
通讯作者:
收稿日期: 2016-03-11
网络出版日期: 2016-11-23
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 徐红勇, 男, 1989年生, 硕士生
展开
摘要
通过等离子喷焊NiCrBSi+Ti混合粉末制备TiC硬质增强镍基复合耐磨层, 利用OM, SEM, XRD及EDS研究了喷焊层微观组织、物相及元素组成特征, 并利用显微硬度仪及磨料磨损试验机对喷焊层显微硬度及耐磨料磨损性能进行测试. 结果表明, NiCrBSi+Ti混合粉末喷焊层主要包括由保留有共晶组织形态的(γ-Ni+β1-Ni3Si)与过共析组织(α-Fe+FeNi3)组成的基体相, 以及镶嵌于基体中的M7C3和M23C6等硬质相; CrB弥散分布于喷焊层中; 原位生成的TiC一部分作为M7C3和M23C6等后析出相的形核核心, 一部分以细小颗粒(<1 μm)弥散于基体中, 部分甚至偏聚为大尺寸TiC (>1 μm)块体. Ti的加入, 显著细化了喷焊层组织, Ti添加量为6%时, 喷焊层性能最好, 显微硬度可达800 HV0.5, 磨损质量约为14.5 mg, 耐磨性为纯NiCrBSi喷焊层的2倍以上.
关键词:
Abstract
Generally, wear is one of the main failure mechanisms for mold steel. The heavy financial loss will often occur if molds are out of service due to their hard manufacturing process and high cost of metal materials. Therefore, mold repairing is urgent and critical if they fail to function. Ni-matrix wear resistant composited layers reinforced by TiC generated from in situ plasma spray welding NiCrBSi+Ti powders were prepared. The analysis instruments of OM, SEM, XRD and EDS were used to study the microstructural characterization, phase identification and chemical compositions of the layers. And the microhardness and wear resistance were tested using Vickers hardness tester and abrasion tester, respectively. The investigations demonstrated that the layers were mainly composed of basic phases (γ-Ni+β1-Ni3Si) with eutectic features and hypereutectoid (α-Fe+FeNi3) structures, in which hard phases M7C3 and M23C6 were embedded in the matrix. The phase CrB was distributed uniformly in the layers. One part of TiC generated from in situ reaction acted as the nucleation of the chromium compounds precipitates M7C3 and M23C6. The other part of TiC was also distributed in the base with the fine particles (<1 μm) and even bigger size (>1 μm). Ti percentage rising, the microstructures of plasma spray welding layers were refined and the phase M23C6 increased while M7C3 decreased. When the Ti addition reached 6%, the layers had better performance with microhardness of 800 HV0.5. The wear mass loss of layers was 14.5 mg, which were more than 2 times of NiCrBSi layer.
Keywords:
磨损是模具的主要失效形式之一, 因模具制造工艺复杂和生产周期长, 一旦发生早期失效, 将会产生巨大的经济损失[1~5]. 因此, 采用快速修复技术修复表面失效模具, 恢复甚至延长其使用寿命, 极具经济价值[6]. 等离子喷焊作为表面修复技术的一种, 可根据具体需求方便选取喷焊合金粉末, 达到快速修复表面失效模具的目的[7]. 基于陶瓷材料高熔点、高硬度及耐磨损等优点, 目前, 很多研究将硬质陶瓷颗粒(WC[8], Cr3C2[9], TiN[10~14], Si3N4[15], TiC[16], Al2O3[17], TiO2[18])直接添加于镍基、钴基、铁基等自熔性合金粉末中, 用以制备陶瓷硬质增强耐磨层.
由于直接添加的陶瓷颗粒尺寸较大且易于偏聚, 导致耐磨层组织及性能均匀性较差, 整体耐磨性能改善有限. 因此, 原位生成陶瓷硬质相因其多以细小颗粒均匀弥散于耐磨层中, 可显著提高耐磨层整体性能, 成为近年来耐磨层制备领域的研究热点[19]. Tekmen等[20]通过等离子喷涂Al-12Si, TiB2和h-BN混合粉末, 经h-BN与Al之间的反应或Al-B-N固溶体分解, 原位生成了均匀、弥散的AlN硬质相, 显著提高了涂层的硬度及耐磨性能. Sahu等[21]通过激光熔覆TiO2, B4C和Al混合粉末, 经原位反应制备了TiB2-TiC-Al2O3复合涂层, 由于原位生成了弥散分布的陶瓷颗粒以及快速冷却的作用使涂层晶粒显著细化, 涂层的显微硬度也明显提高.
等离子喷焊作为一种表面强化与修复的新技术, 目前采用此工艺原位生成陶瓷硬质增强耐磨层的研究报道相对较少. 因此, 本工作通过等离子喷焊NiCrBSi+Ti混合粉末, 原位生成了TiC硬质增强镍基耐磨层, 并研究了Ti粉添加量对喷焊层组织与性能的影响, 为在生产中采用等离子喷焊工艺修复失效模具提供理论参考.
实验选用H13热作模具钢(退火态)为基材, 其化学成分(质量分数, %)为: Cr 4.75~5.50, Mo 1.10~1.75, Si 0.80~1.20, V 0.80~1.20, C 0.32~0.45, Mn 0.20~0.50, S≤0.03, P≤0.03, Fe余量. 图1为NiCrBSi和Ti粉末的扫描电镜(SEM)像及能谱(EDS)分析结果, 其中NiCrBSi为粒径70~250 μm的球形, Ti粉为60~160 μm的不规则块体.
图1 NiCrBSi和Ti粉末的SEM像及EDS分析结果
Fig.1 SEM images and EDS analyses of NiCrBSi (a) and Ti (b) powders
首先将Ti与NiCrBSi粉末按质量比: 0/100, 3/97, 6/94, 9/91, 12/88, 15/85, 配置6组混合粉末, 分别命名为No.1~ No.6; 采用取出磨球的球磨罐混合均匀(1 h); 然后将各组混合粉末采用等离子喷焊系统(Eutronic GAP 2001 DC)于H13基材表面制备耐磨层, 等离子喷焊工艺参数为: 非转移型等离子弧电流10 A, 转移型等离子弧电流50 A, 喷焊速度35 mm/min, 送粉速度5.35~6.95 g/min, 喷嘴高度11 mm, 等离子气(Ar)流量0.5 L/min, 送粉气(Ar)流量4 L/min, 保护气(Ar)流量10 L/min.
利用Axio.Scope.A1金相显微镜(OM), EVO18扫描电镜(SEM), Link-ISIS能谱仪(EDS)以及D/Max 2500PC X射线衍射仪(XRD, CuKα, 波长λ=0.15418 nm, 4º/min)分别对喷焊层微观组织与成分等进行分析. 以熔合线为零点, 采用MH-3显微硬度仪(施加载荷500 g, 时间10 s)在喷焊层每隔100 μm测其显微硬度并每隔3点取其平均值, 并测得H13基材显微硬度为218.5 HV0.5. 采用ML-100磨料磨损试验机(施加载荷10 N, 行程121.0 m, 时间10 min, 磨料600号Al2O3耐水砂纸)对喷焊层进行耐磨料磨损性能测试3次, 并取其平均值, 耐磨料磨损性能测试前首先进行预磨, 以保证待测试试样表面平整且较快进入稳定磨损阶段.
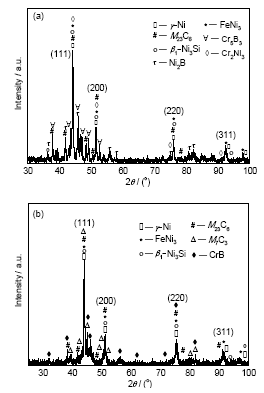
图2为NiCrBSi粉末及No.1喷焊层的XRD谱. 可以看出, NiCrBSi粉末主要由γ-Ni, M23C6 (Cr23C6, (Cr, Fe)23C6, (Fe, Cr)23C6), β1-Ni3Si, Ni2B, FeNi3, Cr5B3, Cr2Ni3组成; No.1喷焊层主要包括γ-Ni, FeNi3和β1-Ni3Si基体相, 以及CrB, M7C3 (Cr7C3, (Cr, Fe)7C3, (Fe, Cr)7C3)和M23C6等硬质相; 其中fcc结构物相(γ-Ni, FeNi3)及简单立方结构物相(β1-Ni3Si)主要沿(111)晶面生长. No.1喷焊层与NiCrBSi粉末相比, NiCrBSi粉末中高含B和Cr量的Cr5B3, Ni2B和Cr2Ni3消失, 且M23C6量显著减少, 转而生成大量低含B和Cr量的CrB和M7C3硬质相, 喷焊层中硬质相数量较NiCrBSi粉末显著增多, 有利于喷焊层耐磨性提高.
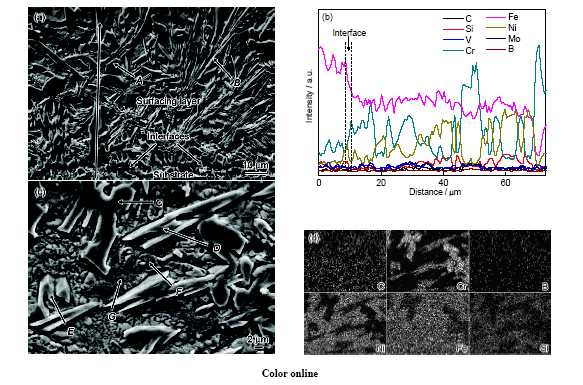
No.1喷焊层的SEM像与EDS分析如图3所示, 图3中各点微区EDS分析结果如表1所示. 结合XRD结果(图2b)可知, 图3中孔片状组织A为(Cr, Fe)7C3, 细杆状组织B为(Fe, Cr)23C6, 不规则片状组织C为Cr23C6, “H”形组织D为(Cr, Fe)7C3, 柱状组织E为Cr7C3, 龟壳状组织F为FeNi3, 绒毛状组织G为保留有共晶组织形态的(γ-Ni+β1-Ni3Si).
表1
Table 1 EDS analyses of different points in
| Point | Atomic fraction / % | Phase | ||||
|---|---|---|---|---|---|---|
| C | Cr | Ni | Fe | Si | ||
| A | 30.96 | 36.38 | 3.88 | 28.32 | 0.46 | (Cr, Fe)7C3 |
| B | 13.51 | 32.82 | 9.22 | 43.51 | 0.94 | (Fe, Cr)23C6 |
| C | 10.17 | 83.93 | 1.06 | 4.85 | - | Cr23C6 |
| D | 37.71 | 39.24 | 7.10 | 15.95 | - | (Cr, Fe)7C3 |
| E | 26.71 | 66.62 | - | 6.67 | - | Cr7C3 |
| F | 2.57 | 4.73 | 59.53 | 24.96 | 8.32 | FeNi3 |
| G | 6.32 | 3.36 | 63.33 | 10.31 | 16.68 | (γ-Ni+β1-Ni3Si) |
No.1喷焊层界面区的SEM像及相应直线箭头处线扫描分别如图3a和b所示. 可见, 由基材到喷焊层, 各元素含量未发生突变, 说明喷焊层与基材之间存在良好的元素扩散; Fe含量呈连续降低趋势, 而Ni, Cr和Si含量明显升高, 由此说明基材对喷焊层的稀释作用持续降低; 由于喷焊层中生成大量保留有共晶组织形态的(γ-Ni+β1-Ni3Si)以及M7C3和M23C6硬质相, 导致Ni与Si, Cr与C含量变化趋势较为一致.
图2 NiCrBSi粉末及No.1喷焊层的XRD谱
Fig.2 XRD spectra of NiCrBSi powders (a) and No.1 surfacing layer (b)
No.1喷焊层中部组织(图3c)与界面区相比, 由于几乎不存在基材的稀释作用, 高含Fe量的细杆状(Fe, Cr)23C6 (B)以及孔片状(Cr, Fe)7C3 (A)消失, 转而生成了大量低含Fe量的不规则片状Cr23C6 (C)、“H”形(Cr, Fe)7C3 (D)和少量柱状Cr7C3 (E)硬质相; 龟壳状FeNi3 (F), M7C3和M23C6大多镶嵌于保留有共晶组织形态的(γ-Ni+β1-Ni3Si)(G)中, 且(γ-Ni+β1-Ni3Si)组织显著增加. 结合各元素面分布(图3d)、各点微区EDS (表1)及XRD分析结果(图2)可知, B元素以CrB形式大多弥散分布于M7C3和M23C6中, 少量弥散分布于由(γ-Ni+β1-Ni3Si)与FeNi3组成的基体组织中; M7C3, M23C6, FeNi3和(γ-Ni+β1-Ni3Si)组织中均含有一定量的其它杂质元素(如Ni, Si和Fe等), 这是由于焊接熔池冷却较快, 凝固过程中杂质元素来不及完全扩散而固溶于各组织中. 由于No.1喷焊层中M7C3和M23C6尺寸较大且分布不均匀, 因此, 喷焊层整体组织均匀性较差, 对其整体力学性能极为不利.
图3 No.1喷焊层的SEM像和EDS分析
Fig.3 SEM images and EDS analyses of No.1 surfacing layer (a) SEM image of interface (b) EDS analysis along the line in
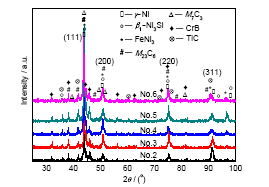
图4为No.2~No.6喷焊层XRD谱. 可见, No.2~ No.6喷焊层中主要包括γ-Ni, FeNi3和β1-Ni3Si等基体相, 以及TiC, CrB, M7C3和M23C6硬质相. 随着Ti添加量的增加, 喷焊层中TiC量显著增多; 由于C优先与强碳化物形成元素Ti原位反应生成大量TiC, 导致喷焊层中高含C量的M7C3型铬化物明显减少, 低含C量的M23C6型铬化物显著增加, CrB含量也明显增多; 但喷焊层物相生长取向均未改变.
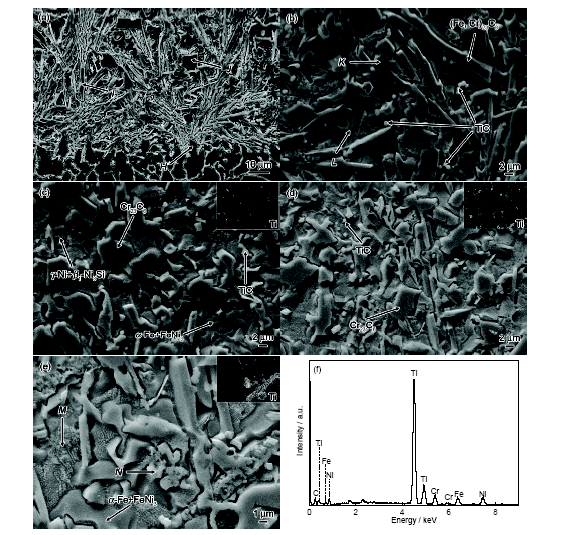
图5为No.2喷焊层不同位置的SEM像及EDS分析, 表2为图5中各点微区EDS分析结果. 结合XRD结果(图4), 可知, 图5中柱状晶H为α-Fe, 细杆状组织I为(Fe, Cr)23C6, 孔片状组织J为(Fe, Cr)7C3, 不规则片状组织K为Cr23C6, 平滑组织L为过共析组织(α-Fe+FeNi3), 绒毛状组织M为保留有共晶组织形态的(γ-Ni+β1-Ni3Si), 粒状组织N为TiC (1~2 μm).
表2
Table 2 EDS analyses of different points in
| Point | Atomic fraction / % | Phase | |||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Ti | Cr | Ni | Fe | Si | Mo | V | ||
| H | 25.54 | 1.03 | 4.63 | 9.33 | 55.28 | 2.93 | 0.61 | 0.65 | α-Fe |
| I | 13.37 | 0.42 | 28.27 | 10.90 | 47.04 | - | - | - | (Fe, Cr)23C6 |
| J | 32.32 | 0.51 | 23.20 | 5.54 | 38.43 | - | - | - | (Fe, Cr)7C3 |
| K | 18.59 | 4.87 | 67.51 | 4.54 | 4.48 | - | - | - | Cr23C6 |
| L | 11.75 | 2.67 | 5.24 | 43.78 | 29.63 | 6.93 | - | - | (α-Fe+FeNi3) |
| M | 8.69 | 3.56 | 3.42 | 50.03 | 16.25 | 18.05 | - | - | (γ-Ni+β1-Ni3Si) |
| N | 29.37 | 53.35 | 5.43 | 6.82 | 5.03 | - | - | - | TiC |
图5a~d依次为No.2喷焊层界面处、底部、中部、顶部的SEM像. 界面区可观察到联生生长的短小柱状晶(H), 说明喷焊层与界面之间存在良好的冶金结合. 结合Ti元素面分布(图5c~e中的插图), 可知, 由喷焊层界面区到顶部, 基材对喷焊层稀释作用降低, 原位生成的TiC颗粒明显增多, 并弥散于喷焊层中, 喷焊层微观组织逐渐细化: 界面区稀释作用最大, 生成大量高含Fe量的(Fe, Cr)23C6 (I)和(Fe, Cr)7C3 (J); 底部生成大量(Fe, Cr)23C6硬质相, 同时也生成一定量TiC和Cr23C6 (K)硬质相; 由于中部几乎不存在基材的稀释作用, 高含Fe量的(Fe, Cr)7C3和(Fe, Cr)23C6消失, 转而生成大量均匀分布的Cr23C6和TiC硬质相; 顶部原位生成的TiC最多, 且组织最为细小, 在局部甚至出现TiC颗粒的偏聚(N) (图5e和f). 与喷焊层中部及顶部相比, 界面区及底部基本观察不到大片保留有共晶组织形态的(γ-Ni+β1-Ni3Si), 这是由于其稀释率较大, 大量Fe与Ni反应生成γ-(Fe, Ni), 进而生成过共析组织(α-Fe+FeNi3), 导致Ni含量显著降低, 难以与Si达到共晶成分点.
图5 No.2喷焊层不同位置的SEM像及EDS分析
Fig.5 SEM images and EDS analyses of No.2 surfacing layer(a) SEM image of interface (b) SEM image of bottom(c) SEM image and Ti EDS mapping analysis (inset) of middle(d) SEM image and Ti EDS mapping analysis (inset) of top(e) partial magnification SEM image and Ti EDS mapping analysis (inset) of top layer(f) EDS of point N in
TiC是通过添加的Ti与NiCrBSi中的C之间的反应原位生成的. 由于TiC熔点(约3067 ℃)较高, 具有很高的熔化焓, 因此, 其Jackson因子(α)高达5~7[22,23], TiC是以光滑界面的台阶侧面生长方式长大. 在平衡凝固或接近平衡凝固的条件下, TiC是由八面体配位体在晶体的{111}面以层状方式堆积而成, 最后形成以{111}面为外表面的八面体块体结构; 随着凝固条件偏离平衡凝固条件, TiC的生长形态逐渐偏离八面体块体结构[24]. 因此, 喷焊层中的TiC形貌多为具有尖锐棱角的方形、菱形或不规则颗粒, 尺寸多数小于2 μm.
图6为No.4喷焊层的SEM像及EDS分析. 可以看出, 原位生成的TiC一部分作为M7C3和M23C6等后析出相的形核核心镶嵌其中, 起到异质形核核心的作用; 一部分以细小颗粒(<1 μm)弥散分布于基体中, 对喷焊层的弥散强化与细晶强化作用显著; 部分TiC颗粒在喷焊层中甚至发生偏聚(>1 μm), 起到晶界强化和位错增殖强化作用, 此外, 在磨损过程中也会起到对磨粒的强烈阻碍与钝化作用.
结合图5, 6及相图可知, 熔池凝固过程中, TiC(1670~3067 ℃)和CrB (1900~2100 ℃)依次从熔池中形核长大; M7C3和M23C6依次依附于已有的TiC和CrB表面形核长大; 随着熔池成分及温度的持续变化, 依次生成高温相γ-(Fe, Ni) (1440~1510 ℃), 共晶组织(γ-Ni+β3-Ni3Si) (约1143 ℃); 随着温度继续降低, β3-Ni3Si依次转变为β2-Ni3Si和β1-Ni3Si; 高温相γ-(Fe, Ni)经固态相变转变为过共析组织(α-Fe+FeNi3) (347~517 ℃); 最终, TiC, CrB, M7C3和M23C6硬质相镶嵌于由(γ-Ni+β1-Ni3Si)与过共析组织(α-Fe+FeNi3)组成的基体中. 由于焊接熔池中复杂的能量及成分起伏, 所有物相并不拘于以上析出顺序, 尤其是TiC, CrB, M7C3和M23C6等析出温度重叠, 析出顺序可能交错.
图6 No.4喷焊层的SEM像及EDS分析
Fig.6 SEM image of No.4 surfacing layer (a) and EDS analyses along line in
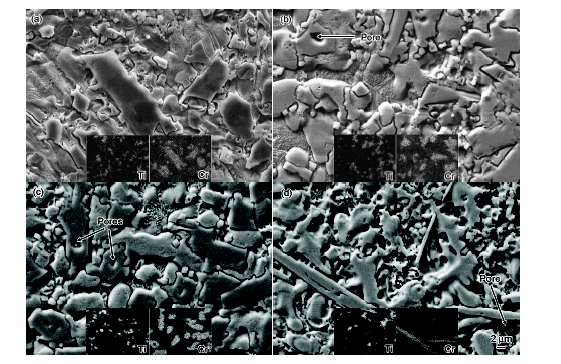
图7为No.3~No.6喷焊层中部的SEM像与EDS分析. 结合图3c和5c可知, Ti的加入显著细化了喷焊层微观组织, No.3中原位生成细小TiC颗粒呈弥散分布, 组织最为细小、均匀、致密. 结合Ti与Cr元素面分布(图5c和图7中的插图)可知, 随着Ti添加量的继续增加, 原位生成的TiC显著增多甚至发生偏聚, 对喷焊层组织细化作用减弱, 组织均匀性变差, 且M7C3和M23C6量显著减少; 由于大量TiC的阻隔作用, 喷焊层凝固过程中难以在较大区域内达到共晶成分点, 使(γ-Ni+β1-Ni3Si)组织区域明显缩小, 进而FeNi3组织区域扩大, 且组织致密性下降; 喷焊层气孔尺寸及数量均显著增加, 这是因为Ti对H, O和N等气体元素具有很强的化学亲和性. 总之, NiCrBSi+Ti混合粉末喷焊层中Ti添加量不宜过高.
图7 No.3~No.6喷焊层中部的SEM像与EDS分析
Fig.7 SEM images and EDS mapping analyses (insets) of No.3 (a), No.4 (b), No.5 (c) and No.6 (d) surfacing layers in the middle
图8为不同喷焊层显微硬度及磨损质量. 可见, 随着Ti添加量的增加, 喷焊层显微硬度及耐磨性均先增加后降低. 同一喷焊层中, 由熔合线到喷焊层顶部, 由于基材的稀释作用逐渐降低, 显微硬度值呈逐渐升高趋势; 中部及以上几乎不存在基材的稀释作用, 因而显微硬度值基本不变. 当Ti添加量为0%~6%时, 随着Ti添加量增加, 喷焊层显微硬度及耐磨性逐渐增加, 这是由于喷焊层中原位生成了大量均匀分布的TiC硬质相, 起到良好的细晶强化及弥散强化作用; 增加Ti添加量, 喷焊层中TiC硬质相生成量增多, 其显微硬度及耐磨性均持续增加. 当Ti添加量为6%时(No.3), 喷焊层显微硬度及耐磨性最好, 显微硬度可达800 HV0.5, 约为纯NiCrBSi(No.1)喷焊层的1.6倍; 磨损质量约为14.5 mg, 耐磨性为纯NiCrBSi (No.1)喷焊层的2倍以上. 当Ti添加量为6%~15%时, 随着Ti添加量增加, 喷焊层显微硬度及耐磨性均持续降低. Ti添加量为15%时(No.6), 与纯NiCrBSi (No.1)喷焊层显微硬度及耐磨性基本持平, 一是因为Ti添加量过大, TiC颗粒发生了明显偏聚, 细晶强化及弥散强化作用减弱, 组织均匀性降低; 二是由于生成TiC消耗了大量C元素, 导致喷焊层中M7C3和M23C6含量显著降低; 三是由于Ti添加量增加, 同时导致喷焊层气孔尺寸及数量均增加, 基体组织致密性显著降低.
图8 不同喷焊层显微硬度及磨损质量
Fig.8 Microhardness (a) and wear mass loss (b) of different surfacing layers
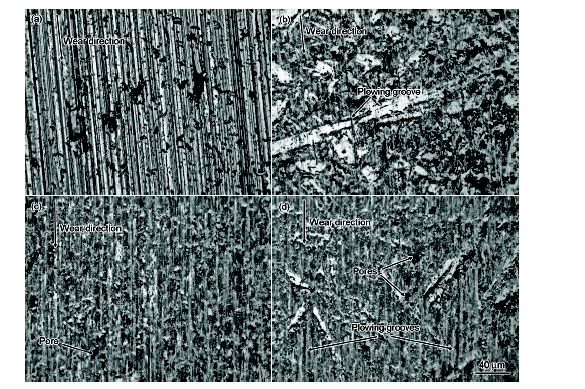
基材及不同喷焊层的磨损形貌如图9所示. 可见, H13基材表面犁沟最深最宽, 且均匀、平直并贯穿整个视野, 表明磨损过程中几乎未受到强烈阻碍. 与H13基材相比, 纯NiCrBSi (No.1)喷焊层犁沟窄而浅, 且数量减少, 由于M7C3和M23C6尺寸较大, 组织均匀性较差, 喷焊层整体耐磨性能改善有限, 粗大磨粒甚至可在M7C3和M23C6表面划出犁沟. 与纯NiCrBSi喷焊层(No.1)相比, Ti的加入, 使喷焊层的耐磨损性能显著提高, 喷焊层犁沟数量显著减少并且细化, 基本看不到贯穿整个视野的犁沟, 这是由于原位生成的大量细小、弥散分布的粒状TiC (<1 μm)和CrB对喷焊层细晶强化与弥散强化作用显著, 以及偏聚TiC (>1 μm), M7C3和M23C6对磨粒具有强烈阻碍与钝化作用, 可将犁沟终止于萌生阶段; Ti添加量为6%时(No.3), 喷焊层表面只有少量窄而浅的犁沟出现; 随着Ti添加量继续增加, 喷焊层组织粗化且均匀性变差, 气孔数量和尺寸显著增加, 导致喷焊层耐磨性能下降, 因此, 当Ti添加量为15%时(No.6), 喷焊层中重新出现了粗大犁沟.
图9 基材及不同喷焊层的磨损形貌
Fig.9 Microstructures of substrate material H13 (a) and No.1 (b), No.3 (c) and No.6 (d) surfacing layers after wear test
(1) 纯NiCrBSi喷焊层中主要包括(γ-Ni+β1-Ni3Si)与FeNi3组成的基体相, 以及CrB, M7C3和M23C6等硬质相.
(2) NiCrBSi+Ti混合粉末喷焊层中, 原位生成了弥散分布的粒状TiC, 显著细化了喷焊层组织; 随着Ti添加量的增加, TiC量明显增多甚至发生局部偏聚, 且喷焊层气孔数量及尺寸均增加.
(3) 原位生成的TiC存在形态主要有3种: 一是作为M7C3和M23C6等后析出相的形核核心; 二是以细小颗粒(<1 μm)弥散于基体中; 三是偏聚为大尺寸TiC (>1 μm)块体.
(4) Ti的加入显著提高了喷焊层的综合力学性能, Ti添加量为6%时, 显微硬度达到800 HV0.5, 约为纯NiCrBSi喷焊层的1.6倍; 磨损质量约为14.5 mg, 耐磨性为纯NiCrBSi喷焊层的2倍以上.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}