
通讯作者:
收稿日期: 2016-03-28
网络出版日期: 2016-11-23
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 许志武, 男, 1978年生, 副教授
展开
摘要
采用Zn-Al钎料超声辅助钎焊连接了钛合金与铝合金, 利用OM, SEM, EDS和TEM分析了钎焊接头的微观组织. 利用数字图像相关(DIC)方法分析了Ti/Al钎焊接头在原位拉伸过程中应变变化及裂纹扩展情况. 结果表明, 在钛合金/钎缝界面上有2种化合物, 分别为Ti7Al5Si12和TiAl3, 而在铝合金/钎缝界面上存在一层Zn-Al扩散层, 钎缝组织由富Zn相和Zn-Al共析组织构成. 原位拉伸过程中, 钎焊接头整体应变较低, 局部高应变区呈条纹状形态分布, 接头没有发生明显屈服过程, 只有弹性变形和塑性变形阶段. 在应变相对较大的富Zn相内部产生最大应力且出现裂纹, 裂纹曲析扩展最后呈锯齿状断裂.
关键词:
Abstract
The prospect of joining titanium and aluminum components into structures is desirable for a wide range of aerospace and automobile industry applications. One of the problems related with the joining processes for dissimilar metals such as Ti and Al is the formation of residual stress in the bonded joint, which has significant effect on the joint mechanical properties. In this work, joining of a titanium alloy to an aluminum alloy by ultrasonic assisted brazing using a Zn-Al filler metal was investigated. The microstructures of the titanium/aluminum brazed joints were determined by OM, SEM and TEM. The local tensile deformation characteristics of the brazed joints were also examined using the digital image correlation (DIC) methodology by mapping the local strain distribution during in situ tensile tests. The results showed that the Ti7Al5Si12 phase and the TiAl3 phase were formed at the titanium/brazing seam interface. The brazing seam was primarily composed of a Zn-rich phase and a Zn-24.14%Al (mass fraction) eutectoid structure. At the aluminum/brazing seam interface, no interfacial reaction layer was observed and the primary phase Zn-Al dendrites nucleated at the aluminum base metal and grew into the inside of the bonding region. A diffusion layer was formed in the aluminum base metal. It was found that the tensile deformation of the brazed joints was highly heterogeneous, which led to the deflection of the crack during propagating in the joint. The fracture initiated at the Zn-rich phases, where contained the highest stress concentration due to their low elastic modulus, and propagated in the Zn-rich phases or through the interface between Zn-rich phase and Zn-Al eutectoid structure.
Keywords:
中图法分类号 TG 454 文献标识码 A 文章编号 0412-1961(2016)11-1403-10
轻量化的结构设计一直是航空航天等结构设计中所追求的目标, 针对航空航天材料特殊性能的要求, 将铝合金和钛合金连接形成复合结构可以发挥2种金属不同的性能. 获得性能优良的Ti/Al异种合金复合构件的焊接接头, 具有重要的理论意义和实际应用价值, 能满足航空航天领域对轻量化结构件性能的要求, 在航空航天等现代工业领域有广阔的潜在应用前景.
有关铝合金与钛合金异种材料的焊接, 目前主要采用激光焊[1,2]、扩散焊[3~5]、钎焊[6,7]、电弧熔钎焊[8]及搅拌摩擦焊[9]等方法. 由于铝合金与钛合金的物理和化学性能差异较大, 一方面2种合金在高温焊接时发生强烈的化学反应, 在连接界面形成大量的硬脆TiAl3, TiAl和Ti3Al等化合物[10,11]; 另一方面, 钛合金与铝合金热膨胀系数的差异导致Ti/Al钎焊接头处会产生内应力[12,13]. 这2方面对整个接头的强度都将产生严重的影响. 为了清楚地了解Ti/Al钎焊接头中各种组织对整个接头变形的影响规律, 国内外学者一般通过研究显微组织及其与纳米硬度、弹性模量之间的关系[14], 或者借助于原位拉伸实验[15], 来揭示显微组织与宏观力学性能的联系. 但是这种方法不能直观体现接头中各种组织与应力应变的关系, 所以迫切需要一种能直接体现整个焊接接头中各组织的应力和应变变化的研究方法, 这对于调整接头中的显微组织以及改善接头的性能特别重要.
关于数字图像相关(digital image correlation, DIC)方法的报道最早出现在上世纪80年代初, 由日本的Yamaguchi[16]和美国的Peters等[17]几乎同时独立提出. 该方法直接利用待测物体表面变形前后2幅数字图像的灰度变化来测量试件表面的位移和变形场. 通过合适的数字图像运算法则, 数字图像在微尺度变形测量中也有应用, 可以针对多种试件进行测量. Saranath和Ramji[18]对比研究了Ti-6Al-4V电子束焊焊接接头通过数字图像所测的应变场与真实应力之间的关系. DIC方法也用在加载过程中板状试件的锯齿形屈服现象与变形分布的测量[19]和裂纹尖端应变场的测量[20]. Morgeneyer等[21]将拟Newton优化方法、遗传算法、仿射变换、数字标记法、立体视觉等引入DIC方法中, 并测量了铝合金的3D位移场, 依此计算了裂纹尖端的应变集中情况. Lee等[22]利用DIC方法对双相钢搅拌摩擦焊接头全场和局部的应变分布进行了研究, 得到了应变分布与拉伸变形之间的关系. He等[23]使用SiC颗粒增强的Ag-Cu-Ti钎料对Si3N4陶瓷材料进行了钎焊, 通过DIC方法对接头的拉伸变形行为进行了研究, 建立了一种接头强度与钎缝中增强颗粒、钎缝塑性之间的关系. 然而, Ti/Al异种合金钎焊接头由多种组织构成, 每个组织的性能也有差异, 在拉伸过程中组织的变形也不一致, 所以利用DIC方法研究Ti/Al异种合金钎焊接头的显微组织与应变变化之间的关系尚未见报道.
本工作将DIC方法与原位拉伸扫描电镜(SEM)观察相结合, 直接分析Ti/Al钎焊接头表面的组织, 利用图像处理中的数字相关算法, 采集变形前和变形后的试件表面数字图像, 通过设置扫描参数进行优化计算, 计算出试件表面的应变场, 并预测接头中裂纹可能的萌生位置和最后接头断裂的位置, 可以较好地解决Ti/Al接头区域局部变形场测量困难的问题, 为Ti/Al钎焊接头断裂问题研究提供有效的实验手段.
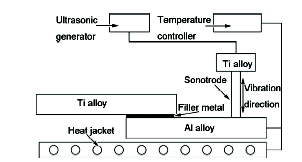
钛合金基体材料为TC4, 铝合金基体材料为2A12, 板厚均为8.0 mm. TC4钛合金的化学成分(质量分数, %, 下同)为: Fe ≤0.30, C ≤0.10, N ≤0.05, H ≤0.015, O ≤0.20, Al 5.5~6.8, V 3.5~4.5, Ti余量. 2A12铝合金的化学成分为: Si ≤0.50, Fe ≤0.50, Cu 3.8~4.9, Mn 0.3~1.0, Mg 1.2~1.8, Cr 0.10, Zn 0.25, Al余量. 2种材料都被加工成尺寸为50 mm×10 mm×8 mm的试样. 实验所采用的钎料为Zn-4Al-3Cu-1Si钎料, 其熔点为380~399 ℃, 抗拉强度为250~300 MPa. 采用超声波辅助钎焊, 工艺过程为: 首先在690~900 ℃范围内, 让钛合金浸入液态纯Al中5 min后取出, 处理表面至平整; 然后将钛合金与铝合金搭接在一起(搭接长度为20 mm)装入夹具, 放在焊接平台上, 钎料放置在2种材料待焊面之间; 升高温度达到420 ℃至钎料熔化后, 施加超声振动5 s, 保温4 min随后冷却, 完成焊接. 超声辅助钎焊方法示意图如图1所示. 所用超声波的频率为20 kHz, 超声波振幅为10 μm.
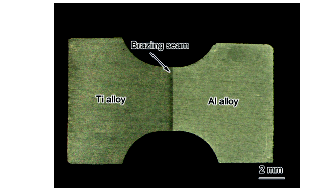
取接头搭接区域中厚度为1 mm的试样作为拉伸试样, 试样宏观形貌如图2所示. 依次用水砂纸和金相砂纸研磨, 再用1 μm的金刚石抛光液抛光, 直至无划痕. 抛光后接头试样采用BX51M万能金相显微镜(OM)观察宏观形貌组织. 透射电镜试样的制取分为切割、研磨和减薄3个过程: 首先采用线切割方法切取焊接接头界面区域试样大小为8 mm× 8 mm, 厚度约为500 μm的薄片; 其次将切取好的试样薄片依次用粗砂纸、细砂纸打磨抛光, 直至厚度为40~60 μm为止, 用酒精清洗后吹干, 冲制成直径3 mm的薄片; 最后采用Gatan 691离子减薄仪将直径3 mm薄片进行减薄, 至获得可供观察的薄区. 采用Tecnai G2 F30型透射电子显微镜(TEM)对试样显微组织进行观察, 并对不同相进行选区电子衍射(SAED)花样分析, 加速电压为300 kV. 采用MTS Nano Indenter XP纳米压痕仪对试样进行测量. 实验使用Berkovich压头, 选用位移控制模式, 最大位移为500 nm, 载荷为15 mN, 载荷施加时间为15 s. 采用QUANTA 200F型SEM观察显微组织, 并利用SEM自带的能谱仪(EDS)分析试样各区域化学成分. 采用Gatan MICROTEST 2000拉伸台对拉伸试样进行原位拉伸实验, 测试速率为0.1 mm/min, 同时通过SEM对拉伸过程的图像进行存贮. 实验完毕后, 通过软件对存贮的不同载荷下的形貌照片与变形前的形貌进行DIC方法分析. DIC分析法采用的是序列相似图像配准法, 在每幅图像中选定不共线的3个散斑子集, 分别对该3个散斑子集进行相关分析, 获得该3个散斑子集的位移, 然后代入有限元法中由单元节点位移求应变, 最终得到2个应变分量, 即拉伸方向应变和垂直拉伸方向应变.
本工作所用DIC方法是由图像采集装置记录被测物体位移或变形前后的2幅散斑图, 经模数转换得到2个数字灰度场, 对2个数字灰度场做相关运算, 找到相关系数极值点得到相应的位移或变形. 由于散斑分布的随机性, 散斑场上的每一点周围的一个小区域中的散斑分布与其它点是不一样的, 这样的小区域通常称为子集(子区), 子区上每一点的灰度值构成代表这个子区的矩阵, 这个矩阵便将这个子区和别的子区区别开来.
散斑场上以某一点为中心的子集可作为该点位移的信息载体, 通过分析和搜索该子集的移动和变化, 便可以获得该点的位移, 再经过适当的数值差分计算从位移场求得应变场. 在参考图像中取以某待求点(x, y)为中心的(2M+1) pixel×(2M+1) pixel大小的矩形参考图像子区, 在变形后图像中通过一定的搜索方法按预先定义的互相关函数进行相关计算, 进行搜索. 取与参考图像子区的相关系数为最大值或最小值(取决于所选择的相关函数)的以(x', y')为中心的图像子区, 则这个子区的中心便为待求点的新位置. 比较变形前后待求点的位置, 就可以确定这个点的位移u, v. 子区在一定的范围内搜索, 在交叉相关函数取到最大值时, 认为原子区中心(x, y)移动到了现在的子区(x', y'), 由这2个坐标根据下式就能算出变形前原子区的中心点的位移u, v:
对得到的位移场, 选择合适的差分方法进行一次差分, 得到应变场.
本工作所采用的DIC方法分析软件为Moire Software. 应用软件可以分析出拉伸方向的位移场和垂直拉伸方向的位移场, 及拉伸方向的应变场和垂直拉伸方向的应变场. 所得到的应变场结果是颜色表图, 不同的颜色代表不同大小的应变.
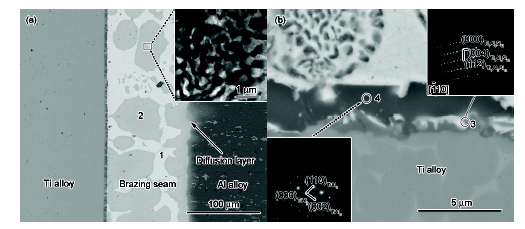
图3a所示为采用Zn-Al钎料钎焊Ti/Al异种合金典型的钎焊接头组织的SEM像. 可以看出, 钎缝中存在2种组织: 灰色相和白色相. 表1为图3中不
表1
Table 1 EDS analyses of different locations in
| Position | Zn | Al | Ti | Si | Possible phase |
|---|---|---|---|---|---|
| 1 | 97.87 | 1.56 | - | 0.57 | Zn rich phase |
| 2 | 75.49 | 24.14 | - | 0.37 | Zn-Al eutectoid structure |
| 3 | 14.66 | 14.84 | 44.50 | 26.00 | Ti7Al5Si12 |
| 4 | 14.12 | 54.21 | 28.28 | 3.39 | TiAl3 |
同位置的EDS分析结果. 可知, 白色相为富Zn相, 灰色相为Zn-Al共析组织. 其中Zn-Al共析组织一部分是沿Al表面连续形核并向钎缝中心生长, 另一部分则在钎缝中呈独立块状分布. 从图3a插图中可以看出, Zn-Al共析组织呈现深浅相间的共析片层结构. Ti/Al钎焊接头中Al基体近表面处存在一层灰色区域, 可以认为这是钎缝中的Zn向Al基体内部扩散形成的扩散层.
图3 Ti/Al钎焊接头显微组织的SEM和TEM像及钛合金侧界面区显微组织的SEM像及SAED花样
Fig.3 SEM images of Ti/Al dissimilar alloy brazed joint (a) and the interfacial zone close to Ti alloy of the joint (b) (Inset in
图3b所示为Ti/Al钎焊接头中靠近Ti侧的结合界面形貌的SEM像. 可以看出, Ti侧表面有一层约4 μm厚的金属间化合物. 实际上, 金属间化合物内部分为2层, 靠近钛合金界面处为细小短杆状化合物, 衬度稍浅; 在该短杆状化合物层上面分布有块状的化合物, 呈现棱角分明的形态, 衬度变深. 将EDS结果(表1)与电子衍射花样(图3b中插图)的标定结合起来, 并与PDF卡片对比, 可发现杆状化合物是以[
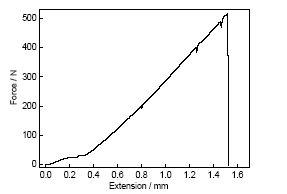
Ti/Al异种合金焊接接头试样的载荷-伸长量曲线如图4所示. 可以看到, 载荷-伸长量曲线近似直线上升, 说明整个拉伸阶段只有弹性阶段, 没有出现屈服阶段和应变硬化阶段. 在拉伸的过程中突然发生断裂, 没有显示出明显塑性变形, 属于脆性断裂. 从图中可以看出, 在载荷-伸长曲线中出现3处下降的小峰, 对应拉伸速率为0的时刻, 此时外加载荷虽然保持不变, 但试样内部的弹性应力随时间衰减, 总应力也会随时间的延长而减小, 所以表现为应力松弛现象. 第一处下降峰出现在载荷为200 N, 此时载荷微量减小; 第二处下降峰出现在载荷为400 N时, 载荷同样发生了减小但接头没有破坏; 第三处下降峰出现在载荷为480 N, 此时载荷相比前二次有较大程度减小, 微裂纹在接头钎缝中形成. 说明在整个原位拉伸过程中, 随着载荷增加, Ti/Al钎焊接头的整体应变逐渐变大, 当接头中某一相组织无法承受应变变化时该相组织开始出现微裂纹.
图4 Ti/Al钎焊接头载荷与伸长量曲线
Fig.4 Force-extension curve of Ti/Al dissimilar alloy brazed joint
而微裂纹会在应力的作用下进行相应扩展合并, 最终分布至整个拉伸面, 导致钎焊接头发生断裂.
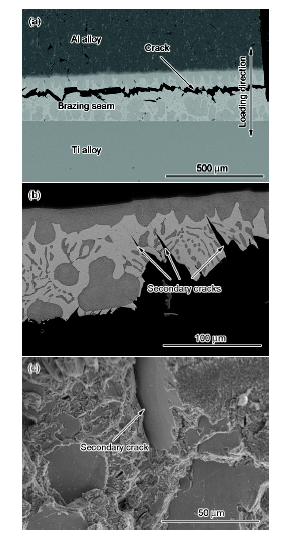
图5所示为Ti/Al钎焊接头拉伸断裂后的裂纹扩展和Ti侧断口形貌. 可以看出, 断裂面参差不齐, 起伏较大, 垂直于主断裂方向存在大量的二次裂纹, 二次裂纹的断裂面也位于焊缝中的富Zn相组织中. 可推测出在载荷的作用下, 裂纹源首先在垂直于载荷方向的富Zn相组织中的相界面上萌生, 随着载荷的增加, 富Zn相组织的相界面被撕开, 形成了较为平直的脆断面. 当大量的相界面被撕开后, 富Zn相组织被分割成很多独立的片层结构. 载荷继续增加, 钎缝中相间分布的Zn-Al共析组织和富Zn相开始发生局部塑性变形, 并最终被拉断.
图5 Ti/Al钎焊接头中典型的裂纹路径和局部放大裂纹及Ti侧断口形貌
Fig.5 Typical crack path of Ti/Al dissimilar alloy brazed joint (a), the local magnification of crack (b) and fractograph of Ti side in the joint (c)
对焊缝中Zn-Al共析组织与富Zn相组织进行纳米硬度和弹性模量测试, 结果如表2所示. 可以看出, 钎焊接头中Zn-Al共析组织的弹性模量比富Zn相大, 即Zn-Al共析组织比富Zn相抵抗变形的能力强. 在拉伸过程中, 在Zn-Al共析组织与富Zn相相界的共晶相界面附近变形不均匀, 在两相的界面会同时产生拉伸应变和压缩应变. 在未形成裂纹之前, 由于拉力的增加, 不同组织的变形均有增加, 故拉伸应变和压缩应变均有增加. 形成裂纹后, 在裂纹处有较大的变形, 故在裂纹附近应变变化增大, 并且拉应变增加剧烈. Ti/Al钎焊接头中的Ti侧界面的金属间化合物既硬又脆而难于发生变形, 在拉伸过程中, 化合物周围组织的变形会受到阻碍, 产生变化较大的拉伸变形及压缩变形.
表2 Ti/Al钎焊接头中组织的纳米硬度和弹性模量
Table 2 Nano-indentation hardness and elastic modulus of brazed joint of Ti/Al dissimilar alloy
| Phase | Elastic modulus | Nano-indentation hardness |
|---|---|---|
| Zn-Al eutectoid structure | 106~108 | 1.50~1.56 |
| Zn rich phase | 89~94 | 1.39~1.43 |
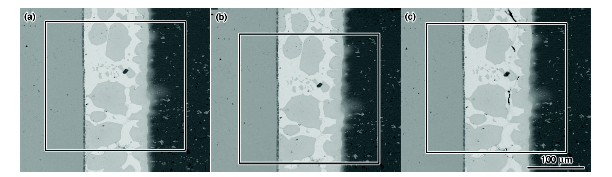
在SEM下对Ti/Al钎焊接头做原位拉伸, 以背散射电子(BSE)成像方式采集不同加载载荷作用下的图像. 所采集的Ti/Al钎焊接头的显微组织图像经数字化后, 其平面由1024×1024个像素点组成, 计算得到的应变场中每一个点的颜色所代表的应变变化就是所对应的像素变化量. 所以应变测量的灵敏度由实验所用图像处理系统的分辨率所决定. 当位移测量灵敏度为0.1个像素时, 应变测量灵敏度就应为0.1/1024≈1×10-4. 图6所示为施加不同载荷时Ti/Al钎焊接头同一位置处的SEM-BSE像. 从微观组织中很难观察到接头在200和400 N受力时的应变变化, 但是在480 N时可以观察到少量的微裂纹. 以载荷为0 N时的Ti/Al钎焊接头SEM-BSE像为基准图像(图3a), 通过DIC软件对不同载荷时的Ti/Al钎焊接头SEM-BSE像与基准图像进行DIC方法计算, 可以得到拉伸方向和垂直拉伸方向的位移场, 进一步计算位移场的偏微分可得到相应的应变场.
图6 不同载荷作用下Ti/Al钎焊接头同一位置处显微组织的SEM-BSE像
Fig.6 SEM-BSE images of Ti/Al dissimilar alloy brazed joint at the same area showed by rectangular area under the loading of 200 N (a), 400 N (b) and 480 N (c)
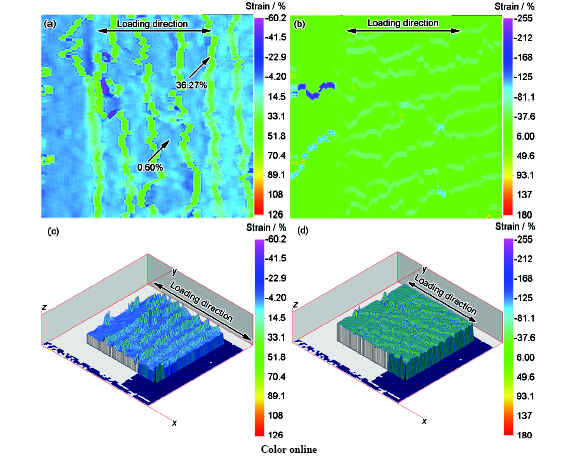
图7所示为200 N时拉伸方向和垂直拉伸方向Ti/Al钎焊接头二维和三维应变场云图. 从图7a中可以看出, 从0加载到200 N时, 在拉伸方向钎焊接头中出现了很多垂直于拉伸方向的正应变条纹. 正应变的分布却因其所处位置而不同, 相同加载应力条件下钎缝区内的局部应变略高于铝合金基体的局部应变, 而在钛合金基体内的局部应变变化较小. 说明钎焊接头钎缝区弹性模量比铝合金基体低, 而铝合金基体弹性模量比钛合金基体更低. 从图7a还可以看出, 在钛合金界面的化合物前沿观察到了几处负应变区. 该负应变区主要集中分布在2条正应变之间. 在垂直拉伸方向钎焊接头中出现了一些平行于拉伸方向的正应变条纹, 其应变要远小于拉伸方向应变(图7b和d). 另外, SEM-BSE像方式下, 垂直拉伸方向位移标准差较小, 表明各点的垂直拉伸方向位移基本相同. 从而可以断定, 在SEM-BSE像方式下, 应变场基本不受垂直拉伸方向位移的影响.
图7 载荷为200 N时拉伸方向和垂直拉伸方向Ti/Al钎焊接头2D和3D应变分布
Fig.7 2D (a, b) and 3D (c, d) strain profiles of Ti/Al dissimilar alloy brazed joint in the parallel tensile direction (a, c) and vertical tensile direction (b, d) under the loading of 200 N
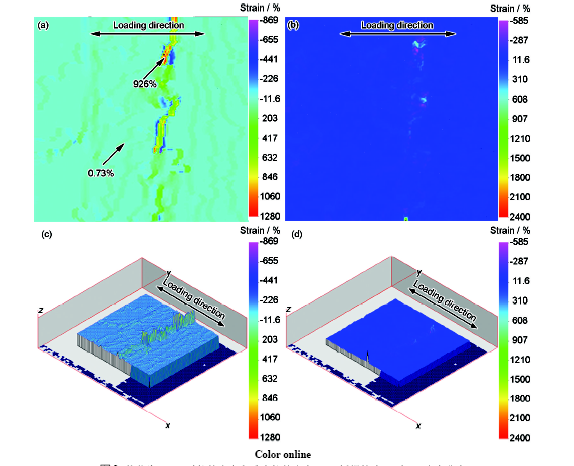
图8所示为400 N时拉伸方向和垂直拉伸方向Ti/Al钎焊接头二维和三维应变场云图. 从图8a中可以看出, 从200 N加载到400 N时, 垂直于拉伸方向的正应变条纹仍然存在, 并且正应变分布区域集中出现在金属间化合物附近和焊缝区内, 且焊缝区内局部应变增长速率明显快于基体. 由此可以看出, 钎焊接头的拉伸破坏属于局部损伤破坏形为, 其屈服强度和抗拉强度很大程度上取决于焊缝区的力学性能. 图9所示为480 N时拉伸方向和垂直拉伸方向Ti/Al钎焊接头二维和三维应变场云图. 从图9a中可以看出, 钎焊接头应变变化集中在一处, 并连成一条线. 由于此时接头中已经开始产生了微裂纹, 应变变化主要集中在微裂纹处, 其它组织的应变得到释放. 最后拉伸试样的断裂部位都是沿着局部应变变化最大处的部位进行, 所以在加载时接头会沿着应变变化最大处开始萌生裂纹. 在Ti/Al钎焊接头中, 断裂通常会发生在焊缝中的2个Zn-Al共析组织之间的富Zn相组织中.
图9 载荷为480 N时拉伸方向和垂直拉伸方向Ti/Al钎焊接头2D和3D应变分布
Fig.9 2D (a, b) and 3D (c, d) strain profiles of Ti/Al dissimilar alloy brazed joint in the parallel tensile direction (a, c) and in the vertical tensile direction (b, d) under the loading of 480 N
图8 载荷为400 N时拉伸方向和垂直拉伸方向Ti/Al钎焊接头2D和3D应变分布
Fig.8 2D (a, b) and 3D (c, d) strain profiles of Ti/Al dissimilar alloy brazed joint in the parallel tensile direction (a, c) and vertical tensile direction (b, d) under the loading of 400 N
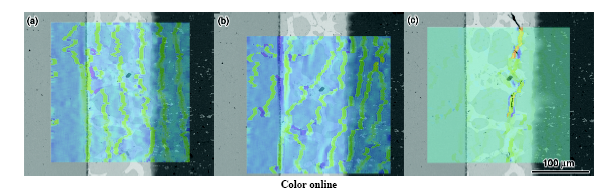
将拉伸方向的全场应变图进行半透明处理, 覆盖到相应接头的SEM-BSE像上, 如图10所示. 可以看出, 在载荷的作用下, 裂纹源首先在垂直于拉伸方向的Zn-Al共析组织之间萌生. 随着载荷的增加, Zn-Al共析组织与富Zn相的相界面被撕开, 形成了较为平直的脆断面. 当大量的相界面被撕开后, Zn-Al共析组织被分割成很多独立的层状结构. 当载荷继续增加时, 拉伸应变和压缩应变都有一定的增加, Zn-Al共析组织中相间分布的Al和Zn开始发生局部塑性变形, 并最终被拉断. 说明钎缝内的有效应力高于基体, 因而钎缝是接头的承载薄弱部位, 钎缝内拉伸方向的应变沿板宽均匀分布, 在两相边缘时达到最大, 所以钎缝中两相边缘处是易开裂的部位. 当外加载荷提高, 接头内各正应变集中随之增大, 基体宽度对应变的分布几乎没有影响.
图10 不同载荷作用下Ti/Al钎焊接头SEM-BSE像与应变图的复合图
Fig.10 Superposition maps of strain profiles and SEM-BSE images of Ti/Al dissimilar alloy brazed joint under the loading of 200 N (a), 400 N (b) and 480 N (c)
从图4可以看出, Ti/Al钎焊接头从开始拉伸到完全断裂, 整个接头的伸长量只有1.52 mm, 载荷-伸长量曲线近似直线上升, 说明接头的拉伸断裂为脆性断裂. 首先, 在200和400 N应变分析结果中, Ti/Al钎焊接头拉伸方向上的大部分区域处于0~0.87%浅蓝色的正应变区, 即拉伸应变区(图7a和图8a). 同时绿色的条纹状局部拉伸应变区处于36.27%~41.69%之间, 局部应变变化比较大且应变分布不均匀. 因为局部拉伸应变集中分布处通常会有应力集中, 所以裂纹萌生都是沿着局部拉伸正应变的部位进行. 其次, Ti/Al钎焊接头中富Zn相连续分布, 而Zn-Al共析组织以块状形态独立分布导致连续变形较难, 所以富Zn相承担了较大变形. Zn-Al共析组织被富Zn相隔开, 只要Zn-Al共析组织发生较小变形就会受到富Zn相的阻碍, 不能有效松弛富Zn相内的应力集中, 富Zn相就会产生一定塑性变形. 最后, Ti/Al钎焊接头中存在的Zn-Al共析组织和富Zn相的弹性模量不同, 当接头两端受到相同大小的拉伸载荷作用时, 弹性模量大的Zn-Al共析组织抵抗变形的能力强, 局部应变较小; 而弹性模量较小的富Zn相的局部应变相对较大. 从应变云图可以看出, 条纹状局部拉伸应变分布区并没有明显的规律, 说明钎缝中不同弹性模量的显微组织对应变分布趋势的影响不大, 而对组织内部最大应力有较大影响. 由于弹性模量较小的相需要较大的应力抵抗变形, 应力最大值应出现在弹性模量较小的相中, 因此在富Zn相处会产生最大应力, 并且可能出现裂纹.
Ti/Al钎焊接头的Ti侧界面区还分布着2种金属间化合物TiAl3和Ti7Al5Si12. 从图10a可以看出, 当载荷为200 N时, 金属间化合物的两侧分布着局部拉伸应变条纹, 这是由于金属间化合物属于硬脆相, 不易于发生变形, 导致金属间化合物两侧的金属变形较大. 从图10b可以看出, 当载荷为400 N时, 分析区域上部金属间化合物自身的应变呈紫色, 为负应变区即局部压缩应变, 最大可达50%以上, 而金属间化合物两侧相应地存在黄色的正应变区, 即局部拉伸应变. 实际DIC软件中所计算的数值为总应变, 包括弹性应变和塑性应变2个部分. 所以在负应变区, 如总应变为负, 则弹性应变与塑性应变的和也为负. 局部拉伸应变和局部压缩应变使得金属间化合物与两侧金属界面的协调性变差, 且界面棱角分明、应力应变不易转移, 会导致发生界面裂纹. 当载荷达到480 N时, 钎缝中的富Zn相先于金属间化合物处萌生裂纹, 且裂纹处应变显著增大, 裂纹的出现导致了Ti/Al钎焊接头其它位置的应力得到释放, 应变也相应减小. 最后Ti/Al钎焊接头没有断裂于金属间化合物处而断裂于富Zn相中.
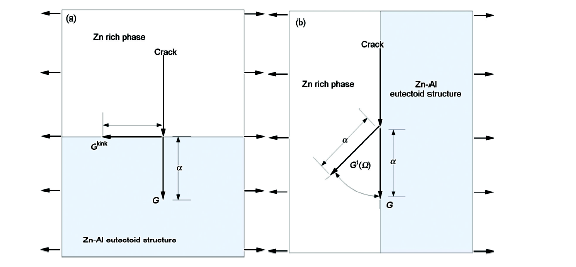
在钎缝中出现裂纹后, 裂纹在拉伸载荷的作用下会发生扩展, 其扩展轨迹是由薄弱的微结构路径对裂纹扩展的抵抗力(主要由材料本身的物理性能)以及外拉伸载荷直接控制的, 二者的相互作用决定了裂纹的最终走向. 裂纹驱动力则是外加载荷与界面结构的弹性失配参数的函数[24]. 对于含有富Zn相与Zn-Al共析组织2种组元界面的二元系统, 界面裂纹扩展主要取决于外载相位角ψ', 界面断裂韧性ΓI=Γ(ψ), Zn-Al共析组织的断裂韧性Γ Zn-Al和富Zn相的断裂韧性Γ Zn.
若主裂纹的能量释放率为G, 二次裂纹的能量释放率为Gkink, 则有[25]:
式中, ε为振荡奇异性指数; E*为与裂纹两侧材料的弹性模量和poisson比有关的量; Ω为分叉偏转角; ψ'为外载相位角, 称为外载混合度; K为裂纹尖端应力强度因子; α为垂直于界面的拉伸性能在界面上下的错配参数; β为平行于界面的拉伸性能在界面上下的错配参数.
式(3)反映了裂纹沿原路径或沿界面扩展长度α后的能量释放率的变化. 裂纹在富Zn相中扩展并垂直侵入界面是否偏转的判据为: 当G/Γ Zn-Al>Gkink/Γ I时, 裂纹水平延伸; 当G/Γ Zn-Al<Gkink/Γ I时, 裂纹拐折.
Γ I与界面断裂混合度有关. 因此, 可以通过富Zn相与Zn-Al共析组织界面断裂韧性的分布来控制裂纹拐析或沿水平延伸(图11a). 当Γ I˂˂Γ Zn-Al时, 对于任意ψ' 时, 裂纹拐折开始沿界面扩展.
裂纹沿富Zn相与Zn-Al共析组织界面扩展时, 裂纹是否偏转的判据为: 当G/Gtmax<Γ(ψ)/Γ Zn时, 界面裂纹偏转; 当G/Gtmax>Γ(ψ)/Γ Zn时, 裂纹沿界面延伸. 其中, Gt为偏转后裂尖处的能量释放率, Gt与Ω有关, Gt(Ω)的最大值记为Gtmax, 所对应的Ω角为裂纹偏转角(图11b).
图11 Ti/Al钎焊接头中裂纹扩展及偏转示意图
Fig.11 Schematic of the cracking path perpendicular to the interface (a) and parallel to the interface (b) of Ti/Al brazed joint (G—energy release rate of main crack; Gkink—energy release rate of the secondary crack; Gt(Ω)—energy release rate at the crack tip after crack deflection; α—mismatch parameter in the interface; Ω—angle of crack deflection)
从上面的结果可知, 界面裂纹的分叉一般优先选择低断裂韧性材料. 当界面两边的材料为高断裂韧性/低断裂韧性组合时, 断裂行为受外加载荷相位角的正负号影响, 相位角为正, 即界面下侧为富Zn相(Γ Zn˂˂Γ Zn-Al), 界面上侧的断裂韧性将阻止界面裂纹的分叉, 裂纹的分叉选择富Zn相(低断裂韧性材料), 使已分叉的裂纹尖端与界面相遇又开始发生偏转, 导致出现锯齿状断面. 4 结论
(1) 采用Zn-Al钎料超声辅助钎焊连接了Ti/Al异种合金, 钎缝组织由富Zn相和Zn-Al共析组织构成, 在钛合金/钎缝界面上有2种化合物, 分别为Ti7Al5Si12相和TiAl3相, 而在铝合金/钎缝界面上存在一层Zn-Al扩散层.
(2) 对Ti/Al异种合金钎焊接头进行原位拉伸, 当拉伸载荷从0增加到200 N时, 钎缝中应变以拉伸应变为主, 分布并不均匀, 大部分局部应变处于0.60%左右. 钎缝中还形成了局部拉伸应变条纹, 局部应变可达到36.27%左右. 载荷达到400 N时, 局部拉伸应变条纹多集中出现在金属间化合物附近和富Zn相中, 最高局部应变可达41.69%. 载荷达到480 N时, 接头中富Zn相上已经开始形成了微裂纹, 应变变化主要集中在微裂纹处, 其它组织的应变得到释放.
(3) 钎缝中存在的Zn-Al共析组织弹性模量为106~108 GPa, 富Zn相弹性模量为89~94 GPa, 在弹性模量较小的富Zn相中产生最大的应力并率先形成裂纹, 裂纹扩展到相界面时会产生主分叉偏转导致出现锯齿状断面.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}