
王艳秋 , 吴昆
, 吴昆
WANG Yanqiu, WU Kun
中图分类号: TG174.45
文献标识码: A
文章编号: 0412-1961(2016)06-0689-09
通讯作者:
收稿日期: 2015-09-25
网络出版日期: 2016-06-15
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 王艳秋, 女, 1979年生, 讲师
展开
摘要
对含有不同类型第二相的镁基材料进行微弧氧化处理, 研究基体材料第二相对其微弧氧化行为的影响规律及其影响机制. 利用SEM观察第二相在微弧氧化初期阶段的存在状态, 并结合EDS分析第二相的成分及状态变化; 通过不同镁基材料在微弧氧化过程中的电压演变趋势分析第二相对微弧氧化行为的影响. 根据微弧氧化膜的生长原理, 将膜层的生长过程简化等效为一个电容器的反复击穿-重构过程, 并依此讨论了微弧氧化膜的形成过程及第二相的影响机理. 结果表明, 第二相对镁基材料微弧氧化行为的影响与其自身特性密切相关; 在微弧氧化的初期阶段, 第二相是否具备阀金属特性及其导电特性是影响微弧氧化行为的重要因素. 对于具备阀金属特性的第二相, 由于其表面能够形成火花放电所必须的阻挡层, 因此第二相的存在不会对微弧氧化行为产生明显影响. 对于不具备阀金属特性的第二相, 其导电特性决定了镁基材料在微弧氧化初期阶段能否正常发生火花放电并顺利进入膜层生长阶段.
关键词:
Abstract
The effects of second phases on microarc oxidation (MAO, also named plasma electrolytic oxidation-PEO) behavior of Mg base materials were investigated and the related mechanism was discussed. The formation of barrier layer and its influence on sparking discharge behavior were characterized and analyzed on the base of systematic selecting and designing substrate materials. The variation of second phases at the early MAO stage was observed and analyzed by SEM and EDS, and then the effect mechanism of second phases on MAO behaviors was revealed. Voltage evolution trend during MAO were recorded to study the formation state of the barrier layer on the different Mg base materials. According to the growth mechanism of MAO film, the film growth process can be simplistically considered as a repeated breakdown and reconstruction process of a capacitor. Accordingly, the growth process of MAO film on multiphase metal materials and the effects of second phases were discussed. The results show that different second phases in substrate materials have different effects on formation process of MAO films, depending on their own characteristics. For the second phases which have the characteristics of valve metals, although selective sparking discharge occurs at the early stage of MAO, the second phases will not hinder the growth of MAO film since barrier layer can form on the second phases, and they will not induce structural defects into the film-substrate interface. If the second phases have not the characteristics of valve metals, their conductivity property will be an important influencing factor to affect the MAO behaviors. For the elecinsulating second phases which have not the characteristics of valve metals, sparking discharge just occurs on Mg matrix in the substrate, while doesn't occur on the second phases; the second phases exist in the MAO film as heterogeneous phases, do not react in MAO process, and will not hinder the growth of MAO film. For the semi-conductive second phases which have not the characteristics of valve metals, they delay the growth of MAO film because they destroy the integrity of barrier layer. For the electroconductive second phases which have not the characteristics of valve metals, they seriously hinder the growth of MAO film.
Keywords:
微弧氧化表面处理技术通过电解液与电源参数的匹配调节, 在微弧放电产生的瞬时高温高压作用下, 在阀金属表面生长出以基体元素氧化物为主、辅以电解液组分的陶瓷膜层. 微弧氧化包括阻挡层形成和微弧放电2个相对独立而又紧密衔接的过程. 微弧放电发生之前, 在电解液和外加电压的共同作用下, 基体金属表面预先形成电绝缘性的氧化膜, 成为阻挡层[1]. 在微弧氧化初期, 微弧的出现即是阻挡层被击穿并产生火花放电的行为. 因此, 阻挡层的形成是微弧放电发生的前提, 而阻挡层的击穿则标志着微弧氧化膜生长的开始. 微弧氧化初期阶段, 阻挡层特性将会影响后继微弧放电的均匀性及稳定性, 从而影响微弧氧化膜的微观组织与防护性能.
Ikonopisov[2]在探索微弧氧化过程中火花放电机理时, 首次引入了阻挡层击穿电位VB的概念, 并指出VB主要取决于基体金属的性质以及电解液组分. 可见, 阻挡层的形成及其电击穿行为除了与化学环境和电参数等外部因素密切相关之外, 基体材料本身性质这一内部因素的影响也很关键. 目前, 电解液组分和电参数对微弧氧化行为及膜层组织和性能的影响已有研究并取得重要进展[3~6], 而作为关键的内部因素, 基体材料自身特性的影响尚无充分研究. 当尝试将微弧氧化技术应用于多相合金和金属基复合材料时, 基体材料中第二相(包括合金中的析出相和金属基复合材料中的增强相)的影响开始强烈显现, 其影响无法忽略[7~10].
近年来, 阀金属及其合金的微弧氧化得到了广泛研究, 而微弧氧化在金属基复合材料上的应用研究也逐渐引起研究者的关注[11~16]. 金属基复合材料在制备过程中引入的结构缺陷、钝化膜的不连续性以及复合材料中的腐蚀电偶对等都会导致金属基体局部腐蚀加剧, 使复合材料通常比合金更容易腐蚀[17~20]. 这种状况对于镁基复合材料尤为严重, 未经过合适表面防护处理的镁基复合材料几乎无法在实际中应用, 导致具有优异力学性能的镁基复合材料的应用受到严重制约.
对金属基复合材料进行微弧氧化处理时, 通常为陶瓷相的增强相并不具备阀金属特有的微弧氧化特性, 因此增强相的存在可能会影响微弧放电过程, 进而影响复合材料表面膜层的生长[21]. 因此, 为了获得性能优异的微弧氧化膜, 必须了解增强相对金属基复合材料微弧氧化过程的影响规律及其影响机制. 目前, 作为重要增强相之一的SiC颗粒, 在金属基复合材料(包括镁基和铝基)的微弧氧化过程中, 其存在状态及对膜层生长过程的影响受到研究者的关注[12~14]. 然而, 第二相自身性质要素对微弧氧化行为的影响在相关研究中却未予以考虑, 相关研究亦缺乏系统性.
本工作对含有不同类型第二相的镁基材料(包括含有析出相的镁合金和含有增强相的镁基复合材料)进行微弧氧化处理, 考察不同类型第二相对微弧氧化过程的影响; 揭示第二相对镁基材料微弧氧化行为的影响规律, 阐明其影响机制, 为多相金属材料微弧氧化工艺的改进及氧化膜的组织性能控制提供理论参考依据.
材料体系的系统性选择及设计是本工作的重要基础. 对第二相影响阻挡层结构及其性质的情况进行了分析, 并据此选定、制备了多种镁基材料; 在第二相的选定中着重考虑其是否具备阀金属特性以及导电性的高低. 选择含Mg17Al12析出相的AZ91D镁合金, 研究具有阀金属特性的第二相(Mg17Al12相)对微弧氧化行为的影响; 选择以AZ91D镁合金为基体, 分别以绝缘性的Al18B4O33, 半导体性的SiC和导电性的石墨作为增强相的3种镁基复合材料, 对比研究具有不同导电性而不具备阀金属特性的第二相对微弧氧化行为的影响机制. 其中, Al18B4O33增强相为晶须, 直径0.5~1.0 μm, 长度10~30 μm; SiC增强相为β-SiC晶须, 直径0.1~1.0 μm, 长度10~30 μm; 石墨增强相为短碳纤维, 直径5~8 μm, 长度20~100 μm. 镁基复合材料通过挤压铸造法制备, 其过程包括增强体预制件的制备和挤压浸渗2个步骤. Al18B4O33晶须和SiC晶须增强相的设计体积分数均为20%; 考虑到短碳纤维作为增强相时复合材料的制备问题, 将短碳纤维的设计体积分数定为30%, 并在其预制件中加入10%的Al18B4O33晶须.
微弧氧化实验条件的设定以排除电解液及电参数等外部因素的影响为原则, 通过相同工艺参数下不同镁基材料微弧氧化行为的对比开展研究. 尺寸为直径25 mm×3 mm的试样经过除油、清洗烘干后即可放入电解槽中进行微弧氧化处理. 微弧氧化装置包括脉冲电源、电解槽、搅拌系统及冷却系统, 在微弧氧化过程中, 试样和316L不锈钢板分别作为阳极和阴极. 微弧氧化处理采用恒电流控制模式在硅酸盐体系溶液中进行, 设定正负向电流比为1∶1, 频率500 Hz, 正向占空比和负向占空比分别为50%和30%.
采用Hitachi S-4700型扫描电子显微镜(SEM)二次电子成像模式观察微弧氧化初期阶段膜层微观组织形貌及第二相的存在状态, 并结合局部区域的能谱(EDS)分析结果, 考察第二相在微弧氧化初期阶段的成分及状态变化, 分析第二相对阻挡层结构完整性的影响. 在微弧氧化过程中, 实时记录恒流模式下电压随时间变化情况, 通过不同镁基材料的电压演变趋势分析第二相对微弧氧化行为的影响.
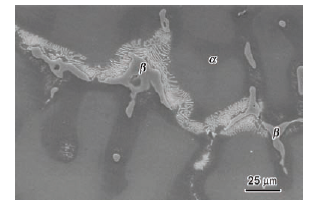
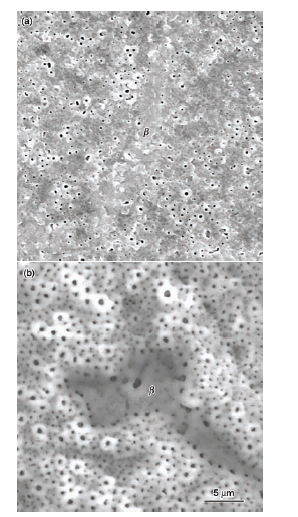
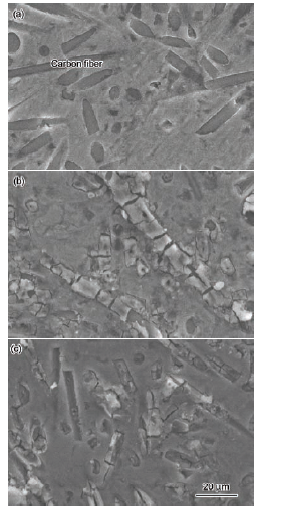
2.1.1 β析出相(Mg17Al12相) 图1为铸态AZ91D镁合金的SEM像. 可见, AZ91D镁合金主要由α-Mg基体相和β-Mg17Al12第二相组成; β相是由Mg和Al形成的金属间化合物相, 具有阀金属特性, 自身可直接进行阳极氧化处理. 图2为AZ91D镁合金微弧氧化初期的SEM像. 可见, AZ91D镁合金在微弧氧化初期出现了选择性的击穿放电现象, 即微弧氧化膜优先在α相表面开始生长. 虽然β相表面没有与α相同时形成微弧氧化膜, 但是α相表面微弧氧化膜和β相界面处存在放电残留微孔, 这说明微弧氧化膜与β相界面结合紧密、未发生电流泄漏, 从而不影响击穿放电. 微弧氧化初期出现选择性火花放电的原因在于β相表面阻挡层的临界击穿电压要高于α相阻挡层, 这是由两相成分差别导致的, β相的高Al含量使其表面阻挡层的临界击穿电压要高于α相阻挡层[8,9,22].
随着微弧氧化的进行, AZ91D镁合金表面的选择性火花放电现象消失, β相表面开始发生火花放电并最终形成微弧氧化膜. 因此, 具有阀金属特性的β相表面可形成阻挡层, 其作为第二相存在于镁合金中并不破坏阻挡层的完整性, 从而对AZ91D镁合金的微弧氧化过程不会产生消极影响.
膜层截面形貌[22]表明, 在β相直接与微弧氧化膜相接过渡的部位, 膜层及基体之间界面结合状态良好, 没有结构缺陷, 膜层厚度也未出现明显起伏. 由此可知, AZ91D镁合金在微弧氧化初期所出现的选择性火花放电现象并没有破坏微弧氧化膜的完整性, β相不会对氧化膜的生长产生不利影响.
图2 AZ91D镁合金微弧氧化初期形貌的SEM像
Fig.2 SEM images of AZ91D Mg alloy at early stage of microarc oxidation (MAO) treatment for 45 s (a) and 60 s (b)
2.1.2 Al18B4O33增强相 Al18B4O33晶须(9Al2O32B2O3)是常用的金属基复合材料增强体之一, 其属于陶瓷相, 不具备阀金属特性, 电绝缘性能良好. 对Al18B4O33w/AZ91D镁基复合材料进行微弧氧化处理, 观察Al18B4O33相在微弧氧化过程中的状态变化: 微弧氧化30 s时, 该复合材料表面已有多孔氧化膜生成, Al18B4O33晶须被氧化膜包围; 随着氧化时间延长至60 s[23], Al18B4O33晶须已经部分地被微弧氧化膜所覆盖, 裸露的晶须表面不存在放电残留微孔, 如图3所示. 可见, Al18B4O33w/AZ91D复合材料在进行微弧氧化处理时, 也出现了选择性火花放电的现象, 即击穿放电仅发生在复合材料中的镁合金基体上, 而不在Al18B4O33相上发生. 但是该复合材料的选择性击穿放电与AZ91D镁合金的选择性击穿放电不同. β-Mg17Al12相表面最终能够形成微弧氧化膜, 只是相对于α-Mg基体相来说膜层开始形成的时间较晚; 而Al18B4O33相由于不具备阀金属特性, 其表面不能形成微弧氧化膜, 仅作为异质相存在于微弧氧化膜中, 随着微弧氧化的进行被形成的氧化膜逐渐覆盖. 从图3还可以看出, 在微弧氧化初期, 裸露的Al18B4O33晶须与微弧氧化膜之间的界面结合状态较好.
图3 Al18B4O33w/AZ91D镁基复合材料微弧氧化初期形貌的SEM像
Fig.3 SEM images of Al18B4O33w/AZ91D composite at early stage of MAO treatment for 30 s (a) and 60 s[
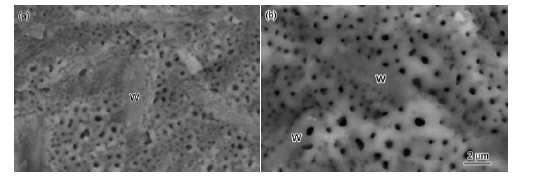
2.1.3 SiC增强相 SiC是应用最为广泛的金属基复合材料增强体, 一般以晶须(通常为β-SiC)或颗粒(通常为α-SiC)的形式添加到金属基体中起到强化作用. SiC增强相属于半导体陶瓷相, 不具备阀金属特性. 在金属基复合材料的微弧氧化过程中, SiC的存在状态特别受到研究者的关注. 本研究发现, SiC增强相在微弧氧化初期发生了重要转变. SiCw/AZ91D镁基复合材料在微弧氧化初期阶段形貌的SEM像如图4所示. 可以看出, 该复合材料在微弧氧化进行之初, 伴有较为剧烈的气体析出现象, 并在复合材料表面形成许多不规则的颗粒状物质(图4a); 随着氧化时间的延长, 颗粒状物质逐渐减少, 并伴随出现火花放电残留微孔, 标志着微弧氧化膜开始形成(图4b); 微弧氧化进行到90 s时, 气体析出的剧烈程度明显减轻, 可观察到大量游动的火花, 表面只有很少的颗粒状物质残留, 多孔的微弧氧化膜覆盖复合材料表面, 说明该复合材料进入到正常的微弧氧化过程(图4c).
图4 SiCw/AZ91D镁基复合材料微弧氧化初期形貌的SEM像
Fig.4 SEM images of SiCw/AZ91D composite at the early stage of MAO treatment for 60 s (a), 75 s (b) and 90 s (c)
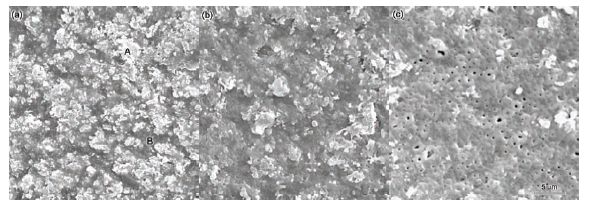
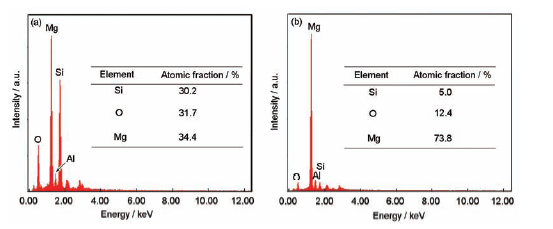
图5所示的EDS分析结果表明, 上述不规则颗粒状物质的Si和O含量要远高于其它区域, 据此可以初步判断, 这些物质是复合材料表面的SiC晶须发生氧化生成的氧化物, 微弧氧化初期的气体剧烈析出现象是由SiC发生氧化反应导致的. 随着微弧氧化的进行, SiC增强相的氧化产物逐渐被后来形成的微弧氧化膜所覆盖.
图5 SiCw/AZ91D镁基复合材料微弧氧化60 s时表面不同部位的EDS结果
Fig.5 EDS results of SiCw/AZ91D composite after 60 s MAO treatment for areas A (a) and B (b) in
在微弧氧化过程中, 含有SiC增强相的金属基复合材料发生SiC氧化现象已被诸多研究结果证实, 并普遍被认为是等离子体放电区的高温作用所致[14~16]. 然而本研究发现, SiC (分别研究了β-SiC晶须和α-SiC颗粒[24])的氧化不仅发生在剧烈的火花放电过程中, 也会发生在火花放电出现之前的微弧氧化初期阶段; 正是初期阶段的氧化反应使半导体的SiC转变为电绝缘的氧化物, 抑制了原始SiC位置的电流泄露, 并因此促进了电压的升高和火花放电的发生. 只有SiC发生氧化之后, 复合材料表面阻挡层的完整性和电绝缘性才能够被充分保证, 而阻挡层的完整性和电绝缘性是发生火花放电的先决条件. 因此认为, 与火花放电过程中的氧化相比, SiC在微弧氧化初期阶段所发生的氧化反应对于微弧氧化膜生长具有更为重要的意义.
在微弧氧化初期阶段, SiC增强相发生氧化反应的原因与其自身特性密切相关. 当复合材料浸入电解液中进行微弧氧化处理时, 属于阀金属的基体镁合金表面会迅速形成阻挡层. 而SiC不具备阀金属特性, 其表面不能形成阻挡层, 因此SiC的存在破坏了复合材料表面阻挡层的完整性. 由于SiC的半导体特性, 加之基体合金表面已经被电绝缘的阻挡层所覆盖, 微弧氧化施加的电流将会集中到SiC所在区域, 这将会导致以下2种结果: 一方面, SiC区域的电流泄漏使微弧氧化电压无法持续升高, 导致介电击穿和火花放电过程被抑制; 另一方面, 流经SiC的高电流密度产生的高热量导致在火花放电出现之前SiC发生氧化. 通过施加于复合材料试样的电流密度以及SiC增强相的体积分数可以粗略地估算出流经SiC的电流密度[24]. 采用相同的电流密度进行微弧氧化处理时, 如果SiC的体积分数增加, 则流经SiC的电流密度下降, SiC的氧化反应将会随着其含量的增加而逐渐变得困难, 从而影响击穿放电过程及氧化膜的形成. 因此, SiC增强相的含量和微弧氧化电流密度都是影响复合材料微弧氧化过程的重要因素.
以上研究结果表明, SiC作为增强相存在于金属基复合材料中, 其对微弧氧化过程的影响与Al18B4O33增强相完全不同, 这种不同源于二者自身物化特性的差别. 在微弧氧化过程中, 电绝缘的Al18B4O33相能够稳定存在; 而半导体SiC相被周围阻挡层包裹时成为电流泄露的通道, 同时其自身在载流Joule热的作用下快速氧化. SiC因其自身物化特性在微弧氧化初期不能稳定存在, 其氧化产物绝缘性良好, 氧化产物的形成和原位堆积可以有效弥合阻挡层局部的结构缺陷, 逐渐消除SiC导致的不利影响. 因此, SiC增强相的存在仅延缓了火花放电, 并不会完全阻止微弧氧化膜的生长; 随着SiC氧化过程的进行, 复合材料微弧氧化膜逐渐进入正常的生长阶段, 最终已氧化或未完全氧化的SiC逐渐被微弧氧化膜所覆盖.
2.1.4 碳纤维增强相 碳纤维导电性能良好, 不具备阀金属特性. 实验表明, 镁基复合材料中含有碳纤维增强相时, 其表面不能形成微弧氧化膜. 碳纤维在微弧氧化处理过程中的状态变化如图6所示. 在进行微弧氧化处理之前, 碳纤维均匀地分布在基体中, 碳纤维与基体之间界面结合状态较好(图6a). 微弧氧化进行60 s后, 碳纤维与基体之间界面出现裂缝, 同时碳纤维也严重损坏, 有的纤维沿横向出现较大裂缝, 同时伴有气体剧烈析出现象(图6b). 随着时间的延长, 上述情况加剧, 微弧氧化始终无法进入到火花放电阶段, 该复合材料表面不能形成微弧氧化膜(图6c). 导致这种现象的原因在于: 微弧氧化过程中, 导电性能良好的碳纤维成为电流泄露的通道, 并在载流Joule热的作用下剧烈氧化而消耗. 碳纤维与SiC增强相的不同之处在于, 在微弧氧化初期, SiC发生氧化反应生成的氧化物可以有效弥合阻挡层局部缺陷, 逐渐消除SiC导致的不利影响, 使微弧氧化能够进入到火花放电阶段; 而碳纤维的氧化产物为气体, 阻挡层缺陷无法通过其氧化产物得到修复, 因此无法发生火花放电.
图6 (Cf+Al18B4O33w)/AZ91D复合材料在微弧氧化处理前后表面形貌的SEM像
Fig.6 SEM images of (Cf+Al18B4O33w)/AZ91D composite before (a) and after MAO treatment for 60 s (b) and 300 s (c)
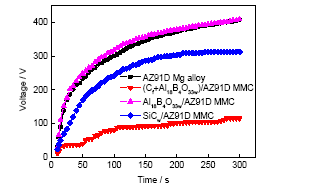
在恒电流控制模式下进行微弧氧化处理, 将试样浸入到电解液中后, 若在基体表面迅速形成电绝缘的阻挡层, 为了维持电流恒定, 电压将随着阻挡层的形成而快速上升, 直至达到阻挡层的临界击穿电压, 发生击穿放电, 电压升高速度才逐渐下降, 这是微弧氧化过程中理想的电压演变趋势. 为了进一步了解第二相对镁基材料微弧氧化过程的影响, 本工作对比了含有不同类型第二相的镁基复合材料与AZ91D镁合金的微弧氧化电压随时间变化趋势, 结果如图7所示.
图7 不同镁基材料在恒电流模式下进行微弧氧化处理时的电压随时间变化曲线
Fig.7 Voltage-time curves during MAO treatment under constant current mode for different Mg base materials (MMC—metal matrix composite)
对于AZ91D镁合金, 电压在微弧氧化初期快速上升至150 V左右, 迅速达到起弧电压, 而后电压缓慢上升直至达到一个相对稳定的状态, 说明在微弧氧化开始后AZ91D镁合金表面迅速形成了完整的电绝缘阻挡层. 与AZ91D镁合金相比, Al18B4O33w/AZ91D复合材料的电压演变趋势相同, 二者在同一时间点上的电压相近. 这说明Al18B4O33增强相的存在没有破坏阻挡层的电绝缘性, 使得该复合材料与AZ91D镁合金一样表现出正常的微弧氧化行为, 这与图3观察到的现象一致. 分析认为, Al18B4O33晶须良好的电绝缘性能和致密的晶须/膜层界面共同保证了复合材料表面阻挡层的完整性和电绝缘性, 从而避免了微弧氧化初期电流泄漏, 保证了火花放电的正常进行. 对于SiCw/AZ91D复合材料, 在微弧氧化初期, 电压升高速度明显低于AZ91D镁合金和Al18B4O33w/AZ91D复合材料, 说明SiC增强相的存在破坏了该复合材料表面阻挡层的完整性和电绝缘性, 导致电流泄露, 从而抑制了电压升高. 而对于(Cf+Al18B4O33w)/AZ91D复合材料, 在微弧氧化初期没有出现电压快速上升的阶段, 电压增长速度始终非常缓慢, 最终维持在100 V左右. 这说明该复合材料表面始终没能形成完整的电绝缘阻挡层, 微弧氧化不能进入到火花放电阶段, 因此无法生成微弧氧化膜, 这与形貌观察的结果一致.
表1为不同电流密度下各种镁基材料在微弧氧化初始阶段的电压升高速率R及最终的稳态电压U. 可见, 在微弧氧化初始阶段, AZ91D镁合金及含有Al18B4O33和SiC增强相的镁基复合材料的电压升高速率均随着电流密度的提高而增大, 稳态电压也随之增大. 在相同电流密度下, 各种镁基材料则呈现出不同的电压演变趋势. AZ91D镁合金和Al18B4O33w/AZ91D复合材料的电压变化趋势基本相同, 二者在微弧氧化初期的电压升高速率比较接近, 所对应的稳态电压也相差不大, 这也从电压变化趋势的角度说明Al18B4O33增强相的存在对微弧氧化行为的影响不大. 而SiCw/AZ91D复合材料与以上2种材料相比情况却大为不同, 在较低的应用电流密度下差距更为明显. 电流密度为20 mA/cm2时, SiCw/AZ91D复合材料甚至没有呈现出电压的快速上升阶段. 随着电流密度的提高, 微弧氧化初始阶段的电压上升速率逐渐提高; 应用电流密度提高到80 mA/cm2时, R和U已经与AZ91D镁合金和Al18B4O33w/AZ91D复合材料相近. 这说明应用电流密度的提高在一定程度上改善了SiCw/AZ91D复合材料表面阻挡层的形成情况, 这与前面的分析相吻合, 即电流密度的提高能够促进SiC在微弧氧化初期阶段的氧化反应, 抑制SiC位置电流的泄漏, 从而弱化SiC相对微弧氧化过程的不利影响.
关于第二相在微弧氧化过程中的存在状态及其对微弧氧化行为的影响, 应以火花放电的发生为界分为2个阶段进行分析, 即火花放电发生之前的初期阶段和火花放电阶段. 根据本工作对不同镁基材料微弧氧化行为的研究结果可知, 在微弧氧化的初期阶段, 第二相是否具有阀金属特性及其导电特性是最重要的影响因素. 如前所述, 当金属基复合材料浸入电解液中进行微弧氧化处理时, 属于阀金属的基体合金表面会迅速形成电绝缘的阻挡层, 形成阻挡层是微弧氧化进入到火花放电阶段的必要条件. 如果第二相不具备阀金属特性, 即阻挡层不能同时在第二相表面形成, 则第二相具备良好的电绝缘性能对于金属基复合材料的微弧氧化非常重要; 如果第二相不具备阀金属特性同时又不具备良好的电绝缘性能, 第二相位置的电流泄漏将会导致电压难以升高, 介电击穿和火花放电过程被抑制, 前述的SiC增强相情况便是如此. 当微弧氧化进入到火花放电阶段, 第二相的存在状态与其熔点以及微弧放电区的温度密切相关. 如果微弧放电区的温度高于第二相熔点, 则第二相可能先熔化再发生氧化等反应[25]; 如果微弧放电区的温度不足以使第二相熔化, 则第二相可能仅仅经历其熔点以下的反应, 如SiC增强相的热氧化反应. 因此在这一阶段, 决定第二相状态的关键是微弧放电的能量是否足够使其发生熔化.
表1 镁基材料在微弧氧化初期的电压升高速率R和稳态电压U随电流密度的变化
Table 1 Voltage increasing rate at the initial stage of MAO treatment (R) and ultimate steady-state voltage (U) under different applied current densities for various substrate materials
| Substrate material | 20 mAcm-2 | 40 mAcm-2 | 60 mAcm-2 | 80 mAcm-2 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| R / (Vs-1) | U / V | R / (Vs-1) | U / V | R / (Vs-1) | U / V | R / (Vs-1) | U / V | ||||
| AZ91D | 3.1 | 219 | 6.0 | 369 | 9.2 | 407 | 10.2 | 416 | |||
| Al18B4O33w/AZ91D | 3.6 | 207 | 6.2 | 358 | 8.3 | 408 | 9.2 | 426 | |||
| SiCw/AZ91D | 1.2 | 188 | 2.4 | 256 | 3.8 | 312 | 5.8 | 374 | |||
| (Cf+Al18B4O33w)/AZ91D | - | 33 | - | 74 | - | 166 | - | 155 | |||
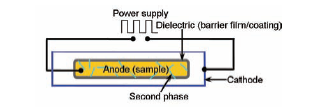
根据微弧氧化膜的生长机理, 可将其生长过程简化等效为一个电容器的反复击穿-重构过程. 图8为表示微弧氧化膜形成原理的简化示意图. 将金属试样浸入到电解液中作为阳极接通微弧氧化电源之后, 试样表面迅速形成一个电绝缘的电介质层(即阻挡层), 它的存在隔绝了金属阳极与电解液的接触, 则阻挡层两侧的电势差在阻挡层中产生电场, 构成一个“微弧氧化电容器”. 随着充电时间的延长, 阻挡层两侧的电势差不断升高, 阻挡层中的电场强度不断增加, 当电场强度达到阻挡层的临界击穿场强时, 阻挡层的薄弱部位发生击穿, 产生火花放电, 微弧氧化膜开始生长. 击穿放电区域的高温使局部金属迅速熔化并发生氧化, 而后在电解液的作用下急剧冷却、凝固、形成微弧氧化膜; 快速形成的氧化物修补了阻挡层中因为击穿放电而产生的缺陷, 抑制了电流的泄漏, 进而实现介电层的重构. 此后, 电容器的下一个充电周期开始, 直至在膜层其它的薄弱部位产生击穿放电, 如此周而复始的充电–放电便实现了微弧氧化膜生长过程的持续. 发生火花放电以后, 电容器的电介质层逐渐由最初的阻挡层变成微弧氧化膜.
最初的阻挡层以及后续的微弧氧化膜作为“微弧氧化电容器”的电介质层, 其结构特征、介电性能和重构能力对于微弧氧化膜生长过程的开始、持续及最终形成的膜层微观组织都具有重要的影响. 基体材料的组分结构正是通过对“微弧氧化电容器”电介质层特性的改变来影响微弧氧化膜的生长行为. 若金属阳极中的第二相具备阀金属特性, 则不会影响“微弧氧化电容器”形成、击穿和重构, 即不会抑制微弧氧化膜的生长; 若第二相不具备阀金属特性, 其表面不能形成阻挡层, 则根据第二相的物化特性不同, 其对 “电容器”电介质层的结构特征或介电性能会有不同的影响, 从而对“微弧氧化电容器”的形成、击穿和重构过程的影响也会有所不同.
(1) 第二相对镁基材料微弧氧化行为的影响与其自身特性密切相关, 第二相是否具备阀金属特性、导电特性以及能否发生氧化等性质均是影响基体材料微弧氧化行为的重要因素.
(2) 若第二相具备阀金属特性, 其表面在微弧氧化初期会形成阻挡层, 从而可与基体表面阻挡层融合形成完整致密的阻挡层, 则第二相的存在对微弧氧化行为无明显影响.
(3) 若第二相不具备阀金属特性, 同时电绝缘性能良好, 则其存在不会破坏阻挡层的完整性和电绝缘性, 从而不抑制火花放电发生, 微弧氧化过程可正常进行.
(4) 不具备阀金属特性的半导体性第二相在微弧氧化初期会导致阻挡层电流泄露, 抑制火花放电; 若该第二相为可氧化相, 则在载流Joule热作用下发生氧化, 其氧化产物可弥合阻挡层局部缺陷, 逐渐减弱或消除第二相的不利影响, 最终促进火花放电的发生, 因此半导体性第二相会延缓微弧氧化进程.
(5) 不具备阀金属特性的良导体第二相会导致电流持续严重泄漏, 电压升高缓慢, 完整的阻挡层无法形成, 微弧氧化难以进行; 若该第二相为易氧化物质, 则其在载流Joule热作用下发生氧化.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}