
徐滨士 , 刘晓亭
, 刘晓亭
XU Binshi, LIU Xiaoting
中图分类号: TG146.4
通讯作者:
收稿日期: 2015-09-18
修回日期: 2015-10-24
网络出版日期: --
版权声明: 2016 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
徐滨士, 男, 1931 年生, 中国工程院院士
展开
摘要
对FV520B不锈钢零件的激光熔覆热影响区进行了组织特征分析, 结合过冷奥氏体连续冷却转变(CCT)实验、模拟热影响区拉伸及冲击实验, 研究了热影响区组织及力学性能的演变规律和机理. 结果表明, 热影响区可以按照组织演化特点分为4个特征区域: 半熔区(A区), 析出相溶解区(B区), 完全奥氏体化区(C区)和部分奥氏体化区(D区). 各区域均为马氏体组织, 靠近界面区域的组织较为粗大, 第二相发生溶解, 硬度更高, 固态相变点更低; 距界面稍远区域回火马氏体增多, 第二相未溶解, 但有长大的趋势, 硬度较低, 固态相变点较高, 接近原始材料. 决定激光熔覆热影响区组织及力学性能的最主要因素是热循环的最高温度, 最高温度越高, 强度损失越大, 固态相变点越低, 相应硬度越高, 延伸率及冲击功降低.
关键词:
Abstract
FV520B steel is a martensitic stainless steel developed by Firth-Vickers, with good corrosion resistance and weldability, high strength and toughness. It has been widely used in heavy load and corrosion-resistant components such as compressor impeller, valves, fasteners and pump shafts, which are easy to be damaged because of severe service-environments. The production cycle of those expensive components are long. If these components can be repaired and remanufactured, the accessional value of the products can be reserved. At the same time, it can save time, resources and funds, and reduce environmental pollutions. Laser cladding is an attractive green reconstruction technology, which is widely used for the remanufacturing of faulty metal parts. However, the heat-affected zone (HAZ) of remanufactured parts will experience cycles of heating and cooling during the cladding operation, its properties will change and may be extremely different than that of the unaffected area of the base material. Hence, the study of HAZ of FV520B steel is essential. The laser cladding on FV520B stainless steel was conducted to investigate the evolutions of microstructure and mechanical property of HAZ. The microstructure of the HAZ was characterized by means of OM and SEM, and hardness distribution was measured. Thermo-simulation was carried out to analyze the continuous cooling transformation (CCT) diagram, which provides useful instructions to investigate the microstructure evolution of HAZ. Simulated HAZ specimens and its mechanical properties were obtained by Gleeble 3500 thermal/mechanical simulator and MTS 810 material testing system. The results indicate that, HAZ can be divided into four zones: semi-melton zone, precipitation dissolved zone, completely austenization zone and partially austenization zone. The microstructures of the HAZ are martensite, the grain grows and second phase particles dissolve in the areas near the fusion zone. Meanwhile, its martensite transformation start temperature lower, and hardness higher than that of the unaffected area of the base material. The maximum temperature of thermal cycle dominates the evolution of microstructure and property of HAZ. With the decrease of the maximum temperature, the solid-state transformation temperature, elongation and impact energy increase, and the hardness decrease. Thermal cycle have a little influence to the tensile strength of HAZ under the processing parameters in this study. It can be speculated that the reduction in impact toughness and elongation of the HAZ can be controlled by decreasing the scanning speed of cladding.
Keywords:
FV520B钢属于马氏体沉淀硬化不锈钢, 具有很高的强度、良好的韧塑性、较好的耐腐蚀性能和极佳的焊接性能. 该钢广泛用于对材料性能要求较高的场合, 如燃气轮机的压气机叶片、大型压缩机转子、核反应堆结构部件等. 这类零件制造周期长、附加值高, 若能对服役损伤后的此类零件进行再制造修复, 则可以有效保障装备的正常运行、降低生产成本、提高经济效益.
激光熔覆是一种先进的再制造修复技术手段, 该技术能量密度集中, 可以在对基体造成较小热损伤的前提下, 对损伤零件的几何尺寸及力学性能进行有效恢复[1-4]. 激光熔覆过程中, 基材热影响区经受复杂热循环的同时, 不可避免地伴随着组织转变及应力演化, 往往导致材料性能的变化, 最终影响零件的服役性能及服役安全, 甚至导致再制造过程的失败. 因此, 研究FV520B钢热影响区组织转变及性能演化, 具有重要的现实意义[5-16].
通常情况下, 铸造后的FV520B钢需要通过锻造、固溶、中间处理和时效处理, 以便获得最佳的力学性能组合. 已经有文献[17-20]报道了不同热处理制度对FV520B钢组织和性能的影响, 但关于冷却条件对FV520B钢部件焊接及再制造修复过程组织影响尚无系统研究. 本工作系统研究了不同冷却条件对锻造后经热处理的FV520B钢组织演化的影响, 对激光熔覆FV520B不锈钢热影响区(HAZ)进行了表征, 研究了HAZ组织特征及形成机理, 以及热损伤对力学性能的影响, 本工作对FV520B钢零部件焊接及其服役后维修具有一定的指导意义.
FV520B钢激光熔覆实验在光纤激光熔覆系统上完成, 该系统由IPG YLS-4000光纤激光器、Fanuc机器人、送粉器、PRECITEC YC52熔覆头及高纯Ar气手套箱组成. 手套箱内保护气及送粉载气均为高纯Ar气, 使用工艺为: 激光功率2000 W, 工作面激光光斑直径3 mm, 光斑能量均匀分布, 搭接率50%, 扫描速率8 mm/s, 送粉率约11.5 g/min. 实验用修复基材为压缩机叶轮用FV520B钢, 材料锻造后经过1050 ℃固溶+850 ℃中间处理+470 ℃时效处理, 其主要化学成分(质量分数, %)为: C 0.062, Cr 13.37, Ni 5.33, Mo 1.44, Mn 0.67, Nb 0.29, Cu 1.46, Si 0.44, Fe余量. 修复材料为真空熔炼后Ar雾化制成的FV520B不锈钢粉末, 化学成分与基体一致.
锻造时效态FV520B钢过冷奥氏体连续冷却转变实验在L78 RITA淬火相变仪上完成, 实验材料与激光熔覆基材一致, 试样尺寸为直径3 mm×10 mm. 设计2种奥氏体化过程, 分别对应激光熔覆热影响区的外围部分(Case I)和靠近熔化界面位置(Case II). 对于Case I, 试样以300 ℃/s速率升温到1000 ℃, 保温5 s, 然后以100 ℃/s速率降温到810 ℃, 保温5 min, 再分别以0.02, 0.08, 0.2, 0.5, 1和50 ℃/s的速率冷却; 对于Case II, 试样以300 ℃/s速率升温到1300 ℃, 保温5 s, 然后以100 ℃/s速率降温到810 ℃, 保温5 min, 再分别以0.02, 0.08, 0.2, 0.5和1 ℃/s的速率冷却. 采用切线法确定马氏体相变开始温度Ms, 使用Tukon 2100B 全自动Vikers硬度计检测硬度, 使用Axiovert 200 MAT光学显微镜(OM)进行金相观察. 激光熔覆试样及Case I试样采用的腐蚀剂为: 5 g FeCl3+15 mL HCl+85 mL H2O; Case II试样采用的腐蚀剂为: 15 g FeCl3+15 mL HCl+85 mL H2O.
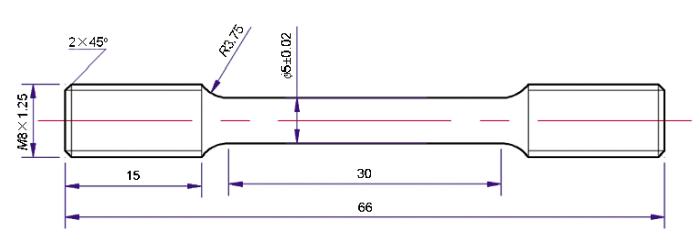
拉伸实验在MTS810试验机上完成, FV520B钢试样形状及尺寸如图1所示. 设计2组实验, 以研究激光熔覆热损伤对基材拉伸性能影响: 第一组实验中, 试样以500 ℃/min速率升温到1000 ℃, 保温5 s, 然后以400 ℃/min速率降温到400 ℃, 以15 ℃/min降温速率冷却到室温, 进行拉伸; 第二组实验中, 试样以500 ℃/min速率升温到1250 ℃, 保温5 s, 然后以400 ℃/min速率降温到400 ℃, 以15 ℃/min降温速率冷却到室温, 进行拉伸. 采用NovaNano SEM 650扫描电子显微镜(SEM)观察拉伸断口形貌.
热影响区模拟实验在Gleeble 3500试验机上完成, 样品尺寸为10 mm×10 mm×70 mm, 采用指数冷却曲线的方式模拟单道熔覆热循环, 所有实验升温速率为5000 ℃/s, 800 ℃降温到500 ℃所需时间t5/8=2 s, 第一组实验峰值温度设为1250 ℃, 第二组实验峰值温度为1000 ℃, 第三组实验峰值温度设为850 ℃. 在热电偶焊接处开V型缺口, 采用CBD500冲击试验机进行冲击实验.
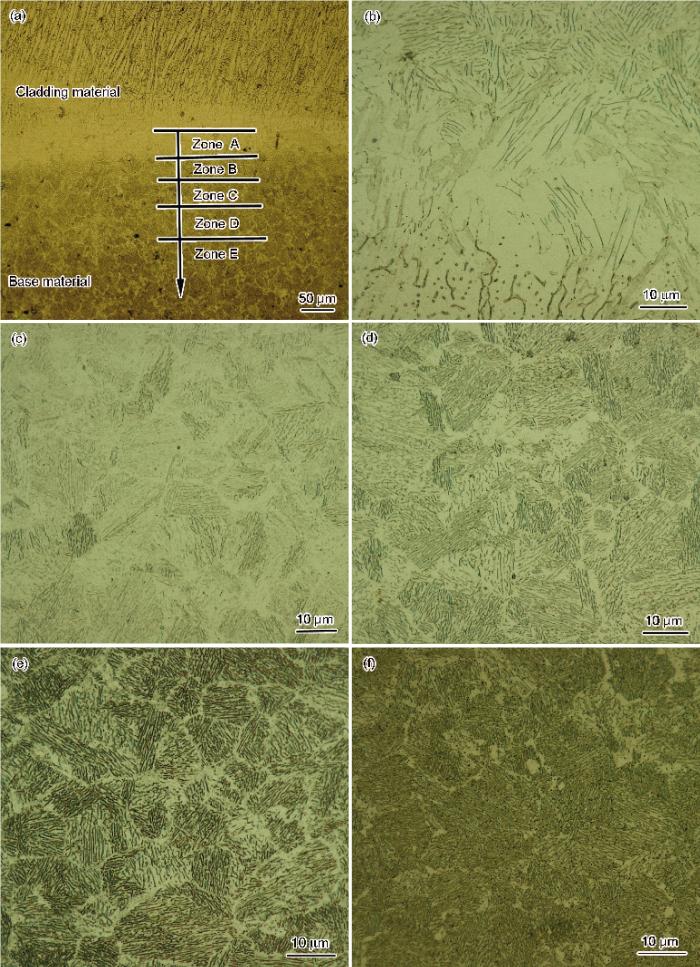
图2为FV520B激光熔覆热影响区形貌的OM像. 可以看出, FV520B基体热影响区可分为5个区: A区离界面最近, 板条特别粗大或者观察不到明显的板条特征; B区中原始析出相基本溶解, 激光熔覆过程中, 该区发生完全的奥氏体化, 冷却后又经历马氏体相变, 侵蚀后马氏体颜色与原始马氏体组织明显不同; C区特征与B区类似, 但板条较为细密, 衬度也相对较深; D区析出相基本未变, 相对于原始组织, 白色组织部分较多, 在激光熔覆过程中, 该区部分材料出现奥氏体化; E区未观察到明显的组织变化.
图2 FV520B激光熔覆热影响区形貌的OM像
Fig.2 OM images of heat-affected zone (HAZ) of FV520B steel treated by laser cladding (a), and enlarged views of zone A (semi-melton zone) (b), zone B (precipitation dissolved zone) (c), zone C (completely austenization zone) (d), zone D (partially austenization zone) (e) and zone E (f) in Fig.2a
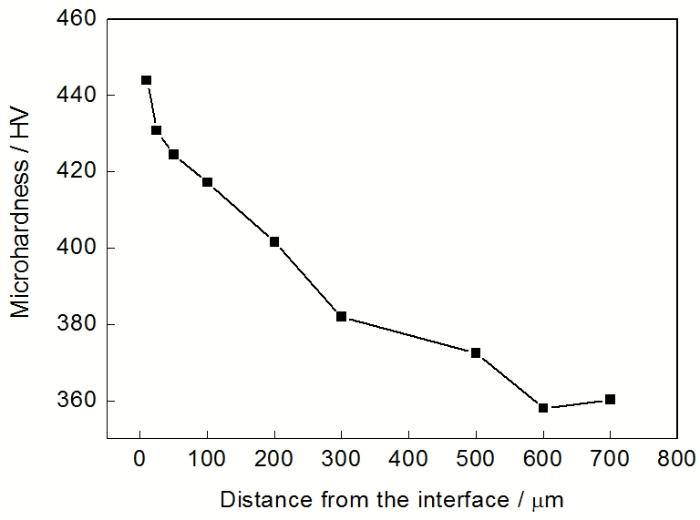
热影响区硬度如图3所示. 可见, A区硬度最高, 平均硬度高达431 HV; B区次之, 平均硬度为422 HV; C区平均硬度约为401 HV; D区硬度在365~381.9 HV之间; E区硬度与基体接近, 约为359 HV.
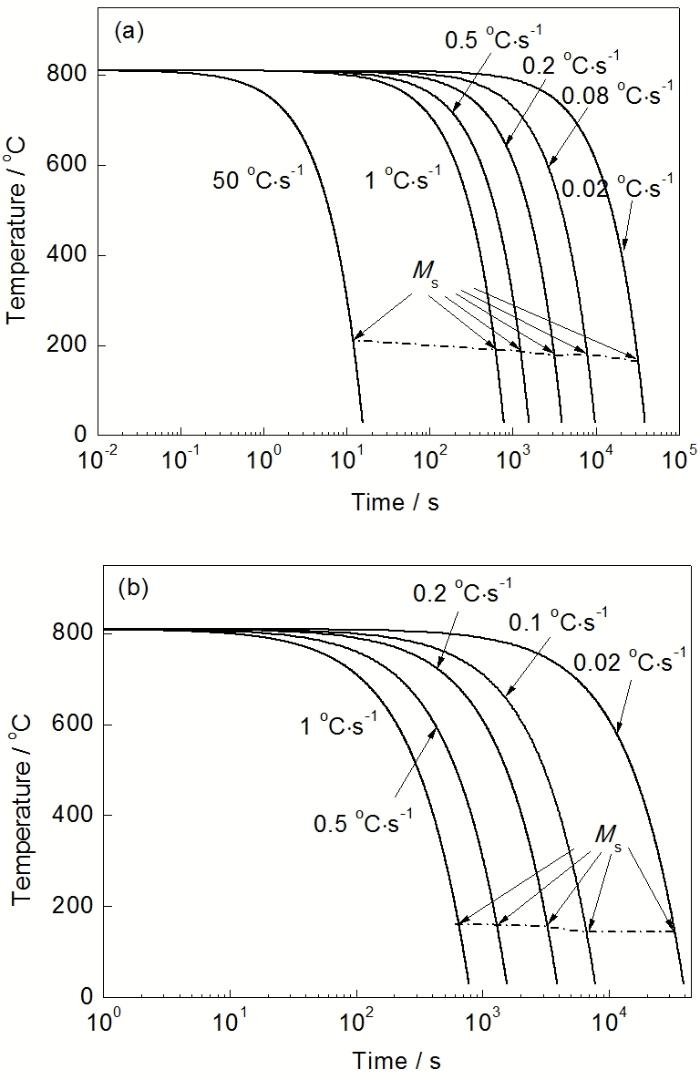
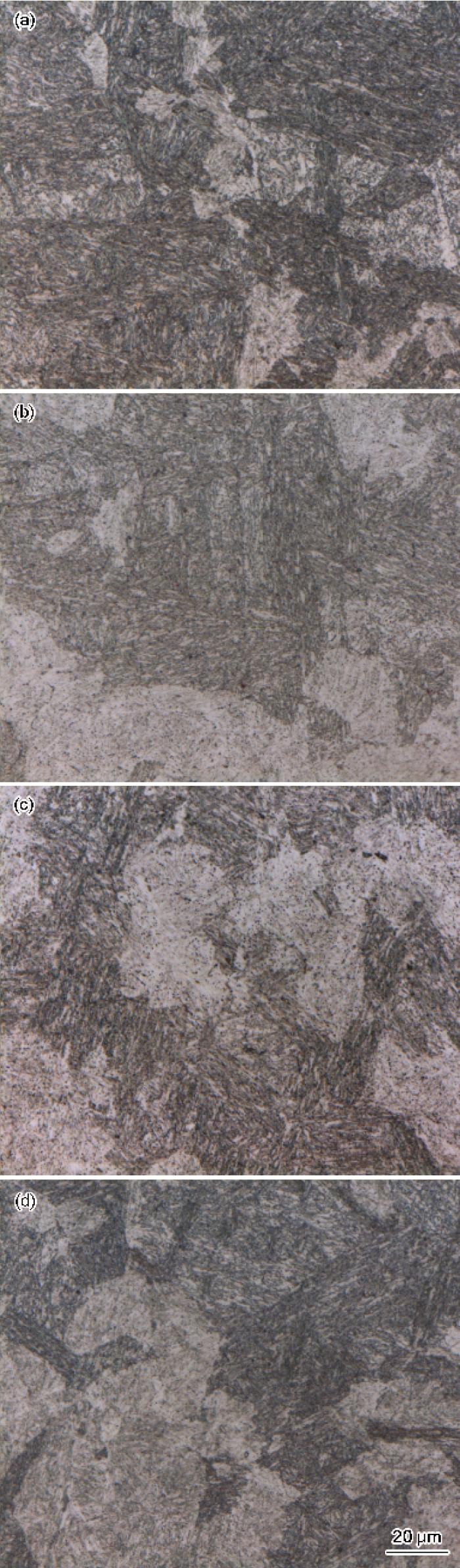
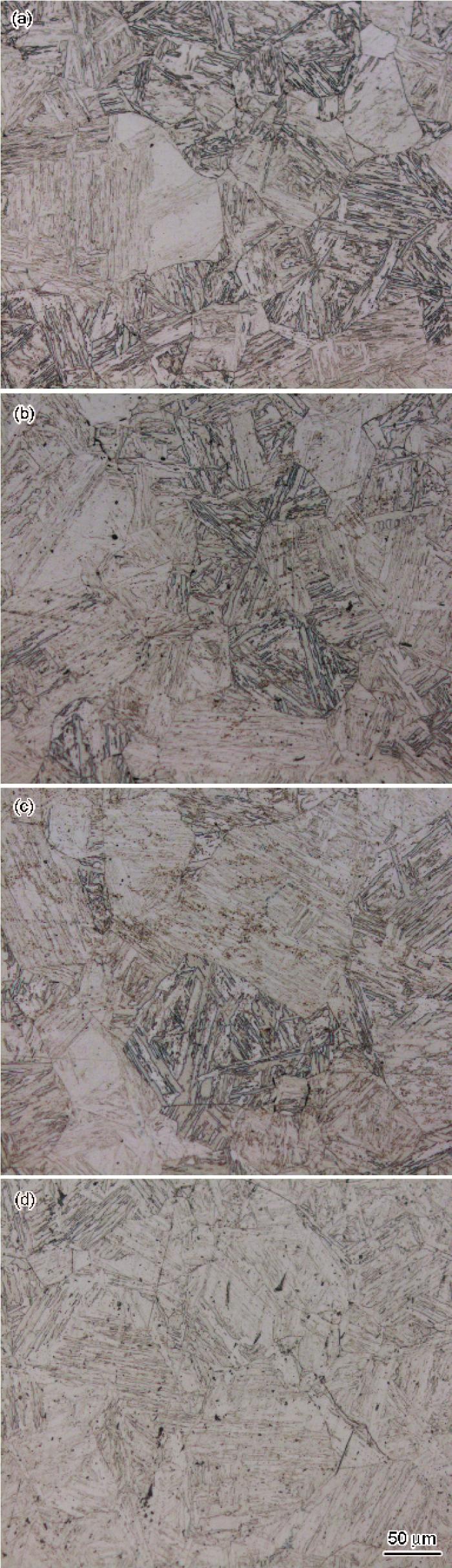
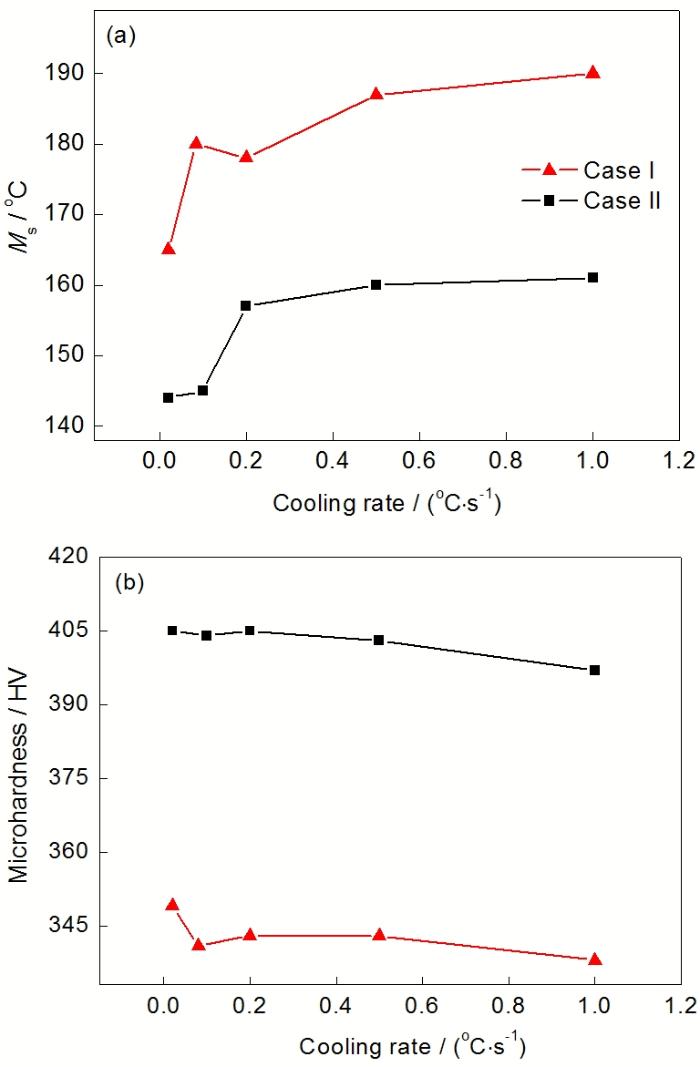
图4为FV520B在2种奥氏体化条件下的CCT曲线, 图5和6为对应显微组织的OM像, 图7为对应试样的Ms及硬度. 可以看出, FV520B钢淬透性好, 在实验采用的降温参数范围内, 均得到板条马氏体组织. 对于Case I, 组织为弥散分布析出相的板条马氏体, 随着降温速率的升高, 浅色马氏体增多; 对于Case II, 试样组织也为板条马氏体, 但比Case I试样稍粗大, 未观察到弥散分布的第二相, 随着降温速率的增加, 浅色部分马氏体增多. Case II试样马氏体相变开始点比Case I试样偏低约20 ℃, 2组试样相变点均随着降温速率增加而略微增加; Case II试样比Case I试样硬度偏高约60 HV, 2组试样硬度均随降温速率增加而略微降低. 2组试样在降温速率为0.02 ℃/s时, Ms均较低; 2组试样的高温段升降温速率是一致的, 区别在于热循环的峰值温度(Tmax), 最高温度对降温后组织、硬度、Ms等特性具有主导性的影响; 当高温段升降温工艺确定后, 低温段降温速率对组织、硬度、Ms等性质影响相对较小.
图4 锻造时效态FV520B钢在2种奥氏体化工艺下连续冷却转变曲线
Fig.4 Continuous cooling transformation curves of FV520B stainless steel for Case I (a) and Case II (b) (Ms—start temperature of martensite transformation)
图5 以不同速率冷却的Case I试样显微形貌的OM像
Fig.5 OM images of Case I specimen under cooling rates of 0.02 ℃/s (a), 0.2 ℃/s (b), 0.5 ℃/s (c) and 1 ℃/s (d)
图6 以不同速率冷却的Case II试样显微形貌的OM像
Fig.6 OM images of Case II specimen under cooling rates of 0.02 ℃/s (a), 0.2 ℃/s (b), 0.5 ℃/s (c) and 1 ℃/s (d)
图7 2种奥氏体化工艺试样对应的马氏体相变开始温度Ms及硬度
Fig.7 Ms (a) and microhardness (b) of Case I and Case II specimens
分析认为, Case I试样的最高温度达1000 ℃, 但停留时间较短, 因此, 试样升温过程中奥氏体化完全, 但析出相并未溶解. 降温过程中, 析出相进一步长大, 其弥散程度略有降低, 基体中的固溶度降低, 最终导致材料的硬度降低, Ms升高; Case II试样的最高温度达1300 ℃ (FV520B钢的熔点约为1350 ℃), 高温下无铁素体生成, 因此, Case II试样奥氏体化完全, 析出相完全溶解, 基体合金元素固溶度极大, 急冷之后, 硬度升高, Ms降低; 当降温速率极低时, 2种试样的Ms都变低, 这可能是由于低降温速率时, 奥氏体强化及析出相长大所致.
对比图3和7b可以看出, 实际激光熔覆过程热影响区硬度比CCT研究给出的硬度高, 这可能是由于实际激光熔覆的升降温速率极快的缘故. 由单道熔覆热循环曲线可以看出, 实际熔覆过程中, 材料高温段温度变化率可达数千摄氏度每秒[21], 限于实验条件, 本工作CCT研究的升降温速率只有几百摄氏度每秒.
结合CCT分析结果, 在激光熔覆过程中, A区为半熔糊状区, 合金元素完全固溶, 因为冷却速率高, 元素过饱和度大, 材料硬度达到极大值; B区为析出相溶解区, 完全奥氏体化, 合金元素完全固溶, 其组织具有原始组织的遗传特征, 该区硬度接近A区; C区为完全奥氏体化区, 与B区类似, 完全奥氏体化, 合金元素基本固溶, 组织比B区细密, 硬度也比B区低, 约为401 HV; D区为部分奥氏体化区, 析出相基本看不出变化, 原奥氏体晶界附近浅色组织增多, 可以推测, 激光熔覆升温过程中该区峰值温度应该在奥氏体化开始温度Ac1与奥氏体化结束温度Ac3之间, 只发生了部分奥氏体化, 该区域硬度比原始材料略有提高; E区组织和硬度与原始材料均比较接近, 可以推测, 激光熔覆过程中, 其温度的峰值在Ac1线以下.
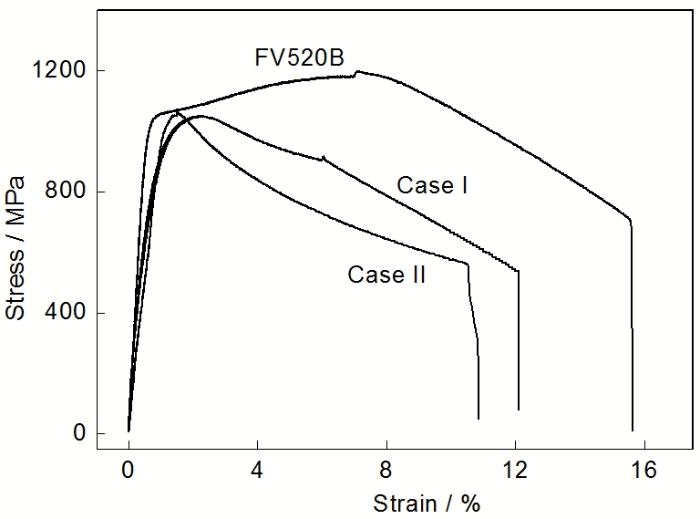
图8为FV520B钢及模拟热影响区试样的典型拉伸曲线, 图9为对应的拉伸断口. FV520B钢室温下屈服强度约为1150 MPa, 延伸率超过15%, 综合性能最好; 对于Case I试样, 材料屈服强度略有降低, 低于1000 MPa, 弹性模量略有降低, 材料屈服后, 随着延伸率增加, 应力呈降低趋势, 没有FV520B钢持续硬化的过程, 断裂时延伸率约为12%; 对于Case II试样, 屈服强度与FV520B钢接近, 弹性模量略有降低, 与Case I试样类似, 屈服后随着延伸率增加, 应力呈降低趋势, 但降低的程度更加明显, 断裂时延伸率约为10.73%.
图8 FV520B钢及模拟热影响区试样的典型拉伸曲线
Fig.8 Typical tensile curves of FV520B steel and simulated HAZ specimens
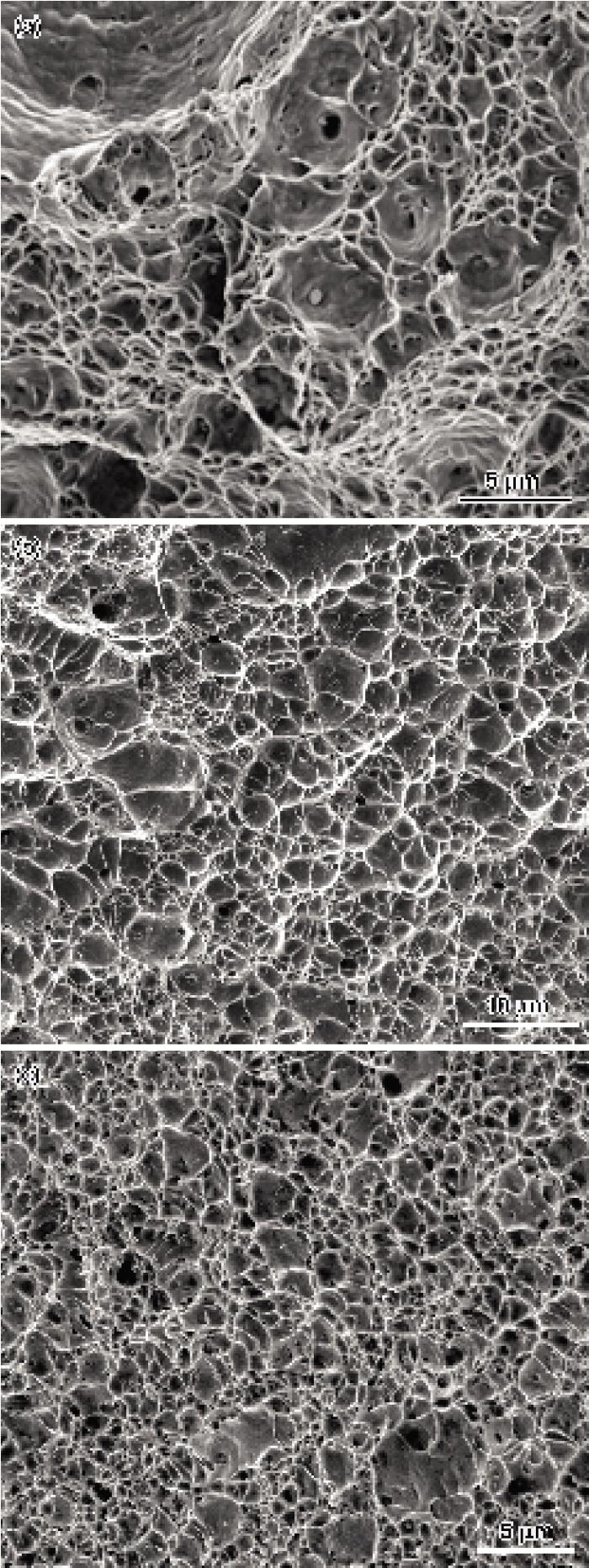
图9 FV520B钢及模拟热影响区试样的拉伸断口形貌
Fig.9 Fractographs of FV520B steel (a), Case I (b) and Case II (c) specimens
由图9可以看出, FV520B钢室温拉伸时, 其断口形貌韧窝较大、较深, 韧窝底部往往能观察到析出相; Case I试样断口形貌韧窝较小, 深度较浅, 部分韧窝底部能够观察到析出相; Case II试样断口形貌特征与Case I试样类似, 韧窝较小、较浅, 但韧窝底部较少见析出相.
测试结果表明, FV520B钢的冲击功最高, 达71.5 J. 热模拟试样, 随着热循环最高温度的升高, 冲击功减少, 最高温度为850 ℃时, 冲击功略有降低, 为67 J, 最高温度为1000 ℃时, 冲击功降低到51.6 J, 最高温度为1250 ℃时, 冲击功最低, 为42.5 J.
结合热影响区组织观察及CCT实验结果可以看出, 影响热影响区拉伸行为及冲击功的主要因素为: 析出相的溶解长大行为及元素过饱和度的增加. 析出相溶解长大本身会降低材料的强度和硬度, 但元素固溶度的增加能够增加材料的强度和硬度、降低冲击功和拉伸实验延伸率.
与一般焊接过程热循环不同, 激光熔覆过程具有升降温速率高、高温停留时间短的特点, 因此, 做连续冷却转变图的时候, 必须根据激光熔覆热循环特点来制定实验方案.
由CCT试样及激光熔覆热影响区组织观察及硬度实验结果可以看出, 热影响区组织特征主要由该区经历的最高温度决定, 热影响区的硬度由经历的最高温度及温度变化率决定, 最高温度越高, 硬度越高, 高温段升降温速率越大硬度越高; 810 ℃以下低温段升降温速率对组织特征、硬度和Ms的影响较小. 实际激光熔覆时, 热影响区升降温速率普遍较高, 高温停留时间短, 因此, 热影响区组织特征主要受热循环最高温度影响, 热循环最高温度决定热影响区马氏体是否发生奥氏体相变, 组织是否长大, 析出相是否长大, 是否溶解, 这些因素最终决定了热影响区的性能.
对于固溶时效态FV520B钢, 若最高温低于奥氏体化温度, 则组织与原始组织接近, 仅硬度略有升高; 若最高温度处于奥氏体化温度和固溶温度之间, 则原始组织中部分马氏体转化为奥氏体, 并在降温过程中转化为马氏体, 这个过程往往伴随析出强化相的长大, 材料的硬度略为下降, 但是随着升降温速率的提高, 硬度增加, 甚至超过原始材料的硬度; 若最高温度高于固溶温度, 则析出相倾向于溶解, 合金元素固溶于基体, 奥氏体化完全, 材料的硬度提高, 并且增加的程度随温度变化率增加而提高.
FV520B钢的硬度主要受元素过饱和度、析出相尺寸和分布等因素的影响, 激光熔覆过程冷却速率极快, 故元素过饱和度越大, 缺陷密度越大, 热影响区硬度均增加, 材料塑韧性略有降低, 延伸率降低、冲击韧性降低; 硬度的增加程度、延伸率和冲击功的降低程度与相应区域经历的最高温度呈正比, 经历的温度越高, 硬度越高、冲击功越低、延伸率越低; 另外, 材料的强度并不显著降低, 热影响区的强度接近于原始材料, 这是因为固溶强化对强度的贡献弥补了析出相长大及溶解对强度造成的损失. 可以推测, 如果降低激光熔覆的扫描速率, 热影响区降温速率及温度梯度在一定程度上降低, 则合金元素的过饱和度降低, 此时热影响区的硬度及强度将会降低, 塑韧性相应增加. 因此, FV520B钢进行常规的焊接及堆焊操作时, 适当的调整热源的功率及扫描速率, 可以在保证较好强度的情况下, 一定程度上改善热影响区韧塑性的损失; 对于激光加工过程, 由于热循环高温段降温速率普遍较高, 故这种改善的程度有限.
由于实验条件限制, 本实验中CCT实验工艺与实际激光熔覆条件略有一些区别, 高温段升降温速率略低, 这可能导致了CCT实验试样的硬度比实际热影响区硬度稍低, 而CCT实验试样的Ms比实际热影响区稍高, 热影响区不同区域的Ms差距比实验结果略大. 模拟热影响区拉伸实验中, 一方面由于设备条件限制, 另一方面考虑升降温过程热应力的影响, 实验中升降温速率更低, 由CCT实验硬度与实际激光熔覆热影响区硬度对比结果可以推测, 实际激光熔覆热影响区的塑性应该比实验结果低一些, 强度应该比实验结果略高, 实际激光熔覆热影响区强度应该与基体接近.
值得注意的是, 由于FV520B钢激光熔覆热影响区各区域最高温度不同, 故材料中合金元素的过饱和度不同, 因此, 各区Ms不同; 一般情况下, 靠近结合界面的区域由于元素过饱和度大, 故其Ms相对较低, 随着离界面距离的增加, Ms逐步提高, 最终接近基材的Ms; 对于Ms较高的材料, 这种区别对应力演化影响有限, 但FV520B钢的Ms较低, 此时, 相变的伴随效应对应力演化有较大的影响, 这种相变点的差异对热影响区残余应力水平及分布具有显著的影响[21-26]. 在下一步工作中, 有必要进行这种影响的定性及定量研究.
(1) FV520B钢淬透性好, 在很大工艺范围内, 均得到板条马氏体组织; FV520B钢激光熔覆热影响区均为马氏体组织, 可分为4个区域: A区为半熔区, 析出相完全溶解, 组织较为粗大; B区为析出相基本溶解的完全奥氏体化区, 组织比原始材料略粗大; C区为基本完全奥氏体化, 但析出相不溶解仅略微长大区域; D区为部分奥氏体化区, 组织与原始材料接近, 析出相分布及数量不变.
(2) 典型激光熔覆工艺条件下, FV520B钢热影响区经历的最高温度对组织及力学性能演变起决定性的作用, 随着最高温度的升高, 材料的硬度增加, 冲击功及延伸率降低.
(3) FV520B钢激光熔覆过程中, 热影响区析出相的溶解及长大行为导致了热影响区各区的Ms产生差异, 在接近界面的区域具有更低的Ms (相差约30 ℃). 这种相变点的差异可能会对热影响区残余应力水平及分布产生影响.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}