
乔岩欣 , 宋亓宁
, 宋亓宁
QIAO Yanxin, SONG Qining
通讯作者:
收稿日期: 2016-01-13
网络出版日期: 2016-11-23
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 乔岩欣, 男, 1980年生, 高级工程师
展开
摘要
采用双轴肩搅拌摩擦焊(BTFSW)技术对7.8 mm厚6061-T6铝合金进行了焊接, 对焊接接头各部分的微观组织和截面显微硬度进行了分析, 并对母材和焊核在3.5%NaCl溶液中的腐蚀电化学行为和腐蚀产物膜进行了研究. 结果表明, BTFSW后焊缝表面质量良好, 热-机影响区晶粒发生再结晶和塑性变形, 部分再结晶晶粒发生了伸长和弯曲; 热影响区的部分晶粒在热循环的作用下发生粗化, 焊核呈细小的等轴晶组织; 焊接接头中前进侧热-机影响区硬度最低; 在3.5%NaCl溶液中, 6061-T6铝合金的极化曲线表现为阳极溶解和点蚀, 母材和焊核区的电化学阻抗谱均由容抗弧和感抗弧组成, BTFSW后6061铝合金的腐蚀电流降低; 浸泡480 h后, 呈疖状腐蚀的特征, 腐蚀产物为Al(OH)3和Al2O3. BTFSW可提高6061-T6铝合金的耐蚀性.
关键词:
Abstract
Friction stir welding (FSW) is a new solid-state joining method which offers several advantages compared with conventional welding methods, including better mechanical properties, lower residual stress and reduced occurrence of defects. It has already been used for joining Al alloys in the aerospace and automotive industries. In spite of the advantages, FSW also has drawbacks, such as the risk of root flaws in single-side welds. Using a bobbin tool instead is a promising way to solve this problem since the root region is avoided. Compared with standard (single-side) FSW techniques, the bobbin tool FSW has an extra shoulder attached to the tip of the probe, namely the lower shoulder. This setup makes BTFSW capable of joining closed profiles like hollow extrusions. Furthermore, root flaws, such as lack of penetration, which occasionally occurred in standard FSWtechiques, can be completely avoided. In this work, 6061-T6 aluminum alloy was welded by using bobbin tool friction stir weld (BTFSW). The influence of BTFSW on the microstructure development and hardness distribution in the weldment has been investigated. The corrosion behaviors of the base metal and weld nugget in 3.5%NaCl (mass fraction) solution were investigated using SEM, XRD and electrochemical measurements. The results showed that the weld surface of 6061-T6 welded by BTFSW is of good quality. No welding defect was detected in the joints. Three microstructural zones, i.e., nugget zone, thermo-mechanically affected zone, and heat affected zone were discernible. The microstructural analysis indicates that the weld nugget region exhibited fine and equiaxed grain structure with an average grain size of ~8 μm, indicating the occurrence of dynamic recrystallization due to severe plastic deformation and thermal exposure. The thermo-mechanically affected zone underwent plastic deformation and recrystallization occured in this zone due to deformation strain and thermal input. The low hardness zone, determined by constructing the hardness distribution profile on cross-section of joint, located at thermo-mechanically affected zone of advancing side. Although 6061-T6 alloys are readily weldable, they suffered from severe softening in the heat affected zone because of the dissolution of Mg2Si precipitates during the weld thermal cycle. BTFSW can improve the corrosion resistance of 6061-T6 aluminum alloy in 3.5%NaCl solution. The corrosion behavior results showed that both anodic dissolution and pitting were observed after the immersion test due to the inhomogeneous microstructure of 6061-T6 aluminum alloy. The corrosion products mainly composed of Al(OH)3 and Al2O3. Furthermore, the corrosion process and mechanism were also discussed.
Keywords:
铝合金具有比强度高、耐腐蚀、易加工和低温性能较好等优点, 在航空航天、车辆、建筑等领域应用广泛. 铝合金的化学活性大, 熔焊时易形成气孔、夹渣, 表层的致密氧化膜(Al2O3熔点为2050 ℃)影响熔化焊接效果, 焊前需严格清除表面污垢和氧化膜; 加之Al的热导率、比热及线膨胀系数都比较大, 焊接时很容易发生变形[1], 因此焊接工艺在一定程度上阻碍了铝合金在各类型工业结构件中的应用. 搅拌摩擦焊(friction stir welding, FSW)是一种新型焊接方法, 其焊接接头具有缺陷少、力学性能好、变形小等优点, 为轻金属材料的连接提供了新的方法和途径, 该技术在铝合金上得到了广泛应用[1~6]. 目前, 关于铝合金FSW的研究报道比较多, 主要集中于单轴肩的焊接工艺、接头显微组织及残余应力[7,8]、力学性能(硬度分布[9,10]、疲劳[8]、拉伸[9,11,12]等)等方面. 双轴肩搅拌摩擦焊接(bobbin tool friction stir welding, BTFSW)是FSW的一种衍生技术, BTFSW解决了在常规FSW中存在的一些问题, 如焊接载荷较大、需要严格的加持和背部垫板、无法焊接复杂形状和特殊位置的板材、易产生难于检测的根部缺陷等. 此外, BTFSW在焊接过程中产生的热量更大且搅拌针带动金属迁移的能力更强[13], 因此BTFSW过程中搅拌头产生的热量对焊接接头的影响比常规FSW焊接更显著. 目前BTFSW已经成功应用在2XXX[14], 6XXX[15]和7XXX[16]系铝合金的焊接上, 主要集中在轴肩的优化设计[15]、焊接过程中温度和应力的分布、材料的流动[16]以及微观组织、力学性能演变[17~19]等方面. 一些学者研究了FSW对铝合金腐蚀性能的影响, 发现FSW可以使材料晶粒发生细化,第二相发生溶解,从而使得材料表面形成微观腐蚀电池的倾向降低, 与传统的TIG焊相比, FSW焊核区的耐蚀性提高更显著[20~24]. 然而, 目前关于FSW接头腐蚀性能还缺乏深入研究, 有关BTFSW对铝合金腐蚀性能影响的研究更少.
6061铝合金属于Al-Mg-Si系合金, 具有良好的塑性、锻造性以及中等强度. 此外, 由于其具有比强度高、耐蚀性好等优点, 已代替钢铁而应用于船舶壳体, 大大减轻了船体的重量, 并提高了船体的使用寿命. 本工作利用BTFSW技术对6061-T6铝合金进行焊接, 研究焊缝和母材的显微组织及其在3.5%NaCI溶液中的腐蚀行为, 为优化铝合金BTFSW工艺及高强铝合金在海洋环境中的应用提供评估参考.
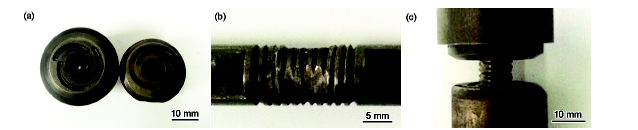
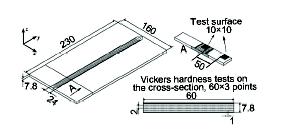
实验材料为6061-T6铝合金板材, 厚度7.8 mm, 化学成分(质量分数, %)为: Cu 0.45, Si 0.50, Fe 0.50, Mn 0.15, Mg 1.0, Zn 0.25, Cr 0.10, Ti 0.15, Al余量, 抗拉强度257 MPa. BTFSW在自制的焊接试验机上进行, 实验采用表面带有螺纹槽的轴肩组合, 采用上下反螺纹、表面带平台的搅拌针, 如图1所示. 上、下轴肩有效端面直径均为23 mm, 搅拌针直径10 mm, 旋速、焊速分别为350 r/min和170 mm/min. 沿垂直于连接方向对焊后6061-T6铝合金进行切割, 以接头中心为基准向两边各截取宽为 30 mm, 包含母材(base metal, BM)、热影响区(heat affected zone, HAZ)、热机影响区(thermo-mechanically affected zone, TMAZ)和焊核区(nugget zone, NZ)的样品. 将试样依次采用240, 600, 800和1500号水砂纸进行打磨, 并用粒度为1.0 μm的水溶性金刚石研磨膏进行抛光, 然后用Dix-Keller试剂(4 mL HF, 6 mL HCl, 10 mL HNO3和190 mL H2O)进行侵蚀, 之后用无水酒精清洗和干燥, 最后利用LEXT OLS4000激光共聚焦显微镜对材料的显微组织进行观察. 为了研究BTFSW后6061铝合金焊接接头截面上的硬度分布特征, 采用MH-5型维氏硬度计对试样进行硬度测试, 载荷为100 g, 加载时间10 s, 显微硬度取样示意图如图2所示.
图1 间距可调式BTFSW
Fig.1 BTFSW tools (BTFSW—bobbin tool friction stir welding)(a) top and bottom shoulders (b) stirring pin (c) welding tool
图2 BTFSW后6061-T6铝合金截面显微硬度和腐蚀实验取样示意图[
Fig.2 Schematic of BTFSW 6061-T6 joints for corrosion and hardness test across the weld[
腐蚀电化学测试在CorrTest CS2350电化学工作站上进行, 实验介质为3.5%NaCl溶液, 溶液采用分析纯试剂和蒸馏水配制而成. 电化学测试采用三电极体系, 辅助电极为Pt电极, 参比电极为饱和甘汞电极, 工作电极的面积为1 cm2. 测试极化曲线时, 从低于腐蚀电位500 mV处开始扫描, 扫描速率1 mV/s, 当电流密度达到10-2 A/cm时停止测量; 电化学阻抗谱(electrochemical impedance spectroscopy, EIS)扫描频率范围为10 mHz~l0 kHz, 正弦波激励信号幅值10 mV. 电化学测试过程中溶液温度控制在(25±1) ℃. 腐蚀试验取样部分和试样尺寸如图2所示.
浸泡实验根据GB10124-88进行, 介质为3.5%NaCl溶液, 浸泡过程中溶液温度控制在(25±1) ℃, 浸泡时间480 h. 实验结束后将试样取出, 利用超声清洗去除表面的可溶性杂质, 再用蒸馏水进行冲洗. 利用JSM6480型扫描电子显微镜(SEM)对浸泡后材料表面腐蚀产物的形貌进行观察, 利用JXA8100型能谱仪(EDS)对母材析出相和浸泡实验后的腐蚀产物进行元素分析. 采用XED-6000型X射线衍射仪(XRD)对母材和焊核区上腐蚀产物的相结构进行分析, CuKα, 管电压40 kV, 管电流30 mA, 扫描速率6°/min, 衍射角扫描范围20°~90°, 采样步宽0.02°.
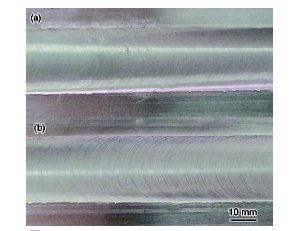
经过BTFSW后的6061-T6铝合金表面如图3所示. 可以看出, 焊接接头质量良好, 无飞边. 图4为BTFSW后6061-T6铝合金焊接接头截面宏观形貌. 从图可知, 焊接接头呈非对称结构, 焊接接头没有焊接缺陷, 从微观结构上可以分为NZ, TMAZ和HAZ 3个区域.
图3 6061-T6铝合金BTFSW后焊缝的上下表面形貌
Fig.3 Morphologies of top (a) and bottom (b) surfaces of 6061-T6 aluminum alloy after BTFSW
图4 6061-T6铝合金BTFSW后焊接接头截面宏观形貌
Fig.4 Cross-sectional macrostructure of BTFSW 6061-T6 joints (BM—base metal, HAZ—heat affected zone, TMAZ—thermo-mechanically affected zone, NZ—nugget zone)
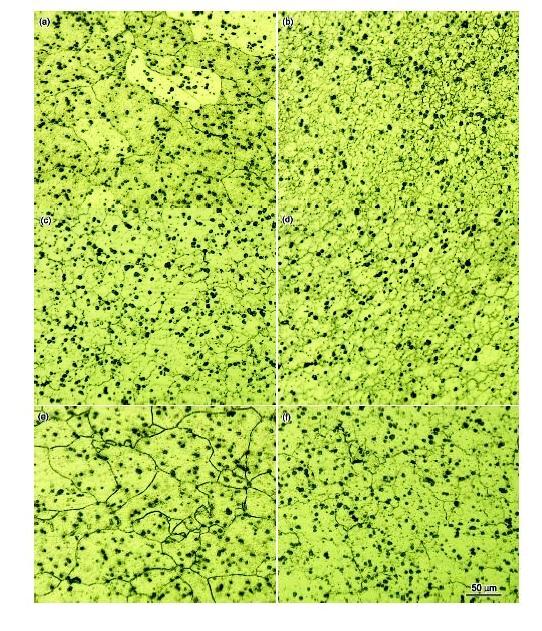
图5为6061-T6铝合金BTFSW接头的金相组织. BM呈现典型的热轧组织(图5a), 晶粒沿着轧制方向拉长, 呈现大的拉长板条状, 几百微米长, 约50 μm宽, 析出相颗粒弥散分布在晶粒内部, 仅有少量析出相存在于晶界处. NZ发生再结晶(图5b), 呈现细小的等轴晶组织, 晶粒尺寸约为8 μm, 析出相主要分布在晶界处, 析出相数量少, 尺寸增加, 这是由于在焊接过程中, 这些区域受到搅拌头的剧烈搅拌摩擦作用, 原始组织经历强烈塑性流动, 同时又承受着较高温度的热循环, 使变形组织发生完全动态再结晶所致. TMAZ组织经历焊接热循环的同时, 也受到搅拌头的间接机械搅拌挤压作用, 但不充分的搅拌并不能使原有轧制组织完全破碎, 而是发生了一定程度的弯曲变形, 在焊接热循环作用下发生回复和不完全再结晶, 有部分的再结晶晶粒发生了伸长和弯曲, 前进TMAZ与后退侧不同, 晶粒大小分布不均匀, 如图5c所示; 后退侧材料晶粒变形程度较小, 晶粒细小、分布均匀, 且晶粒变形具有明显的方向性, 如图5d所示; HAZ不受搅拌头的搅拌和挤压作用, 前进侧与母材晶粒取向相同, 焊接热循环会使晶粒发生一定程度的粗化, 如图5e所示; 后退侧HAZ组织与前进侧组织有明显差别, 部分晶粒在热循环的作用发生再结晶, 如图5f所示.
图5 6061-T6铝合金BTFSW后焊接接头的母材、焊核和各热影响区的微观组织
Fig.5 Microstructures on the top surface of the BTFSW 6061-T6 joint (a) BM (b)NZ (c)TMAZ of advancing side (d) TMAZ of retreat side (e) HAZ of advancing side (f) HAZ of retreat side
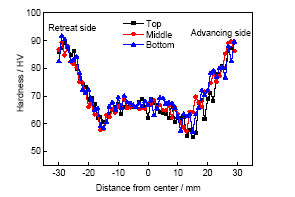
图6为6061-T6铝合金BTFSW后焊接接头横截面各层显微硬度分布. 可以看出, 焊接接头硬度呈“W”型, 两侧母材区的硬度最高, HAZ和TMAZ降低, 硬度最低值位于前进侧TMAZ, 前进侧和后退侧显微硬度沿焊缝中心呈不对称分布, NZ的硬度约为母材的74.45%. 对于常规的单轴肩搅拌摩擦焊, 焊核区的显微硬度从焊缝底部到上部依次升高, 焊缝金属塑性变形剧烈, 应力、应变变化较快, 焊缝金属变形强化作用增强[11], 而本研究中采用了上、下2个轴肩, 导致焊缝截面上层和下层硬度相同, 略高于焊缝中层. 6061是可热处理强化变形铝合金中耐腐蚀较好的合金, 主要添加合金为Mg和Si, 强化相为第二相Mg2Si, 另外合金中还含有少量的Cr和Mn, 用来减小因过剩Si在晶界偏析而引起的合金脆化及塑性降低. NZ区晶粒发生了细化, 根据公式(1)[26]可知, 晶粒越小, 显微硬度越高; 反之, 则越低.
式中, HV为显微硬度, d为晶粒大小, H0和kH为常数.虽然晶粒细化可以使材料的硬度增加, 但是由于在焊接过程中弥散分布的强化相Mg2Si, 在焊接热循环作用下发生溶解或粗化[25,27,28], 失去强化作用, 因此在二者综合作用下, 导致NZ硬度低于母材.
图6 6061-T6 铝合金BTFSW焊接接头截面显微硬度
Fig.6 Cross-section microhardness of the BTFSW 6061-T6 joint
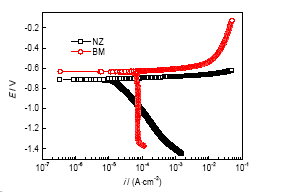
图7为6061-T6铝合金的母材和经BTFSW后焊核在3.5%NaCl溶液中的极化曲线. 可以看出, 6061-T6铝合金呈现阳极溶解的特点, 其溶解电位与腐蚀电位接近, Rajesh等[29]和Zhou等[30]研究发现, 在浸泡初期, 铝合金以阳极溶解为主. 母材和焊核的腐蚀电位分别为-641.02和-710.77 mV, 腐蚀电流密度分别为6.39×10-5和1.86×10-5 A/cm2. 相对于母材, 焊核的腐蚀电位降低了69.75 mV, 腐蚀电流密度降低, 表明焊核处材料的耐蚀性提高. 这是由于焊核的晶粒细化、尺寸分布更均匀且析出相的分布更弥散, 从而使得焊核表面形成微观腐蚀电池的倾向降低所致.
图7 6061-T6铝合金母材和经BTFSW后焊核在3.5%NaCl溶液中的极化曲线
Fig.7 Polarization curves of BM and NZ in 3.5%NaCl solution (E—corrosion potential, i—corrosion current density)
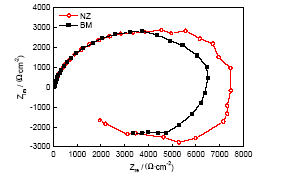
图8为母材和焊核在3.5%NaCl溶液中的Nyquist图. 由图可知, 曲线由2个半圆弧组成, 即高频容抗弧和低频感抗弧.Wang等[31]利用EIS研究了铝合金在3.5%NaCl溶液中的腐蚀行为, 发现当浸泡时间低于2 h时, 阻抗谱中包含容抗弧和感抗弧; 浸泡时间大于2 h, 感抗弧消失. 容抗弧对应于带电离子穿过氧化膜和溶液之间的双电层的过程[32,33], 低频区感抗弧对应于Cl或者点蚀过程中产生的中间产物等在钝化膜表面上的脱吸附过程[34~36]. 从图8可知, 与母材相比, 焊核的容抗弧半径较大, 说明焊核表面形成的钝化膜的电荷转移电阻较大, 即BTFSW使6061-T6铝合金的耐蚀性提高, 这与图5中极化曲线的结果一致. 曲线上低频区感抗弧的出现说明吸附在钝化膜表面的Cl-使钝化膜发生了溶解和点蚀. 6061-T6铝合金中含有Mg2Si相和Al-Fe-Si相, 文献[37,38]报道了铝合金中不同相的电位, Mg2Si的电位约为-1200 mV, 远远低于基体的腐蚀电位(约-700 mV), 因此, 当6061-T6铝合金浸泡在NaCl溶液中时, Mg2Si会优先发生溶解, 引起点蚀, 这与张晋等[39]和孙飞龙等[40]的研究结果相一致.
图8 6061-T6铝合金母材和焊核在3.5%NaCl溶液中的Nyquist图
Fig.8 Nyquist plots of BM and NZ of 6061-T6 aluminum alloy in 3.5%NaCl solution
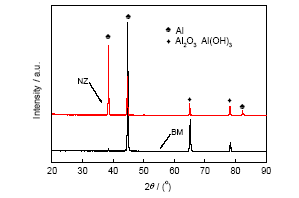
图9为母材和焊核在3.5%NaCl溶液中浸泡480 h后的表面形貌. 由图可知, 在材料表面有一层腐蚀产物膜, 同时有疖状腐蚀产物存在, 母材上疖状腐蚀产物呈弥散分布, 局部区域处腐蚀产物聚集; 焊核上表面腐蚀产物分布更密集, 腐蚀产物聚集区域更多. Seetharaman等[41]研究也发现, 在铝合金表面可以发生疖状腐蚀. 不同区域腐蚀产物的元素组成及其含量列于表1. 可以看出, 腐蚀产物主要由Al和O组成. 图10为母材和焊核在3.5%NaCl溶液中浸泡480 h后腐蚀产物的XRD分析结果. 腐蚀产物中主要包含Al2O3和Al(OH)3. 根据表1可知, 疖状腐蚀产物中Al和O的原子比接近于1∶3, 结合XRD结果可推断出疖状腐蚀产物以Al(OH)3为主, 同时可能含有少量的SiO2 (含量较少且结晶度较差, 在XRD中无法显示), 这是由于Mg2Si相中Mg溶解, Si与O结合而成SiO2, 文献[33]研究也发现, 6061铝合金在海水环境中表面腐蚀产物中含有少量的SiO2. 其余表面的腐蚀产物主要以Al2O3为主.
表1 6061-T6铝合金母材和焊核表面腐蚀产物的EDS分析
Table 1 EDS results of corrosion products formed on BM and WN of 6061-T6 aluminum alloy pointing in
| Point | Mass fraction / % | Atomic fraction / % | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| O | Mg | Al | Si | Cl | O | Mg | Al | Si | Cl | ||
| 1 | 32.30 | 0.47 | 66.60 | 0.37 | 0.26 | 44.59 | 0.43 | 54.52 | 0.29 | 0.16 | |
| 2 | 61.06 | - | 38.27 | 0.33 | 0.34 | 72.61 | - | 26.98 | 0.22 | 0.18 | |
| 3 | 31.33 | 2.61 | 73.74 | 1.31 | 1.01 | 43.48 | 2.39 | 52.46 | 1.03 | 0.63 | |
| 4 | 66.68 | - | 32.23 | 0.47 | 0.62 | 77.23 | - | 22.13 | 0.31 | 0.32 | |
图9 6061-T6铝合金母材和焊核在3.5%NaCl溶液中浸泡480 h后的表面形貌
Fig.9 SEM images of corrosion products formed on BM (a) and NZ (b) of 6061-T6 aluminum alloy after immersion in 3.5% NaCl solution for 480 h (1, 3—passive film; 2, 4—“furuncle” like corrosion product)
图10 6061-T6铝合金母材和焊核在3.5%NaCl溶液中浸泡480 h后表面腐蚀产物的XRD谱
Fig.10 XRD spectra of corrosion products formed on BM and NZ of 6061-T6 aluminum alloy after immersion in 3.5%NaCl solution for 480 h
6061-T6铝合金是Al-Mg-Si系铝合金, 根据Al-Mg-Si三元合金相图可知[42], 合金中的相组成为α相、Mg2Si和Al-Fe-Si. 铝合金在空气中时, 会在表面形成一层致密的Al2O3膜, 这层膜对基体具有良好的保护性. Wang等[31]的研究结果发现, 在3.5%NaCl溶液中, Cl-会吸附在铝合金的氧化膜表面, 导致钝化膜发生溶解, 溶解过程受活化控制. 当铝合金处在含有Cl-的溶液中时, 其表面的Al2O3膜便处于水分子、OH-和Cl-包围之中, 这些离子彼此竞争地吸附在合金表面, 与发生水解的表面氧化物一起形成可溶性氯化物, 其反应过程如下[29]:
随着Al2O3氧化膜的不断溶解, 铝合金基体逐渐暴露在溶液中. 6061-T6铝合金中含有Al-Fe-Si和Mg2Si, 根据文献[37,38]报道, Al-Fe-Si的腐蚀电位为-200 mV, Mg2Si的腐蚀电位约为-1200 mV. 根据图7中的极化曲线, 基体的腐蚀电位约为-700 mV, Mg2Si的腐蚀电位远远低于基体的电位, 较大的电位差使得微电偶作用比较明显, 易发生点蚀, 其中低电位的 Mg2Si在腐蚀过程中作为阳极, 优先发生腐蚀, 并在Mg2Si处形成蚀坑, 点蚀发生后, 蚀坑快速长大. Al-Fe-Si 的腐蚀电位相对于基体较高, 在腐蚀过程中作为阴极相而促使周围基体发生腐蚀. Zhou[30]等的研究也表明, 第二相电位高时, 会造成其周围电位较高的基体优先发生腐蚀. 由于两相间的电位差较大, 基体的腐蚀速率较快, 当Al-Fe-Si周围的基体发生腐蚀后, 也会形成蚀坑, Al-Fe-Si不发生腐蚀且滞留在蚀坑中, 蚀坑中的阴极反应为溶液中O2的还原:
其中OH-会与Al3+相结合, 形成Al(OH)3, 随着蚀坑中Al(OH)3的不断沉积而形成疖状腐蚀产物, 随着浸泡时间的增加, 腐蚀产物逐渐长大, 并与周围蚀坑中的Al(OH)3相互连接.而在基体上, 发生如下过程[43]:
从而生成Al2O3.
(1) 6061-T6铝合金采用BTFSW焊接后, 焊缝表面质量良好, TMAZ晶粒发生再结晶和塑性变形, 有部分的再结晶晶粒发生伸长和弯曲; HAZ的部分晶粒发生粗化, NZ晶粒呈细小的等轴晶.
(2) 焊接接头中母材硬度最高, 前进侧TMAZ硬度最低, NZ硬度约为母材的74.45%, 截面上不同层之间的硬度分布均匀.
(3) BTFSW可以使6061-T6铝合金的耐蚀性提高, 焊接后腐蚀电位升高, 腐蚀电流降低, 呈现阳极溶解和点蚀共存的特征, 电化学阻抗谱由感抗弧和低频容抗弧组成.
(4) 在3.5%NaCl溶液中浸泡后, 表面呈疖状腐蚀的特征, 腐蚀产物主要为Al(OH)3和Al2O3.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}