钛合金主要应用于航空发动机的涡轮盘、鼓筒及压气机叶片等零部件, 以减轻发动机的重量, 提高发动机的推重比, 从而达到提高发动机性能的目的[1,2]. 传统上, 发动机的叶片和涡轮盘采用机械连接, 若采取焊接取代机械连接不仅可使发动机进一步减重, 而且可以减少机械结合界面, 从而减少疲劳裂纹源[1]. 电子束焊接具有焊缝深宽比大、热影响区小、焊缝成形性好、无空气污染等特点, 是钛合金重要的连接工艺[3,4].
TCl7钛合金是一种富β稳定元素的α+β型两相钛合金, 其名义成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr(质量分数, %), 最高工作温度不超过500 ℃[5,6]. 该合金强度高、断裂韧性好、淬透深度大、锻造温度范围宽, 能够满足损伤容限设计的需要和高结构效益、高可靠性的要求, 因而该合金被广泛用来制造航空部件[7]. 随着我国先进航空发动机结构设计的需求, TC17钛合金零件之间需要采用焊接的方法进行连接. 目前, 国内外航空发动机用高温钛合金焊接的研究工作逐渐开展, 针对α+β型钛合金(如TC4钛合金)和近α型钛合金(如Ti60钛合金)均开展了大量的研究工作[8~13], 但对于亚稳β型钛合金TC17, 国内外的焊接研究工作主要集中于该合金的焊接接头性能测试与分析[14~16], 关于该合金电子束焊接接头各区域的相变、组织及断裂特征分析等研究工作相对较少.
本工作针对TC17钛合金, 开展该合金的电子束焊接接头的相变、组织特征、热处理工艺和力学性能与断裂行为研究, 目的是深入分析焊接接头的显微组织变化规律及其对力学性能的影响, 确定合理的焊后热处理工艺, 提高焊接接头的综合力学性能, 为该合金的工程化应用提供理论和实践依据.
实验所用TC17钛合金名义成分(质量分数, %)为Ti-5Al-2Sn-2Zr-4Mo-4Cr, 合金铸锭经3次真空自耗电弧熔炼, 铸锭在α+β相区自由锻造成锻件, 锻件的(α+β)/β相转变温度为895 ℃. 焊接前锻件的热处理制度为850 ℃, 4 h, A.C.+800 ℃, 4 h, W.Q.+630 ℃, 8 h, A.C., 锻件显微组织为等轴初生α相和β转变组织组成的双态组织, 见图1.
将锻件线切割成尺寸为150 mm×90 mm×14 mm的试板, 对试板的表面进行仔细的机械打磨及化学清洗, 消除表面污染物. 在ZD150-C高压真空电子束焊机上进行电子束焊接, 焊接方向平行于试板长度方向. 电子束焊接工艺参数为: 加速电压150 kV; 电子束束流54 mA; 焊接速度21 mm/s. 焊接完成后按照航空I级焊缝标准对焊缝进行X射线无损探伤, 保证用于实验分析的试样无可探焊接缺陷.
为了消除焊接残余应力, 并优化焊接接头力学性能, 对焊接接头进行了焊后热处理(PWHT). 焊后热处理在三段管炉中进行, 热处理工艺见表1.
表1 TC17钛合金焊接接头的焊后热处理工艺
Table 1 Post-weld heat treatments (PWHTs) of TC17 alloy weldments
| Heat treatment | Process |
|---|---|
| S-PWHT1 | 630 ℃, 2 h, A.C. |
| S-PWHT2 | 700 ℃, 2 h, A.C. |
| S-PWHT3 | 800 ℃, 2 h, A.C. |
| D-PWHT2 | 700 ℃, 2 h, A.C.+630 ℃, 2 h, A.C. |
| D-PWHT3 | 800 ℃, 2 h, A.C.+630 ℃, 2 h, A.C. |
在Axiovert 200MAT金相显微镜(OM)上观察焊接接头显微组织; 采用D/Max-2500PC X射线衍射仪(XRD)进行物相分析; 采用Tecnai G220型透射电子显微镜(TEM)对焊缝区的显微组织和相结构进行分析. 在FM-700e 数显Viclcers硬度计上进行显微硬度测量, 从接头一侧的母材到另一侧的母材, 每间隔约250 μm沿焊接接头横截面水平中心线进行显微硬度测试. 焊接接头拉伸试样垂直于焊接方向取样, 保证熔合区(FZ)处于棒状拉伸试样的标距中心位置(图2a); FZ拉伸试样平行于焊接方向取样, 保证试样标距部分均为熔合区金属(图2b). 在AG-100kNG型材料试验机上进行室温拉伸性能测试, 在AG-X 250kN型材料试验机上进行450 ℃拉伸性能测试. 采用SSX-550扫描电子显微镜(SEM)观察试样显微组织和断口形貌.
图2 熔合区在拉伸试样中的位置示意图
Fig.2 Schematics of location of the fusion zone (FZ) in the tensile specimen (unit: mm, BM—base metal) (a) tensile specimen of weldment (b) tensile specimen of FZ
焊接接头的宏观组织形貌如图3所示. 由于焊接过程中经历的热循环不同, 焊接接头分为FZ, 热影响区(HAZ)和母材区(BM) 3个区域. 焊接接头横截面宏观形貌为“螺钉”形, 焊缝正面以下3 mm范围内, FZ较宽, 呈“V”字形, 横截面中部的FZ两侧近似平行, 宽度为2 mm左右. 由图3可知, FZ中可以清晰地观察到粗大的柱状晶, 柱状晶的生长始于FZ边界终止于FZ中线处. 焊接接头中未发现裂纹、气孔等缺陷.
图3 TC17钛合金电子束焊接接头的宏观组织
Fig.3 Macrostructure of electron beam welding (EBW) weldment of TC17 titanium alloy (HAZ—heat affected zone)
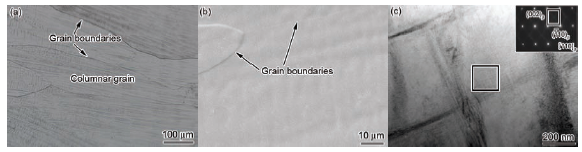
2.1.1 熔合区 图4为焊态条件下FZ的OM像、SEM像及TEM像. 由图4a和b可知, 焊态下, FZ组织由柱状晶组成, 晶内未观察到第二相的存在, 对FZ进行XRD分析发现, FZ全部为β相(图5). 图4c为FZ的TEM像, 在β柱状晶粒内部未观察到α相和马氏体相, SAED谱中可观察到β相的衍射斑点(图4c插图).
图4 焊态TC17钛合金电子束焊接接头FZ的微观组织
Fig.4 OM (a), SEM (b) and TEM (c) images of FZ in as-welded TC17 EBW weldment (Inset shows the SAED pattern in the square region of
图5 焊态TC17钛合金电子束焊接接头FZ的XRD谱
Fig.5 XRD spectrum of FZ of as welded TC17 titanium alloy EBW weldment
不同焊后热处理条件下, FZ的XRD谱如图6所示. 可以看出, 经焊后热处理, FZ中的亚稳态β相分解为α相和β相. 由不同热处理条件下的FZ显微组织(图7)可知, 当热处理温度在630 ℃(S-PWHT1)时, β柱状晶内部可观察到大量细小的针片状α相析出, 未观察到明显的晶界α相(图7a); 随着热处理温度升高到700 ℃(S-PWHT2), β晶粒内部析出的针状α相发生粗化, 同时可观察到连续的晶界α相(图7b); 当热处理温度升高到800 ℃(S-PWHT3)时, α相板条继续粗化, 板条之间的间距变大, 同时观察到晶界α相发生断裂和球化(图7c). 双重热处理(D-PWHT)后, FZ中针状α相的数量明显增多(图7d和e), 在β相基体中可观察到有细小的次生针状α相析出(图7e).
图6 不同焊后热处理条件下TC17钛合金电子束焊接接头FZ的XRD谱
Fig.6 XRD spectra of FZ of TC17 EBW weldment after different PWHTs (a) S-PWHT1 (b) S-PWHT2 (c) S-PWHT3 (d) D-PWHT2 (e) D-PWHT3
图7 不同焊后热处理条件下TC17钛合金电子束焊接接头熔合区的显微组织
Fig.7 Microstructures of FZ of TC17 EBW weldment after different PWHTs (Insets show high magnified images)(a) S-PWHT1 (b) S-PWHT2 (c) S-PWHT3 (d) D-PWHT2 (e) D-PWHT3
2.1.2 热影响区 图8为焊态条件下HAZ区域显微组织的SEM像. 可以看出, 焊接热循环对HAZ中α相的形貌和数量产生较显著影响. BM附近的far-HAZ区域由少量针片状α相、等轴α相和β相组成(图8a), 这是由于该区域在热循环过程中峰值温度较低, 母材中的片状α相少部分发生了溶解. 随着距FZ距离减小, 在middle-HAZ区域的热循环峰值温度逐步升高到接近(α+β)/β相转变温度, 母材中原有的片状α相大部分发生溶解, 此区域显微组织主要由等轴α相和β相组成(图8b). FZ附近的near-HAZ区域, 可观察到析出了大量的针状次生相(图8c), 通过TEM观察(图9)发现, 该次生相呈极细的针片状, SEAD谱标定表明该次生相为α或α′相. 这是由于该区域在电子束焊接过程中的峰值温度远远超过了(α+β)/β相相转变温度, 在β相区短暂停留期间, 由于元素扩散不充分[17], 部分α相转变为富含α相稳定元素的β相, 随后的焊后冷却过程中, 发生β相→α′相的马氏体相变, 在原始等轴α相边缘和心部均析出大量的针状α′相(图8c).
图8 焊态TC17钛合金电子束焊接接头HAZ的SEM像
Fig.8 SEM images of HAZ in as-welded TC17 EBW weldment (Insets show high magnified images)(a) far-HAZ (b) middle-HAZ (c) near-HAZ
图9 焊态TC17钛合金电子束焊接接头near-HAZ 的TEM像及SAED谱
Fig.9 TEM image and SAED pattern (inset) of near-HAZ in EBW weldment of TC17 alloy
焊后热处理条件下HAZ显微组织如图10所示. 随着热处理温度由630 ℃升高到800 ℃(图10a~c), near-HAZ中α相板条的数量经历增多到减少的过程, 同时, 随着温度的升高, 晶界α相发生粗化. 这是由于在630 ℃(图10a)和700 ℃(图10b)热处理, 亚稳的β相基体及α′相发生分解, 析出次生针状α相, 当温度升高到800 ℃时, 由于处于α+β两相区较高温度, 保温过程中发生了α→β转变, 大部分α相板条转变为β相, 同时, 残留的α相板条和晶界α相在保温过程中发生粗化(图10c). 经D-PWHT2热处理后, 与S-PWHT1条件相比, HAZ中针状α相的数量明显增多, 同时晶界α相的数量明显变少(图10d); 经D-PWHT3热处理后, 可观察到在原有的β相基体内析出了大量的针状次生α相(图10e).
图10 不同热处理条件下TC17钛合金电子束焊接接头near-HAZ的SEM像
Fig.10 SEM images of near-HAZ in TC17 EBW weldment after different PWHTs (Insets show high magnified images)(a) S-PWHT1 (b) S-PWHT2 (c) S-PWHT3 (d) D-PWHT2 (e) D-PWHT3
焊接接头的显微硬度分布如图11所示. 焊态下, 焊接接头显微硬度呈不均匀分布(图10a), BM的硬度最高, 约350~370 HV; HAZ的硬度呈波浪形不均匀分布, 在FZ附近的HAZ部位出现第一个峰值, 硬度约340 HV, 这是由于此区域析出的大量针状α′所致(图8c); 随着距FZ的距离增加, 硬度逐渐下降, 在HAZ中部出现一个波谷值(300 HV左右), 这是由于此区域针状α相减少所致[18](图8b); 在靠近BM的HAZ中, 显微硬度又逐渐恢复到与BM相近的水平; 焊接接头显微硬度的最低值出现在焊缝FZ(300~320 HV), FZ不同位置的硬度分布较均匀.
图11 焊态及不同热处理条件下TC17合金电子束焊接接头的显微硬度分布
Fig.11 Microhardness across the TC17 EBW weldments of as-welded condition and after different PWHTs(a) as-welded (b) S-PWHT1 (c) S-PWHT2 (d) S-PWHT3 (e) D-PWHT2 (f) D-PWHT3
焊后热处理后, 焊接接头各区域的组织改变会影响焊接接头的显微硬度分布. 如图11b所示, 焊后热处理温度在630 ℃(S-PWHT1)时, 焊接接头的硬度呈“马鞍型”分布, FZ的硬度最高, 为380 HV左右; HAZ的硬度次之, HAZ中靠近FZ位置处的硬度最高(380 HV), 靠近BM处的硬度值最低(340 HV); BM的硬度最低, 在340~360 HV之间. 当焊后热处理温度升高到700 ℃时(图11c), 焊接接头各区域硬度均出现下降, 但分布仍呈“马鞍型”, 硬度在300~340 HV之间波动. 当热处理温度在800 ℃时(图11d), 焊接接头各区域的显微硬度大幅下降到290~300 HV之间, 整个焊接接头各区域的硬度差异不明显; 分别对比图11c和e以及图11d和f可知, 双重热处理可以提高焊接接头各区域的显微硬度, 特别是经 D-PWHT3热处理后, 各区域的显微硬度显著增加, 此时硬度为355~366 HV, 此时接头各区域的显微硬度和焊态条件下及原始状态的BM硬度值相当.
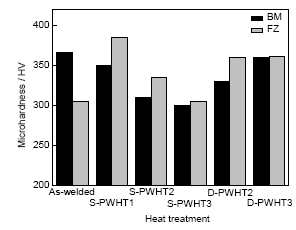
图12为焊态和焊后不同热处理条件下FZ和BM显微硬度的平均值. 由图可知, BM和FZ的硬度存在差异. 焊态下, FZ的硬度低于BM, 经焊后热处理后, FZ的显微硬度明显升高, 均高于BM. 由图12还可以看出, 对于单重热处理, 当热处理温度为630 ℃时, 焊缝FZ硬度最高, 随着热处理温度升高到800 ℃时, FZ硬度达到最低值, 此时的硬度与焊态条件下的FZ相当. 在630 ℃进行二次退火, 可以显著改善由于第一重高温热处理导致的硬度下降, 经800 ℃+630 ℃双重热处理后, BM和FZ的硬度差异最小.
图12 焊态和焊后不同热处理条件下TC17钛合金焊接接头FZ和BM的平均显微硬度
Fig.12 Average microhardness of FZ and BM in TC17 EBW weldment of as-welded condition and after different PWHTs
结合显微硬度分布情况及显微组织观察可知, 焊接接头各区域的显微硬度与显微组织中析出的α相板条形态和数量有关, α相板条越细, 数量越多, 显微硬度越高.
图13 β同晶型相图的伪二元相截面简图[
Fig.13 Pseudo-binary section through a β isomorphous phase diagram (schematically)[
图14 S-PWHT3处理后TC17电子束焊接接头FZ的室温拉伸断口形貌
Fig.14 Low (a) and locally high (b) maginified fractographs of room temperature tensile specimens of FZ in TC17 EBW weldments after S-PWHT3
图15 焊态FZ经450 ℃拉伸后的TEM像
Fig.15 TEM image of as welded FZ after 450 ℃ tensile testing
表2为不同焊后热处理条件下焊接接头的拉伸性能测试数据. 可见, 焊态焊接接头的室温拉伸断裂发生在FZ, 在单重焊后热处理条件下, 随热处理温度的升高, 焊接接头拉伸强度下降, 拉伸塑性升高, 焊接接头断裂于BM. 在单重热处理的基础上, 在630 ℃进行二次退火, 会显著提高焊接接头的拉伸强度, 特别是经D-PWHT3热处理后, 焊接接头的抗拉强度比S-PWHT3条件下的焊接接头提高28%, 屈服强度提高23%, 但拉伸延伸率下降71%, 断裂发生在FZ.
表2 不同热处理条件下TC17钛合金电子束焊接接头的室温和450 ℃拉伸性能
Table 2 Room temperature and 450 ℃ tensile properties of TC17 titanium alloy EBW weldments after different PWHTs
| Tensile temperature | Heat treatment | σ0.2 / MPa | σb / MPa | δ | Failure location |
|---|---|---|---|---|---|
| Room temperature | As-welded | 840 | 996 | 6.0 | FZ |
| S-PWHT1 | 1133 | 1188 | 9.8 | BM | |
| S-PWHT2 | 1017 | 1085 | 14.2 | BM | |
| S-PWHT3 D-PWHT2 | 886 | 904 | 16.3 | BM | |
| 1041 | 1103 | 12.8 | BM | ||
| D-PWHT3 | 1088 | 1159 | 4.8 | FZ | |
| 450 ℃ | As-welded | 773 | 918 | 16.0 | BM |
| S-PWHT1 | 770 | 903 | 14.0 | BM | |
| S-PWHT2 | 740 | 870 | 14.8 | BM | |
| S-PWHT3* | 640 | 965 | 12.5 | FZ | |
| 640 | 1000 | 20.0 | BM | ||
| D-PWHT2 | 703 | 825 | 16.8 | BM | |
| D-PWHT3 | 763 | 893 | 8.3 | FZ |
由表2中高温拉伸性能数据可知, 在630 ℃(S-PWHT1)和700 ℃(S-PWHT2)热处理条件下, 焊接接头的450 ℃抗拉强度和塑性变化不大, 焊接接头断裂于BM. 当焊后热处理温度升高到800 ℃时(S-PWHT3), 焊接接头抗拉强度较S-PWHT2条件下升高95~130 MPa, 但屈服强度下降100 MPa, 焊接接头开始断裂于FZ. 焊接接头经D-PWHT2热处理后, 拉伸仍断裂于BM区, 但经D-PWHT3热处理后, 焊接接头拉伸断裂位置发生改变, 开始断裂于FZ, 焊接接头的抗拉强度与S-PWHT1和S-PWHT2热处理条件下的抗拉强度水平基本相当(差异在10~23 MPa), 但拉伸延伸率显著下降到只有8.3%.
表3 不同热处理条件下TC17钛合金电子束焊接接头FZ的室温和450 ℃拉伸性能
Table 3 Room temperature and 450 ℃ tensile properties of FZ in TC17 EBW weldments after different PWHTs
| Tensile temperature | Heat treatment | σ0.2 / MPa | σb / MPa | δ | σ0.2/σb |
|---|---|---|---|---|---|
| Room temperature | As-welded | 792 | 878 | 11.0 | 0.90 |
| S-PWHT1 | 1341 | 1368 | 2.5 | 0.98 | |
| S-PWHT2 | 1054 | 1084 | 6.3 | 0.97 | |
| S-PWHT3 | 867 | 878 | 7.7 | 0.98 | |
| D-PWHT2 | 1073 | 1108 | 6.0 | 0.97 | |
| D-PWHT3 | 1034 | 1089 | 7.3 | 0.95 | |
| 450 ℃ | As-welded | 890 | 1280 | 4.0 | 0.70 |
| S-PWHT1 | 927 | 1040 | 8.8 | 0.89 | |
| S-PWHT2 | 780 | 858 | 6.5 | 0.91 | |
| S-PWHT3 | 658 | 900 | 9.7 | 0.73 | |
| D-PWHT2 | 810 | 907 | 7.3 | 0.89 | |
| D-PWHT3 | 763 | 882 | 10.0 | 0.87 |
TC17钛合金为近β型钛合金, 根据其名义成分, 由Mo当量公式 [Mo]eq=[Mo]+0.28[Nb]+0.22[Ta]+0.44[W]+1.6[Cr]+1.54[Mn]+0.67[V]+2.9[Fe]+1.25[Ni] [2,19], 式中[Mo]eq代表Mo当量, [X]代表X元素在合金中的质量分数, 计算该合金的Mo当量为10.4. 根据钛合金的β同晶型相图的伪二元截面图(图13)[2], 可知对TC17钛合金自β相区冷却至室温合金相组成由冷速决定, 快速冷却时, 合金不发生马氏体相变, 亚稳状态的β相保留到室温. 由于电子束焊接过程中FZ冷速在103~106 ℃/s数量级[20], 因此焊接过程中, FZ由β相区快速冷却后, β相可以保留到室温并以亚稳态存在, 这与TC18 (Ti-5Al-5V-5Mo-3Cr)钛合金电子束焊接FZ中的相变规律[21]一致. 本工作中FZ组织及SAED谱(图4)证实: 在焊态条件下, TC17钛于冰冰等: TC17钛合金电子束焊接接头的显微组织与力学性能率最好; 在630 ℃(S-PWHT1)单重热处理条件下, FZ强度最高, 随热处理温度升高到800 ℃(S-PWHT3), FZ拉伸强度显著下降, 但延伸率升高; FZ在800 ℃热处理后, 再进行二重630 ℃热处理(D-PWHT3)可以显著提高FZ的强度. 还可观察到, 在焊态条件下, FZ室温拉伸屈强比明显低于其它热处理条件下的屈强比, 产生这种现象的原因, 可能是在拉伸过程中, FZ中的亚稳β相发生了应力诱发马氏体相变[24], 生成了α′′马氏体相, 而α′′马上体相的析出会导致合金的拉伸屈服强度下降 [25,26]. 此外, 经热处理后FZ的抗拉强度和屈服强度均出现明显升高, 但塑性下降, 这是由于热处理过程中, FZ中亚稳β相发生β→α相的转变, 析出针片状的α相(图7)所致. 图14为典型的FZ试样拉伸断口形貌. 断口中可观察到大量的沿片层断裂的区域, 这是由于拉伸变形过程中, 在α/β相界面处容易造成位错的塞积, 进而导致裂纹在相界面形核, 裂纹最终会沿片层扩展直至断裂. 因此, 可以推测, 较低的焊后热处理温度下, FZ中析出的针片状α相数量增多, 片层间距减少, 因而室温拉伸过程中的位错有效滑移距离减少, 导致FZ塑性降低; 同时根据Hall-Petch公式, 合金的强度与强化相的尺寸成反比, FZ中析出的α相板条尺寸越小, FZ拉伸强度越高, 因此在S-PWHT1条件下, 焊缝FZ具有最高的室温拉伸强度, 但同时具体有最低的室温拉伸塑性.
在450 ℃拉伸条件下, 焊态FZ的拉伸抗拉强度最高(1280 MPa), 拉伸延伸率最差, 对比室温拉伸强度可知, 此时FZ的450 ℃拉伸强度甚至远高于相同热处理条件下的室温拉伸强度, 焊态和S-PWHT3热处理条件的FZ拉伸屈强比(σ0.2/σb)分别为0.70和0.73, 远低于其它热处理条件下的比值(0.87~0.91). 由组织和相变分析可知, 焊态FZ中存在大量的亚稳β相(图4), 图15为焊态FZ经450 ℃拉伸后的TEM像. 从图中可以看出, 拉伸后FZ中析出大量细小的针状α相, 因此可以推测, 在450 ℃拉伸升温和变形过程中, 亚稳β相发生β→α+β的转变, FZ中会逐渐析出大量的针状α相板条. 由于析出的α相的数量随高温拉伸实验的进行逐渐增多, 因此α相的强化作用也会随实验进行而逐步提高, 导致合金的抗拉强度逐步上升, 使FZ拉伸试样表现出较低的屈强比. 焊后热处理条件下, FZ的拉伸强度主要与α相的形态有关, 随热处理温度升高, α相尺寸变粗, 数量减少, 导致450 ℃拉伸强度下降. 在S-PWHT3热处理条件下, 450 ℃拉伸屈强比较低的原因, 是由于热处理后FZ中的β相含量较其它热处理条件多, 因此在拉伸变形开始时的屈服强度较低, 随着拉伸过程的进行, 由β相中析出的次生针状α数量逐渐增多, 产生析出强化作用, 导致最终的抗拉强度较高, 但总体上较焊态FZ在450 ℃拉伸过程中析出的次生针状α相数量少, 因此强化作用较焊态FZ弱.
3.2.2 焊接接头的拉伸断裂特征与行为 为了研究不同热处理条件对焊接接头的断裂行为影响, 对BM进行了与焊接接头相同的热处理, 并进行室温和450 ℃拉伸测试, BM的拉伸性能见表4. 可见, 经S-PWHT1, S-PWHT2和D-PWHT2热处理后, BM的室温拉伸强度小幅下降, 塑性升高; 在800 ℃进行单重热处理(S-PWHT3), BM的拉伸强度下降则十分明显, 但在D-PWHT3双重热处理后, BM中析出次生α相板条, 其室温拉伸性能可恢复到最初的强度水平. 450 ℃拉伸条件下, BM拉伸性能随热处理变化的规律基本与室温拉伸相同, 但在800 ℃进行单重热处理(S-PWHT3)后, BM的屈强比明显降低, 这种现象与FZ相同热处理条件下450 ℃拉伸性能规律相同, 均由拉伸过程中针状次生α相的逐步析出导致.
表4 不同热处理条件下BM的室温和450 ℃拉伸性能
Table 4 Room temperature and 450 oC tensile properties of BM after different heat treatments (mass fraction / %)
| Tensile temperature | Heat treatment | σ0.2 / MPa | σb / MPa | δ | σ0.2/σb |
|---|---|---|---|---|---|
| Room temperature | As received | 1165 | 1220 | 10.3 | 0.95 |
| S-PWHT1 | 1086 | 1120 | 10.5 | 0.97 | |
| S-PWHT2 | 1004 | 1034 | 15.3 | 0.97 | |
| S-PWHT3 | 944 | 971 | 16.0 | 0.97 | |
| D-PWHT2 | 1030 | 1058 | 12.5 | 0.97 | |
| D-PWHT3 | 1217 | 1273 | 10.0 | 0.96 | |
| 450 ℃ | As received | 785 | 905 | 18.3 | 0.87 |
| S-PWHT1 | 763 | 870 | 19.0 | 0.88 | |
| S-PWHT2 | 695 | 785 | 20.8 | 0.89 | |
| S-PWHT3 | 725 | 1045 | 22.0 | 0.69 | |
| D-PWHT2 | 713 | 813 | 17.5 | 0.88 | |
| D-PWHT3 | 850 | 975 | 19.0 | 0.87 |
对比表2~4中焊接接头、FZ和BM的拉伸性能、断裂位置以及图11和12中的显微硬度分布情况可知, 焊接接头的断裂位置与接头各区域的显微硬度和拉伸强度有关, 但拉伸屈服强度水平的高低在拉伸断裂中起主导作用. 当各区域的拉伸强度存在明显差异时, 屈服强度低的区域最先发生塑性变形, 拉伸断裂最终发生于此区域, 如D-PWHT3条件下, 虽然各区域显微硬度相差不大(图11和12), 但由于FZ拉伸屈服强度低于BM, 因此最终的拉伸断裂发生在FZ; 若接头各区域的拉伸屈服强度相差不大, 拉伸变形初期, 焊接接头中硬度较低的区域首先产生局部变形, 在试样表面产生应力集中区域, 最终断裂一般发生在初始的应力集中区域. 在S-PWHT3热处理条件下, 可观察到焊接接头FZ的硬度略高于其它区域, 但拉伸屈服强度略低于BM, 因此在拉伸初期由于硬度差异引起的应力集中和拉伸过程中由于屈服强度引起的塑性变形的综合协调作用下, 焊接接头的室温和高温拉伸断裂位置随机发生于BM和FZ区2个位置.
(1) 焊态FZ由β柱状晶组成, HAZ由针状α/α′相、等轴α相和β相组成. 经焊后热处理, FZ中的亚稳态β相分解为α相和β相; 随着热处理温度由630 ℃升高到800 ℃, HAZ中α相板条的数量先增多后减少, 片层尺寸增加, 同时, 随着温度的升高, 晶界α相发生粗化.
(2) 随单重焊后热处理温度升高, 焊接接头各区域的显微硬度差异减小, 硬度分布趋于均匀分布; 经800 ℃, 2 h, A.C.+630 ℃, 2 h, A.C.双重热处理后, 焊接接头FZ和HAZ硬度与BM的硬度相当, 焊接接头硬度呈均匀分布.
(3) 焊后热处理条件下, FZ的主要强化机制为次生α相强化; 在焊态及800 ℃, 2 h, A.C.热处理条件下, FZ在450 ℃高温拉伸过程析出次生针状α相, 导致FZ抗拉强度升高, 屈强比降低.
(4) 焊接接头的拉伸断裂位置为BM或FZ, 焊接接头断裂优先发生于屈服强度低的区域; 各区域屈服强度相差不大时, 最终断裂一般发生在硬度较低的区域; 当显微硬度和屈服强度均差别不大时, 焊接接头随机断裂于BM和FZ.
(5) TC17钛合金电子束焊接接头的最佳焊后热处理制度为630 ℃, 2 h, A.C., 此时焊接接头具有良好的拉伸强度和塑性匹配, 拉伸断裂发生于BM.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}