
祁明凡, 康永林 , 周冰, 朱国明, 张欢欢
, 周冰, 朱国明, 张欢欢
北京科技大学材料科学与工程学院, 北京 100083
QI Mingfan, KANG Yonglin, ZHOU Bing, ZHU Guoming, ZHANG Huanhuan
中图分类号: TG146.2
通讯作者:
修回日期: 2014-09-24
接受日期: 2015-03-9
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
祁明凡, 男, 1989年生, 博士生
展开
摘要
依据强制对流搅拌原理, 成功自主研制出强制对流搅拌(FCM)制浆设备, 并与压铸机相结合, 以AZ91D镁合金力学拉伸件为例, 实现了浆料制备、输送到成形的一体化流变压铸过程; 研究了不同FCM工艺参数下流变压铸件组织特征的演变; 对比了不同工艺下压铸件力学性能的差异; 并分析了FCM流变压铸工艺组织形成机理及凝固行为. 结果表明: FCM工艺参数对铸件的显微组织有较大影响, 适当提高螺杆转速或降低筒体温度, 均有利于成形件组织形貌的改善; FCM流变压铸工艺不仅可以获得内部组织细小、圆整且分布均匀的成形件, 而且可以显著提高成形件的力学性能; 与传统压铸件相比, FCM流变压铸件的屈服强度变化不大, 抗拉强度和延伸率分别提高了12.5%和80.0%; 与经T4和T6热处理的铸件相比, 铸态拉伸件的抗拉强度最低, 屈服强度和伸长率介于T4和T6之间.
关键词:
Abstract
Based on the forced convection mixing (FCM) principle, a self-developed FCM semisolid slurry preparation device was successfully developed. Taking AZ91D magnesium alloy tensile parts for example, the rheo-diecasting process that consists of slurry preparation, transportation and forming was achieved by combining with a diecasting machine. Microstructural characteristics of FCM rheo-diecasting parts in different processing parameters were investigated. Mechanical properties of AZ91D alloy parts in different processes were compared. Besides, the formation mechanism and solidification behavior of semisolid slurry were analyzed in FCM rheo-diecasting process. The results show that processing parameters have a great effect on the microstructures of parts, increasing rotation speed or decreasing barrel temperature appropriately is beneficial to optimizing the microstructure. The process not only can produce parts with fine, spherical and uniformly distributed primary a-Mg particles, but also is able to improve mechanical performance of parts significantly. Compared with traditional diecasting, the yield strength remains unchanged, but the ultimate strength and elongation are increased by 12.5% and 80.0%, respectively. Furthermore, compared with parts subjected to T4 and T6 heat treatment, the ultimate strength of the as-cast is the lowest, and the yield strength and elongation are between T4 and T6.
Keywords:
镁合金是目前工程应用中最轻的金属材料, 具有比强度及比刚度高、阻尼性及切削加工性好和易回收等一系列独特性质, 被认为是“21世纪的一种绿色工程材料”, 将成为汽车和“3C”产业的主要材料[1-3]. 常用的镁合金成形方法主要有压铸、半固态铸造、挤压铸造等, 其中压铸法是广泛采用的镁合金成形方法, 实际应用的镁合金部件大多数是压铸件[4-6]. 镁合金压铸产品虽然具有尺寸稳定性好、生产率高、压铸型和模具寿命长等优点, 但也存在夹杂多、气孔多、成形后难热处理、力学性能低、尺寸近净成形差等严重制约镁合金产品进一步扩大应用的问题[7,8].
为了改善压铸件内部缺陷和提高压铸件力学性能, 真空压铸[9]、充氧压铸[10]以及半固态流变压铸[11,12]等技术在近年来相继发展起来. 其中, 半固态流变压铸由于具有应用范围广、工艺流程短、成形温度低、铸件组织致密及可热处理强化等优点, 近些年在国内外受到了普遍重视, 使流变压铸成形技术成为半固态加工领域的热点. 半固态浆料制备是流变成形技术发展异常关键的一个环节. 然而, 到目前为止, 半固态浆料的连续快速制备仍是制约该技术快速发展的瓶颈, 致使其没有得到大规模的工业化应用.
为此, 本工作以应用广泛的AZ91D镁合金为实验材料, 以自行设计的一套力学性能模具为实验压铸模具, 采用自主研发的机械搅拌装置——强制对流搅拌(forced convection mixing, FCM)设备[13]来制取半固态浆料, 并结合压铸机实现了从浆料制备、输送到成形的一体化流变压铸工艺过程. 在此基础上重点研究了不同FCM工艺参数对流变压铸拉伸件组织的影响规律; 对比了传统压铸、流变压铸及不同热处理制度下拉伸件的力学性能; 并分析了FCM流变压铸工艺组织形成机理及其凝固行为.
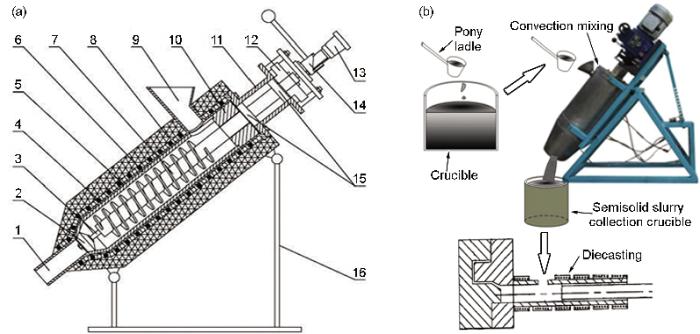
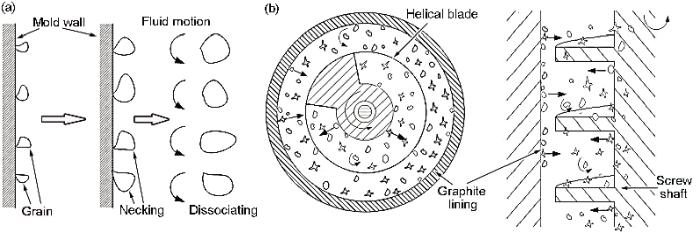
图1a为实验室自主发明的FCM设备结构图. 该设备主要由驱动装置、剪切搅拌装置、温度控制装置和放料装置等组成. 无极调速电机通过传动齿轮带动搅拌轴旋转. 剪切搅拌机构由搅拌室和搅拌轴组成, 其中搅拌轴上装有适合搅拌黏性流体的螺旋带, 可通过调整螺杆转速使合金熔体在搅拌室内产生流体对流. 为防止熔体在搅拌室内冷凝挂料, 在搅拌室内壁装有石墨内衬. 搅拌桶外壁有加热和冷却元件, 通过温度控制箱对筒体温度进行精确控制. 放料装置由放料手柄、芯杆和堵塞构成. 浆料制备结束后, 旋转放料手柄, 提升堵塞, 将制备的半固态浆料由预热的收集坩埚快速输送到DC350J冷室压铸机压室进行流变压铸成形, 具体FCM流变压铸工艺如图1b所示.
图1 强制对流搅拌(FCM)设备结构图及FCM流变压铸流程示意图
Fig.1 Structure diagram of forced convection mixing (FCM) machine (a) and schematic diagram of FCM rheo-diecasting process (b) (1—slurry outlet, 2—graphite blockage, 3—emptying core bar, 4—heating and cooling elements, 5—inner barrel, 6—graphite lining, 7—spiral stirring rod, 8—insulation, 9—funnel, 10—graphite insulation ring, 11—bearing block, 12—gear, 13—adjusting handle, 14—emptying handle, 15—bearing, 16—adjustable bracket)
实验材料为商用高纯AZ91D镁合金锭, 其化学成分(质量分数, %)为: Al 9.03, Zn 0.75, Mn 0.145, Si 0.033, Mg余量. 经差示扫描热量仪(DSC)检测, 其液相线和固相线温度分别为595和470 ℃.
将AZ91D镁合金锭放入预热温度为200 ℃的熔化炉中预热, 然后升温至680 ℃熔化, 为防止镁合金液氧化燃烧, 熔化过程中通过RJ-2号覆盖剂进行保护. 舀取镁合金液降温至640 ℃, 浇注到事先设定好工艺参数的FCM内, 合金液在低于合金液相线温度的筒体内在搅拌轴的旋转作用下产生对流, 受到冷却和对流的混合作用, 生成半固态浆料, 螺杆转速100~700 r/min, 筒体温度560~580 ℃, 浇注温度640 ℃, 搅拌时间25 s. 随后旋转放料把手流出浆料, 将坩埚收集到的浆料快速转移到压铸机压室进行压铸成形. 为了对比, 本工作中传统压铸拉伸件的浇注温度均为640 ℃, 压铸工艺参数与FCM流变压铸一致, 均为铸造压力80 MPa, 慢压射速度0.3 m/s, 快压射速度1.2 m/s, 模具温度220 ℃.
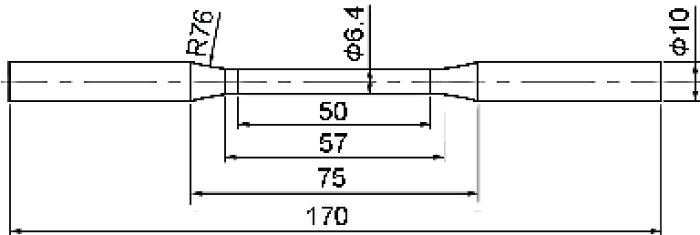
实验所得力学性能拉伸件示意图如图2所示. 从拉伸件相同位置切割取样, 进行粗磨、细磨和抛光, 通过4%硝酸(体积分数)酒精侵蚀, 冲洗、吹干后, 采用NEOPHOT 21金相显微镜(OM)和Cambridge S-360型扫描电镜(SEM)进行组织观察和分析. 利用Image Tool图像处理软件对初生固相尺寸和形状因子进行分析. 初生固相尺寸用等积圆直径D表示, 形状因子用F表示, F越大、越趋近于1, 初生相越圆整. 具体公式为:
图2 FCM流变压铸力学性能拉伸件示意图
Fig.2 Schematic diagram of the FCM rheo-diecasting tensile test sample (unit: mm)
式中, A为晶粒面积, P为晶粒界面周长.
拉伸实验在MTS810电子万能实验机上参考GB/T 228-2002进行, 应变速率为1 mm/min, 力学性能结果取5根拉伸试样测试所得平均值.
实验采用的热处理制度为固溶处理(T4)和固溶+人工时效(T6). 固溶处理工艺为: 先以10 ℃/min的加热速率加热到260 ℃保温1 h, 将拉伸件装炉(以石墨粉覆盖并通入Ar气), 然后以1 ℃/min的速率加热至415 ℃, 保温12 h, 开炉取样, 空冷; 时效工艺为: 以6 ℃/min的速率升温至175 ℃, 保温24 h, 开炉取样, 空冷.
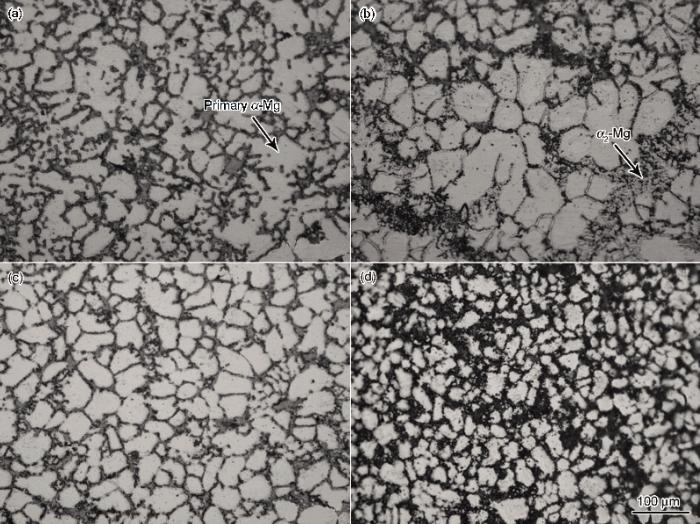
图3给出了筒体温度为560 ℃和螺杆转速为100~700 r/min的工艺条件下FCM流变压铸拉伸件的OM像. 可以看出, 与传统压铸件的粗大枝晶组织[14]相比, FCM流变压铸件呈现出明显不同的组织, 初生a-Mg细化, 呈蔷薇状或近球状, 且存在细小的二次凝固组织a2-Mg.
图3 不同螺杆转速下AZ91D镁合金流变压铸件的OM像
Fig.3 OM images of AZ91D alloy rheo-diecasting parts under rotation speeds of 100 r/min (a), 300 r/min (b), 500 r/min (c) and 700 r/min (d)
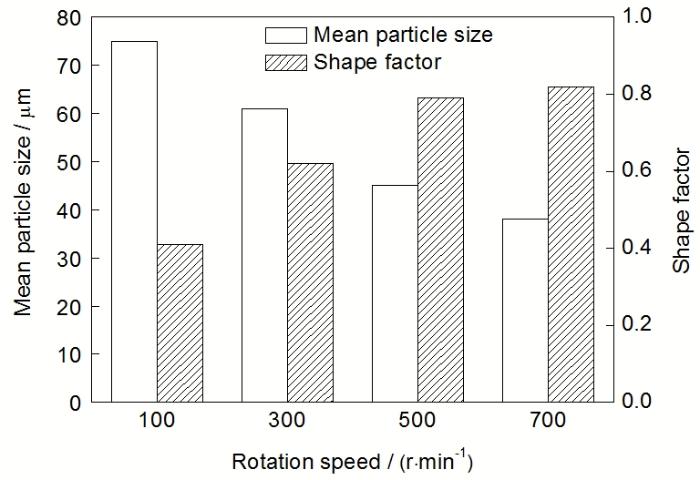
图4为筒体温度560 ℃时不同螺杆转速下AZ91D镁合金流变压铸件的初生a-Mg晶粒的平均尺寸和形状因子. 由图3和4可见, 随着螺杆转速的增加, 流变压铸件组织中初生a-Mg晶粒的形貌逐渐趋于细小圆整, 分布更加均匀. 其主要原因在于: 螺杆转速的提高增大了合金熔体在搅拌室内的对流强度, 这促使熔体在相同的时间内达到更大的过冷度, 从而更易形核, 同时增大对流强度促使过冷熔体内部温度场和浓度场的分布更加均匀一致; 另一方面, 随着螺杆转速的提高, 枝晶与螺杆叶片、枝晶与筒壁、以及枝晶与枝晶之间碰撞的频率和强度大大增加, 有利于枝晶臂断裂, 同时也有利于不规则晶粒尖角处的磨圆. 但是, 螺杆转速不宜过高, 因为剧烈的剪切搅拌会造成熔体卷气严重, 导致铸件内部存在较多的气孔缺陷(图3d), 不利于成形件力学性能的提高.
图4 筒体温度560 ℃时不同螺杆转速下AZ91D镁合金流变压铸件的初生a-Mg晶粒的平均尺寸和形状因子
Fig.4 Mean size and shape factor of primary a-Mg particles in AZ91D alloy rheo-diecasting parts under different rotation speeds at barrel temperature of 560 ℃
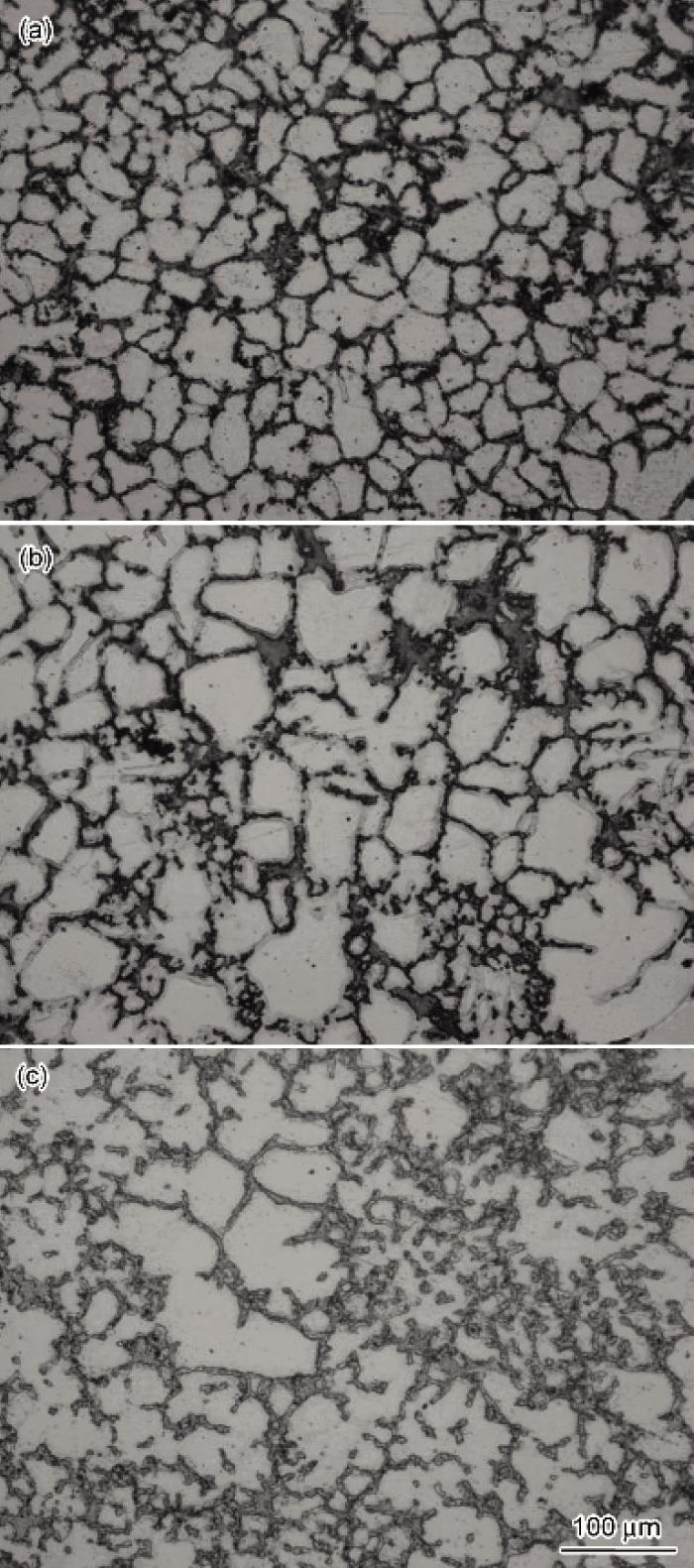
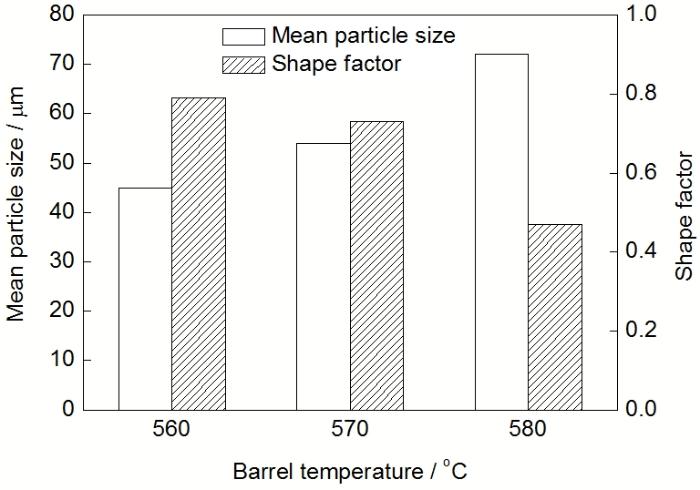
图5为螺杆转速500 r/min和筒体温度560~580 ℃的工艺条件下AZ91D镁合金FCM流变压铸拉伸件的OM像. 图6为螺杆转速500 r/min时不同筒体温度下流变压铸件的初生a-Mg晶粒的平均尺寸和形状因子. 由图5和6可以看出, 随着筒体温度的升高, FCM流变压铸件组织中初生a-Mg晶粒尺寸变大, 数量减少, 形貌愈发不规则, 分布也逐渐不均匀, 其原因在于: 筒体温度越低, 合金熔体在搅拌室内的冷却速率越快, 产生的过冷度越大, 初生晶粒稳定形核所需的临界半径和临界功减小, 因而更易形核, 形核率提高有利于获得大量细小的初生固相; 另外, 初生晶粒数量的提高使剪切搅拌过程中固相颗粒的碰撞、摩擦的机会更加频繁, 从而初生固相变得更加细小、圆整和分布均匀. 但筒体温度也不宜过低, 因为过低的筒体温度会严重削弱浆料的流动能力, 给随后的浆料输送及压铸成形带来困难, 因此选择合理的筒体温度至关重要.
图5 不同筒体温度下AZ91D镁合金流变压铸件的OM像
Fig.5 OM images of AZ91D alloy rheo-diecasting parts under barrel temperatures of 560 ℃ (a), 570 ℃ (b) and 580 ℃ (c)
图6 螺杆转速500 r/min时不同筒体温度下AZ91D镁合金流变压铸件的初生a-Mg晶粒的平均尺寸和形状因子
Fig.6 Mean size and shape factor of primary a-Mg particles in AZ91D alloy rheo-diecasting parts under different barrel temperatures at rotation speed of 500 r/min
表1为不同工艺下AZ91D镁合金压铸件的力学性能. 可以看出, 与传统压铸件相比, FCM流变压铸件的屈服强度变化不大, 但抗拉强度和伸长率均显著提高, 两者分别提高了12.5%和80.0%, 这表明FCM流变压铸工艺在提高铸件力学性能方面具有显著优势. 一方面是由于半固态浆料黏度高、温度低, 减少了充型过程中的卷气和铸件凝固收缩, 因此铸件内部缺陷少; 另一方面是因为镁合金是hcp晶体结构, 室温下主要依靠锥面孪生协调基面滑移的方式发生塑性变形, 晶粒细化和均匀化后, 有效减轻了局部应力集中, 延缓了裂纹的形成和扩展.
表1 不同工艺下AZ91D镁合金压铸件的力学性能
Table 1 Mechanical properties of AZ91D alloy parts in different processes
| Process | Yield strength / MPa | Ultimate strength / MPa | Elongation / % |
|---|---|---|---|
| Traditional diecasting | 144 | 200 | 2.5 |
| FCM rheo-diecasting | 138 | 225 | 4.5 |
| FCM rheo-diecasting+T4 | 99 | 240 | 8.5 |
| FCM rheo-diecasting+T6 | 156 | 245 | 3.5 |
在AZ91D镁合金压铸成形过程中, 由于非平衡凝固导致脆性b-Mg17Al12相分布在a-Mg的晶界上, 因此可通过热处理改善其分布, 提高铸件力学性能. 对于传统压铸, 由于铸件内部存在大量气孔, 使得铸件在热处理过程中出现局部鼓泡现象, 而FCM流变压铸工艺极大地减少了铸件内部气孔数量, 避免了热处理过程中鼓泡现象的发生, 这表明FCM流变压铸件可通过后续的热处理来进一步提高其性能. 由表1可知, T6热处理后铸件的伸长率较低, 但具有最高的屈服强度和抗拉强度, 其中抗拉强度较铸态下提高了8.9%; T4热处理后的屈服强度较低, 但具有最高的伸长率, 伸长率较铸态下提高了88.9%; 铸态下的抗拉强度较低, 屈服强度和伸长率介于T4和T6之间.
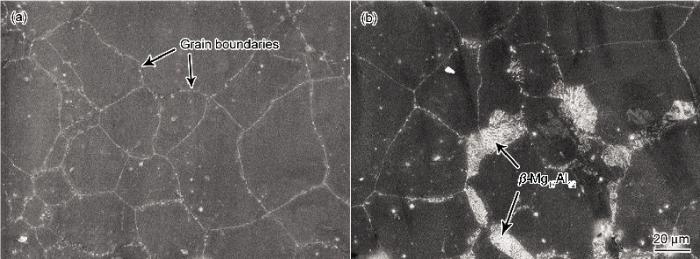
图7分别为T4和T6热处理后流变压铸拉伸件的SEM像. 图7a为T4热处理后的SEM像. 可以看到分布在初生固相晶粒周围的共晶相逐渐消失, 硬脆性b相大部分溶入a-Mg基体内, 晶界变得很淡, 使得位错开动时, 临近晶粒阻碍作用减小, 屈服强度下降, 溶质原子进入基体, 形成过饱和固溶体, 脆性b相对基体的割裂作用减弱, 此时a-Mg为主要相, 其良好的变形能力使合金抗拉强度和伸长率均有一定提高. 图7b为T6热处理后的SEM像. 可以看到, a-Mg固溶体在时效过程中发生b相的非连续和连续的沉淀析出, 析出相的形貌相比于铸态组织有较大改观, b相呈薄片状和短棒状, 尺寸减小了许多, 这有利于合金强度的提高, 但是时效使b相在晶界处的重新析出对位错移动的阻碍作用加强, 造成伸长率降低.
图7 T4和T6热处理后流变压铸拉伸件的SEM像
Fig.7 SEM images of AZ91D alloy rheo-diecasting parts after T4 heat treatment (a) and T6 heat treatment (b)
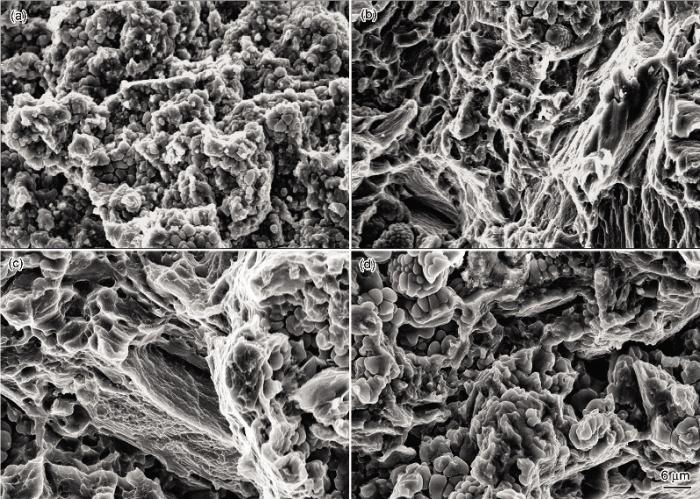
为了进一步解释力学性能的差异, 图8给出了不同工艺下AZ91D镁合金压铸件的断口SEM像. 如图8a所示, 传统压铸件断口是一种典型的解理断口, 断口中存在大量结晶状颗粒, 微观特征主要为沿晶断裂, 总体来说合金塑性差. 而对于FCM流变压铸件, 如图8b所示, 从断口SEM像来看其属于准解理断裂, 可观察到较多解理小刻面和由解理台阶形成的河流花样, 解理河流较为杂乱, 解理刻面大部分由撕裂棱连接起来, 多数河流花样也是通过撕裂形成的, 合金塑性相对较好. 图8c为T4热处理后拉伸件断口SEM像. 可以看到, 断口处有塑性变形之后产生的撕裂棱以及明显的河流花样, 在河流花样周围分布着许多细小韧窝, 是一种典型的准解理断口, 也为脆性穿晶断口, 合金塑性好. 图8d为T6热处理后拉伸件断口SEM像. 可以看到, 断口形貌具有典型的解理断裂特征, 断口处有许多冰糖状和结晶状的小刻面, 呈无规则取向, 合金塑性较差.
图8 不同工艺下AZ91D镁合金压铸件的断口形貌
Fig.8 Fractographs of AZ91D alloy tensile parts for traditional diecasting (a), FCM rheo-diecasting (b), T4 heat treatment (c) and T6 heat treatment (d)
在FCM工艺中, 由于合金熔体所经受的对流搅拌强度大, 枝晶根部会产生很大的弯曲应力; 而晶体在接近熔点时, 其强度较小, 所以枝晶机械断裂是完全有可能的, 但这并不是非枝晶组织形成的主要原因. 枝晶断裂观点[15,16]认为: 晶粒先生长为树枝状, 在搅拌作用下由于枝状断裂向球形转化. 这显然忽略了在搅拌的同时, 强烈对流作用下熔体的凝固过程会发生异于经典凝固理论所描述的现象.
FCM条件下熔体凝固的最大特点为机械搅拌在熔体中产生了强烈的混合对流, 凝固过程是在强烈流动的条件下进行的, 不同于常规铸造的静态凝固. 结晶凝固过程是通过晶体的形核和长大来完成的. FCM对动态结晶过程的影响也主要是通过影响甚至改变这2个过程来实现的. 下面结合FCM设备来分析半固态浆料制备过程中的晶粒形核和长大规律.
在一般实验室条件下, 液态金属凝固不会出现均匀形核, 因为液态金属均匀形核所需的过冷度很大, 所以在FCM设备中, 认为所有的晶粒全为非均匀形核. 在半固态浆料制备过程中, FCM作用极大地改变了FCM设备中熔体的传热和传质过程. 在传热方面, 熔体进入FCM搅拌室后, 由于筒体和搅拌轴对合金熔体均产生了较强的冷却作用, 使熔体在短时间内降至液相线以下, 且整个熔体处于均匀的过冷状态而不只是表层, 可借助悬浮的有效形核质点大量形核, 使得晶粒在熔体内部存留下来继续长大. 在传质方面, 熔体中物质传输为对流控制而非扩散控制, 熔体处于快速混合状态, 晶粒生长游离出的溶质被及时带走, 不会在晶面前沿堆积, 使熔体中宏观成分相对均匀.
图9 晶粒游离示意图
Fig.9 Schematic diagrams of traditional crystal dissociating (a) and crystal dissociating in FCM device (b)
除了熔体内部有效形核质点产生稳定晶核外, 依靠内壁、螺杆和旋转叶片为基底的非均匀形核需要的稳定形核能更小, 更易产生大量稳定晶核. Ohno[17]在研究等轴晶来源时提出了晶粒游离机理, 认为在凝固初期熔体在铸型型壁或冷却液面上形成颈缩形晶粒, 在对流作用下脱离型壁或冷却液面产生游离, 进入熔体内部, 如图9a. FCM设备正是根据晶粒游离机理, 通过筒体和搅拌轴的冷却以及对流搅拌作用, 再配以合适的浇注温度实现特定的浇注过程, 目的是增强熔体内部的形核和促进晶粒游离, 图9b为FCM设备内筒壁和螺旋搅拌轴之间晶粒的游离示意图. 由于熔体强烈对流作用, 这些晶核无法形成稳定的凝固壳, 在熔体的冲刷作用下游离到熔体内部, 且在内壁、螺杆和旋转叶片上继续产生新晶核, 这显著增大了熔体中的形核率, 为熔体结晶出细小圆整的非枝晶初生固相准备了条件.
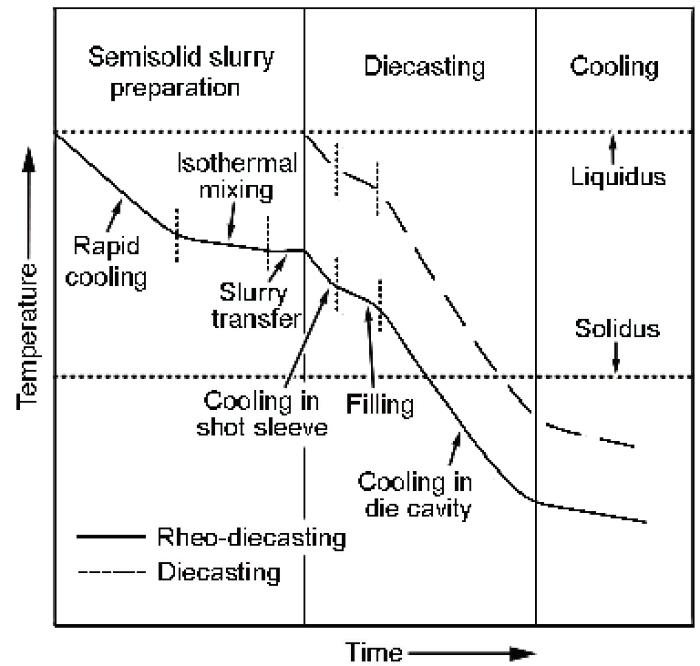
图10 传统压铸和FCM流变压铸工艺合金熔体的凝固冷却过程
Fig.10 Solidification process of the melt in traditional diecasting and FCM rheo-diecasting
晶核一旦形成, 即可进入长大阶段. 当晶核半径大于临界晶核半径后, 晶核的长大将伴随系统自由能的减小, 晶核将自发地不断长大. 强烈对流运动改变了传统凝固条件下依靠传导单向传热和扩散缓慢传质的状态. 由于强烈对流引起熔体内的热量和物质快速混合, 使熔体在整体上温度和成分相对均匀, 晶粒处于均匀的生长环境中, 这极大地削弱了产生枝晶的条件, 在这种情况下, 晶粒将在各个方向上均匀长大.
Mullins-Sekerka不稳定理论指出, 凝固结晶过程中, 当球状晶尺寸超过某一临界尺寸时, 其稳态生长将趋于不稳定, 由球状向枝晶发展[18-20]. 另外, 处于过冷状态下的熔体中会有部分晶核在筒壁、螺杆和旋转叶片上以倾向于枝晶的形式长大, 在长大过程中由于受到螺杆的强烈对流搅拌, 初生枝晶会发生破碎并游离到熔体中(图9b). 由于熔体具有均匀的温度场和浓度场, 游离的枝晶不存在择优生长. 同时, 在表面能的作用下, 游离枝晶向尽量缩小表面积的趋势生长, 逐渐趋于球形. Molenaar等[21]和Guo等[22]认为, 强制对流下的晶粒在生长过程中具有自旋行为, 正是这种自旋行为, 使得晶粒在生长过程中不断地变换液-固界面的温度场和浓度场. 因此, 即使某一瞬间内晶粒的各个方向生长速度出现较大差异, 晶粒也将在各个方向相对均匀生长, 从而最终获得球状/近球状的半固态初生固相.
在随后浆料快速输送阶段, 初生a-Mg进入新的生长阶段, 该阶段主要特征是浆料处于相对静止状态,初生a-Mg主要在纯扩散条件下进行形态演变. 从凝固形态学角度来讲, 晶粒圆整化的实质就是失稳到稳态转变以及稳态维持过程中固-液界面形态发生变化的结果. 当浆料流入到预热的收集坩埚时, 在自身重力作用下得到一定程度的自搅拌, 使浆料的温度场和浓度场进一步均匀化, 因此初生a-Mg有充分时间保持球状长大; Yang等[11]认为, 影响初生a-Mg在浆料快速输送阶段形态演变的主要因素为浆料中自由晶的数量和浆料的冷却强度, 且实验结果[11,19,23]表明, 高晶粒密度、低冷却强度有利于球状晶的形成. 在FCM工艺下, 由于收集坩埚预热温度较高, 对浆料冷却强度较低, 且浆料内部初生a-Mg有着较高的晶粒密度, 晶粒间距较短, 相近晶粒的浓度场将发生叠加, 使每个晶粒周围浓度梯度进一步下降, 浓度梯度造成的失稳效应进一步减小, 这有利于球状晶向着保持稳定球状生长的方向发展, 从而使得在搅拌室内经强烈对流搅拌作用所产生的自由晶能够继续以近球状/球状的方式生长到较大尺寸.
图10为传统压铸和FCM流变压铸工艺下AZ91D镁合金熔体凝固过程的比较. 可以看出, 对于FCM流变压铸, AZ91D镁合金熔体的凝固主要经历了一次凝固和二次凝固2个阶段. 一次凝固主要发生在半固态浆料制备阶段, 其又包括熔体快速冷却、等温搅拌及浆料快速输送3个阶段. 二次凝固主要包括浆料进入压室、模具型腔以及充型过程的凝固, 即流变压铸, 其与传统压铸有着很大区别. 首先, 对于传统压铸, 熔体由于过冷作用, 首先在压室和模具型腔内壁上开始形核, 随着熔体的流动, 晶核进入熔体内部, 一部分被过热熔体重新熔化, 另一部分则存活下来并逐渐长大, 受过冷度梯度的影响, 这些晶核大多长大为树枝晶, 且分布不均匀, 而流变压铸所使用的半固态浆料内部包含大量细小均匀的球状晶, 在二次凝固阶段相互抑制长大, 且温度处于半固态区间, 过冷容易形核, 新生成的晶粒容易存活, 最终流变压铸件中存在大量细小、均匀分布的近球状晶粒; 其次, 流变压铸所使用的半固态浆料具有较高的表观黏度, 减轻甚至消除了充型过程中紊流现象的发生, 降低了铸件的气孔率; 另外, 较低的浆料温度减弱了铸件的凝固收缩, 改善了铸件内部孔洞缺陷.
由于压室和压铸模具的材质为耐热钢, 壁厚且温度低, 吸热能力强, 且浆料含热量少, 需释放的凝固潜热少, 与在FCM设备(内壁材质是石墨, 温度560~580 ℃)内发生的一次凝固相比, 浆料在压铸成形二次凝固过程中的冷却速率更大. 由于浆料经过强烈对流搅拌, 残余液相具有均匀的温度和浓度分布, 在强冷却条件下, 过冷的残余液相将整体爆发形核, 但没有充足时间长大, 最终形成细小的二次凝固组织a2-Mg.
(1) FCM工艺参数对AZ91D镁合金铸件的显微组织有较大影响; 适当提高螺杆转速或降低筒体温度,均有利于成形件组织形貌的改善.
(2) 与传统压铸相比, FCM工艺下AZ91D镁合金流变压铸件的屈服强度变化不大, 抗拉强度和伸长率分别提高了12.5%和80.0%. 热处理制度对FCM流变压铸件的力学性能有着显著影响, 与经T4和T6热处理的铸件相比, 铸态拉伸件的抗拉强度最低, 屈服强度和伸长率介于T4和T6之间.
(3) FCM作用改变了传统凝固条件下依靠传导单向传热和扩散缓慢传质的状态, 极大地改善了FCM设备中熔体的传热和传质过程, 引起熔体内的热量和物质快速混合, 使熔体在整体上温度和浓度相对均匀, 晶粒处于相对均匀的生长环境中, 破坏了枝晶生长环境, 晶粒在各个方向均匀长大.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}