
隋旭东 , 李国建
, 李国建
SUI Xudong, LI Guojian
中图分类号: TG174.444
文献标识码: A
文章编号: 0412-1961(2016)06-0741-06
通讯作者:
收稿日期: 2015-08-25
网络出版日期: 2016-06-15
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 隋旭东, 男, 1988年生, 博士生
展开
摘要
采用磁控溅射法制备了不同Al含量的Ti1-xAlxN涂层. 经XRD, SEM, EDX和纳米压痕仪分析发现, Al含量在0.50~0.58 (原子分数, 下同)之间时, Ti1-xAlxN涂层为(111)择优生长的fcc结构. 当Al含量增加到0.63时, 涂层中有六方纤锌矿结构的AlN生成, 涂层硬度降低. 另外, 随着Al含量的增加, 涂层表面颗粒尺寸变大, 涂层变疏松. 钛合金切削实验表明, 涂层刀具的磨损形式主要为黏结磨损和崩刃. 在低速切削(65 m/min)时, Ti0.50Al0.50N涂层刀具的切削性能略好于无涂层刀具, 并且都好于Ti0.42Al0.58N和Ti0.37Al0.63N涂层刀具. 在高速切削(100 m/min)时, Ti0.50Al0.50N涂层刀具有最好的切削性能, 其切削距离比无涂层刀具提高4倍多. 这主要因为Ti0.50Al0.50N涂层表面致密、硬度高, 在钛合金切削时形成的切屑瘤致密而整齐.
关键词:
Abstract
High-strength lightweight titanium alloy structural materials have been widely used in aerospace and other industry. However, the titanium is hard to machine due to its characteristics of low thermal conductivity, high chemical affinity and low elastic modulus. Coating tools provide a solution to overcome the problem of cutting titanium alloy. Ti1-xAlxN coating is one of the most popular candidates in cutting titanium alloy. However, the cutting performance and wear mechanism of the sputtering Ti1-xAlxN coating should be studied further in order to meet the demands of cutting titanium alloy. In this work, Ti1-xAlxN coatings with different Al contents have been prepared by magnetron sputtering. Microstructure and mechanical properties of the coatings were examined by XRD, SEM, EDX and nanoindenter. Results show that the coatings is a single fcc structure with a (111) preferred orientation when x is in the range of 0.50~0.58 (atomic fraction). When the Al content is 0.63, the hexagonal AlN is formed in the coating and the hardness declines. In addition, the surface particle size of Ti1-xAlxN coatings increases and the coating density decreases with increasing the Al content. The results of titanium cutting experiment indicate that the tool wear is mainly adhesive wear and chipping. The cutting performances of Ti0.50Al0.50N coated tool is slightly better than uncoated tool and are much better than those of Ti0.42Al0.58 and Ti0.37Al0.63N coated tools at a lower cutting speed (65 m/min). The cutting performance of Ti0.50Al0.50N coated tool is the best at a higher cutting speed of 100 m/min and is four times larger than that of uncoated tool. The excellent cutting performance of Ti0.50Al0.50N coating is mainly due to its high surface density and high hardness, which lead to the formation of regular and dense built-up edge during titanium cutting. Therefore, Ti0.50Al0.50N coating with a (111) preferred orientation, dense surface and relatively low Al content is recommended in high speed turning titanium.
Keywords:
钛合金由于具有高强轻质和耐腐蚀等优异性能, 已经成为一种非常重要的工程材料, 在航空、航天、汽车、化学及生物等领域有着广泛的应用前景[1]. 然而由于钛合金的高温强度高、热导率低以及化学亲和性高等特点, 使其加工性能非常差[2~4]. 涂层刀具是在刀具表面涂覆一层或多层耐磨损、耐高温和抗氧化性的涂层, 可以用来加工诸如钛合金这样的难加工材料. 其中, 最常见的涂层就是TiN. 当用TiN涂层刀具进行钛合金切削加工时, 由于刀尖和工件接触区的温度远高于其氧化温度(500~600 ℃)[4,5], 因此, 会导致TiN涂层失效. 为此研究者[6~10]通过向TiN中添加其它组元来满足钛合金切削对涂层性能的要求. 添加Al元素是其中最有效的方法之一, 所制备的Ti1-xAlxN涂层的硬度得到很大提高, 抗氧化温度可在800 ℃以上[11,12]. 这是因为Al元素会在切削时在涂层表面形成一层热稳定性和化学稳定性优异的Al2O3保护层, 因此, Ti1-xAlxN被作为刀具涂层广泛使用[13~15]. 但是过高的Al含量会导致Ti1-xAlxN涂层中生成六方纤锌矿结构的AlN, 从而降低涂层的硬度[7,16], 影响涂层刀具的切削性能. 另外, 在多弧离子镀制备Ti1-xAlxN涂层时, 也发现了Al含量对涂层结构和力学性能有影响[6,17]. 但是该方法制备的涂层表面容易形成大颗粒, 降低涂层刀具的使用寿命[18]. 特别是在高速加工高活性的钛合金时, 涂层表面的大颗粒很容易与钛合金发生粘结, 影响切削效率和加工质量. 因此采用普通多弧离子镀方法制备的Ti1-xAlxN涂层难以满足钛合金高速切削和精加工的要求. 而磁控溅射方法制备的Ti1-xAlxN涂层表面不会形成大颗粒, 并且粗糙度可控制在几纳米到十几纳米之间[19], 远低于多弧离子镀方法的几十到几百纳米的粗糙度[20,21]. 但是, Al含量对磁控溅射方法制备的Ti1-xAlxN涂层的结构和力学性能的影响与多弧离子镀有所不同, 因此, 有必要研究Al含量对磁控溅射方法制备的Ti1-xAlxN涂层结构和力学性能的影响. 此外, Ti1-xAlxN涂层切削性能方面的研究目前多集中在不锈钢、超硬钢和高温合金等材料的加工上[14,22], 对钛合金切削的研究还有待深入[2].
因此, 本工作采用磁控溅射的方法制备了不同Al含量的Ti1-xAlxN涂层, 研究了Al含量对涂层结构和力学性能的影响. 然后将Ti1-xAlxN涂层沉积到硬质合金车刀片上, 通过TC4钛合金切削实验研究Ti1-xAlxN涂层的钛合金切削性能. 最后, 分析了不同Al含量的Ti1-xAlxN涂层的切削加工性能及磨损机理, 探索了涂层结构、力学性能和切削性能之间的关系.
实验采用直流磁控溅射的方法在自制的WC-Co 硬质合金基体上沉积Ti1-xAlxN涂层. 硬质合金基体首先用低压烧结方法[23]制备而成, 然后经过真空梯度烧结在表面形成富Co层, 详见文献[24]. 镀膜时采用3块Ti/Al原子比分别为60∶40, 50∶50和40∶60的TiAl合金靶材(纯度99.9%), 制备不同Al含量的Ti1-xAlxN涂层. 基体的前处理过程如下: 首先将WC-Co 硬质合金机械研磨后抛光处理, 然后分别在丙酮和酒精中超声处理10 min, 最后用高压Ar气吹干以备镀膜使用. 镀膜时设备的本底真空度优于3×10-3 Pa. 样品台的温度是400 ℃. 在镀膜之前, 先在Ar气氛下对靶材溅射清洗5 min. 为了增加基体和涂层的结合力, 首先在纯Ar气氛下(Ar气压PAr=0.5 Pa)沉积8 min的Ti过渡层. 然后通入高纯N2, 使总气压为0.4 Pa, N2分气压满足=30%. 最后, 在靶功率为900 W的条件下沉积120 min制备出Ti1-xAlxN涂层.
使用DMAX 2400型X射线衍射仪(XRD)以1°小角度掠入射的方式表征了涂层的晶体结构. 采用SUPRA 35型场发射扫描电镜(SEM)观察了形貌, 用Oxford能谱仪(EDX)测量了成分. 采用Agilent G200纳米压痕仪在压下深度为200 nm, Poisson比为0.23的条件下[25], 测量了涂层上15个不同位置点的硬度和弹性模量, 然后取平均值获得涂层的硬度和弹性模量. 同时, 在硬质合金车刀片(刀片型号为CNMG120408)上制备了Ti1-xAlxN涂层并进行了钛合金的切削实验. 实验采用MAZAK200Y 5轴联动卧式车铣加工中心来进行钛合金TC4切削实验, 该中心主轴最大转速为10000 r/min, 额定功率可达22.35 kW. 实验所用TC4棒料是一种典型的α+β双相合金, 屈服强度为834 MPa, 硬度36 HRC, 弹性模量114 GPa, 密度和热导率分别为4430 kg/m3和6.7 W/(mK). 实验采用湿式车削的方式, 切深ap=0.5 mm, 每转进给量fa=0.2 mm/r.
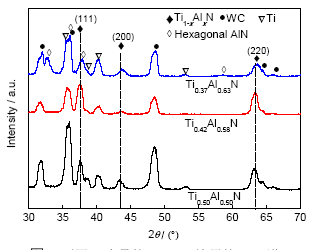
采用EDX分析了涂层的成分, 结果显示Ti/Al原子比分别为60∶40, 50∶50和40∶60的TiAl合金靶材溅射得到的涂层分别为Ti0.50Al0.50N, Ti0.42Al0.58N和Ti0.37Al0.63N. 由此可见, 涂层中Al的含量比靶材中的Al含量稍高, 这是由于Al的溅射速率稍高于Ti的溅射速率. 对涂层进行了XRD分析, 结果如图1所示. 可以看出, Ti0.50Al0.50N和Ti0.42Al0.58N涂层主要为(111)择优生长的B1-NaCl fcc结构. 当Al含量增加到0.63 (原子分数, 下同)时(Ti0.37Al0.63N), 涂层的(111)峰强度减弱, 涂层倾向于随机生长. 这是因为添加的Al元素改变了各晶面的晶面能, 同时引起晶格畸变, 产生了畸变能, 从而导致择优生长发生改变[26]. 另外, Ti0.37Al0.63N涂层中出现了六方纤锌矿结构的AlN的衍射峰, 说明涂层是立方相和六方相的两相混合[6]. 同时, 所有涂层中均检测到了基体WC和过渡层Ti的衍射峰.
图1 不同Al含量的Ti1-xAlxN涂层的XRD谱
Fig.1 XRD patterns of Ti1-xAlxN coatings with different Al contents
图2给出了不同Al含量Ti1-xAlxN涂层的表面SEM像. 从图中可以看出, 随着Al含量的增加, 涂层表面的颗粒变大, 致密度降低. 颗粒形状由细小片层状(图2a)变为粗大片层状(图2b), 最后转变为线团状(图2c), 这是因为涂层中生成的六方结构的AlN改变了涂层的相组成和晶粒取向.
图2 Ti1-xAlxN涂层的表面SEM像
Fig.2 SEM images of surface of Ti0.50Al0.50N (a), Ti0.42Al0.58N (b) and Ti0.37Al0.63N (c) coatings
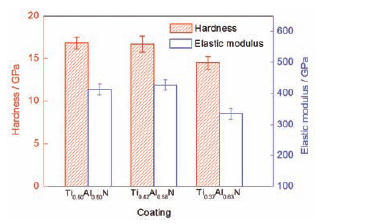
采用纳米压痕仪测量了涂层的硬度和弹性模量, 结果如图3所示. 从图中可以看出, Ti1-xAlxN涂层的硬度值和弹性模量都随着Al含量的增加而降低, 并且硬度与弹性模量近似成正比. 当Al含量为0.63时, 涂层的硬度值最小(14.5 GPa), 这主要是因为该涂层中有硬度较低的AlN相生成, 导致了涂层硬度的降低[6,27].
图3 不同Al含量的Ti1-xAlxN涂层的硬度和弹性模量
Fig.3 Hardness and elastic modulus of Ti0.50Al0.50N, Ti0.42Al0.58N and Ti0.37Al0.63N coatings
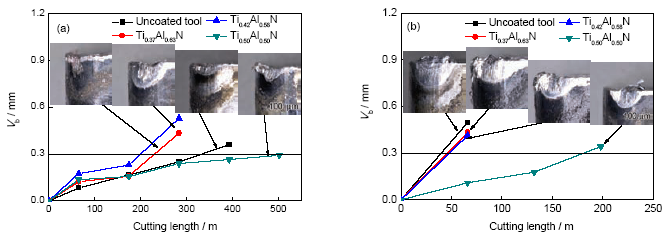
2.2.1 后刀面磨损 图4为车削钛合金速度为65和100 m/min时无涂层和不同Al含量涂层刀具的后刀面磨损量, 其中插图为无涂层刀具和涂层刀具的后刀面磨损形貌照片. 通过测量后刀面的磨损量Vb来衡量刀具的磨损程度, 一般认为当Vb达到0.3 mm时刀具失效. 从图4a中可以看出, 在低切速时, Ti0.50Al0.50N涂层刀具的切削距离最长, 达到了500 m, 具有最好的切削性能. 无涂层刀具切削距离约为400 m, 也表现出了较好的切削性能. 上述2种刀具的切削性能均好于Ti0.42Al0.58N和Ti0.37Al0.63N涂层刀具. 这是因为基体的热导率比涂层的高, 低速时切削区域产生的较少的热量[1,28]在无涂层时可以通过高热导率的基体很快传递走; 而有涂层时, 低热导率的涂层不利于热量的快速导出从而引起切削区域温度的上升, 加剧刀具的磨损. 因此, 在低速切削中无涂层刀具比Ti0.42Al0.58N和Ti0.37Al0.63N涂层刀具的切削效果好. 当切速提高到100 m/min时, 所有涂层刀具的切削性能都好于无涂层刀具. 特别是Ti0.50Al0.50N涂层刀具的切削距离比无涂层刀具提高了4倍多. 这是因为切速增加后, 切削区的温度急剧上升(900~1000 ℃)[1,29], 此时低热导率的涂层具有隔热的作用, 可以减少切削区域高温对刀尖的影响. 而Ti0.50Al0.50N涂层刀具的切削性能最优是因为该涂层表面致密, 颗粒细小, 且不含六方结构的AlN相, 硬度较高.
图4 车削钛合金速度为65和100 m/min时无涂层和不同Al含量涂层刀具的后刀面磨损量及磨损形貌
Fig.4 Tool flank wear (Vb) and morphologies (insets) of the uncoated and coated tools with different Al contents after TC4 turned at 65 m/min (a) and 100 m/min (b)
2.2.2 磨损机理 图5和6分别为切削速度65和100 m/min时刀具后刀面磨损的SEM像. 从图5中可以看出, 4种刀具的刀尖区域在低速时均有切屑瘤形成, 可以认为涂层刀具车削钛合金时的磨损主要是粘结磨损. 这是因为在切削时的压力和高温会软化刀尖区域的涂层而使其硬度降低, 另外, 还会增强钛合金与刀具的亲和力, 而在切削界面处形成切屑瘤[2,3,30]. 这些切屑瘤有时会随着切削的进行连同部分刀具材料一同剥落, 造成刀具的磨损. 图5d中方框内的浅色区域就是切屑瘤同刀具涂层一同脱落形成的. 从图5中还可看出, Ti0.50Al0.50N涂层刀具的脱落区域是最小的, 并且其切屑瘤比无涂层刀具和Ti0.42Al0.58N涂层刀具更加致密和完整. 这种切屑瘤层在切削时不仅不会造成涂层的脱落, 还会起到保护刀具和延长刀具寿命的作用[3,31]. 而这种切屑瘤层的形成与Ti0.50Al0.50N涂层的高致密性和高硬度有关. 另外, 在图5d中的刀尖位置还出现了沟槽和剥落, 这说明Ti0.37Al0.63N涂层刀具不仅发生了粘结磨损, 还出现了沟槽磨损和崩刃. 沟槽磨损主要是因为Ti0.37Al0.63N涂层中Al含量过高导致硬度和耐磨性较低, 刀具在工件材料中碳化物、氮化物硬质点或加工表面附着的切屑等的刻划作用下容易产生沟槽磨损. 而随着切削时间的增加, 刀尖逐渐变钝, 这会增大后刀面与被加工表面的接触面积, 从而导致挤压摩擦增强, 产生崩刃.
图5 车削钛合金速度为65 m/min时无涂层和不同Al 含量涂层刀具的后刀面磨损SEM像
Fig.5 SEM images of the uncoated tool and coated tools with different Al contents after TC4 turned at 65 m/min(a) uncoated tool (b) Ti0.50Al0.50N (c) Ti0.42Al0.58N (d) Ti0.37Al0.63N
如图6所示, 当切削速度提高到100 m/min时, 刀具刀尖处的切屑瘤比低速时更多更大. 此时涂层刀具的磨损形式还是粘结磨损, 只是比低速切削时更严重. 无涂层刀具在高速切削时, 由于没有涂层的保护, 除粘结磨损外, 还发生了崩刃, 而涂层刀具中并没有发生严重的崩刃现象. 另外, Ti0.50Al0.50N涂层刀具刀尖处的磨损较整齐, 刀尖所粘结的切屑瘤明显低于其它2种高Al含量的涂层. 而Al含量高时, 涂层表面疏松, 硬度低, 发生的粘结现象更严重. 这是因为涂层表面越疏松, 平整度越差. 切削加工时, 涂层表面的凸起越容易与钛合金发生粘接, 同时切屑也更容易嵌入到疏松的孔洞中, 从而造成涂层的局部损伤, 形成切削瘤.
图6 车削钛合金速度为100 m/min时无涂层和不同Al 含量涂层刀具的后刀面磨损SEM像
Fig.6 SEM images of the uncoated tool and coated tools with different Al contents after TC4 turned at 100 m/min(a) uncoated tool (b) Ti0.50Al0.50N (c) Ti0.42Al0.58N (d) Ti0.37Al0.63N
(1) 当Al含量在0.50~0.58之间时, Ti1-xAlxN涂层为(111)择优生长的fcc结构. 当Al含量增加到0.63时, 涂层中有六方纤锌矿结构的AlN生成. 同时, (111)峰强度减弱. 相组成和择优生长的变化导致了涂层硬度的降低. 另外, 还发现随着Al含量的增加, 涂层表面的颗粒形状发生了改变, 颗粒尺寸逐渐增大, 涂层变得更加疏松.
(2) 钛合金切削实验表明, Ti1-xAlxN涂层刀具在低速切削(65 m/min)时, Ti0.50Al0.50N涂层刀具的切削性能略好于无涂层刀具, 且都好于Ti0.42Al0.58N和Ti0.37Al0.63N涂层刀具. 当切速增加到100 m/min时, Ti0.50Al0.50N涂层刀具有最好的切削性能, 切削距离比无涂层刀具提高了4倍多. 这主要是由于Ti0.50Al0.50N涂层的表面致密、硬度高, 在切削加工过程中, 其刀尖位置形成的致密而稳定的切削瘤能够起到延长刀具寿命的作用.
(3) 涂层刀具主要发生粘结磨损, 然而高Al含量的Ti0.37Al0.63N涂层由于硬度低、耐磨性差, 还容易产生沟槽磨损和崩刃.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}