
柏琳娜 , 孙军
, 孙军
BAI Linna, SUN Jun
中图分类号: TG317
通讯作者:
收稿日期: 2015-09-16
修回日期: 2015-10-23
网络出版日期: --
版权声明: 2016 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
柏琳娜, 女, 1991 年生, 硕士生
展开
摘要
对采用粉末锻造技术生产出的一款Fe-C-Cu汽车发动机连杆(H16)进行了微观组织分析及力学性能测试, 并研究了影响其疲劳性能的因素. 结果表明: H16粉锻连杆密度大于7.80 g/cm3, 接近全致密, 微观组织无氧化穿透或氧化物网络, 脱碳层厚度在70 mm以内, 微观组织在不同区域呈各向异性. 利用升降法得到H16粉锻连杆毛坯在不同存活率下的疲劳极限. 结果表明, 其疲劳性能及抗拉强度、屈服强度等力学性能超越钢锻连杆, 并且不低于国外同类粉锻连杆产品. 此外, 还发现连杆的弯曲度对疲劳寿命影响较大, 而表面喷丸情况及其微观组织特性对疲劳裂纹萌生的位置有一定影响.
关键词:
Abstract
Powder-forged (P/F) connecting rods have been widely used due to their advantages of high strength, less machining, light weight, and consistency etc.. Currently, P/F connecting rods were only supplied by GKN in Britain and Metaldyne in US in commercial quantities. In this work, the microstructure and mechanical properties of the P/F Fe-C-Cu automobile engine connecting rods (H16) were designed and manufactured domestically, and the factors affecting the fatigue performance were systematically analyzed. The Measured results indicate that the density of the connecting rod is greater than 7.80 g/cm3. Microstructure observation showed that there were no oxide penetrations or network near or at rod surface and the surface decarburization layer is thinner than 70 mm. Anisotropy at different locations inside the P/F connecting rod was revealed. Furthermore, the bending of connecting rods was found to affect the fatigue performance significantly. The microstructure and the surface shot-peening condition had certain influence on the sites of fatigue crack initiation. Most importantly, the fatigue strength of H16 P/F connecting rod was found to be superior to that of the wrought steel-forged connecting rod (C70), and similar to that of P/F connecting rods designed and manufactured by entities.
Keywords:
粉末锻造(简称“粉锻”)是由粉末冶金与锻造相结合形成的一种新材料加工技术或新型金属成形工艺, 它将制造近终或最终形状零件(粉末冶金)和高的材料力学性能(锻造)结合起来, 实现了常规粉末冶金与锻造工艺优点的结合, 并规避了2种成形技术的缺点. 目前在制造行业中大型产业化的粉锻产品主要有3类: 汽车发动机连杆、汽车变速箱齿环和高精密齿轮. 其中粉锻连杆的技术含量最高, 市场的规模和前景最大.
连杆是汽油、柴油发动机的五大关键零部件(缸体、缸盖、曲轴、连杆和凸轮轴)之一, 它将活塞的往复运动转变为曲轴的旋转运动, 主要承受缸内气体压力和活塞组往复惯性力所产生的交变载荷, 其设计要求是轻巧、足够的刚度和抗疲劳强度、良好的机加工特性、良好的生产一致性和有竞争力的性能价格比. 连杆的制作工艺有粉锻、钢材锻造(钢锻)和铸造3种. 其中, 铸造连杆性能最低. 与钢锻连杆相比, 粉锻连杆具有的主要优势是: 生产工艺可靠性高; 粉末压制时就实现了形状接近或等同成品; 减少了切削工序和加工量; 原材料的利用率高达84%, 远远高于钢锻连杆的原材料利用率(40%~50%); 在规定的疲劳实验负荷下的疲劳周次能够提高约10倍; 质量轻10%以上[1-4]; 总成本显著降低[2,4]. 粉锻连杆主要有Fe-C-Cu和Fe-Ni-Mo 2种体系[5,6], 近年来Fe-Ni-Mo系因其成本、性能和质量存在劣势而逐渐被淘汰, 目前只有Fe-C-Cu系粉锻连杆用于大规模生产. Fe-C-Cu合金一般含有0.4%~0.65% (质量分数, 下同)的碳化物, 2%~4%的Cu, 0.3%~0.4%的Mn和S (低于Mn的原子分数)及余量Fe[2,3]. 近年来, 美国Metaldyne公司的Ilia团队开发出了含Cu量为3.0%左右的HS150, HS160, HS170M等系列商业化粉锻连杆, 并进行了性能研究[2,7-9]], 但发表的结果缺乏粉锻工艺流程、组织分析等诸多细节. 国内从1972年开始进行粉锻技术的探索和研究, 经过多年努力在铁基粉末压制[10,11]、粉末烧结密实化工艺[12,13]及过程模拟[14-16]方面都取得了很大进展, 并且采用该技术生产出汽车行星齿轮[17]. 近年来郭彪等[10,11,18]对于粉锻汽车发动机连杆进行研究, 建立了Fe-0.5C-2Cu (质量分数, %)合金的高温流变本构方程, 并粉末锻造出高性能的合金. 其它研究者也发表了很多关于粉锻汽车连杆发展现状的综述[19-25]和失效分析工作[7]方面的论文, 而对于粉锻连杆的微观组织、疲劳性能的研究则较少.
目前, 世界范围内商业化粉锻连杆供应商仅有英国GKN和美国Metaldyne 2家公司, 我国民族品牌的粉锻连杆供应商还是空白, 同时也尚未见到国内企业或者研究所能独立制造出具有良好性能的粉锻发动机连杆. 本工作利用粉锻技术开发生产出了Fe-C-Cu汽车发动机连杆, 对一款粉锻连杆(H16)进行了系统的微观组织分析及力学性能测试, 并研究了影响其疲劳性能的部分因素, 旨在指导粉锻连杆生产并实现其国产化和商业化应用.
本工作研究的粉锻连杆的工艺流程为: 原料粉末→恒温搅拌→压制成形→脱脂→喷砂→烧结→锻造→去闪边→喷丸→磨双面→喷墨打标→包装运输. 粉锻连杆毛坯及成品如图1所示.
图1 H16粉末锻造连杆毛坯及成品图
Fig.1 Blanks (a) and finished products (b) of H16 powder-forged (P/F) connecting rods
H16粉锻连杆的原料设计成分(质量分数, %, 下同)为: C 0.55, Cu 2.5, MnS 0.32, Fe余量. 测出的H16粉锻连杆实际化学成分为: C 0.61, Cu 2.52, Mn 0.37, S 0.12, Fe余量. 其中Mn和Cu含量利用火花源原子发射直读光谱仪测出(GB/T 4336-2002), C和S的含量利用碳硫分析仪测出(ISO 15350: 2000).
取H16粉锻连杆杆身H型截面, 如图2a所示. 利用排水法测密度(MPIF Standard Test Methods, 2003: 97). 采用Nikon MA-200倒置金相显微镜(OM)观察微观组织, 金相试样的取样位置为杆身H型截面(图2a)以及杆部水平切面(图2b), 观察方向如箭头所示. 试样经镶嵌、磨制抛光后, 先观察试样的未腐蚀表面, 再采用2% (体积分数)硝酸酒精溶液腐蚀表面, 观察不同区域.
图2 H型截面、水平切面、筋肋与筋板处拉伸试样的取样位置以及连杆毛坯疲劳试样
Fig.2 Schematics of sampling locations and testing specimens for the H-shaped cross section (a) and the horizontal section (b) of rod shanks (arrows in Figs.2a and b indicate viewing directions); tensile test specimens extracted from the shank rib and shank web (c) and a fatigue test specimen of the connecting rod blank (d)
使用HR-150A型Rockwell硬度计测量连杆杆身截面的硬度. 在连杆筋板、筋肋处加工室温拉伸试样(GB/T 228-2010), 取样位置及尺寸如图2c所示. 用MTS-E43电子万能试验机进行室温拉伸实验, 应变速率为3×10-5 s-1. 在H16粉锻连杆毛坯大小头装入销钉进行疲劳实验, 如图2d所示. 采用升降法分析H16粉锻连杆的疲劳极限(GB/T 24176-2009). 本工作发动机连杆要求满足的疲劳耐久极限, 即同款钢锻连杆的疲劳性能要求为: 平均荷幅为-9.0 kN, 应力荷幅为±25 kN. 疲劳测试的应力比(对试件循环加载时的最小荷载与最大载荷之比) R=-1.5, 载荷为正弦波形, 加载频率为120~130 Hz, 规定的循环基数为N0=107 cyc. 以预估的平均疲劳强度346 MPa作为第一级应力水平, 以平均疲劳强度的5%作为应力台阶. 随机选取第一个试样, 在第一级应力水平下进行疲劳测试至断裂或通过循环基数. 同样随机选取第2个试样, 如果之前的试样没有在循环基数内发生断裂, 增加应力水平一个应力级; 如果先前的试样断裂, 则降低一个应力级继续实验, 直到所有的试样都按照这种方式进行了实验. 试样数量为13根, 在4级应力水平下进行, 此外, 升降法要求实验数据具有封闭性, 即升降图上第一个有效数据点和最后一个有效数据点位于同一应力水平上. 可得到H16粉锻连杆平均疲劳强度及标准偏差, 从而获得连杆在不同存活率下的疲劳强度.
此外, 对不同弯曲度(连杆杆部H型形心在锻造方向偏离大小孔中心点连接成的直线的最大距离, mm), 不同喷丸情况下的连杆毛坯进行了疲劳性能对比实验, 以考察影响连杆疲劳性能的因素. 疲劳实验在QBG-200型高频疲劳试验机上进行, 测试过程中使用发动机油降温. 分别使用S-2700钨灯丝扫描电镜(SEM), SU6600场发射SEM及其能谱(EDS)以及JEM2100F高分辨透射电子显微镜(HRTEM)观察和分析材料的微观组织及Cu元素分布情况, 并对失效试样的疲劳断口进行观察和分析.
测量结果表明, 粉锻连杆材料的密度在7.81~7.85 g/cm3之间, 致密度达到了99%以上, 基本实现了全致密. H16粉锻连杆杆部近表面未腐蚀的OM像如图3所示, 其中的黑色夹杂经EDS分析为MnS. 粉锻连杆中添加一定量的MnS一方面由于MnS在切削工具和碎屑之间起到了润滑作用[26]可以改善材料机加工性能; 另一方面, MnS的存在还有利于连杆大头胀断(该技术是利用制造预裂纹使连杆体与连杆盖的分离, 达到理想的脆性断裂), 实现盖与体的无缝连接. 此外, 材料表面及内部均未观察到链状或树枝状氧化物, 气孔也很少. 组织中氧化物、微孔缺陷较少, 这是粉锻连杆材料具备高力学性能的组织基础以及力学性能优于其它钢锻连杆的重要因素.
图3 H16粉锻连杆杆部上表面截面处未腐蚀的OM像
Fig.3 OM image of a polished and un-etched up surface cross section of the H16 P/F connecting rod shank, observed from the metallurgical mount shown in Fig.2a
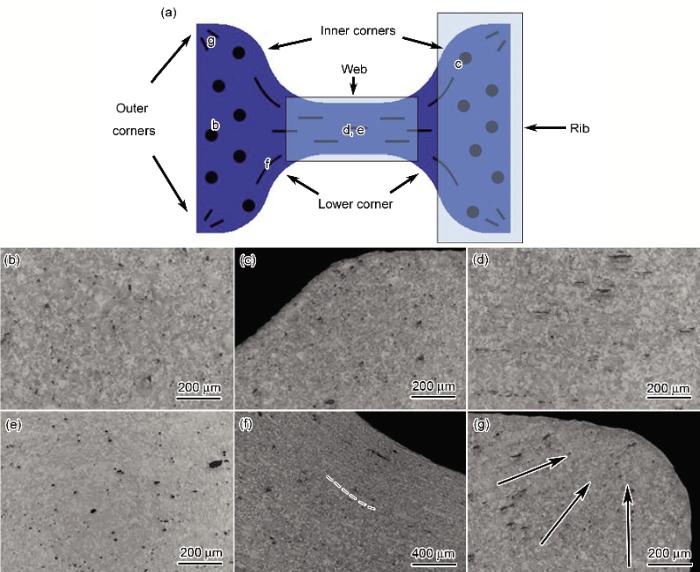
由于MnS属于塑性夹杂物, 高温锻造时随基体发生塑性变形, 因此, 可以利用截面内MnS的颗粒形状和分布特征分析不同区域经锻造金属的流动及变形情况. H16粉锻连杆H型截面各部位名称及MnS的形貌分布特点(不包括尺寸特征)如图4a所示, 观察的位置用b~g标出. MnS的形貌在筋肋及内角处呈现各向同性; 在筋板、底角以及外角处呈现各向异性. 由于锻造后筋肋及内角处局部区域的切应变小, MnS保持原本的形状及尺寸(<40 μm, 图4b和c). 而在筋板处MnS的三维形状为沿水平方向的扁平片状, 从截面观察MnS呈细条状(图4d), 从水平切面观察MnS呈等轴状(图4e), 这是由于热锻时筋板处MnS随金属发生塑性变形而被压扁; 在筋板与筋肋的底角, 由于锻造时较大的切应变以及强烈的金属流动, MnS被拉长并出现少量流线, 即铁素体与珠光体沿变形方向交替形成层状分布的带状组织, 如图4f所示(沿虚线方向); 在4个外角处MnS呈片状指向外角(图4g中箭头所示), 这是由于高温锻造时在模具外角间隙处形成纵向闪边, 从而形成较强的金属流动, 带走材料内部大量的气孔及杂质, MnS在此过程中受切应力呈现片状. 由MnS的分布特性可知, 粉锻材料在连杆的筋板及外角处切应变最大, 夹杂、微孔等缺陷较少, 而内角及筋肋处切应变最小.
图4 H型截面各部位名称、MnS的形貌分布特点及其OM像
Fig.4 Names of H-shaped cross-sectional areas and morphology and distribution characteristics of MnS (a); OM images of the middle part of rib (b), the inner corner (c), the middle part of web (d), the middle part of horizontal section (e), the lower corner (f) and the outer corner (g) (Fig.4e was observed from the metallurgical mount shown in Fig.2b and the others from that shown in Fig.2a. Dotted line in Fig.4f shows the flow direction, and arrows in Fig.4g show the distribution direction of MnS)
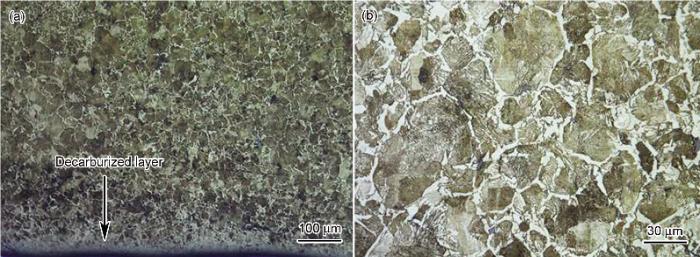
脱碳的实质是钢在高温下与O, H, CO2及水蒸气发生作用, 降低了表面C浓度形成脱碳层. 一般情况下, 钢的氧化与脱碳同时进行, 当钢表面氧化速度小于C从内层向外层扩散的速度时发生脱碳, 反之则发生氧化. 通常要求连杆材料表面的脱碳层厚度在250 mm以内, 而H16粉锻连杆表面的脱碳层厚度仅为50~70 mm, 脱碳层的组织表现为珠光体减少, 铁素体增加, 腐蚀后呈白色, 如图5a所示. 而截面心部的组织为网状铁素体和珠光体, 冷却时铁素体沿奥氏体晶界分布呈网状, 珠光体团尺寸约为30~50 μm, 如图5b所示.
图5 H16粉锻连杆表面脱碳层及内部组织的OM像
Fig.5 OM images of the decarburized layer near surface (a) and the inner area (b) of the H16 P/F connecting rod
高温时Cu产生瞬时液相, 并对Fe具有良好的润湿性, 在毛细管力作用下沿Fe颗粒铺展, 并在化学势差作用下迅速渗透到Fe颗粒中, 促进了Cu的均匀化. 由Cu-Fe相图[27]可知, Cu在1120 ℃ (铁基材料常规的烧结温度)的奥氏体钢中最高溶解度约4.1%, 而随着温度的降低, Cu的固溶度降低, 室温时接近于零. 由于在锻后冷却过程中不可能达到平衡冷却条件, 锻后空冷时Cu一般都是固溶在珠光体和铁素体中间, 通过固溶强化机制来提高材料的强度[[8]. 此外, 部分Cu将析出, 起到弥散强化作用, 增加材料烧结后的硬度、屈服强度和抗拉强度.
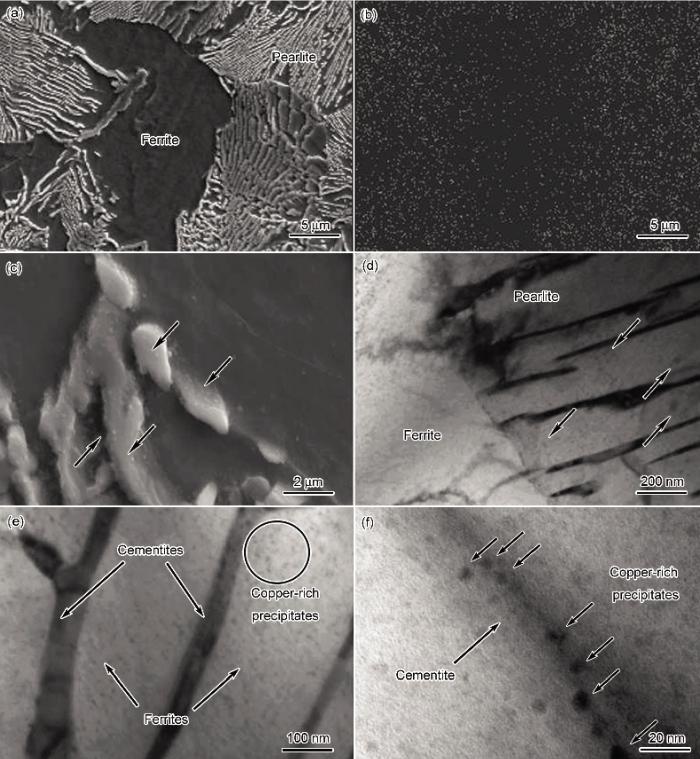
在H16的组织中还观察到有纳米尺度的富Cu相析出. 图6a和b为H16粉锻连杆微观组织的SEM像及Cu元素的EDS分布图. 可以看出, Cu在珠光体中的含量比铁素体中的多. 在粉末冶金齿轮Fe-1.81Ni-0.5Mo-1.2Cu-0.2C中也出现了类似现象: 珠光体中的Ni和Cu含量明显高于铁素体[28]. 这是由于Cu是扩大奥氏体区的元素, 使共析点左移, 具有稳定珠光体的作用. 因此, 局部富Cu的奥氏体易转变为珠光体, 增加了组织中珠光体的含量, 提高了材料强度. 此外, 从高倍SEM像(图6c)及TEM像(图6d)中可以看出, 在渗碳体及其周围分布着纳米级析出物, 如箭头所示, 而铁素体中的分布明显较少. 结合Cu的分布情况可以说明, 大量分布在珠光体中的析出相为富Cu相. 并且这种弥散分布在珠光体中的富Cu相易在渗碳体周围集聚长大, 珠光体中弥散分布着大量纳米相, 如图6e中圆圈内所示, 其尺寸<10 nm, 并在渗碳体表面富集呈现明显轮廓, 尺寸约10 nm, 如图6f中箭头所示, 经EDS分析证实这种析出相为富Cu相.
图6 H16粉锻连杆显微组织的SEM像及Cu元素EDS分布图, 以及高倍SEM像及TEM像
Fig.6 SEM image of the H16 P/F connecting rod (a), distribution of copper by EDS (b), and its high magnified SEM image (c) and TEM images (d~f) (Arrows indicate copper-rich precipitates that mainly distribute in pearlite and aggregate around the cementite)
经测量, H16粉锻连杆H型截面的Rockwell硬度为29 HRC, 试样在筋肋及筋板的拉伸性能差别不大(±5 MPa), H16粉锻连杆材料的屈服强度为703 MPa, 抗拉强度为1038 MPa. 将获得的H16粉锻连杆材料的硬度、拉伸性能与传统钢锻连杆C70[8]以及美国Metaldyne公司粉锻生产的连杆[2]进行比较, 如表1所示. 其中2Cu6C和3Cu5C含Cu量分别约2.0%和3.0%, 含C量分别约0.6%和0.5%, 含Mn量约0.33%, 含S量约0.12%, 均为粉末锻造工艺获得的连杆. 可以看出, 与报道的C70和2Cu6C材料相比, H16粉锻连杆的硬度和屈服强度稍高, 并与3Cu5C材料接近, 而其延伸率则与其它3种连杆相当.
表1 不同连杆力学性能对比
Table 1 Comparison of Mechanical properties among various connecting rods
| Material | Hardness / HRC | Tensile strength / MPa | Yield strength / MPa | Elongation / % |
|---|---|---|---|---|
| 2Cu6C[ | 27 | 945 | 605 | 12 |
| 3Cu5C[ | 31 | 1000 | 710 | 13 |
| C70[ | 26 | 950~1050 | 550 | >10 |
| H16 | 29 | 1038 | 703 | 11 |
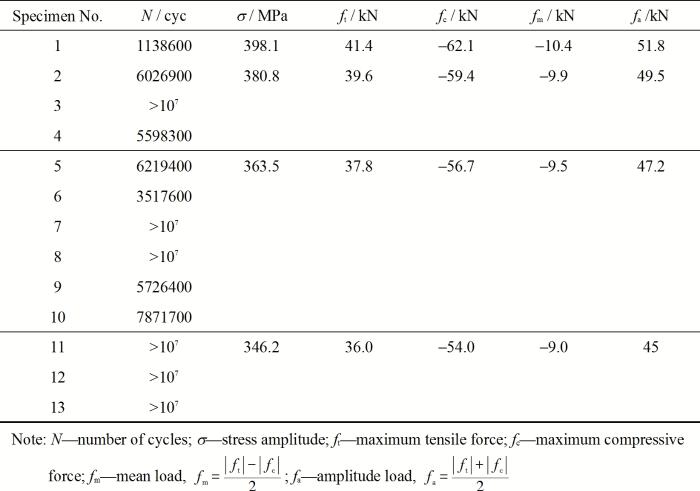
在交变载荷作用下, 发动机连杆的疲劳断裂是其最主要的失效形式之一, 因此, 抗疲劳性能是发动机连杆的一项重要评定特性. 室温下升降法得到的H16连杆毛坯的疲劳实验数据按应力幅降序排列如表2所示, 其中平均荷幅fm为最大拉力ft与最大压力fc绝对值之差的平均值, 应力荷幅fa为ft与fc绝对值之和的平均值. 可见, 疲劳实验的条件远超此款发动机连杆(钢锻连杆)的要求(平均荷幅为-9.0 kN, 应力荷幅为±25 kN). 图7为R=-1.5时H16粉锻连杆的疲劳升降图. 在不同应力水平Si下以试样疲劳失效为指定事件fi, 对疲劳强度进行统计分析, 结果如表3所示. 将应力水平按升序排序, S0≤S1≤S2, 可按照下式计算其平均疲劳强度
式中, S0为第一级应力水平, 363.5 MPa; d为应力台阶, 17.3 MPa; A=Σifi=4; C=Σfi=7;
计算得H16粉锻连杆的平均疲劳强度为364.7 MPa, 标准偏差为19.7 MPa, 其中D大于0.3, 标准偏差与应力台阶较接近, 因此统计数据是有效的.
表2 应力比为-1.5时H16粉锻连杆毛坯的疲劳性能
Table 2 Fatigue properties of the H16 P/F connecting rod blanks under stress ratio R=-1.5
| Specimen No. | N / cyc | s / MPa | ft / kN | fc / kN | fm / kN | fa /kN |
|---|---|---|---|---|---|---|
| 1 | 1138600 | 398.1 | 41.4 | -62.1 | -10.4 | 51.8 |
| 2 | 6026900 | 380.8 | 39.6 | -59.4 | -9.9 | 49.5 |
| 3 | >107 | |||||
| 4 | 5598300 | |||||
| 5 | 6219400 | 363.5 | 37.8 | -56.7 | -9.5 | 47.2 |
| 6 | 3517600 | |||||
| 7 | >107 | |||||
| 8 | >107 | |||||
| 9 | 5726400 | |||||
| 10 | 7871700 | |||||
| 11 | >107 | 346.2 | 36.0 | -54.0 | -9.0 | 45 |
| 12 | >107 | |||||
| 13 | >107 |
图7 H16粉锻连杆毛坯疲劳升降图
Fig.7 Stair-case method figure of the H16 P/F connecting rod blanks under R=-1.5
表3 H16粉锻连杆毛坯疲劳升降图数据分析
Table 3 Data analysis of stair-case fatigue tests of the H16 P/F connecting rod blanks
| Si / MPa | i | fi | ifi | i2fi |
|---|---|---|---|---|
| 398.1 | 2 | 1 | 2 | 4 |
| 380.8 | 1 | 2 | 2 | 2 |
| 363.5 | 0 | 4 | 0 | 0 |
| Total | N/A | 7 | 4 | 4 |
式中,
制造的连杆或多或少都存在一定的弯曲度, 对不同弯曲度和不同喷丸情况的粉锻连杆毛坯进行疲劳性能对比实验, 发现弯曲度对粉锻连杆的疲劳性能影响较大, 而连杆杆身的微观组织及喷丸情况对疲劳裂纹的萌生位置有一定影响. 表4列出了侧面局部未喷丸连杆毛坯在弯曲度为0.15和0.35 mm时的疲劳性能(表2中H16粉锻连杆为全身喷丸, 弯曲度为0.15 mm的连杆毛坯). 从表4可以看出, 当弯曲度为0.15时, 连杆在R=-1.4, 应力幅385 MPa条件下经数百万次循环发生疲劳断裂; 在R=-1.5, 应力幅346 MPa条件下经过107次循环未发生疲劳失效. 对比弯曲度为0.35时连杆毛坯相同实验条件的疲劳周次发现, 降低弯曲度可显著提高粉锻连杆的疲劳寿命, 弯曲度由0.35 mm减小至0.15 mm时, 连杆毛坯的疲劳寿命最高提高了近100倍.
表4 不同弯曲度粉锻连杆毛坯的疲劳性能
Table 4 Fatigue properties of the H16 P/F connecting rod blanks with different extents of bending
| B' / mm | R | N / cyc | s / MPa |
|---|---|---|---|
| 0.15 | -1.4 | 5.47×105 | 385 |
| 1.48×106 | |||
| -1.5 | >107 | 346 | |
| >107 | |||
| 0.35 | -1.4 | 5.84×104 | 385 |
| 2.23×104 | |||
| -1.5 | 9.16×104 | 346 | |
| 1.30×105 |
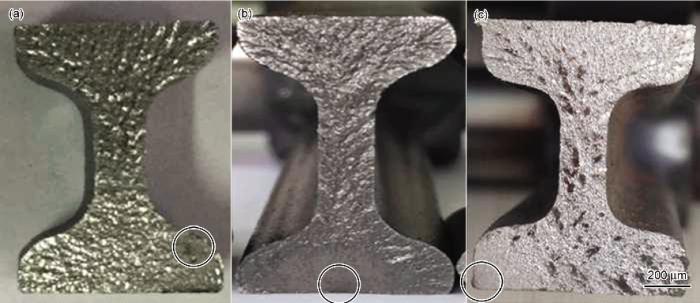
图8为全身喷丸的H16粉锻连杆和不同弯曲度局部未喷丸连杆毛坯试样的疲劳断口宏观照片. 对于被喷丸处理完全覆盖、弯曲度较小的H16粉锻连杆毛坯, 9个试样发生疲劳失效, 其中1个疲劳断裂试样的疲劳源来自外角处, 2个试样断口疲劳源来自筋肋外侧, 6个试样断口疲劳源来自内角处, 如图8a所示. 结合前文的分析可得, 粉锻材料连杆的内角及筋肋处组织由于热锻变形量小, 容易聚集杂质与微孔, 相对容易萌生疲劳裂纹.
图8 全身喷丸的H16粉锻连杆和不同弯曲度局部未喷丸连杆毛坯试样的疲劳断口宏观照片
Fig.8 Macro-fractographies of the wholely shot-peening H16 P/F connecting rod (a) and partly shot-peening P/F connecting rod blanks with B'=0.15 (b) and B'=0.35 (c) (Circles show the crack initiation areas)
在相同弯曲度(0.15)条件下, 由表2可知, H16连杆毛坯在R=-1.5, 应力幅380.8 MPa条件下部分试样可以通过疲劳测试循环基数, 而侧面局部未喷丸试样在R=-1.4, 应力幅385 MPa条件下不能通过, 可以认为2组连杆的疲劳性能并没有明显的差异. 从图8b可以看出, 发生断裂的4个试样, 其疲劳裂纹全部来自局部未喷丸侧面的中部区域. 这是由于表面局部缺少喷丸工艺, 没有喷丸压应力, 表面较粗糙, 从而易引起疲劳裂纹开裂. 此外, 如前文所述, 在筋肋外侧由于锻造切应变较小, 裂纹容易形核. 由此可得粉锻连杆表面的喷丸工艺对疲劳寿命无明显影响, 但对疲劳裂纹萌生的区域有一定影响.
从图8c可以看出, 对于弯曲度为0.35的疲劳断口, 80%的疲劳断口起裂区来自H型截面的外角处. 这是因为连杆杆身具有一定的弯曲度后, 当承受拉压力时, 在一处外角处应力集中受到最大应力, 因此弯曲度较大时疲劳裂纹较易发生在H截面的外角处. 因此, 为了提高粉锻连杆的疲劳寿命, 需要很好地控制连杆的弯曲度. 因此不同区域的不同组织特点在一定程度上影响其疲劳裂纹的起裂位置.
H16粉锻连杆作为国内完全自主生产的第一款粉锻连杆已经表现出良好的性能, 并且目前已经完成了连杆总成的疲劳性能测试和发动机内的台架测试(结果将在后续文章中报道), 将进一步进行装车路试, 以便实现国产粉锻连杆的商业化应用.
(1) H16粉锻材料组织中氧化物、微孔等缺陷较少, 在珠光体中析出纳米富Cu相, 不同区域的组织呈现各向异性, 表面脱碳层厚度在70 μm以内.
(2) H16粉锻连杆毛坯在95%置信度下平均疲劳强度为364.7 MPa, 疲劳性能超越钢锻连杆; 抗拉强度、屈服强度等力学性能优于钢锻连杆, 并且不低于国外同类粉锻连杆产品.
(3) 连杆毛坯的弯曲度对疲劳寿命影响较大, 而杆身的微观组织特点以及表面喷丸情况对疲劳裂纹的萌生位置有一定影响.
感谢王华磊、王研鑫、荆丰林、冷传范等在材料制备加工等方面的帮助.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}