
李眉娟
LI Meijuan
中图分类号: O59
文献标识码: A
文章编号: 0412-1961(2016)04-0463-10
通讯作者:
责任编辑:
收稿日期: 2015-05-28
网络出版日期: 2016-03-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 李眉娟, 女, 1976年生, 副研究员, 博士
展开
摘要
以商业纯Mg和AA1050 Al板材为初始材料, 采用累积叠轧技术在室温下进行不同轧制道次变形制备了Mg/Al多层复合板材料, 并对3 cyc轧制的Mg/Al多层复合板材料在200 ℃分别进行不同时间退火处理. 利用OM, SEM和中子衍射技术对微观组织和宏观织构进行了研究. 结果表明, 复合板材中Mg和Al层组织均随着循环次数的提高而细化; 在200 ℃时随着退火时间的增加, 晶粒逐渐均匀但没有明显长大. 累积叠轧过程中Mg层主要呈现出典型的轧制织构类型, Al层则表现出以轧制织构组分为主, 同时伴有剪切织构组分的混合织构类型. 对于3 cyc轧制的Mg/Al多层复合板材, 在200 ℃经不同时间退火后, Mg层依然为轧制织构类型, Al层为轧制织构与剪切织构组分混合. 随着累积叠轧循环道次的增加, 屈服强度和抗拉强度都逐渐上升.
关键词:
Abstract
Mg and its alloys are regarded as potential candidates to replace steel and other heavier materials in some applications due to low density and high specific strength. However, the application of Mg alloys is limited because of their low strength, poor formability and corrosion resistance. Grain refinement and Mg-Al composite have been applied successfully to improve the strength and formability of Mg alloys. The accumulative roll bonding (ARB) is one kind of severe plastic deformation process which can produce bulk ultra-fine grained metallic materials. In the present work, the ultra-fine grained alternative Mg/Al multilayered composite sheets were fabricated at room temperature by ARB process using commercial pure Mg and AA1050 Al sheets up to 3 cyc. Some of Mg/Al sheets after 3 cyc ARB were annealed at 200 ℃ for 15, 60 and 90 min, respectively. The microstructure of ARBed sheets were invesgated by OM and SEM. The global texture evolution of these ARBed sheets were measured by neutron diffraction. It is found that the grains in both Mg and Al layers are refined gradually with the increase of ARB cycles. Although the grains in the Mg layers didn't grow up obviously after annealing at 200 ℃ for different times, the homogeneity of the microstructure was improved. The Mg layers of ARBed sheets showed typical rolling texture which enhanced with the increase cycle of ARB process up to 2 cyc and decreased sligthly after 3 cyc. The Al layers exhibited a combination texture types of rolling and shear texture, including Copper, S, Brass and rotated cube (RC) texture components. After 200 ℃ annealing, the Mg layers remained typical rolling texture component and it's intensity enhanced significantly after 15 min annealing and kept stable during the following annealing processing. The Al layers maintained a combination of rolling and shear texture components, the intensity of rolling components became stronger after 15 min annealing, then decreased after 60 and 90 min annealing. The yield strength and tensile strength were improved while the ARB cycle increased.
Keywords:
Mg及其合金具有密度低、比强度和比刚度高、良好的耐磨性、耐高温性、优良的减震性等一系列优异的性能, 被认为是21世纪的超轻量绿色金属材料, 未来将应用于航空航天、国防, 尤其是汽车工业[1]. 但由于其较低的强度、较差的成形性和耐腐蚀性, 目前还不能大规模工业化应用[2].
晶粒细化及复合化是提高镁合金性能的2个有效途径. Al及其合金具有较高的强度、良好的成形性和耐蚀性, 通过特殊的工艺将Mg和Al结合起来, 制备成层状复合板材, 就可能既使其保持各自相对的独立性, 又具备单层金属所不具备的物理、化学和力学性能. 累积叠轧(accumulative roll bonding, ARB)技术是一种可商业化生产超细晶粒多层金属复合板的剧烈塑性变形工艺, 包括多道次的轧制、切割、堆垛和固态轧制-结合. 目前, 研究人员[2~6]已经成功利用ARB技术制备出包括Mg/Al复合材料在内的不同类型超细晶粒金属多层复合板. 对于Mg/Al系统, 由于Mg的变形能力较差, 通常是在高温下利用ARB工艺制备, 但是高的形变温度及ARB中间过程再加热会导致以下后果: (1) Mg层完全再结晶及晶粒长大会抵消ARB过程形成的超细晶粒效应; (2) Mg/Al界面形成大量有裂纹的Mg/Al金属间化合物, 这将降低Mg/Al多层板的力学性能[7]. 因此, 尝试利用常温ARB技术制备性能优异的Mg/Al多层复合板材料是研究的目标.
Mg具有hcp结构, 决定了Mg及复合材料无论在制备、后续加工, 还是服役过程中均易形成织构, 织构对Mg及复合板材的许多性能会产生重要影响, 尤其是力学性能. 控制织构是提高Mg及其复合材料强度、成形性等力学性能的一种有效途径[8].
织构分析是探索材料塑性变形和退火后微观结构演化的一个非常有力的手段. 已有研究[9~13]主要集中在对ARB技术制备的bcc和fcc结构金属如Al, Cu和Fe等板材的微观结构、织构演化和力学性能变化的方面, 对于用这种技术制备的hcp结构金属如Mg, Zr和Ti等板材织构演化的研究却非常有限[14~18], 对于镁合金, 目前只有初步的研究结果报道[14~16]. 本工作利用中子衍射技术研究室温ARB工艺制备的Mg/Al多层复合板的宏观织构演变规律, 进而探讨其力学性能与组织演变的关系.
实验原材料为商业纯Mg锭及0.4 mm厚的商业AA1050纯Al板材. Mg锭的化学成分(质量分数, %, 下同)为: Al 0.012, Si 0.008, Zn 0.006 , Mn 0.003, Fe 0.002, Cu 0.001, Mg余量. AA1050 Al板的化学成分为: Fe 0.4, Si 0.25, Cu 0.05, Mg 0.05, Zn 0.05, Mn 0.05, Ti 0.03, Al余量.
首先从Mg锭上切下尺寸为120 mm×50 mm×4 mm的板材, 在400 ℃下轧制, 每道次轧下量为15%~25%, 最终得到厚度为0.8 mm的纯Mg板材. 对Mg和Al板表面进行去脂、打磨等处理, 然后将1层Mg板和2层相同尺寸的Al板按照Al/Mg/Al的顺序叠合, 进行轧合得到厚度为1 mm的多层复合板材; 将制备的多层复合板材切割成为面积相同的2块板材, 在室温下进行重复叠加并轧制, 得到1, 2和3 cyc轧制的测试样品. 为了研究不同退火条件下织构的演化, 对部分3 cyc累积叠轧的测试样品在200 ℃进行不同时间的退火处理.
利用 S-3000N 型扫描电子显微镜(SEM)观察试样不同轧制道次后界面的变化. 采用 DP11 倒置式金相显微镜(OM)观察轧制板材Mg层纵截面的显微组织变化. 利用中子的深穿透性, 采用中子衍射织构测量技术可直接得到复合板材中所有Mg层和Al层内部体织构的宏观统计平均值. 织构的测量分别在澳大利亚ANSTO实验室的Kowari谱仪和中国先进研究堆中子织构衍射仪上进行, 采用的中子波长分别为0.167和0.148 nm. 将轧制的Mg/Al复合板材进行切割得到10 mm×10 mm的薄片, 按照相同的轧制方向将这些薄片叠在一起粘合, 厚度为10 mm. 分别测量了Mg的(100), (0002), (101), (102), (110)和Al的(111), (200), (220)织构极图. 通过LaboTex软件对实验数据进行计算得到取向分布函数(orientation distribution function, ODF, 是Euler角φ1, ϕ, φ2的函数, 通过φ1, ϕ, φ2 3个角度值可以定义某个晶粒在空间的取向位置). 拉伸实验在Instron-5569万能拉伸试验机上进行, 拉伸速率为1 mm/min, 试样沿Mg/Al多层复合板材的轧向截取, 厚度为1 mm.
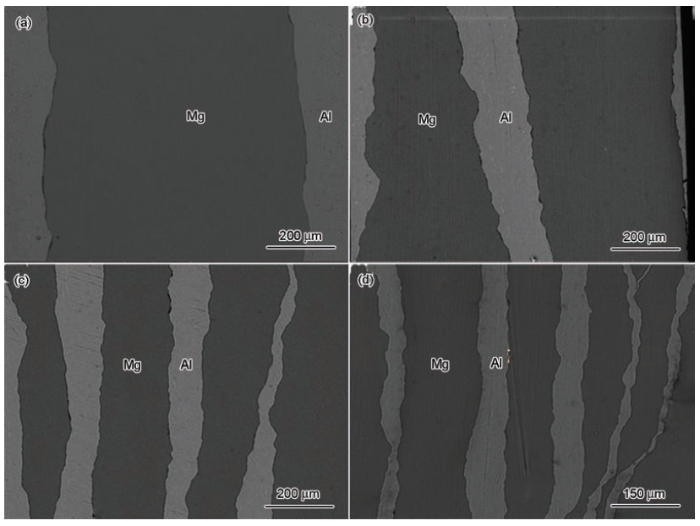
2.1.1 不同轧制道次Mg/Al多层复合板显微组织演变 经不同轧制道次的Mg/Al多层复合板的SEM像如图1所示. 由图可见, 随着轧制道次的增加, Mg, Al层的厚度明显减小, 但都保持良好的连续性. 不管是Mg/Al界面, 还是Al/Al界面都结合得较好, 相对较为平直, 只有在经过3 cyc ARB后, 较外侧的Mg, Al层有轻微颈缩现象.
图1 不同道次累积叠轧Mg/Al多层复合板的SEM像
Fig.1 SEM images of Mg/Al multilayered composite sheet after primary preparation without accumulative rolling bonding (ARB) (a) and after 1 cyc (b), 2 cyc (c) and 3 cyc (d) of ARB
图2为Mg/Al多层复合板中Mg层微观组织随轧制道次增加演变的OM像. 可以发现, 相比未经轧制试样, 1 cyc轧制后的Mg层晶粒明显细化, 但是组织非常不均匀, 仍存在粗大变形晶粒, 并且出现与轧制方向成45°的剪切带. 在后续的轧制过程中, 晶粒尺寸没有发生明显变化, 只是组织越来越均匀. 拉长晶粒减少甚至消失, 再结晶晶粒逐渐长大, 因轧制引起的剪切带也逐渐消失, 这与其它研究[7]观测到的现象一致, 即晶粒细化主要发生在1 cyc轧制过程中, 随后的轧制过程不会发生明显的晶粒细化, 这主要是由于在后续的轧制变形过程中, 塑性变形产生的热量也会导致晶粒的长大, 最终晶粒细化和长大之间互相抵消.
图2 不同道次累积叠轧Mg/Al多层复合板Mg层的OM像
Fig.2 OM images of Mg layer in Mg/Al multilayered composite sheet after primary preparation (a, b) and ARBed for 1 cyc (c, d) , 2 cyc (e, f) and 3 cyc (g, h) at low (a, c, e, g) and high (b, d, f, h) magnifications
2.1.2 不同退火条件下Mg/Al多层复合板显微组织演变 图3为3 cyc轧制的Mg/Al多层复合板在200 ℃经过不同时间退火处理后Mg层的OM像. 与未退火的样品相比(图2g和h), 退火15 min的复合板中, 变形晶粒周围出现大量细小的等轴亚晶, 这些亚晶逐渐碾碎粗大变形晶粒. 随着退火时间增加, 晶粒逐渐均匀但没有明显长大.
图3 3 cyc轧制的Mg/Al多层复合板在200 ℃退火不同时间后Mg层的OM像
Fig.3 OM images of Mg layer in Mg/Al multilayered composite sheet after 3 cyc ARB and annealing at 200 ℃ for 15 min (a, b), 60 min (c, d) and 90 min (e, f) at low (a, c, e) and high (b, d, f) magnifications
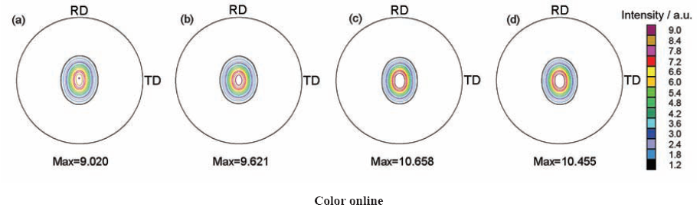
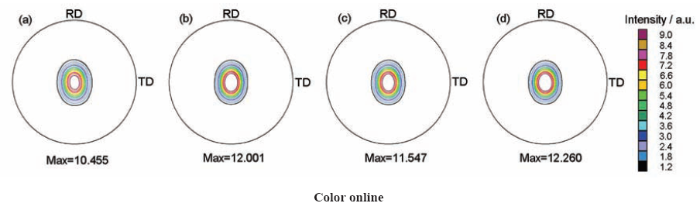
2.2.1 不同轧制道次Mg/Al多层复合板中Mg及Al层织构演化 图4为复合板材中Mg层(0002)基面的织构随轧制道次演变情况, 其中RD表示轧向(rolling direction), TD表示横向(transverse direction). 可以看出, 经过不同道次轧制, Mg层织构始终为典型的轧制织构组分, 大部分晶粒c轴平行于板材法向, 部分晶粒c轴向轧向(RD)明显偏转. 随着轧制道次增加, 织构强度逐渐增加, 但是在经过3 cyc后, 织构强度反而略微降低, 这种织构强度演化规律与一般认为的镁合金基面织构强度会随着轧制变形增加而增加[19]的变化趋势不完全一致, 而 与文献[20]报道一致, 其原因可以从Ion等[21]和Del Valle等[22]提出的存在织构的镁合金材料剪切带变形机制来理解. 该机制认为, 在非均匀形变的低应力条件下, 新的晶粒会在与原始晶粒相邻的扭曲区域形成, 这些新的晶粒合并在一起形成一个再结晶带. 随着应变的增加, 形变将集中在这个易滑移的再结晶带上并导致剪切带产生, 剪切带能够提供一个容易滑移的路径. 如图2所示, 在1 cyc轧制的Mg/Al复合板材中存在剪切带, 这种剪切带更有利于基面轧制织构的形成. 随着轧制道次增加, 虽然剪切带消失, 但是再结晶晶粒逐渐长大, 仍会导致基面织构增强. 最终晶粒细化与长大之间相互抵消, 晶粒平均尺寸基本不会再发生变化, 因而基面织构强度也不再增加, 甚至会有小的降低, 这也被Barnett等[23]的研究工作证实, 即尽管存在较大的应变, 带状材料内部织构强度也不会发生明显增加, 织构强度的稍微降低有利于接下来的形变.
图4 不同轧制道次Mg/Al复合板中Mg层(0002)面极图
Fig.4 (0002) pole figures of Mg layer in Mg/Al composite sheet after primary preparation (a) and ARBed for 1 cyc (b), 2 cyc (c) and 3 cyc (d) (RD—rolling direction, TD—transverse direction)
未经ARB的复合板中Mg层c轴向轧向偏移, 可认为是在初始室温复合过程中, Mg和Al不同的变形性能产生的明显的剪切应力所导致[24]. 在后续轧制过程中, 新结合界面均为Al/Al界面, 不存在异种金属复合现象. 而Mg层处于试样内部的比例也越来越高, 使得Mg层主要受到压应力, 因此随着轧制道次增加, 这种偏转程度不会增加.
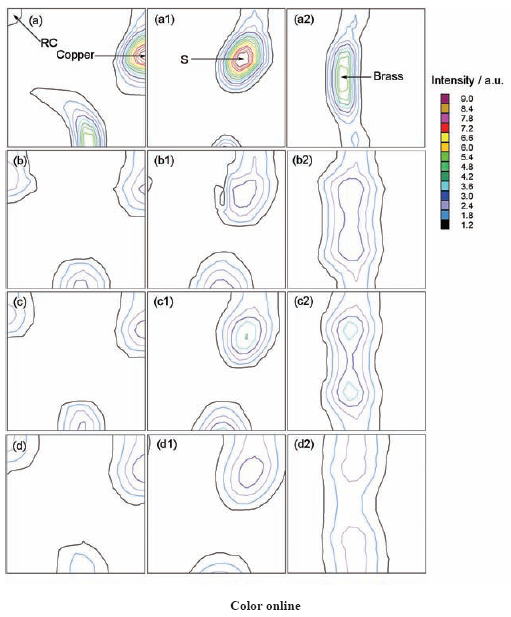
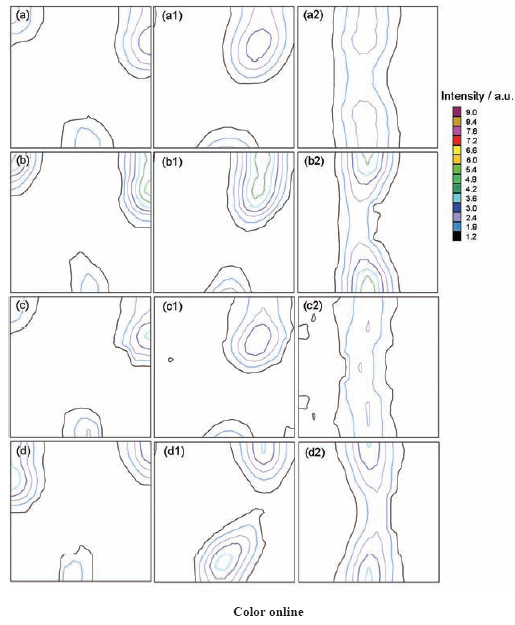
图5为不同轧制道次Mg/Al复合板中Al层织构的ODF图. 可以看出, 经过初始复合后, 未轧制的复合板Al层主要为形变织构组分, 存在非常强的Copper, S及较弱的Brass形变织构组分, 但也存在非常弱的剪切旋转立方织构(rotated cube, RC)组分, 这是由于Al属于层错能较高的fcc结构金属, 在经过轧制后Copper和S 织构组分要多一些, 剪切织构则主要为RC. 经过1 cyc轧制后, 剪切织构组分RC增强, 还出现了新的剪切织构组分{hkl}<110>和{011}<111>等({hkl}为晶面指数), Copper, S及Brass等形变织构组分依然存在, 只是强度明显降低. 经过1 cyc轧制后形变织构强度明显降低的现象在ARB工艺制备的纯Al及IF (interstitial-free)钢中也观察到[25]. 与1 cyc相比, 在后续轧制过程中, Al层中各种织构组分维持不变, 各组分强度也不再发生明显变化.
图5 不同道次累积叠轧Mg/Al复合板中Al层宏观织构取向分布函数(ODF)图
Fig.5 Orientation distribution function (ODF) figures of Al layer in Mg/Al composite sheet after primary preparation (a, a1, a2), ARBed for 1 cyc (b, b1, b2), 2 cyc (c, c1, c2) and 3 cyc (d, d1, d2) at Euler angles of 45° (a~d), 65° (a1~d1) and 90° (a2~d2) (RC—rotated cube)
在ARB过程中, 外侧Al层与轧辊及Mg层之间的摩擦导致Al层的剪切变形, 有利于形成剪切织构类型, 但是在下一道次轧制过程中受到剪切的大多外侧Al层将被置于试样中心并承受压应力, 因此剪切织构向形变织构转化, 同时{hkl}<110>和{011}<111>等剪切织构在受到平面压应变时, 易于向β取向线发生转化, 只有RC织构类型比较稳定[26], 最终形成形变织构与剪切织构并存.
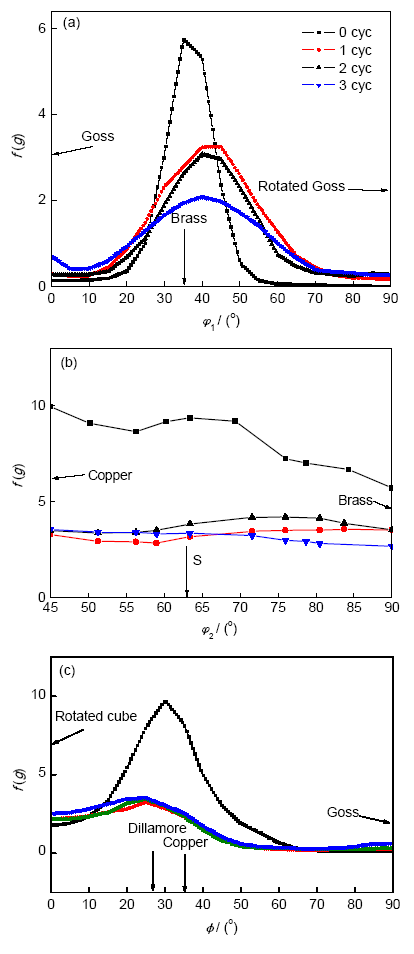
图6给出了不同轧制道次ARB Mg/Al复合板Al层织构的α, β及τ取向线. 由图可知, 相比未轧制板材, 板材的Brass织构组分在经过1 cyc ARB后, 强度明显降低, 且最大值位置向40°发生偏移, 在后续的ARB过程中, 随着轧制道次增加, Brass织构组分强度逐渐缓慢降低, 整个ARB过程中Goss组分基本可以忽略不计.
图6 不同道次累积叠轧Mg/Al复合板中Al层主要织构取向线强度的变化
Fig.6 Intensities of orientation lines α (a), β (b) and τ (c) of Al layer in ARBed Mg/Al multilayered composite sheet after different cycles (f(g)—orientation density, φ1, φ2, ϕ—Euler angles)
fcc金属在冷轧过程中织构会聚集在β取向线上, Copper, S和Brass 3种组分在β取向线上有明显的聚集. 由图6可知, 在ARB过程中Al层也出现了这种现象, 其中未轧制板材中存在很强的Copper和S 型织构组分和较强的Brass织构组分, 经过1 cyc ARB后, 这3种织构组分强度明显降低. 在随后的ARB过程中, 这几种形变织构组分强度没有显著变化.
由图6c所示的τ取向线可知, 未轧制复合板Al层中密度峰值位于ϕ =30°, 靠近Copper和Dillamore 织构组分. 经轧制后, 峰值向ϕ =25°发生偏移, 更靠近Dillamore 织构组分. 相比1 cyc, 后续ARB过程中, 所有织构组分密度随轧制道次沿τ取向线略微上升. RC织构组分在1 cyc轧制后强度有所增加, 2 cyc轧制后基本保持不变, 但经过3 cyc轧制后又有所增强. 剪切织构在受到平面压应变时, RC织构比较稳定, 其余剪切织构类型如{hkl}<110>均易向β取向线发生转化[27~29]. 因此, 随着轧制次数提高, RC织构组分一直存在且强度呈逐渐上升趋势.
综合分析Mg/Al复合板材Al层ODF图及织构取向分布线可知, 从1 cyc轧制开始, 部分Brass及S 型织构组分向RC织构组分发生转换, 以前的研究工作[28]也有过类似的报道, 认为fcc结构金属中织构的转换主要是由平面滑移开启和剪切带引起的, 也有认为这种织构的转换是由材料屈服强度的增加引起的, 因为屈服强度的增加会引起剪切带变形能力增强[30,31].
表1为不同轧制道次ARB Mg/Al多层复合板的室温力学性能. 可以看出, 随着轧制道次的增加, 屈服强度和抗拉强度呈逐渐上升趋势. 经过3 cyc ARB后, 屈服强度从140 MPa上升到174 MPa, 增加了24%, 抗拉强度则提高了20%. 经过1 cyc ARB后, 屈服强度明显提高, 增加了14%, 这可能与剪切带的变形能力提高有关[30]. 另外, 随着轧制变形次数增加, 板材中晶粒内部的位错密度也迅速增加, 位错之间开始相互缠结, 这些因素都可能导致ARB复合板的内部产生内应力并引起加工硬化, 且在多次ARB变形后, 晶粒更加细化均匀, 晶粒内部位错堆积和缠结, 产生取向差小的亚晶界, 对材料起到了强化作用. Mg/Al复合板力学性能的增加, 除了与以上因素有关外, 还与Mg/Al界面结合能力增强有关[29]. 未轧制及1 cyc ARB后, 因为Mg和Al界面结合强度较低, 导致2种组元独立的发生屈服后颈缩, 进而结合界面出现较为明显的分层; 随着轧制道次增加, 变形量增加, Mg/Al界面结合强度逐渐上升, 组织均匀性提高. 同时, 通过对界面观察发现, 3 cyc轧制后的Mg/Al界面形成了Mg17 Al12金属间化合物, Mg与Mg17 Al12之间以半共格的方式结合, 这种结合方式强度更高, 这已在常海[29]的工作中得到证实.
表1 不同ARB道次制备的Mg/Al多层复合板的室温力学性能
Table 1 Mechanical properties of ARBed Mg/Al multilayered composite sheet after different cycles at room temperature
| Cycle | Yield strength | Tensile strength |
|---|---|---|
| cyc | MPa | MPa |
| 0 | 140 | 183 |
| 1 | 160 | 199 |
| 2 | 169 | 211 |
| 3 | 174 | 220 |
2.2.2 不同退火条件下Mg及Al层宏观织构演化 图7为3 cyc轧制的Mg/Al多层复合板未经过退火处理、在200 ℃分别经过15, 60和90 min退火处理后Mg层(0002)基面织构极图. 可以看到, 经过退火处理后, Mg层基面织构类型并没有发生变化, 但经过15 min退火处理后, 强度明显增加. 随着退火时间增加, 织构强度基本维持不变, 这可能是因为经过15 min退火后, Mg层形成了大量的亚晶并且亚晶长大, 使得织构类型保持不变, 强度增加. 但是随着退火时间进一步增大, 晶粒逐渐均匀但没有明显长大, 因而Mg层的织构强度也不会发生明显变化.
图7 经3 cyc ARB工艺的Mg/Al复合板在200 ℃退火不同时间后Mg层(0002)面极图
Fig.7 (0002) pole figures of Mg layer in 3 cyc ARBed Mg/Al multilayered composite sheet (a) and after annealing at 200 ℃ for 15 min (b), 60 min (c) and 90 min (d)
图8为经过上述退火处理的Mg/Al多层复合板中Al层织构取向分布函数图. 由图可知, 在200 ℃退火后Al层并没有发生再结晶现象, 织构类型依然为轧制织构和剪切织构组分, 没有出现立方等再结晶织构类型. 相比未退火的情况, 退火15 min后, 织构明显增强, 除了Brass织构组分强度没有明显变化外, S 和Copper 等形变织构组分强度显著增加, 剪切织构组分RC强度也略有上升. 出现这种情况是因为200 ℃还没有达到Al的再结晶温度, Al层只是经历了回复阶段, 也就是亚晶粒形成和长大过程[32].
图8 3 cyc轧制的Mg/Al复合板中Al层织构ODF图
Fig.8 ODF figures of Al layer in 3 cyc ARBed Mg/Al multilayered composite sheet (a, a1, a2) and after annealing at 200 ℃ for 15 min (b, b1, b2), 60 min (c, c1, c2) and 90 min (d, d1, d2) at Euler angles of 45° (a~d), 65° (a1~d1) and 90° (a2~d2)
随着退火时间增加, Brass, S 和Copper 织构组分强度逐渐降低, 经过90 min后, Al层中的Brass 织构组分变得非常弱. 有观点认为Al在经过较长时间的低温退火后, 形变织构组分会朝着任意取向发展, 其中Brass组分更容易转变成其它类型织构. 与15 min退火相比, 60 min退火后RC织构组分强度明显降低, 但90 min退火后, 强度又有显著提高, 并且还出现了新的剪切织构组分{hkl}<110>. Al在低温退火过程中, 由于剧烈变形而产生的位错缠结开始回复, 晶体取向也随之逐渐变化, 剪切织构强度有增大的趋势, 但是在本工作中, Al层的剪切织构强度在退火 60 min后反而比退火15 min后有所降低, 这与以前的研究结果并不一致, 需要进一步深入的研究.
(1) 在累积叠轧(ARB)过程中, Mg层表现为典型的轧制织构类型, 且基面法向向轧向发生明显偏移, 基面织构强度随轧制道次增加逐渐增强, 但是在3 cyc后又略微降低. Al层表现为轧制织构与剪切织构并存的混合织构类型, 包括β线织构、Dillamore及旋转立方织构(RC), 1 cyc ARB后, Al层织构强度明显降低, 后续轧制过程中强度变化不大.
(2) 3 cyc轧制的Mg/Al复合板材在200 ℃下退火后板材没有发生再结晶现象, Mg层依旧保持典型的轧制织构类型. 由于大量亚晶形成并且长大, 导致15 min分钟退火后, 织构强度明显提高, 随着退火时间增加, 织构强度没有再发生明显变化. Al层保持轧制织构与剪切织构并存, 且经过15 min退火后, 形变和剪切织构组分强度都有所增加. 但随着退火时间进一步增加, Brass, S及Copper等形变织构组分逐渐减弱, RC织构组分则表现为先减弱, 后增强的趋势.
(3) 随着轧制道次的增加, 由于剪切带形变能力增强、晶粒细化、界面结合强度增加等一系列因素导致Mg/Al多层复合板材屈服强度和抗拉强度提高.
感谢澳大利亚ANSTO实验室的Luzin V V博士在织构测量时给予的帮助和北冶功能材料有限公司王颖博士的有益讨论.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}