2099-T83和2060-T8是一种新型Al-Li合金, 具有比强度和比刚度高、低温性能好等优点, 在飞机制造业具有广泛的潜在应用前景, 特别是作为蒙皮与桁条的结构件. 在Al-Li合金的实际应用中, 搭接连接方式具有较大的需求. 但采用传统熔焊技术焊接时, 焊接接头常常会出现气孔、热裂纹、较大的残余应力与变形等缺陷[1 -3 ] . 而采用铆钉铆接加工技术, 制造工艺复杂, 成本高且不利于结构减重[4 ] .
搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义.
本工作主要研究了2×××系列异种Al-Li合金2099-T83/2060-T8在不同搅拌头转速和搅拌针长度条件下获得搭接接头的界面形貌和力学性能, 揭示搅拌头转速及搅拌针长度对2099-T83/2060-T8Al-Li合金搭接接头组织和力学性能的影响规律, 探讨了人工时效处理对2099-T83/2060-T8Al-Li合金搅拌摩擦焊搭接接头性能的影响规律, 为2099-T83/2060-T8Al-Li合金搅拌摩擦焊搭接的工程应用提供理论指导.
1 实验方法
实验所用原材料为2 mm厚的轧制态2060-T8板材和2099-T83桁条. 采用FSW2-4CX-006搅拌摩擦焊机沿母材轧制方向施焊, 搅拌头采用直径为10 mm的双圆环轴肩和直径为3 mm的圆锥形搅拌针, 搅拌针长度分别为2.5和3.0 mm. 搅拌头顺时针旋转, 转速分别为600和800 r/min, 焊速400 mm/min. 选取转速为800 r/min焊接工艺条件下完成的2099-T83/2060-T8Al-Li合金FSW搭接接头进行150 ℃ 保温20 h, 随炉冷却至室温的人工时效处理.
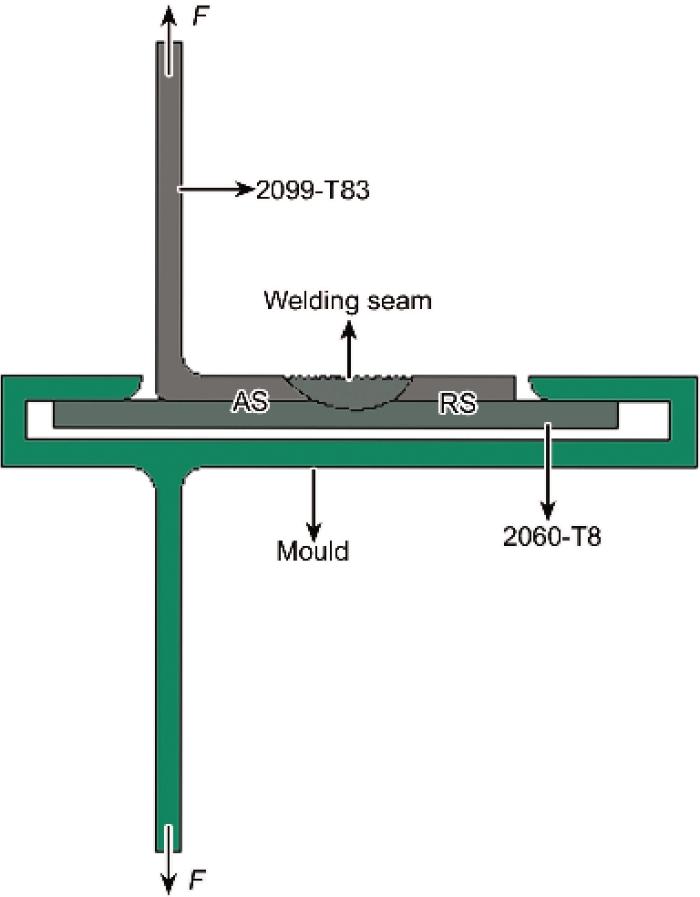
焊后沿垂直于焊接方向截取试样, 通过Keller试剂(1 mL HF+5 mL HNO3 +3 mL HCl+190 mL H2 O)对接头界面进行侵蚀, 采用OLYMPUS-MG 3光学显微镜(OM)观察样品搭接接头界面形貌. 采用HMV-2型显微硬度计测试搭接接头距表面0.6 mm处焊缝沿横向的显微硬度分布曲线, 加载载荷1.96 N, 保压时间15 s. 采用INSTRON 3300材料万能试验机进行搭接接头的剥离实验, 剥离试样(尺寸为44 mm×10 mm×30 mm)装置如图1所示, 加载速度0.5 mm/min. 采用VEGA-Ⅱ型扫描电子显微镜(SEM)观察剥离断口形貌.
图1 搅拌摩擦焊(FSW)搭接接头的剥离实验示意图
Fig.1 Schematic of peel test for friction stir welding (FSW) lap joints (F—force, AS—advancing side, RS—retreating side)
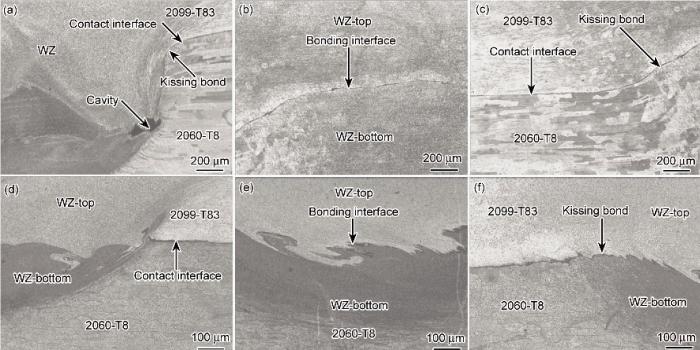
图2 不同焊接条件下2099-T83/2060-T8 Al-Li合金FSW焊缝区结合界面的微观形貌
Fig.2 Bonding interface morphologies in the weld zone of 2099-T83/2060-T8 FSW lap joints with welding condition of rotation speed 600 r/min, welding speed 400 mm/min, pin length 3.0 mm (a) and 800 r/min, 400 mm/min, 2.5 mm (b) (WZ—weld zone)
2 实验结果
2.1 搭接界面形貌
图2为不同焊接条件下2099-T83/2060-T8Al-Li合金的FSW搭接接头的微观形貌. 图3所示为焊缝区局部结合界面微观形貌. 由图可见, 焊核区呈盆型, 与其它铝合金FSW接头焊核区宏观形貌相似[15 ] , 焊核区之间存在明显的结合界面. 当搅拌头转速为600 r/min, 焊速为400 mm/min, 搅拌针长度为3.0 mm时, 结合界面光滑连续(图2a和3b), 前进侧结合界面向下严重弯曲变形, 且在靠近底部2060-T8Al-Li合金侧存在明显的孔洞缺陷(图3a), 而后退侧结合界面向上弯曲, 弯曲程度较轻(图3c). 该工艺条件下紧邻前进侧与后退侧2端的焊缝区结合界面均形成了弱连接(kissing-bond)缺陷. 图2b为搅拌头转速800 r/min, 焊速400 mm/min, 搅拌针长度2.5 mm工艺条件下搭接接头界面结合形貌, 结合界面呈“锯齿状”咬合(图3e). 前进侧与后退侧结合界面弯曲不明显(图3d和f), 后退侧形成尺寸较小的弱连接缺陷. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头界面结合形貌较未经处理的无明显变化, 如图4所示.
当搅拌针长度为3.0 mm时, 搅拌针扎入底板2060-T8较深, 摩擦接触面积较大, 直接作用于上下板材初始接触界面的热机搅拌强度较弱, 界面破碎不充分且流动性较差, 结合界面光滑. 前进侧较后退侧在焊接过程中热塑性软化金属程度高, 软化区大, 使得塑化金属在较小的旋转切应力作用下向下流动, 形成向下弯曲的结合界面. 在后退侧由于热塑性软化区域小, 流通通道不足, 前进侧热塑性软化金属经后退侧绕流回填路径受阻而造成塞积挤压向上流动, 再加上搅拌头旋转产生的切应力共同作用而形成向上弯曲的结合界面, 在前进侧则形成孔洞缺陷. 提高搅拌头转速, 增加焊接热输入, 同时减小搅拌针长度至2.5 mm时, 搅拌针扎入底板2060-T8的深度较浅, 直接作用于2板初始接触界面的热机搅拌强度较高, 界面破碎较完全, 热塑性软化金属上下流动充分形成“锯齿状”咬合界面. 而且底部2060-T8板材热塑性软化区域小, 软化程度高, 流动性好, 因此, 前进侧与后退侧2端的结合界面弯曲程度较小[5 ,6 ] . 紧邻焊缝软化程度较低的初始界面随焊接界面流动进入焊缝两端而形成弱连接结合界面.
图3 不同焊接条件下2099-T83/2060-T8 Al-Li合金FSW焊缝区局部结合界面的微观形貌
Fig.3 Local bonding interface morphologies in the weld zone of 2099-T83/2060-T8 FSW lap joints corresponding to areas A (a), B (b), C (c), D (d), E (e) and F (f) in Fig.2
图4 转速800 r/min, 焊速400 mm/min, 搅拌针长2.5 mm 工艺条件下2099-T83/2060-T8 Al-Li合金FSW人工时效处理后焊缝区结合界面的微观形貌
Fig.4 Bonding interface morphologies in the weld zone of 2099-T83/2060-T8 FSW lap joints under artificial aging treatment with welding condition of rotation speed 800 r/min, welding speed 400 mm/min, pin length 2.5 mm (a) and magnified morphologies of areas A (b) , B (c) and C (d) in Fig.4a
从上述实验结果分析可以看出, 增大搅拌头转速, 保证焊接热输入使焊缝区金属得到充分软化的情况下, 减小搅拌针长度, 不仅使得搅拌针直接作用于搭接接头2板初始接触界面的热机搅拌作用加强, 界面附近的热塑性软化金属湍流加剧, 板材的初始表面破碎完全之外, 还有效降低了焊缝区塑化金属沿搅拌针长度方向的垂直流动, 加强了水平方向的流动, 从而使得焊缝区微孔穴及弱连接缺陷的生成得到有效遏制, 焊核区形成了上下板材充分融合的锯齿状咬合界面. 此外, 位于前进侧与后退侧2端的界面弯曲程度减弱, 钩状缺陷尺寸减小, 焊缝区有效承载板厚增大, 搭接接头性能得到改善. 已有研究[5 ,6 ,10 ,11 ] 指出, 改变搅拌针形貌或采用多道焊工艺能够增加搭接接头界面结合宽度, 改善结合界面的结构特征, 提高接头力学性能.
图5 2099-T83/2060-T8 Al-Li合金FSW搭接接头距表面0.6 mm横截面的显微硬度分布曲线
Fig.5 Microhardness distributions of 2099-T83/2060-T8 FSW lap joint along the transverse to the weld below the upper surface of 0.6 mm
2.2 显微硬度分布
图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处.
对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升.
2.3 接头强度
图6为转速600 r/min, 搅拌针长3.0 mm工艺条件下2099-T83/2060-T8搭接接头剥离实验件破坏的典型宏观形貌. 可以看出, 增大搅拌头转速, 减小搅拌针长度, 使得作用于搭接接头初始接触界面的热机搅拌作用增加, 焊接缺陷减少, 接头性能明显提高. 搅拌头转速800 r/min, 搅拌针长度2.5 mm工艺条件下搭接接头平均破坏载荷为654 N, 是焊速600 r/min, 搅拌针长度3.0 mm条件下平均破坏载荷(312 N)的2.1倍. 2种焊接条件下的搭接接头均断裂在软化程度最高的底部母材2060-T8前进侧热机影响区与焊核区的结合界面处.
图6 2099-T83/2060-T8 Al-Li合金FSW搭接接头剥离破坏后的宏观形貌
Fig.6 Fractograph of 2099-T83/2060-T8 FSW lap joint after peel test
搅拌摩擦焊接时的热输入可用下式表示:
(1) Q = 4 3 π 2 α μ P N R 3 V
式中, Q为热输入, a 为热输入系数,m 为摩擦系数, P为压力, N为搅拌头转速, R为轴肩半径, V为焊速.
焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似.
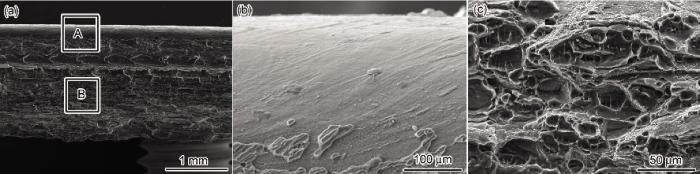
图7 转速600 r/min, 搅拌针长3.0 mm工艺条件下2099-T83/2060-T8 Al-Li合金FSW搭接接头剥离试样断口形貌
Fig.7 Fractographs of 2099-T83/2060-T8 FSW lap joints with rotation speed 600 r/min, pin length 3.0 mm after peel test (a) and magnified morphologies of areas A (b) and B (c) in Fig.7a
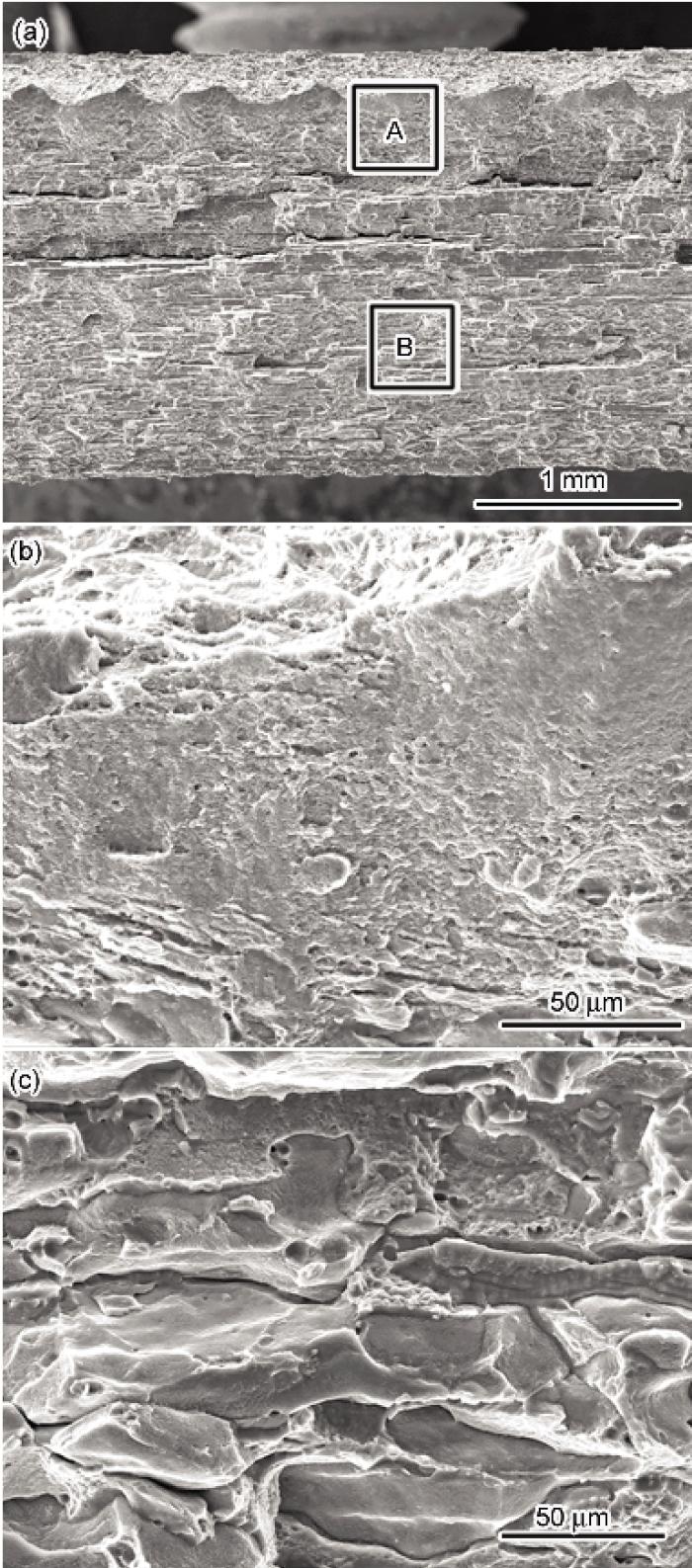
图8 转速800 r/min, 搅拌针长2.5 mm工艺条件下2099-T83/2060-T8 Al-Li合金FSW搭接接头剥离试样断口形貌
Fig.8 Fractographs of 2099-T83/2060-T8 FSW lap joints with rotation speed 800 r/min, pin length 2.5 mm after peel test (a) and magnified morphologies of areas A (b) and B (c) in Fig.8a
2.4 断口形貌
图7a为搅拌头转速600 r/min, 搅拌针长度3.0 mm工艺条件下2099-T83/2060-T8Al-Li合金FSW搭接接头的剥离断口形貌. 由图7a中A区域对应的高倍断口形貌可见(图7b), 断口光滑平整, 为前进侧底部2060-T8侧弱连接结合界面. 由区域B对应的高倍断口形貌可见(图7c), 断口分布着大量韧窝, 属韧性断裂模式. 但弱连接结合界面的存在大大削减了接头的有效承载面积, 降低了接头性能.
图8a为搅拌头转速800 r/min, 搅拌针长度2.5 mm工艺条件下2099-T83/2060-T8Al-Li合金FSW搭接接头的剥离断口形貌. 由图8a可见, 2099-T83/2060-T8Al-Li合金FSW搭接接头并未存在弱连接结合界面, 有效承载面积增大, 接头性能提高. 对应图8a中A区域高倍断口形貌可见(图8b), 断口存在着大量的撕裂棱, 撕裂唇较大, 属准解理断裂特征. 由区域B对应的高倍断口形貌可见(图8c), 断口分布着大量韧窝, 属韧性断裂模式. 接头整体断裂模式为韧-脆混合型断裂.
图9a为搅拌头转速800 r/min, 搅拌针长度2.5 mm工艺条件下经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头的剥离断口形貌. 对比图8a与9a可见, 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头宏观断口形貌发生明显变化. 对应图9a中A区域的高倍断口形貌可见(图9b), 断口较光滑平整, 为搭接接头弱连接缺陷. 由区域B对应的高倍断口形貌可见(图9c), 断口存在明显的解理面, 属脆性断裂模式.
图9 转速800 r/min, 搅拌针长2.5 mm工艺条件下2099-T83/2060-T8 Al-Li 合金FSW搭接接头人工时效处理后剥离试样断口形貌
Fig.9 Fractographs of 2099-T83/2060-T8 FSW lap joints under artificial aging treatment with rotation speed 800 r/min, pin length 2.5 mm after peel test (a) and magnified morphologies of areas A (b) and B (c) in Fig.9a
3 结论
(1) 2099-T83/2060-T8Al-Li合金搅拌摩擦焊(FSW)搭接接头焊核区结合界面明显, 界面形貌随搅拌头转速增加和搅拌针长度减小而从光滑界面转变成“锯齿状”咬合界面. 较低转速(600 r/min)和较长搅拌针(3.0 mm)条件下, 靠近前进侧与后退侧2端焊核区结合界面弯曲变形明显, 变形方向相反, 且在结合界面2端形成了尺寸较大的弱连接(kissing-bond)和孔洞缺陷. 增加转速(800 r/min)和减小搅拌针(2.5 mm)条件下, 结合界面弯曲变形不明显, 弱连接尺寸较小.
(2) 2099-T83/2060-T8Al-Li合金搅拌摩擦焊焊核区显微硬度随转速增加和搅拌针长度减小而明显降低, 接头性能显著提升, 剥离断裂均发生在底部母材2060-T8前进侧热机影响区与焊核区的过渡区域, 断裂模式由韧性断裂变为韧-脆混合型断裂. 经人工时效处理后, FSW搭接接头焊缝区显微硬度有所提升, 剥离平均失效载荷较未经人工时效处理的下降了20%, 断裂模式为脆性断裂.
(3) 焊接热输入足够的情况下, 搅拌针长度对搭接接头结合界面形貌影响起主要作用, 短的搅拌针有利于减小界面塑化金属的垂直流动, 增大水平方向流动, 可有效抑制焊接缺陷, 改善搅拌摩擦焊搭接接头的力学性能.
参考文献
文献选项
[1]
Rhodes C G Mahoney M W Bingel W H Scr Mater , 1997 ; 36 : 69
[本文引用: 1]
[2]
Mahoney M W Rhodes C G Flintoff J G Spurling R A Bingel W H Metall Mater Trans , 1998 ; 29A : 1955
[3]
Silvada A A M , Arruti E Janeiro G Aldanondo E Alvarez P Echeverria A Mater Des , 2011 ; 32 : 2021
[本文引用: 1]
[4]
Mishra R S Ma Z Y Mater Sci Eng , 2005 ; R50 : 1
[本文引用: 1]
[5]
Cederqvist L Reynolds A P Weld J , 2001 ; 80 : 281
[本文引用: 4]
[6]
Dubourg L Merati A Jahazi M Mater Des , 2010 ; 31 : 3324
[本文引用: 4]
[7]
Babu S Janaki R G D , Venkitakrishnan P V Madhusudhan R G Prasad R K J Mater Sci Technol , 2012 ; 28 : 414
[本文引用: 1]
[8]
Buffa G Campanile G Fratini L Prisco A Mater Sci Eng , 2009 ; A519 : 19
[本文引用: 1]
[9]
Ericsson M Lai Z J Sandstrom R Int J Fatigue , 2007 ; 29 : 57
[本文引用: 1]
[10]
Thomas W M Johnson K I Wiesner C S Adv Eng Mater , 2003 ; 7 : 485
[本文引用: 2]
[11]
Fersini D Pirondi A Eng Fract Mech , 2007 ; 74 : 468
[本文引用: 3]
[12]
Fratini L Corona V J Manuf Sci Eng , 2007 ; 129 : 985
[本文引用: 1]
[13]
Ke L M Wei P Xing L Luo K Luan G H Trans China Weld Inst , 2011 ; 32 (7 ): 5
[本文引用: 1]
(柯黎明 , 魏 鹏 , 邢 丽 , 罗 凯 , 栾国红 . 焊接学报 , 2011 ; 32 (7 ): 5 )
[本文引用: 1]
[14]
Wang D Liu J Xiao B L Ma Z Y Acta Metall Sin , 2010 ; 46 : 589
[本文引用: 1]
(王 东 , 刘 杰 , 肖博律 , 马宗义 . 金属学报 , 2010 ; 46 : 589 )
[本文引用: 1]
[15]
Wang D Dong C L Xiao B L Gao C He M Luan G H Ma Z Y Acta Metall Sin , 2012 ; 48 : 1109
[本文引用: 2]
(王 东 , 董春林 , 肖博律 , 高 崇 , 何 淼 , 栾国红 , 马宗义 . 金属学报 , 2012 ; 48 : 1109 )
[本文引用: 2]
[16]
Liu F C Ma Z Y Metall Mater Trans , 2008 ; 39A : 2378
[17]
Ren S R Ma Z Y Chen L Q Zhang Y Z Acta Metall Sin , 2007 ; 43 : 225
[本文引用: 2]
(任淑荣 , 马宗义 , 陈礼清 , 张玉政 . 金属学报 , 2007 ; 43 : 225 )
[本文引用: 2]
[18]
Liu H J Fujii H Maeda M Nogi K J Mater Process Technol , 2003 ; 142 : 692
[本文引用: 2]
[19]
Yutaka S S Hiroyuki K Masatoshi E Shigetoshi J Metall Mater Trans , 1999 ; 30A : 2429
[本文引用: 2]
[20]
Yutaka S S Seung H C P , Hiroyuki K Metall Mater Trans , 2001 ; 32A : 3033
[21]
Su J Q Nelson T W Sterling C J Mater Sci Eng , 2005 ; A405 : 277
[本文引用: 1]
[22]
Sato Y S Urata M Kokawa H Ikeda K Mater Sci Eng , 2003 ; A354 : 298
[本文引用: 1]
[23]
Svensson L E Karlsson L Larsson H Karlsson B Fazzini M Karlsson J Sci Technol Weld Joining , 2000 ; 5 : 285
[本文引用: 1]
[24]
Yang Q Li X Chen K Shi Y J Mater Sci Eng , 2011 ; A528 : 2463
[本文引用: 1]
[25]
Wang D Y Feng J C Wang P F Acta Metall Sin , 2004 ; 40 : 504
[本文引用: 2]
(王大勇 , 冯吉才 , 王攀峰 . 金属学报 , 2004 ; 40 : 504 )
[本文引用: 2]
[26]
Steuwer A Dumont M Altenkirch J Birosca S Deschamps A Prangnell P B Withers P J Acta Mater , 2011 ; 59 : 3002
[本文引用: 1]
1
1997
... 2099-T83和2060-T8是一种新型Al-Li合金, 具有比强度和比刚度高、低温性能好等优点, 在飞机制造业具有广泛的潜在应用前景, 特别是作为蒙皮与桁条的结构件. 在Al-Li合金的实际应用中, 搭接连接方式具有较大的需求. 但采用传统熔焊技术焊接时, 焊接接头常常会出现气孔、热裂纹、较大的残余应力与变形等缺陷[1 -3 ] . 而采用铆钉铆接加工技术, 制造工艺复杂, 成本高且不利于结构减重[4 ] . ...
1
2011
... 2099-T83和2060-T8是一种新型Al-Li合金, 具有比强度和比刚度高、低温性能好等优点, 在飞机制造业具有广泛的潜在应用前景, 特别是作为蒙皮与桁条的结构件. 在Al-Li合金的实际应用中, 搭接连接方式具有较大的需求. 但采用传统熔焊技术焊接时, 焊接接头常常会出现气孔、热裂纹、较大的残余应力与变形等缺陷[1 -3 ] . 而采用铆钉铆接加工技术, 制造工艺复杂, 成本高且不利于结构减重[4 ] . ...
1
2005
... 2099-T83和2060-T8是一种新型Al-Li合金, 具有比强度和比刚度高、低温性能好等优点, 在飞机制造业具有广泛的潜在应用前景, 特别是作为蒙皮与桁条的结构件. 在Al-Li合金的实际应用中, 搭接连接方式具有较大的需求. 但采用传统熔焊技术焊接时, 焊接接头常常会出现气孔、热裂纹、较大的残余应力与变形等缺陷[1 -3 ] . 而采用铆钉铆接加工技术, 制造工艺复杂, 成本高且不利于结构减重[4 ] . ...
4
2001
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
... 当搅拌针长度为3.0 mm时, 搅拌针扎入底板2060-T8较深, 摩擦接触面积较大, 直接作用于上下板材初始接触界面的热机搅拌强度较弱, 界面破碎不充分且流动性较差, 结合界面光滑. 前进侧较后退侧在焊接过程中热塑性软化金属程度高, 软化区大, 使得塑化金属在较小的旋转切应力作用下向下流动, 形成向下弯曲的结合界面. 在后退侧由于热塑性软化区域小, 流通通道不足, 前进侧热塑性软化金属经后退侧绕流回填路径受阻而造成塞积挤压向上流动, 再加上搅拌头旋转产生的切应力共同作用而形成向上弯曲的结合界面, 在前进侧则形成孔洞缺陷. 提高搅拌头转速, 增加焊接热输入, 同时减小搅拌针长度至2.5 mm时, 搅拌针扎入底板2060-T8的深度较浅, 直接作用于2板初始接触界面的热机搅拌强度较高, 界面破碎较完全, 热塑性软化金属上下流动充分形成“锯齿状”咬合界面. 而且底部2060-T8板材热塑性软化区域小, 软化程度高, 流动性好, 因此, 前进侧与后退侧2端的结合界面弯曲程度较小[5 ,6 ] . 紧邻焊缝软化程度较低的初始界面随焊接界面流动进入焊缝两端而形成弱连接结合界面. ...
... 从上述实验结果分析可以看出, 增大搅拌头转速, 保证焊接热输入使焊缝区金属得到充分软化的情况下, 减小搅拌针长度, 不仅使得搅拌针直接作用于搭接接头2板初始接触界面的热机搅拌作用加强, 界面附近的热塑性软化金属湍流加剧, 板材的初始表面破碎完全之外, 还有效降低了焊缝区塑化金属沿搅拌针长度方向的垂直流动, 加强了水平方向的流动, 从而使得焊缝区微孔穴及弱连接缺陷的生成得到有效遏制, 焊核区形成了上下板材充分融合的锯齿状咬合界面. 此外, 位于前进侧与后退侧2端的界面弯曲程度减弱, 钩状缺陷尺寸减小, 焊缝区有效承载板厚增大, 搭接接头性能得到改善. 已有研究[5 ,6 ,10 ,11 ] 指出, 改变搅拌针形貌或采用多道焊工艺能够增加搭接接头界面结合宽度, 改善结合界面的结构特征, 提高接头力学性能. ...
... 焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似. ...
4
2010
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
... 当搅拌针长度为3.0 mm时, 搅拌针扎入底板2060-T8较深, 摩擦接触面积较大, 直接作用于上下板材初始接触界面的热机搅拌强度较弱, 界面破碎不充分且流动性较差, 结合界面光滑. 前进侧较后退侧在焊接过程中热塑性软化金属程度高, 软化区大, 使得塑化金属在较小的旋转切应力作用下向下流动, 形成向下弯曲的结合界面. 在后退侧由于热塑性软化区域小, 流通通道不足, 前进侧热塑性软化金属经后退侧绕流回填路径受阻而造成塞积挤压向上流动, 再加上搅拌头旋转产生的切应力共同作用而形成向上弯曲的结合界面, 在前进侧则形成孔洞缺陷. 提高搅拌头转速, 增加焊接热输入, 同时减小搅拌针长度至2.5 mm时, 搅拌针扎入底板2060-T8的深度较浅, 直接作用于2板初始接触界面的热机搅拌强度较高, 界面破碎较完全, 热塑性软化金属上下流动充分形成“锯齿状”咬合界面. 而且底部2060-T8板材热塑性软化区域小, 软化程度高, 流动性好, 因此, 前进侧与后退侧2端的结合界面弯曲程度较小[5 ,6 ] . 紧邻焊缝软化程度较低的初始界面随焊接界面流动进入焊缝两端而形成弱连接结合界面. ...
... 从上述实验结果分析可以看出, 增大搅拌头转速, 保证焊接热输入使焊缝区金属得到充分软化的情况下, 减小搅拌针长度, 不仅使得搅拌针直接作用于搭接接头2板初始接触界面的热机搅拌作用加强, 界面附近的热塑性软化金属湍流加剧, 板材的初始表面破碎完全之外, 还有效降低了焊缝区塑化金属沿搅拌针长度方向的垂直流动, 加强了水平方向的流动, 从而使得焊缝区微孔穴及弱连接缺陷的生成得到有效遏制, 焊核区形成了上下板材充分融合的锯齿状咬合界面. 此外, 位于前进侧与后退侧2端的界面弯曲程度减弱, 钩状缺陷尺寸减小, 焊缝区有效承载板厚增大, 搭接接头性能得到改善. 已有研究[5 ,6 ,10 ,11 ] 指出, 改变搅拌针形貌或采用多道焊工艺能够增加搭接接头界面结合宽度, 改善结合界面的结构特征, 提高接头力学性能. ...
... 焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似. ...
1
2012
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
1
2009
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
1
2007
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
2
2003
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
... 从上述实验结果分析可以看出, 增大搅拌头转速, 保证焊接热输入使焊缝区金属得到充分软化的情况下, 减小搅拌针长度, 不仅使得搅拌针直接作用于搭接接头2板初始接触界面的热机搅拌作用加强, 界面附近的热塑性软化金属湍流加剧, 板材的初始表面破碎完全之外, 还有效降低了焊缝区塑化金属沿搅拌针长度方向的垂直流动, 加强了水平方向的流动, 从而使得焊缝区微孔穴及弱连接缺陷的生成得到有效遏制, 焊核区形成了上下板材充分融合的锯齿状咬合界面. 此外, 位于前进侧与后退侧2端的界面弯曲程度减弱, 钩状缺陷尺寸减小, 焊缝区有效承载板厚增大, 搭接接头性能得到改善. 已有研究[5 ,6 ,10 ,11 ] 指出, 改变搅拌针形貌或采用多道焊工艺能够增加搭接接头界面结合宽度, 改善结合界面的结构特征, 提高接头力学性能. ...
3
2007
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
... 从上述实验结果分析可以看出, 增大搅拌头转速, 保证焊接热输入使焊缝区金属得到充分软化的情况下, 减小搅拌针长度, 不仅使得搅拌针直接作用于搭接接头2板初始接触界面的热机搅拌作用加强, 界面附近的热塑性软化金属湍流加剧, 板材的初始表面破碎完全之外, 还有效降低了焊缝区塑化金属沿搅拌针长度方向的垂直流动, 加强了水平方向的流动, 从而使得焊缝区微孔穴及弱连接缺陷的生成得到有效遏制, 焊核区形成了上下板材充分融合的锯齿状咬合界面. 此外, 位于前进侧与后退侧2端的界面弯曲程度减弱, 钩状缺陷尺寸减小, 焊缝区有效承载板厚增大, 搭接接头性能得到改善. 已有研究[5 ,6 ,10 ,11 ] 指出, 改变搅拌针形貌或采用多道焊工艺能够增加搭接接头界面结合宽度, 改善结合界面的结构特征, 提高接头力学性能. ...
... 焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似. ...
1
2007
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
1
2011
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
1
2011
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
1
2010
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
1
2010
... 搅拌摩擦焊(FSW)作为一种新型固相连接方法, 应用于铝合金焊接时, 可有效避免熔焊产生的缺陷, 同时还可节约制造成本, 减轻结构重量. Cederqvist和Reynolds[5 ] 以及Dubourg等[6 ] 研究了不同焊接工艺条件下2024-T3和7075-T6铝合金搅拌摩擦焊搭接接头结合界面形貌、结合宽度、有效板厚和钩状缺陷的变化, 剪切实验结果表明接头微观结构对剪切性能影响较大. 搅拌头形状及焊接工艺对同种铝合金搅拌摩擦焊搭接界面及接头拉伸或剪切性能影响的研究集中在2014-T4[7 ] , 2198-T4[8 ] , 6082-T6[9 ] , 5083-O[10 ] , 2024-T3[11 ] , 6181-T4[12 ] 和LY12[13 ] 铝合金等. 王东等[14 ] 对AlCuLi合金搅拌摩擦焊的研究表明, 焊核区晶粒尺寸随搅拌头转速的增加而增大, 拉伸实验结果显示在较低焊速条件下, 接头强度随搅拌头转速增加而逐渐升高. 上述研究主要基于拉伸实验或剪切实验结果, 评价不同搅拌头形状和焊接工艺条件下同种或异种铝合金搭接接头微观结构与性能的关系. 然而, 关于搅拌头转速与搅拌针长度对接头组织及性能的综合影响规律鲜有报道, 而且搭接接头结构件在实际应用中不仅承受平行于搭接界面的剪切载荷, 也会承受垂直于搭接界面的剥离载荷, 常用的拉伸及剪切实验难以对接头力学性能进行有效的评价. 因此, 探讨搅拌头转速与搅拌针长度对接头组织和性能的影响规律, 以及通过剥离实验对接头力学性能进行评估对于Al-Li合金的实际应用具有重要的意义. ...
2
2012
... 图2为不同焊接条件下2099-T83/2060-T8Al-Li合金的FSW搭接接头的微观形貌. 图3所示为焊缝区局部结合界面微观形貌. 由图可见, 焊核区呈盆型, 与其它铝合金FSW接头焊核区宏观形貌相似[15 ] , 焊核区之间存在明显的结合界面. 当搅拌头转速为600 r/min, 焊速为400 mm/min, 搅拌针长度为3.0 mm时, 结合界面光滑连续(图2a和3b), 前进侧结合界面向下严重弯曲变形, 且在靠近底部2060-T8Al-Li合金侧存在明显的孔洞缺陷(图3a), 而后退侧结合界面向上弯曲, 弯曲程度较轻(图3c). 该工艺条件下紧邻前进侧与后退侧2端的焊缝区结合界面均形成了弱连接(kissing-bond)缺陷. 图2b为搅拌头转速800 r/min, 焊速400 mm/min, 搅拌针长度2.5 mm工艺条件下搭接接头界面结合形貌, 结合界面呈“锯齿状”咬合(图3e). 前进侧与后退侧结合界面弯曲不明显(图3d和f), 后退侧形成尺寸较小的弱连接缺陷. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头界面结合形貌较未经处理的无明显变化, 如图4所示. ...
... 图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处. ...
2
2012
... 图2为不同焊接条件下2099-T83/2060-T8Al-Li合金的FSW搭接接头的微观形貌. 图3所示为焊缝区局部结合界面微观形貌. 由图可见, 焊核区呈盆型, 与其它铝合金FSW接头焊核区宏观形貌相似[15 ] , 焊核区之间存在明显的结合界面. 当搅拌头转速为600 r/min, 焊速为400 mm/min, 搅拌针长度为3.0 mm时, 结合界面光滑连续(图2a和3b), 前进侧结合界面向下严重弯曲变形, 且在靠近底部2060-T8Al-Li合金侧存在明显的孔洞缺陷(图3a), 而后退侧结合界面向上弯曲, 弯曲程度较轻(图3c). 该工艺条件下紧邻前进侧与后退侧2端的焊缝区结合界面均形成了弱连接(kissing-bond)缺陷. 图2b为搅拌头转速800 r/min, 焊速400 mm/min, 搅拌针长度2.5 mm工艺条件下搭接接头界面结合形貌, 结合界面呈“锯齿状”咬合(图3e). 前进侧与后退侧结合界面弯曲不明显(图3d和f), 后退侧形成尺寸较小的弱连接缺陷. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头界面结合形貌较未经处理的无明显变化, 如图4所示. ...
... 图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处. ...
2
2007
... 图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处. ...
... 焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似. ...
2
2007
... 图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处. ...
... 焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似. ...
2
2003
... 图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处. ...
... 对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
2
1999
... 对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
... [19 -21 ]表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
1
2005
... 对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
1
2003
... 对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
1
2000
... 对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
1
2011
... 焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似. ...
2
2004
... 图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处. ...
... 对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
2
2004
... 图5为FSW搭接接头距表面0.6 mm处横截面的显微硬度分布曲线. 由图可见, 搭接接头显微硬度呈W型分布, 与其它可进行热处理强化的铝合金FSW接头硬度分布相似[15 ,17 ,25 ] . 焊核区硬度远低于母材, 随距焊核区中心距离的增加, 硬度在热机影响区与热影响区交界处降至最低, 然后硬度逐渐上升, 达到母材显微硬度, 这与2017-T351铝合金FSW接头显微硬度分布趋势一致, 接头最大软化区出现在焊核区与热机影响区的结合界面[18 ] . 当焊速不变, 增加搅拌头转速到800 r/min, 减小搅拌针长度到2.5 mm时, 焊核区变窄且硬度明显降低, 同时, 硬度最低点向焊核区中心靠近. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头显微硬度明显提高, 接头最大软化区仍出现在焊核区与热机影响区的结合界面处. ...
... 对于沉淀强化铝合金而言, 硬度主要与沉淀析出相的形状、几何尺寸及分布有关[19 ] . 研究[19 -21 ] 表明, 沉淀强化相在热影响区和热机影响区溶解程度逐步增加, 焊核区溶解程度最高. 增大搅拌头转速, 增加焊接热输入, 焊核区沉淀强化相溶解程度变高, 使该区域硬度降低. 因此, 接头显微硬度从母材至焊核区应呈连续下降分布趋势, 在焊核区处降至最低. 但是, 焊核区在强烈的热机搅拌作用下会发生不完全动态再结晶而形成细小的晶粒及高密度小角晶界, 使显微硬度略有提高[18 ,22 ,23 ] , 这样在焊核区与热机影响区结合界面处显微硬度分布不连续, 呈接头软化最严重区. Li在Al中的溶解度较高且随温度变化明显, 因此Al-Li合金具有明显的时效强化效应. 在时效过程中以弥散质点形式析出的亚稳相对位错运动有强烈的阻碍作用[25 ] , 因此经人工时效处理之后焊缝区显微硬度有所回升. ...
1
2011
... 焊速不变, 搅拌头转速600 r/min时, 由式(1)可知, 焊接热输入较800 r/min低, 焊缝区金属热塑性软化程度低且数量少, 加上搅拌针长度为3.0 mm时, 扎入底板2060-T8深度较大, 对上下板材初始接触界面的热机搅拌破碎作用较弱, 板材初始接触界面在焊缝区残留而形成弱连接缺陷. 金属流动性差, 在前进侧形成孔洞缺陷, 同时, 采用长搅拌针使得焊缝金属垂直流动较大导致前进侧与后退侧形成弯曲程度较高的弱结合弯曲界面, 焊接缺陷的存在不仅减小了底板的有效承载厚度, 而且在缺陷处易形成应力集中而导致接头性能显著降低[5 ,6 ,11 ,24 ] , 如图2a所示, 搭接接头在较小剥离载荷作用下沿前进侧弱结合界面扩展开裂. 增加焊接热输入, 焊缝金属热塑性软化程度高, 金属流动充分, 抑制了孔洞缺陷的生成. 减小搅拌针长度, 使得焊缝区结合界面处金属垂直方向流动幅度减弱, 水平方向流动增强, 有效抑制了前进侧与后退侧界面弯曲程度, 而且短搅拌针作用于初始接触界面的热机搅拌破碎作用较强, 使得弱连接缺陷得到明显改善, 如图2b所示, 从而改善了接头强度. 经人工时效处理后的2099-T83/2060-T8Al-Li合金FSW搭接接头平均失效载荷为523 N, 较未经人工时效处理搭接接头的平均失效载荷降低了20%. 2099-T83/2060-T8Al-Li合金FSW搭接接头经人工时效处理后, 焊核区显微硬度与热机影响区显微硬度差异有所增大, 这样在剥离实验过程中易在该弱结合界面区域形成应力集中而削弱了该区域的协调变形能力, 使接头承受载荷能力降低, 该现象与任淑荣等[17 ] 和Steuwer等[26 ] 的研究结果相似. ...

 , 张纹源
, 张纹源





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}