
唐宁 , 赵希宏
, 赵希宏
TANG Ning, ZHAO Xihong
中图分类号: TG292
通讯作者:
修回日期: 2014-06-27
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
唐宁, 男, 1983年生, 博士生
展开
摘要
建立了宽弦叶片定向凝固过程的宏微观数理模型, 计算结果与实验结果吻合, 铸件表面大部分晶粒的位置和形状一一对应. 通过数值模拟预测了不同引晶方式和拉速下温度场和晶粒组织的演变过程, 研究了2种因素的影响规律. 通过建立糊状区形态和晶粒数的数学判据, 实现了温度场和微观组织优劣的定量评价, 基于判据揭示了工艺参数对糊状区和晶粒的影响机理, 从而对工艺进行了定量的优化. 研究表明, 采用叶身正下方的引晶方式, 有利于增加柱状晶数目, 提高晶粒平行度, 防止横向晶界生成, 同时还可以在糊状区形状保持平直的前提下使用较高拉速, 从而避免晶粒粗化, 并提高生产率.
关键词:
Abstract
The aero turbine is spun by high-temperature and high-pressure burning gases. The practice has proven that the directional solidification (DS) turbine blade with perfect column grains has still excellent high-temperature performance in this kind of working environment. This means that the size and orientation of column grains have great influence on the high-temperature property and performance of turbine blades. On the other hand, the high-quality blade is not easy to be produced in DS process due to the difficulty of obtaining the desired temperature field needed to produce the grains with ideal morphology. In addition, the growth of columnar grains in the wide-chord hollow guide blade is obstructed by the complex camber and the platform. How to produce turbine blades with desired microstructures is the key problem in the DS process. Numerical simulation of the DS process is an effective way to investigate the growth and the morphology of the grains and hence to optimize the process. In this work, a mathematical-physical model for simulating the DS process of wide-chord blade is established in which nucleation and grain growth in the blade in the DS process are modeled by the cellular automation (CA) method with multi-scale dynamic bidirectional coupling technology. Some general analytic indicators are proposed to assess the morphology of mushy zone and grains in a blade quantitatively. Based on the simulated results by using the usual starter blocks 1, 2 and 3, a new starter block is designed considering numerically controlled cutting. Temperature fields and grains in DS processes and corresponding indicators at different withdrawal rates for above 4 starter blocks are numerically predicted to investigate the influences of varying these technological parameters, and hence to determine the influence mechanism to the DS process. For comparison, the DS validation experiments by using starter blocks 1, 2 and 3 have been carried out. The numerical and experimental results agree well, their morphologies including those faulty grains are similar. It is found that higher withdrawal rate leads to larger concavation of mushy zone, but the effect of chill is stronger than that of withdrawal rate if the contact area between casting and chill plate is large enough. Better grain structure in a blade is achieved by starter block 3 than by starter blocks 1 and 2. By starter block 4, the amount of column grains is larger and the amount of lateral grain boundaries is smaller, compared with that of starter blocks 1, 2 and 3. Therefore higher withdrawal rate could be adoptable without excessive concavation of mushy zone, resulting in parallel column grains, finer dendrites in the blade, and much higher blade productivity. Optimum withdrawal rates are also determined for starter blocks 3 and 4.
Keywords:
我国航空工业的发展急需要提高航空发动机的综合性能[1]. 高压涡轮导向叶片的高温力学性能和持久性能是发动机性能的决定因素之一, 叶片的柱状晶粒组织受到极其苛刻的限定[2]. 例如, 偏离度应不大于20°, 发散度应不大于25°; 叶身中间柱状晶数量不能太少、晶粒不能太宽. 这些都是为了减少横向晶界, 特别是叶身进、排气边缘上不允许存在横向晶界, 此外, 还要求微观组织细密, 具有较小的枝晶臂间距. 但是, 高压导向叶片具有宽弦、大缘板、薄壁和复合倾斜的形状特点, 如图1所示. 这些结构给叶片定向凝固过程中的柱晶生长带来很大的干扰. 晶粒从下缘板引晶段生长后转向, 穿过横向缘板到叶身, 再次转向进入叶身. 截面的变化容易引起晶粒粗大、断晶以及晶粒取向偏离度大等缺陷[3-5]. 另一方面, 目前高压涡轮导向叶片的定向凝固过程一般采用Bridgman法[6-10], 要求对温度场进行极其严格的控制, 其影响因素复杂, 包括拉速、引晶方式等, 定向凝固工艺窗口很难寻找. 用实验进行工艺研究的周期长、成本高. 因此, 很有必要应用数值模拟技术来对温度场进行辅助研究.
近年来, 人们开始采用计算机数值模拟技术研究高温合金定向凝固微观组织[11-15]. Yang等[11,16]和Wang等[17]用元胞自动机(CA)法模拟了高温合金定向凝固试件的局部枝晶演变, 并以此解释杂晶形成机理. Gandin等[18]和Rappaz等[19,20]创建了基于枝晶尖包络推移的3D-CA算法, 使得计算较大区域的晶粒形貌成为可能. Dai等[21]和Yang等[22]基于商用软件ProCAST的元胞自动机-有限元(CAFE)模块模拟了单晶叶片在Bridgman下的引晶器、选晶器晶粒组织. Gandin等[18]模拟了航空定向凝固叶片的晶粒组织, 但未进行实验验证. Kermanpur等[23]用商用软件ProCAST的CAFE模块计算了燃气轮机定向凝固叶片的晶粒组织, 预测了特定工艺下的晶粒发散生长, 但没有准确预测到实验中的断晶和晶粒宽度分布. Pan等[9,10]基于自主开发的软件, 用分层算法解决了定向凝固的网格量的问题, 进而在国内率先对Bridgman航空涡轮叶片全铸件晶粒组织进行了计算; 尚伟等[24]利用ProCAST计算了单晶导向叶片的晶粒组织, 预测了杂晶; Meng等[25]用ProCAST计算了单晶试板的微观组织, 研究了拉速和缘板大小对糊状区形状的影响, 但没有研究糊状区形状随高度(抽拉距离)的变化, 因而无法衡量缘板的高度对杂晶的影响.
叶片柱状晶或单晶组织的预测, 需要通过求解全铸件的微观网格来实现. 分层计算法[9,10]在每个时间步只对糊状区及其附近的微观组织进行求解, 从而节省内存和CPU时间, 但是, 在定向凝固过程中, 叶片的宽度决定了凝固前沿的面积, 宽弦叶片的糊状区体积较大, 因此, 分层计算在每个时间步消耗的内存和时间也就大, 叶片的宽度成为计算的瓶颈.
目前, 对叶片定向凝固晶粒组织的模拟存在以下问题: (1) 计算尺度太小, 计算的试板和叶片主体部分宽度都在50 mm以内; (2) 对试板的研究较多, 也有对涡轮叶片的模拟, 但是对宽弦导向叶片的模拟很罕见; (3) 对计算结果的可视化观察过程缺乏定量的判据, 特别是当不同工艺下的计算结果大同小异时, 无法对组织优劣进行更精确的比较; (4) 对晶粒组织形貌的计算, 从总体趋势和统计规律上已经能与实验吻合, 但在随机形核模型影响下, 具体每个晶粒的位置和形状很难与实验一一对应, 尤其是较受关注的特殊晶粒, 如断晶、分叉晶等; (5) 国内的研究依赖于ProCAST等国外商用软件, 一些特殊的计算需求(如柱状晶定量比较判据)无法实现.
本工作基于自主开发的铸造软件TecCast, 对定向凝固过程中温度场和晶粒演变进行建模和动态双向耦合计算, 并以此实现宽弦航空叶片的全铸件晶粒计算, 进而了解其演变机理; 建立相关数学判据, 对不同工艺因素下糊状区形态、晶粒发散度进行定量评价和优化. 如前所述, 宽弦导叶晶粒组织不合格的主要原因是, 晶粒从引晶段生长到叶身时, 未能形成优化的柱状晶粒. 另外, 在定向凝固中, 拉速是核心参数之一, 因此, 本工作从引晶方式和拉速2个方面进行数值计算和工艺优化.
由图2可见, 高温合金浇注后, 型壳随水冷Cu板一起自上而下运动. 在定向凝固过程中, 辐射是最主要的热交换方式. 加热区炉壁对叶片起辐射加热作用. 当模组进入冷却区后, 叶片模组与冷却区水冷炉壁间发生剧烈的辐射散热. 在这个过程中, 在叶片中形成自上而下的温度梯度, 完成定向凝固. 本工作基于VC++编制软件, 对温度场和晶粒形核生长的数学模型进行求解计算.
温度场控制方程:
式中, r为密度, kg/m3; cp为比热容, J/(kg
实体表面辐射传热采用改进的Monte Carlo射线追踪法[7]来计算. 温度场边界条件为:
式中, Qnet,u为型壳或结晶盘表面单元的自由表面u与环境之间的热流密度, W/m2; Su和Sv分别为u的面积和射线v的环境子空间的面积, m2; s为Stefan-Boltzmann常数, W/(m2
1.2.1 形核模型 采用Rappaz和Gandin[20]的Gauss分布随机形核模型:
式中, N为形核密度, m-3; ΔTt为当前热力学过冷度, K; Ns为最大形核密度, m-3; ΔTσ为形核过冷度标准方差, K; ΔTN为平均形核过冷度, K. 其中Ns, ΔTσ和ΔTN结合引晶块的晶粒观察结果取经验值.
于是, 晶粒密度N(ΔTt)可表示为:
式中,
1.2.2 晶粒生长模型 晶粒生长模型可以采取近似的KGT[20]模型, 即:
式中, vt为枝晶尖推移速率, m/s; a和b为生长系数;
凝固过程中枝晶生长前沿的过冷度由4部分组成:
式中,
采用双重嵌套网格, 宏观网格用于温度场计算, 每个宏观网格中划分为若干微观网格, 用于微观组织的CA捕获计算. 在以往CAFE全叶片晶粒计算中, 为节省计算量, 研究者大都采用宏微观间接耦合, 亦即仅从宏观温度场插值到微观温度场的单向耦合[14,19,21]. 为了更加精确地计算枝晶潜热释放对温度场的影响, 本工作采用双向动态同步耦合.
温度场的一个时间步完成后, 将温度值插值到微观网格:
式中, i, j和k分别为宏观单元在x, y和z方向上的序号; l, m和n分别为宏观单元内部坐标系下微观网格在x, y和z方向上的序号;
当
该时间步对应的微观计算完成后, 将微观节点的焓变累计到宏观节点:
式中,
为了定量衡量温度场对微观组织的影响以及不同工艺下微观组织的优劣, 对于不同工艺下得到的糊状区形状和柱状晶生长状况, 需要一个数值化的标准来评判, 以定量衡量工艺的优劣, 为其优化提供精确的客观依据.
对于准稳态定向凝固, 一次枝晶臂间距随凝固前沿温度梯度递增, 该梯度近似与糊状区宽度成反比; 二次枝晶臂间距随局域固液共存时间递减, 该时间近似与糊状区宽度成正比. 因此, 糊状区宽度越小, 枝晶越细密.
某一时刻的糊状区平均宽度Kd (t)为:
式中, Vm为Ts等温面和Tl等温面之间包围的铸件部分的体积, m3; Ts和Tl分别为铸件的固相线温度和液相线温度, K; S为该体在xoy平面上的投影面积, m2.
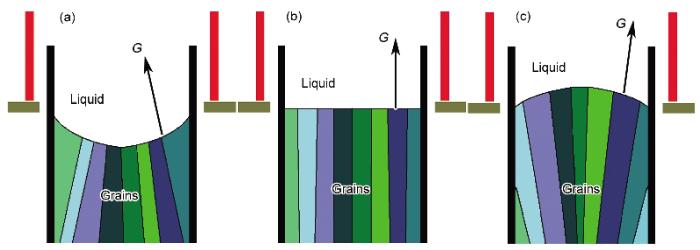
由枝晶生长模型可知, 枝晶尖处的温度梯度的方向是晶粒生长方向的主要影响因素, 因此, 糊状区凹凸决定柱状晶发散度, 如图3所示. 一般情况下[26], 对于一定尺寸的铸件, 抽拉太慢会导致糊状区凸度增大, 柱状晶产生V形偏向, 亦即向上发散; 抽拉太快会导致糊状区凹度增大, 柱状晶产生A形偏向, 亦即向下发散(反发散)[22]. 通过优化拉速可以避免糊状区凹凸, 提高晶粒的平行度.
一般定向凝固的情况下, 枝晶尖离Tl等温面都很近(1 mm以内), 因此Tl等温面可近似看作糊状区包络面, 计算中近似用Tl等温面上各点的温度梯度来表征各枝晶尖端的温度梯度.
在图4中, 某时刻铸件合金部分的Tl等温面为有界曲面Ω显示为红色, 其边界在型壳-铸件界面上, 其在xoy平面上的投影为Ω′, 投影面积为S′, m2; O为该时刻Ω的几何中心点; ZO为竖直向上的无量纲单位矢量; P为Ω上任一点, 其邻域为dx
点O的定义满足:
该时刻糊状区下凹度Kcon(t)为:
Kcon>0 显示Tl等温面下凹, Kcon<0显示Tl等温面上凸. 优化工艺的主要目的之一是减小Kcon的绝对值.
横截面晶粒数的变化可在一定程度上反映柱状晶竞争生长及生长方向的变化. 在图5中, 与高度为z的水平截面相交的晶粒数量, 亦即横截面上可见的晶粒截面的个数, 定义为KNO(z).
图3 拉速对凝固前沿轮廓的影响
Fig.3 Profile of solidification front dependent on the withdrawal rate (G—temperature gradient at solidification front)
在实际生产中, 检查表面晶粒是比检查横截面晶粒更为快速的方法, 已有对应的工业标准[2]. 对于薄壁叶片, 表面横截线晶粒数能间接反映横截面晶粒数.
图4 凝固前沿下凹度的计算方法示意图
Fig.4 3D (a) and 2D (b) schematic diagrams of evaluation methodology used for calculating the concavation of solidification front in Eq.(11) (Ω—isothermal surface of Tl; O—geometric centre point of Ω; ZO—vertical up unit vector; P—point on Ω with neighborhood dxdy; Gp—temperature gradient along the normal direction of P)
在图5中, 对于高度为z′的水平截面与铸件表面形成横截线L, 因L为封闭曲线, 表面横截线晶粒数表示为L与晶界的交点数, 定义为KSNO(z′).
目前商用软件中尚无以上4种判据的计算程序, 本工作基于VC++编制后处理模块, 对温度场和晶粒计算结果进行数据处理, 给出判据值.
铸件采用新型金属化合物型IC10合金[27]. 采用2叶片模组, 轴对称分布, 如图2所示, 壳厚7 mm. 初始时结晶盘上表面与挡板上表面高度一致, 型壳预热温度和浇注温度均为1520 ℃, 浇注后静置3 min开始抽拉, 抽拉过程中定向炉热区加热温度为1500 ℃. 由于采用顶注, 绝大部分金属液不会流经结晶盘, 浇注过程中金属液温度变化不大; 对类似过程的计算[24,28]表明, 静置过程中金属液温度趋于均匀.
图5 晶粒数的计算方法示意图
Fig.5 Schematic diagram of evaluation methodology used for calculating grain number (L—intersection line of casting surface and plane at z′)
为了验证计算结果, 对不同工艺进行了实验, 采用90%HCl+10%H2O2 (体积分数)溶液腐蚀晶粒组织.
为了克服下缘板对晶粒的影响, 必须采用引晶结构以使晶粒进入叶身. 原有的工艺有3种引晶方式: 引晶1, 仅在下缘板凸棱处引晶, 利用了零件本身设计的向下延伸结构; 引晶2, 在引晶1的基础上, 在下缘板边缘一侧添加引晶块; 引晶3, 在引晶1的基础上, 在叶身下端面, 靠叶盆弦线段中间位置加引晶块.
引晶1, 2和3如图6a~c所示. 根据常规设计原则, 引晶1, 2和3便于成形后切割引晶块. 在拉速为7 mm/min的条件下对3种引晶方式进行了数值模拟, 计算得到各个时间步的温度场和晶粒组织, 基于计算结果, 用前文所述的算法得到各判据值, 以考察不同引晶方式对温度场和晶粒的影响. 对3种不同的引晶方式进行了实验验证. 随后, 通过分析引晶方式的影响规律和原有引晶方式的缺点, 提出了新的引晶方式4, 如图6d所示. 引晶4为在引晶1的基础上, 以叶身下端面整体向下延伸至结晶器. 此方案需要设计专门的模具, 并采用数控铣床或线切割床进行后期切割. 对引晶4在7 mm/min工艺下的温度场和晶粒进行了模拟.
4.1.1 不同引晶方式的糊状区形态分析 图7为不同引晶方式叶身Kd的变化. 图中横坐标为凝固前沿到激冷面的距离, 叶身部分对应40~100 mm高度段. 可见, 随着凝固前沿远离结晶器, Kd逐渐增大. 这是由于激冷盘单位面积上的冷却效率较高, 而模壳对冷区辐射换热时, 单位面积上的冷却效率比激冷盘低得多, 因此随着糊状区到激冷盘之间的距离增大, 糊状区中竖直方向上的温度梯度下降. 在接近上缘板时, Kd有一定减小, 这是因为在糊状区下方的冷却速率保持连续的同时, 上方横截面的忽然增大, 使得凝固前沿推移所需要的热流增大, 准稳态热流被打破, 糊状区上方的冷却速率突然减小, 使糊状区 内竖直方向上的温度梯度突然上升. 相对于引晶1, 引晶2和引晶3的合金与激冷盘接触面积有所增加, 提高了冷却效率, 因此其Kd比引晶1的小. 引晶2与引晶3相比, 引晶2的引晶块和叶身之间经过横向且较薄的缘板连接, 而引晶3的引晶块直接连接叶身, 因而引晶3的冷却效率更高, Kd更小. 但是整体上引晶1, 2和3的Kd差别并不大. 引晶4大大增加了与激冷盘的 接触面积, 且直接连接叶身, 因此, 其Kd明显比前3种引晶小, 这有利于得到细密的枝晶.
图7 不同引晶方式下叶身糊状区宽度Kd沿高度的变化
Fig.7 Variations of thickness of mushy zone Kd in blade body with height for different starters
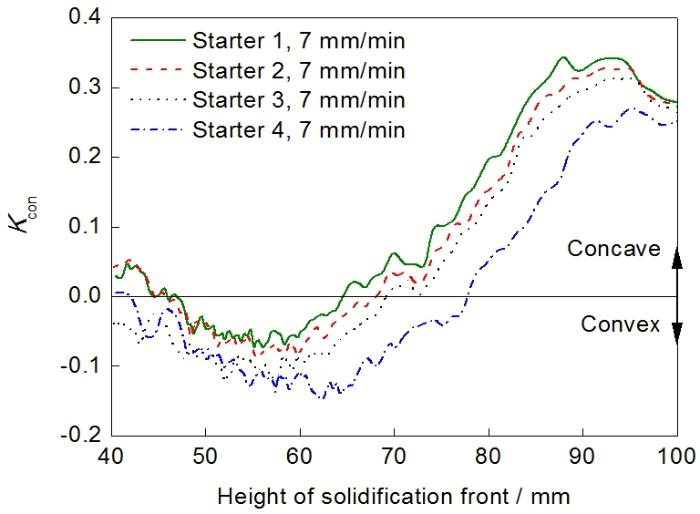
图8 不同引晶方式下叶身糊状区下凹度Kcon沿高度的变化
Fig.8 Variations of concavation of solidification front Kcon in blade body with height for different starters
图8为不同引晶方式叶身的Kcon变化. 总体来说, 4种工艺的凝固前沿都经历了先上凸再下凹的过程. 在铸件靠近模壳的部分(铸件表层), 热流往往受模壳辐射的影响较大, 其凝固前沿的位置高度主要取决于挡板位置, 因而激冷面的传热对铸件心部凝固前沿高度的影响大于对铸件表层的影响. 在叶身下半段, 亦即凝固前沿离激冷面较近时, 铸件心部的凝固前沿推移较快, 容易超过表面凝固前沿的高度, 造成整个凝固前沿上凸. 反之, 叶身上半段凝固前沿下凹. 对于叶身底端, 由于激冷面使得模壳的底端温度较低, 铸件表层凝固前沿高度不完全取决于挡板位置, 因而底端的上凸程度较小. 对于叶身顶端, 由于上缘板沿水平向周围突出, 糊状区横向周边的上方的冷却速率突然减小, 铸件表面凝固前沿推移减慢, 因而顶端的下凹程度减小. 综上所述, 使得Kcon曲线呈S形. 引晶1, 2和3的Kcon依次略有减小. 这是由于叶身与引晶块连接方式和激冷面接触面积的不同, 对铸件心部的凝固前沿推移速率的影响强弱也就不同. 引晶1, 2和3的上凸阶段较短, 下凹阶段的下凹程度很大, 趋势上容易导致晶粒反发散生长. 引晶4与激冷盘的接触面积大且直接连接叶身, 因此引晶4的Kcon明显小于前3种引晶.
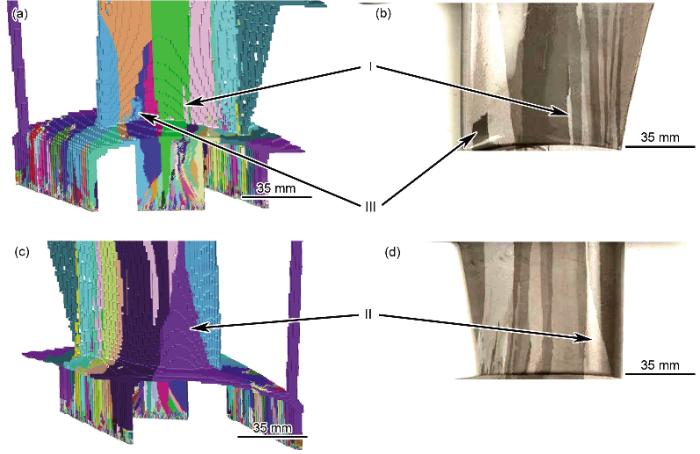
4.1.2 不同引晶方式的晶粒组织分析 图9为引晶1下拉速7 mm/min时计算和实验得到的叶身晶粒组织. 模拟和实验结果均显示: 引晶块内的晶粒经竞争生长后得到大致平行于竖直方向的柱状晶, 然后进入下缘板横向生长, 最后只有少部分进入叶身, 形成过宽的晶粒, 叶盆可见2个宽度超过弦线30%的晶粒(如图9中I所示), 从进气边到叶盆侧30 mm宽度和到叶背侧45 mm宽度的范围几乎都被同一个晶粒占据. 排气边背侧离引晶块相对较近, 因而靠排气边晶粒数相对多一些, 晶粒宽度比进气边略小(如图9中II所示). 叶盆下段靠进气边的部分, 出现了明显的带有横向晶界的断晶(如图9中III所示). 晶粒总体上略有反发散趋势, 使得叶背出现大块三角形露头晶(如图9中IV所示).
图9 引晶方式1下拉速7 mm/min时得到的叶盆和叶背晶粒组织的模拟结果和实验结果
Fig.9 Numerical (a, c) and experimental (b, d) morphologies of blade basin (a, b) and blade back (c, d) obtained by using starter 1 at withdrawal rate 7 mm/min ( I—excessively wide grains; II—narrower grains; III—fragmented grains; IV—triangular grains)
图10为引晶2下拉速7 mm/min时计算和实验得到的叶身晶粒组织, 比引晶1有所改善. 模拟和实验结果均显示: 增加引晶块后, 进入叶盆的晶粒数增加, 晶粒宽度减小, 但靠进气边部分的晶粒仍比靠排气边部分宽. 盆、背两面靠排气边出现少许细窄断晶(如图10中I所示), 叶背靠进气边出现大块三角形晶粒(如图10中II所示), 但与上下缘板相连, 不是断晶. 叶盆下段靠进气边的带有横向晶界的断晶大大减少(如图10中III所示). 晶粒总体上略有反发散趋势.
图10 引晶方式2下拉速7 mm/min时得到的叶盆和叶背晶粒组织的模拟结果和实验结果
Fig.10 Numerical (a, c) and experimental (b, d) morphologies of blade basin (a, b) and blade back (c, d) obtained by using starter 2 at withdrawal rate 7 mm/min (I—fragmented grains; II—triangular grains; III—fragmented grains)
图11 引晶方式3下拉速7 mm/min时得到的叶盆和叶背晶粒组织的模拟结果和实验结果
Fig.11 Numerical (a, c) and experimental (b, d) morphologies of blade basin (a, b) and blade back (c, d) obtained by using starter 3 at withdrawal rate 7 mm/min (I, II—branching grains)
图11为引晶3下拉速7 mm/min时计算和实验得到的叶身晶粒组织, 比引晶2有所改善. 模拟和实验结果均显示: 进入叶身的晶粒进一步增多, 这是由于从引晶段生长的晶粒可以直接长到叶身, 而不是通过缘板, 这样避免了缘板处晶粒生长到叶身时晶粒取向的偏离和晶粒粗大. 叶盆进气边侧与排气边侧的晶粒宽度相差很小, 叶背不再出现大三角晶粒, 而叶背中部出现1~2个分叉状窄晶粒(如图11中I所示), 其两侧各有一个略宽的晶粒. 叶盆下段靠两边的部分都有多股分叉的树状晶粒(如图11中II所示). 晶粒总体上有反发散趋势. 分叉晶粒会对表面横截线晶粒数的统计造成干扰, 因为同一个晶粒对应很多个线段, 不能真实反映晶粒生长情况. 因此, 生产中应尽量减少分叉晶粒.
原有3种引晶方式下计算的典型晶粒的形状和位置都与实验吻合, 证明了计算的可靠性.
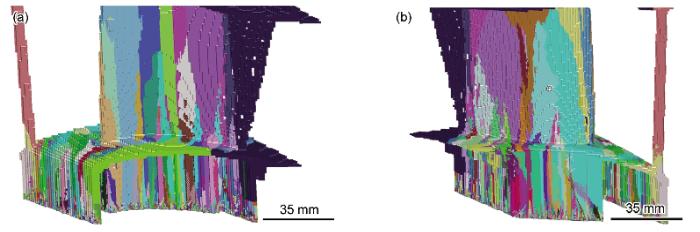
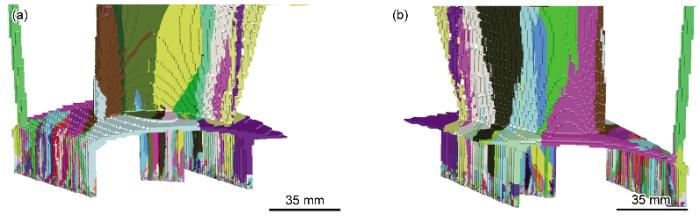
图12 引晶方式4下拉速7 mm/min时得到的叶盆和叶背晶粒组织的模拟结果
Fig.12 Numerical morphologies of blade basin (a) and blade back (b) obtained by using starter 4 at withdrawal rate 7 mm/min
图12为引晶4下拉速7 mm/min时计算得到的叶身晶粒组织. 进入叶盆和叶背的晶粒数都有大幅度增加, 晶粒宽度大大减小, 叶盆、叶背进气边侧与排气边侧的晶粒宽度都相差很小, 叶盆、叶背下段都出现少量窄细露头晶, 但没有明显的横向晶界, 叶背靠排气边部分有个别三角型露头晶粒. 没有出现分叉状晶粒. 由于糊状区下凹程度减小, 晶粒总体上沿竖直方向平行, 基本没有发散趋势.
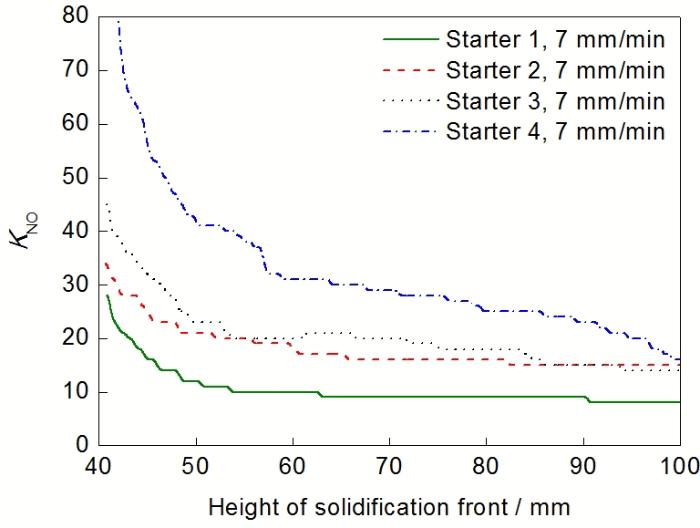
图13 不同引晶方式下叶身横截面晶粒数KNO沿高度的变化
Fig.13 Variations of grain number on lateral section KNO in blade body with height for different starters
不同引晶方式得到的叶身KNO的变化如图13所示. 可见, 晶粒数随着凝固前沿推移而减少, 引晶1, 2和3的KNO依次增加. 引晶4的晶粒数明显高于前3种引晶. 引晶4叶身下端KNO下降较快, 表示断晶较多, 但如前文所述, 都是窄小露头晶, 横向晶界较少.
不同引晶方式得到的叶身KSNO变化如图14所示. 可见, 引晶1, 2和3的KSNO依次增加, 引晶1和2的KSNO随凝固前沿推移的变化规律与KNO一致, 而引晶3的KSNO在叶身下半段, 先下降后回升, 围绕一个平台值上下波动, 进入叶身上半段后继续下降. 这主要来源于叶身下半段的树状晶粒的干扰, 同一个树状晶粒在KSNO的计算中对应很多个线段, 使得KSNO升高. 引晶4的KSNO高于前3种引晶, 并且没有出现分叉晶粒引起的KSNO回升.
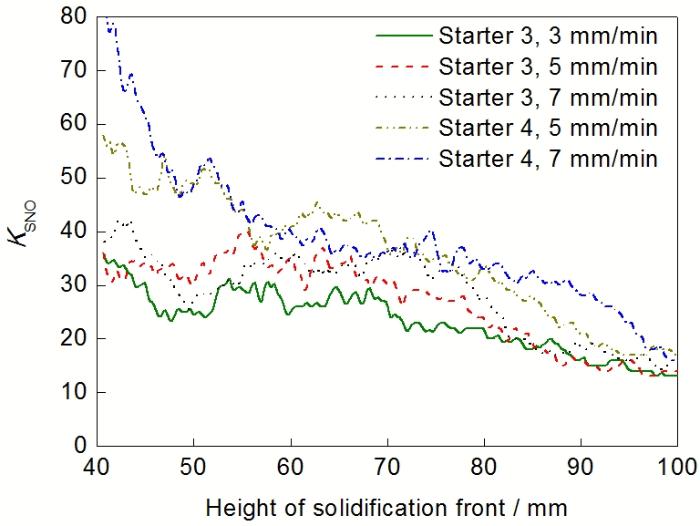
图14 不同引晶方式下叶身横截线晶粒数KSNO沿高度的变化
Fig.14 Variations of surface grain number on lateral line KSNO in blade body with height for different starters
原有的3种工艺的模拟结果都与实验吻合, 验证了模型和参数的正确性. 由模拟结果可知, 增大铸件与激冷面的接触面积有利于减小糊状区宽度和下凹度、增加进入截面的晶粒数、减少断晶和过宽的晶粒.
本节研究发现, 在4种引晶方式中, 引晶3和4较优, 引晶3尚存在晶粒反发散问题, 这可以通过优化拉速来解决.
如前文所述, 引晶1, 2和3中, 同一拉速下, 引晶方式对Kd和Kcon影响不大, 而对晶粒数的影响很大. 引晶1, 2和3的Kcon整体都偏大, 晶粒都有反发散趋势, 应考虑减小拉速. 生产经验表明, 其他参数固定的情况下, 不同工艺的拉速相差2 mm/min以上时, 才会对晶粒有显著的影响. 因此, 本工作采用的不同拉速之间至少相差2 mm/min.
对于引晶3, 计算了3, 5和7 mm/min下的温度场和微观组织, 为验证计算的准确性, 对引晶3在拉速为5 mm/min下进行了实验.
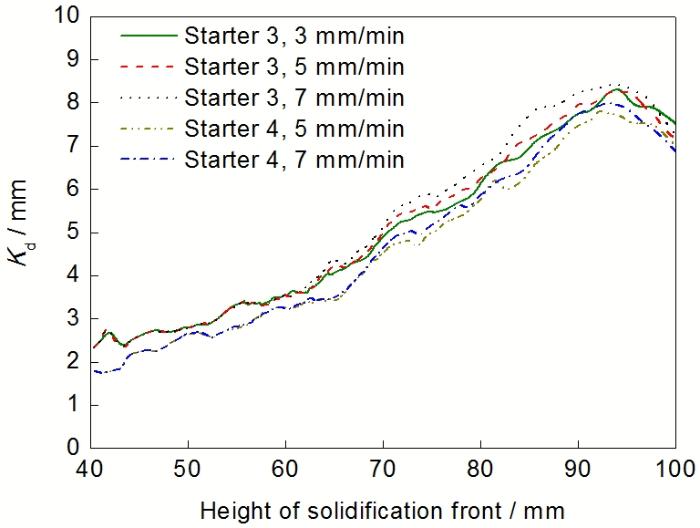
4.2.1 不同拉速下的糊状区形态分析 图15为引晶3和4在不同拉速得到的叶身Kd变化. 可见, 在叶身下半段, 拉速对Kd的影响很小, 同一引晶方式的Kd几乎重合. 这是由于凝固前沿离激冷面较近时, 激冷盘的散热效率决定了糊状区中的温度梯度, 而且模壳温度受激冷盘的影响很大, 挡板相对位置对模壳温度的影响被弱化, 因此, 抽拉过程中挡板相对位置的变化对糊状区温度梯度的影响就更小. 此时, Kd主要取决于不同引晶方式下铸件与激冷盘的接触面积. 在叶身下半段, Kd随着拉速的增加而有所增大.
图16为引晶3和4在不同拉速得到的叶身Kcon变化. 可见, 叶身下端的Kcon与工艺参数的关系类似于Kd, 受拉速影响很小. 从距下缘板约12 mm处开始, Kcon随着拉速增加而显著增加, 且拉速的对Kcon的影响不断增大. 对于同一种引晶, 拉速降低时, 其总体下凹程度降低, 上凸阶段延长, 下凹阶段变短.
图15 引晶3和引晶4不同拉速下叶身Kd沿高度的变化
Fig.15 Variations of Kd in blade body with height at different withdrawal rates for starters 3 and 4
图16 引晶3和引晶4不同拉速下叶身Kcon沿高度的变化
Fig.16 Variations of Kcon in blade body with height at different withdrawal rates for starters 3 and 4
4.2.2 不同拉速下的晶粒组织分析 图17为引晶3下拉速5 mm/min时计算和实验得到的叶身晶粒组织. 模拟和实验结果均显示: 进入叶身的晶粒数、晶粒宽度都与拉速为7 mm/min时相差不大, 叶背靠进气边的部分出现较宽的晶粒(如图17中I所示) 和三角晶粒(如图17中II所示), 但宽度没有超过30%弦长, 叶背中间和叶盆靠进气边部分的分叉晶粒减少. 最重要的是, 晶粒总体反发散趋势比拉速为7 mm/min时减小, 特别是改善了叶盆部分的晶粒平行度.
图17 引晶方式3下拉速5 mm/min时得到的叶盆和叶背晶粒组织的模拟结果和实验结果
Fig.17 Numerical (a, c) and experimental (b, d) morphologies of blade basin (a, b) and blade back (c, d) obtained by using starter 3 at withdrawal rate 5 mm/min (I—wide grains; II—triangular grains)
图18为引晶3下拉速3 mm/min时计算得到的叶身晶粒组织. 模拟结果显示: 进入叶身的晶粒数、晶粒宽度都与拉速为7 mm/min时相差不大, 叶背出现倒三角晶粒, 叶盆靠进气边的部分有多股分叉的树状晶粒. 晶粒总体上呈发散趋势.
图18 引晶方式3下拉速3 mm/min时得到的叶盆和叶背晶粒组织的模拟结果
Fig.18 Numerical morphologies of blade basin (a) and blade back (b) obtained by using starter 3 at withdrawal rate 3 mm/min
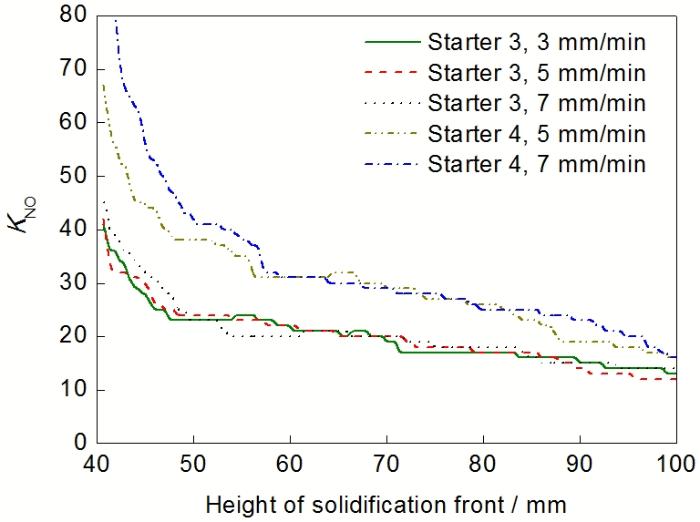
图19为引晶3和4在不同拉速下得到的叶身KNO变化. 可见, 晶粒数随着凝固前沿推移而减少, 拉速对KNO的影响较小.
图19 引晶3 和引晶4 不同拉速下叶身KNO沿高度的变化
Fig.19 Variations of KNO in blade body with height at different withdrawal rates for starters 3 and 4
图20 引晶3和引晶4不同拉速下叶身KNO沿高度的变化
Fig.20 Variations of KNO in blade body with height at different withdrawal rates for starters 3 and 4
图20为引晶3和4在不同拉速下得到的叶身KSNO变化. 可见, KSNO随着拉速的增加而增加. 引晶3在不同拉速下, KSNO都在叶身下段距下缘板约10 mm处明显回升.
KSNO回升说明引晶3很容易形成树状晶粒, 其形成趋势受拉速的影响不大. 对晶粒进行三维解剖分析, 发现是由于叶身的晶粒有2个来源: 从下缘板凸棱处引晶块进入下缘板, 然后经过横向竞争生长进入叶身的晶粒; 从叶盆下方引晶块经过纵向竞争生长直接进入叶身的晶粒. 横向和纵向两组晶粒交汇进入叶身时都大致沿择优取向, 相互争夺叶身的生长空间, 再加上叶身复杂曲面的干扰, 有时会使得2个晶粒交替占据空间, 从而使其中一个晶粒被另一个晶粒割裂为多个分支, 形成树状晶粒.
引晶1只有下缘板凸棱处引晶; 引晶2添加的引晶块中的晶粒需先进入下缘板, 与来自下缘板凸棱处的晶粒一起在缘板中进行横向竞争生长, 优势晶粒进入叶身; 引晶4添加的全弦线引晶块中经过纵向竞争生长的晶粒进入叶身时占据主导, 缘板横向生长的晶粒难以进入叶身. 总之, 引晶1, 2和4都难以在叶身下段出现横向和纵向两组晶粒竞争生长的情况, 所以不容易形成树状晶粒. 在实验结果中, 也只有引晶3的叶身观察到了分叉状的晶粒.
图21 引晶方式4下拉速5 mm/min时得到的叶盆和叶背晶粒组织的模拟结果
Fig.21 Numerical morphologies of blade basin (a) and blade back (b) obtained by using starter 4 at withdrawal rate 5 mm/min
前述研究发现, 拉速对Kd和Kcon影响很大, 而对截面晶粒数和晶粒宽度的影响很小. 引晶1和2的晶粒数和晶粒宽度都不佳, 因此不再进行引晶1和2的拉速优化.
引晶3的温度场和晶粒模拟表明, 其最佳拉速是5 mm/min, 唯一的缺点是分叉晶粒难以避免.
拉速7 mm/min下引晶4的晶粒数和晶粒宽度优于前3种引晶, 而Kd和Kcon与前3种引晶明显不同, 有必要再研究引晶4下不同拉速的影响, 特别是5 mm/min对引晶4来说是否为最佳拉速. 此外, 引晶4的晶粒没有反发散趋势, 其Kcon<0的阶段占叶身高度的近2/3, 因此, 引晶4再提高拉速对优化晶粒组织作用不大. 因此, 将引晶4的拉速减小为5 mm/min, 进行了相应工艺的宏微观模拟计算, 并与拉速7 mm/min时进行比较.
由图15可见, 引晶4不同拉速的影响与引晶3相似, 但引晶方式的影响比拉速的影响强, 引晶4最大拉速下的Kd仍小于引晶3最小拉速下的Kd.
由图16可见, 引晶4不同拉速的影响与引晶3相似. 由于激冷面接触面积的影响, 引晶4的下凹程度显著低于引晶3. 引晶4在拉速为7 mm/min的Kcon曲线与引晶3拉速为5 mm/min的相比, 比较接近, 但是, 前者的绝对值在大部分阶段比后者小, 亦即前者在上凸阶段的上凸程度比后者小, 下凹阶段的下凹程度也小于后者, 前者更接近平面且变化幅度更小. 由前文可知在引晶3下, 5 mm/min是较优拉速. 因此, 引晶4下7 mm/min有可能是最佳拉速.
图21为引晶4下5 mm/min时计算得到的叶身晶粒组织. 模拟结果显示, 其叶盆的晶粒数量比拉速为7 mm/min时少, 叶身下段的露头晶比拉速为7 mm/min时少, 但进气边上有一个断晶. 叶背中间部分出现2个分叉晶粒. 晶粒总体略有发散趋势, 特别是叶背靠排气边的晶粒, 严重倾斜. 因此, 引晶4下拉速为5 mm/min的晶粒组织比7 mm/min时差.
由图19和20可见, 引晶4在2种拉速下得到的叶身KNO和KSNO都明显大于引晶3, 且拉速为7 mm/min时晶粒数大于5 mm/min.
引晶4的温度场和晶粒模拟表明其较优拉速为7 mm/min, 而且其各项评价指标均优于或接近于引晶3在最优拉速5 mm/min下的结果, 并且避免了引晶3的分叉晶粒.
综合分析所有的计算结果, 引晶方式1和2在拉速为7 mm/min下的糊状区宽度、晶粒宽度、晶粒数目不合格, 断晶产生的横向晶界较明显. 而前述研究表明, 多数引晶方式都可以通过改变拉速得到较好的晶粒平行度, 但拉速对其他指标的改善不显著. 因此, 引晶方式1和2在其他拉速下也不会得到优化的晶粒组织.
而对引晶方式3和4的研究表明, 它们最优拉速分别是5和7 mm/min, 在优化拉速下都得到了比引晶方式1和2更优的组织.
可见, 引晶方式1和2应该摒弃. 如果后续高精度切削的成本不高, 可选择引晶方式4, 拉速为7 mm/min, 以获得最优的微观组织和最高的铸造效率; 也可选择引晶方式3, 拉速为5 mm/min, 以获得相对较好的微观组织.
(1) 建立了宽弦航空叶片定向凝固宏、微观多尺度数学模型, 基于自主开发的程序对不同工艺的温度场和晶粒组织进行了模拟, 计算结果与实验结果吻合较好, 铸件表面大部分晶粒的位置和形状一一对应.
(2) 建立了宏微观数学评价判据, 实现了不同工艺下糊状区宽度、凝固前沿凸凹度、晶粒数的定量比较, 获得了工艺参数对糊状区和晶粒组织的影响规律.
(3) 引晶块与激冷盘接触面积变化不大时, 引晶方式主要影响晶粒数和晶粒宽度, 拉速主要影响糊状区宽度和凝固前沿凸凹度; 拉速增大时下凹趋势越大、下凹阶段变长, 糊状区宽度略有增加, 反之亦然.
(4) 铸件与激冷盘之间的导热面积增大时, 糊状区变窄, 上凸趋势变大. 凝固前沿离激冷面较近时, 对该面积的影响较明显, 拉速的影响被弱化.
(5) 基于数值模拟和判据, 研究了不同引晶方式和拉速下晶粒组织的变化机理, 发现原有的3种引晶方式中的最优者为叶盆下方引晶, 并确定了相应的最佳拉速.
(6) 基于模拟预测结果和不同工艺影响下的微观组织形成理论, 提出了新的全弦线引晶方法, 并对其拉速进行了优化, 可获得枝晶更细密、晶粒更平行、柱状晶更多的铸件, 使生产效率进一步提高.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|

/
| 〈 |
|
〉 |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}