1 高强铝合金的发展历程
高强铝合金一般指含铜2×××系、含锌7×××系铝合金, 但后者依据强度的不同, 也分为中强7×××铝合金(如7020, 7011, 7051等)和高强7×××铝合金(如7050, 7010, 7075等)[1 ,2 ] . 迄今为止, 被广泛应用于航空工业的铝合金主要涉及2×××系(Al-Cu)和7×××系(Al-Zn-Mg-Cu), 其他系列的铝合金, 如Al-Mg-Si系(6×××系)、 Al-Li合金[3 ,4 ] 等也有一定应用, 但总体用量较少. 在航天领域, 除上述系列外, 还包括3×××系、5×××系、8×××系铝合金, 在铁路、公路与水上交通运输领域大量应用5×××系铝合金.
高强铝合金主要以航空需求为背景不断发展, 百年铝材百年航空, 铝合金满足了不同时代飞机和尖端装备的发展要求. 随着飞机设计思想的不断创新, 先进飞机的构件制造对铝合金提出了越来越高的要求, 特别是现代飞机的轻量化、宽敞化、舒适化、长寿命、高可靠和低成本的发展需求, 推动了高强铝合金的发展[5 ] . 按照铝合金的成分-工艺-组织-性能特征, 可将航空铝合金的发展历程大体划分为5个阶段, 即第一代高静强度铝合金, 第二代高强耐蚀铝合金, 第三代高强、高韧、耐蚀铝合金, 第四代高强高韧耐蚀、高耐损伤铝合金, 以及新一代高强、高韧、低淬火敏感性铝合金. 各阶段铝合金的特征性能、关键技术与特征微结构, 以及典型合金如表1所示.
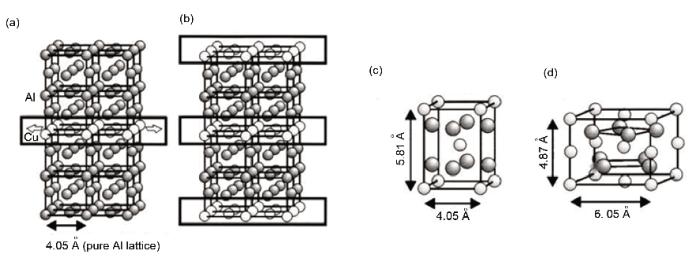
20世纪初至50年代末, 随着铝合金沉淀硬化效应的发现和峰值时效技术的发展产生了第一代高静强度铝合金. 1906年, Wilm[6 ] 首先发现Al-Cu合金的沉淀硬化现象. Al-Cu-Mg系合金通过淬火后形成的过饱和固溶体在随后的停放过程中会析出高密度Al2 Cu ( θ ′ ) 和Al2 CuMg (S′)相, 使合金的硬度获得大幅度提升, 从而揭开了高强铝合金发展的序幕. 1923年, Sander和Meissner[7 ] 又发现Al-Zn-Mg合金通过淬火-人工时效热处理后, 形成的主要强化相MgZn2 ( η ′ θ ′ θ ( Al2 Cu)相演变的结构变化示意图[2 ] . 研究[2 ] 表明, 在时效的初级阶段, GP区仅仅是一层或两层原子的厚度, 但是其密度高达1017 ~1018 cm- 3 , 这种微结构能够为合金提供高的强度.
此后, 研发了人工峰值时效的7075-T6和7178-T6等高强铝合金. 2024-T3, 7075-T6 和7178-T6铝合金满足了飞机最初阶段提高强度安全系数、减轻结构重量和提高航程为目标替代木材的静强度设计需求, 一般将其作为第一代高强铝合金的典型代表[2 ] . 成立于1935年的铝业协会(The Aluminum Association)于1954年建立铝合金牌号注册制度, 2024, 7075等作为最早注册的铝合金沿用至今[8 ] , 已广泛应用于航空航天、武器装备及高端装备制造领域.
值得指出的是, 由于超音速飞机的发展, 特别是军机的高速/高加速度性能的不断提升, 耐热铝合金也一直在发展. 代表性的合金是美国铝业公司20世纪50年代末期发展的2618 (Al-Cu-Mg-Fe-Ni系)和2219合金. 后者在航天领域有大量应用, 主要用做燃料储箱和火箭锻环[9 ] . 2618铝合金至今在军机上仍在使用, 也曾被欧洲协和式超音速客机大量采用, 主要用于制造飞机的蒙皮、耐热结构件等, 以适应协和式超音速客机2 M (>2450 km/h)以上高速飞行时气动加热环境的要求. 但随着协和式超音速客机退出航空客运市场, 世界各航空制造大国短期内尚无发展新一代超音速客机和运输机的计划, 因此民机对Al-Cu-X系列耐热铝合金的需求有所减少, 而超音速军机的制造与发展仍将对其有一定的需求量.
图1 Al-Cu 二元合金中的GP区, θ″, θ′和 θ 相(Al2Cu)的结构示意图[2]
Fig.1 Crystal structures of GP zone (a), θ″ (b), θ′ (c) and θ phase (Al2Cu) (d) that may precipitate in aged binaryAl-Cu alloys (Light balls represent copper atoms and darker balls represent aluminum atoms)[2]
上世纪60年代, 基于过时效原理, 使晶界相不连续析出的T73, T76时效热处理技术促进了第二代耐蚀高强铝合金的发展. 铝合金的疲劳和应力腐蚀失效引起的飞机失事促使飞机设计对高强铝合金提出了抗疲劳和耐腐蚀性能的要求. 特别是7×××系铝合金强度级别比2×××系高, 其抗应力耐蚀性能差的矛盾更加突出. 提高抗应力耐蚀性能的关键是在7×××系铝合金中发明的过时效热处理技术, 使晶界析出相不连续分布, 通过降低强度提高抗应力腐蚀性能. 合金状态为T73, 使得7×××系合金除满足飞机设计静强度外, 还满足了耐腐蚀性能的要求. 为减小T73处理带来的较大强度损失, 接着又研发出T76热处理工艺[10 ] , 更好地协调了7×××系合金的高强度与耐蚀性能. 7075-T73/T76等成为第二代高强耐腐蚀铝合金的典型代表.
上世纪70年代, 合金纯净化和微合金化理论和技术推动了第三代高强高韧铝合金的发展. 飞机安全寿命设计对航空高强铝合金提出了断裂韧性的要求. 随着对Fe, Si杂质影响铝合金韧性规律研究的不断深入, 60年代末期, 美国首先成功研制了低杂质含量的7475合金. 与7075合金相比, 该合金的Zn, Mg和Cu主合金成分的含量差别很小, 主要区别是大幅降低Fe, Si等杂质含量, 使粗大初生相和过剩相数量减少、尺寸细化, 使合金具有高强度的同时, 也具有优异的断裂韧性[10 ] . 70年代初期, 随着对Cr, Mn和Zr等微合金化元素作用机理研究的不断深入, 在美国海军和空军的支持下, 美国铝业公司(Alcoa)研制了低杂质含量、并用Zr微合金化的7050合金, 欧洲也研制了成分和性能与之相当的7010合金[10 ] . 这些高强铝合金基本上都采用了过时效热处理技术(如T74和T76), 具有高的强度、高的耐应力腐蚀性能和断裂韧性. 特别值得指出的是, 7050铝合金的淬火敏感性低于7075, 当7050-T74板材的厚度提高到150 mm时, 其强度仍然可达约500 MPa, 具有比7075-T74更低的淬火敏感性.
经典的2024铝合金, 也通过降低Fe和Si杂质含量, 提高合金纯度和冶金质量, 发展了系列改进牌号, 如2124, 2224, 2324等[8 ] . 合金纯净化和微合金化理论和技术推动了第三代高强、高韧铝合金的发展.
上世纪80年代中期, 2219合金通过调整Fe和Si杂质总量与Fe/Si比, 发展形成2519合金, 2219和2519合金被用作超音速飞机的多种构件、紧固件和蒙皮的制造, 2519合金还被广泛用做两栖突击车的装甲[11 ] .
上世纪70年代末至80年代末, 能源危机促使飞机设计向强烈减重方向发展, 要求武器装备增加射程和提高有效载荷. 高比强度和高比模量材料的需求推动了Al-Li合金的研制和应用[12 ] . Al-Li合金因其密度低、比模量高等优点, 引起了材料工作者极大的兴趣. 随着Al-Li合金熔炼和铸造技术的发展, 国外发展了进入工程应用的Al-Li合金. 欧美国家研发的是Al-Li-Cu系合金, 如2090, 2091, 8090和8091等[13 -15 ] , 俄罗斯开发了密度更低的Al-Li-Mg系合金, 如1420和1421等[16 ] . 1420和1421合金在俄罗斯军机和航天器上得到了较广泛的应用[17 ] .
上世纪80年代末至90年代末, 铝合金成分高合金化与优化设计及组织精确调控技术的发展推动了第四代高强、高韧、耐蚀、高耐损伤铝合金材料的研发. 发展新一代大型飞机提出了更高的安全性要求, 飞机的损伤容限设计设有“破损-安全”结构要求, 对飞机主体结构破损后的剩余强度以及从初始裂纹到临界裂纹扩展的寿命提出了明确要求, 因而对铝合金材料的疲劳裂纹扩展速率、断裂韧性、抗应力腐蚀性能等提出了更高的综合要求. 新型铝合金材料研发遇到的首要难题就是强度与断裂韧性、耐蚀性和疲劳裂纹扩展速率间的矛盾. 虽然70年代后期, Alcoa联合Boeing公司研制了7050的改型合金7150, 但直到80年代, Alcoa才成功研制了7150-T77材料的三级时效精密热处理技术, 第一次实现在不牺牲合金强度的同时, 满足断裂韧性、抗腐蚀性能和抗疲劳性能要求的目标, 因此, 7150-T77材料获得了广泛应用[3 ,18 ] . 随后发展的7055-T77合金其强度比7150-T77合金高约30~50 MPa, 而韧性、耐蚀性能相当, 是目前使用的强度最高的航空铝合金材料[19 ] . 与Alcoa研发的7055合金同期发展且性能相近的, 还有法国铝业公司的7449铝合金等[20 ] . 针对飞机蒙皮的高耐损伤性能要求, Alcoa通过进一步降低Fe和Si等杂质含量、添加微合金化元素、优化主合金成分及采用先进的热处理制度等技术途径, 成功研制了高耐损伤的2524-T3材料[21 ] . 超强高韧耐蚀的7055-T77合金和高耐损伤的2524-T39合金成功应用于B777的上翼壁板和机身蒙皮, 被视为第四代航空铝合金材料的典型代表.
铝合金的微合金化在上世纪90年代以后引起了人们的极大兴趣. 微合金化元素也突破Cr, Mn, Ti和Zr的范围, 向其它元素(Sc, Er和Ag等)扩展[22 -30 ] . 在上世纪90年代中期, 由于Ag在2×××系铝合金中微合金化形成新相的原子团簇或新相作用机理和效应的发现, 成功研制了原型合金C415和C417[22 ,23 ] . 该系含Ag合金具有良好的塑性、韧性和耐热性能, 可在200 ℃高温下长期使用. 含有0.15%~0.6% (质量分数)的Ag, 厚度达152 mm的高损伤容限2139-T8×板材性能优于2×24-T3×, 在超音速军机上得到了应用[29 ,30 ] .
随着对Zr和Sc在铝合金中微合金化作用机理研究的不断深入, 俄罗斯和美国都开发了一系列的含Zr和Sc的2×××系、7×××系, 以及5×××系铝合金[31 ] , 并在战机、舰载机及航天器上得到广泛应用.
同时期, 随着Al-Li-Cu系合金的研究和微合金化技术的发展, 美、俄等国开展了新一轮Al-Li合金的研究. 俄罗斯主要开发了1460合金, 美国主要开发了Weldlite系列合金和2097, 2197和2195等Al-Li合金[32 ,33 ] . 2097-T861合金已在F-16飞机的后机身隔框、中机身大梁上应用[21 ] . 2198-T8×合金具有高强、高损伤容限及高热稳定性, 良好的成形和焊接性能[34 ] . 21世纪初, 研发了2098, 2198, 2099和2199等新一代Al-Li合金.
进入21世纪以来, 在大规格高性能铝合金材料的强烈需求牵引下, 铝合金成分与多相组织对性能影响机理与材料制备过程多物理场调控方法等研究不断深入的有力推动, 促使新一代高强高韧低淬火敏感性铝合金的产生与发展.
飞机的先进性、经济性和舒适性设计, 以及航空公司面临的环保和降低飞机运行成本等方面的压力, 使飞机减重和提高燃油效率成为航空工业十分紧迫的课题. 除降低合金的密度外, 构件设计减重也是实现飞机减重增效的一种有效方法. 构件整体化、大型化可免去大量传统的铆接, 既实现了结构减重, 又提高了可靠性. 构件整体制造对铝合金材料的规格/截面厚度、综合性能以及均匀性都提出了更高需求[4 ] .
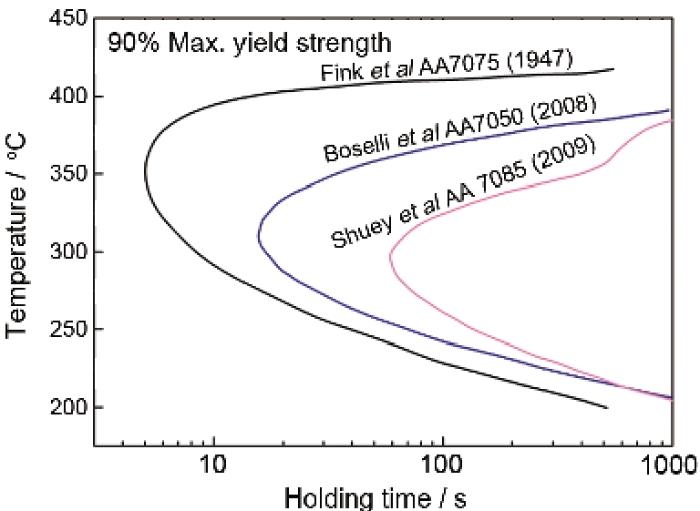
制备大规格、厚截面、性能均匀的铝合金材料遇到的首要难题是高强铝合金的淬火敏感性随强度升高而增加. 以7050合金的成分-强度-淬火敏感性为参照, 通过降低Cu和Mg含量, 提高Zn含量, 发展先进的喷淋淬火等可控快冷技术, 建立析出相 η [35 -37 ] . 如图2[36 -38 ] 所示, 7085铝合金与此前应用的高强7075, 7050等铝合金相比, 其淬火敏感性明显降低[3 -5 ,35 ] . 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等.
在提高2524合金材料的耐损伤性能的基础上, 针对其强度偏低的问题, 通过Cu和Mg主成分优化设计和降低Fe, Si和Ti杂质含量, 美铝和法铝又相继研发出了具有高强高损伤容限特性的2026和2027合金. 其挤压件(12~82 mm厚)和板材(12~55 mm厚)较2024合金的性能分别提高20%~25%和10%.
为了满足大型飞机的机身蒙皮、机翼壁板(蒙皮)的先进焊接(如激光焊、搅拌摩擦焊)和蠕变时效成形制造要求, 法铝研发了Al-Mg-Si系的6056/6156, 2022和2023等铝合金[39 ] .
随着复合材料性能的不断提升, 其在航空航天结构上的应用已从次要承力件向主承力件扩展, 如B787和A350最新型飞机都大量使用了复合材料, 这给航空铝合金的发展带来了前所未有的竞争态势. 设法降低高强铝合金密度、提高比强度和比模量再次成为铝合金研发的重要方向. 在本世纪初, 美铝-波音提出了《航空20/20创议》, 欧盟也相应地启动了机身整体制造计划, 这些研发计划提出将铝合金成分设计、材料制备与大规格构件制造流程相结合, 开展材料/结构的一体化创新研发, 将现有飞机结构减重20%, 效率提高20%的目标. 因此, 高强铝合金出现了宛如百花争艳的发展局面. 最近研发的低Li含量Al-Cu-Li合金2050和2060体现了新一代高强铝合金降低密度的发展趋势. 厚至152 mm的2050-T851板材, 性能不仅优于7050-T7451, 而且密度更低, 强度、韧性、疲劳裂纹扩展抗力及耐热性提高, 替代7050合金可减重5%[40 ] .
图2 几种7×××系铝合金淬火敏感性比较(C-曲线)[36~38]
Fig.2 A comparison of published C-curves corresponding to 90% maximum yield strength for different 7××× alloys[36~38]
回顾高强铝合金的发展历程可知, 飞机与航天器的结构设计与高强铝合金的发展相互促进, 既提升了高强铝合金的基础与应用研究水平, 又提高了装备的结构效率、寿命和可靠性.
2 高强铝合金材料的研究热点与发展趋势
一代材料一代装备, 现代铝合金材料正朝着高综合性能、低密度、大规格、高均匀性和材料/结构一体化方向发展, 为航空航天、交通运输和高端装备的高性能制造提供支撑. 大规格高综合性能铝合金材料是现代航空、航天、交通运输轻量化发展的基础材料, 也是高强铝合金材料科学与工程研究的热点.
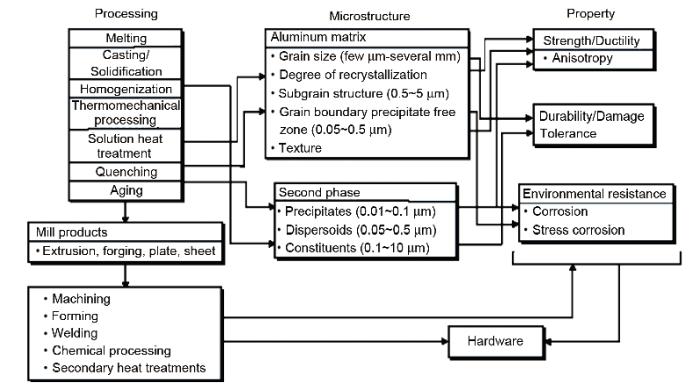
如上所述, 新型高强铝合金的研发及现有材料性能的提升都与铝合金成分的创新相关. 但是, 当成分确定后, 实现高综合性能的特征微结构需经过复杂的制备工艺流程才能最终获得, 其间冶金遗传效应显著, 各个制备环节均会影响微结构的形成和演变, 从而最终决定材料的综合性能及其均匀性. 高强铝合金材料的重要特征微结构可概括为: 在Al基体上弥散分布着凝固形成的微米结晶相、高温沉淀析出的亚微米或纳米弥散相、时效析出的纳米亚稳相. 基体组织可概括为: 固溶体、晶粒、亚晶粒、晶界/亚晶界、胞状结构、织构、无沉淀析出带、空位与位错等. 多尺度的第二相和复杂结构的基体决定了铝合金的性能[41 ,42 ] , 如图3[42 ] 所示. 值得注意的是, 除第二相、晶粒等组织结构外, 铝合金材料宏/微观织构也是研究人员关注的因素[43 -46 ] .
粗大初生相主导合金的断裂. 微米级初生相(0.5~10 μm)是Al熔体凝固结晶时首先在熔体中形成的, 但在加工过程中不能消除. 非平衡结晶相是熔体非平衡凝固结晶时形成的, 主合金元素(Zn, Mg和Cu)未能完全进入铝基固溶体, 以铝化物或共晶相形式存在于凝固组织中[47 ,48 ] . 非平衡结晶相经均匀化-形变-固溶处理, 可逐渐溶入Al基体中, 剩余部分为残余结晶相. Al熔体中Fe和Si杂质元素可与Al和其他合金元素形成多种不溶初生相、难溶非平衡结晶相, 其相界面上易形成空位、孔洞和裂纹, 降低材料的塑性、韧性和耐疲劳性能. 但合适的Fe和Si含量及其比例, 也可提高材料的韧性与疲劳极限.
弥散相抑制基体再结晶从而主导了基体组织, 包括晶界/亚晶界, 对材料韧性、抗应力腐蚀性能产生协同效应[49 -53 ] . 弥散相是铝合金中微量过渡族元素或稀土元素在铸锭过程中先固溶于Al基体, 经均匀化热处理析出的亚微米或纳米铝化物第二相(10~200 nm). 如图4[50 ] 所示, Al-Zn-Mg-Cu合金引入Zr, Cr和Yb多元微合金化元素后(单个添加或复合添加), 形成共格或非共格的高熔点铝化物. 这些高熔点铝化物不但能有效钉扎晶界并形成弯曲的亚晶界, 而且可以改善合金的淬火敏感性. 所以该类相可主导材料的韧性、耐蚀性能和疲劳性能.
图3 高强铝合金材料的工艺-微结构-性能关系[42]
Fig.3 Processing-microstructure-property relationships for high strength aluminium alloys[42]
图4 AlZnMgCu-0.16Zr-0.2Cr-0.3Yb合金中位错的运动被钉扎并形成了弯曲的亚晶界[50]
Fig.4 Inhibiting of dislocation movement by fine dispersoids (a) in alloy AlZnMgCu-0.16Zr-0.2Cr-0.3Yb and resulting bowed sub-grain boundaries (b)[50]
晶内时效析出相(约10 nm)主导合金的强韧化, 晶界时效析出相主导合金的局部(应力)腐蚀开裂. 纳米时效亚稳相是合金固溶淬火后经时效处理沉淀析出形成的第二相, 随时效温度升高和时间延长, 析出相形态、结构及成分发生复杂变化. 随着时效析出亚稳相数量提高, 铝合金强度提高, 但时效析出相相应在晶界进一步富集成链状, 晶界断裂成为断裂的主导因素, 合金的断裂韧性和耐蚀性(应力腐蚀抗力)降低. 调控晶内、晶界时效析出状态, 可在强度、韧性和耐应力腐蚀性能方面找到最佳点[54 -59 ] .
铝合金材料塑性加工的变形温度、变形程度和变形速度决定了基体组织的微结构特征、织构和形变储能, 以及材料固溶热处理的具体工艺参数. 热加工过程中要使合金产生均匀塑性变形, 一般要防止发生动态再结晶, 合金固溶处理时也应尽量避免发生再结晶. 研究发现, 对高强7×××铝合金采用逐级升温固溶[46 ,59 ] 、形变热处理等方法, 既有利于抑制再结晶, 又能促进S相(Al2 CuMg)溶解, 从而提高合金的强韧性和耐蚀性, 如图5[60 ] 所示, 同时降低淬火敏感性.
大规格高性能铝合金材料制备面临挑战, 需要发展系列制备技术, 以达到组织细化、均匀化、亚稳化以及高综合性能化的目标. 近几年, 重点发展了大锭坯的高洁净化熔炼与均质铸造技术、大规格材料的均匀强流变加工技术、均匀组织的热处理精细调控技术. 此外, 为了减少或避免在制造过程中产生性能和材料损失, 设法发展材料/构件一体化成形/成性多种制备加工技术, 使材料制备与构件制造两者融合, 已形成了重要的发展趋势.
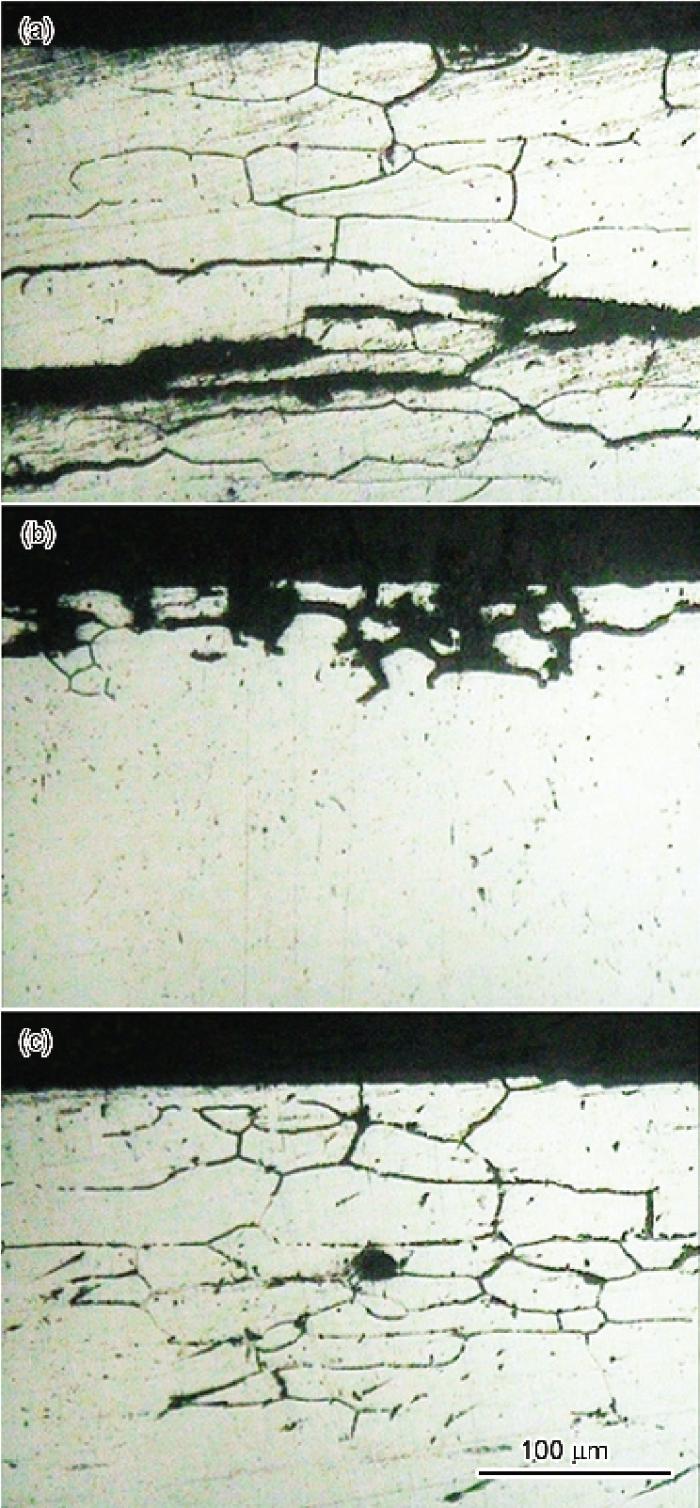
图5 形变热处理对Al-7.81Zn-1.81Mg-1.62Cu合金抗剥落腐蚀性能的影响[60]
Fig.5 A comparison of exfoliation corrosion (EC) for alloy Al-7.81Zn-1.81Mg-1.62Cu under different thermomechanical processings[60] (a) 100 ℃, 12 h+warm rolling(b) 200 ℃, 12 h+warm rolling(c) 300 ℃, 12 h+warm rolling
2.1 高综合性能铝合金材料成分与组织模式的设计与制备
随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高.
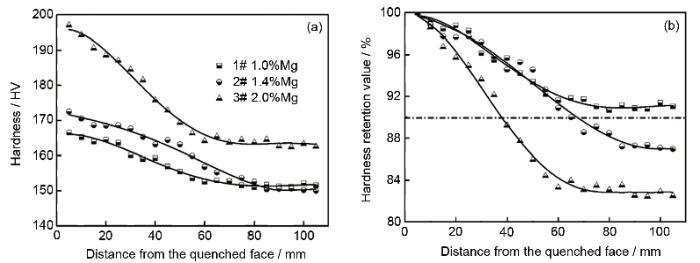
高合金化7×××系铝合金材料的发展, 在发挥该系合金高强特性的基础上, 探索成分、析出相对强韧性和淬透性协同的作用规律与机理[70 -75 ] . 如图6[70 ] 所示, 通过改变Al-8Zn-xMg-1.6Cu合金的Mg含量(1#—1.0%, 2#—1.4%, 3#—2.0%), 可以调控合金的硬度与淬火敏感性.
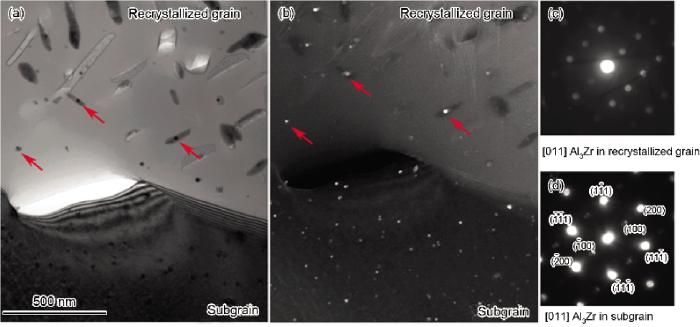
而通过调整微量元素Cr, Mn, Ti和Zr, Sc等在高强7×××铝合金中的含量和种类, 能够有效改善合金的晶粒结构、韧性和抗应力腐蚀性能以及淬火敏感性. 例如, 以Zr为微量添加元素的合金(如7050, 7055, 7085等)比以Cr和Mn为微量添加元素的合金(如7075, 7049等)具有更好的抗应力腐蚀性能[71 -73 ] . 更重要的是, 含Zr的高强铝合金具有较低的淬火敏感性, 所以这类合金能广泛应用于大规格构件的承力件. 研究[74 -77 ] 表明, 含Cr和Mn的弥散粒子相界面和基体不共格, 从而使得淬火析出平衡相能够优先在这种粒子的相界面上析出; 而含Zr的弥散粒子(Al3 Zr)则具有与基体共格的界面, 大幅降低了淬火过程中平衡相在含Zr弥散粒子界面上析出的可能性. 也有研究[77 ] 表明, 部分Al3 Zr弥散粒子也能诱导淬火过程中平衡相的析出. 这是由于在再结晶发生的过程中, 晶界的迁移会导致Al3 Zr弥散粒子发生共格-不共格转变, 如图7[77 ] 所示. 不共格的Al3 Zr弥散粒子相界面则会诱导淬火析出相的析出, 合金则变得具有淬火敏感性. 所以淬火敏感性控制可以转换成弥散粒子种类或再结晶分数的控制.
图6 Al-8Zn-xMg-1.6Cu合金Mg含量-硬度-淬火敏感性的关系[70]
Fig.6 Mg content-hardness-quench sensitivity relationships for alloy Al-8Zn-xMg-1.6Cu[70] (a) hardness increases with increasing Mg content(b) the alloy becomes more quench sensitive with increasing Mg content
综上所述, 为了寻求均匀分布的微观组织, 宜采用强应变加工、分级固溶与淬火、多级时效、积分时效热处理等技术[78 -81 ] , 以提高韧性、耐蚀、抗疲劳等本征性能, 以及淬透性、深冲性和可焊性等工艺性能.
图7 Al3 Zr 弥散粒子在再结晶过程中发生共格-不共格转变从而诱导淬火析出相的析出[77]
Fig.7 Bright field (a) and dark field (b) TEM images showing the distribution of Al3 Zr dispersoids in the air cooled condition, and corresponding micro-beam-diffraction-pattern (MBDP) (c, d) in different grains with the incident electron-beam parallel to [011] Al3 Zr (The dark field image uses the diffraction spot from Al3 Zr dispersoids appearing at (100) positions, which are prohibited reflection positions for the face-centred cubic matrix)[77]
2×××系高强铝合金材料的发展, 在现有合金强韧性与抗疲劳特性的基础上, 一方面需要不断揭示合金成分及析出相种类对强韧性作用规律与机理, 如图8[82 ] 所示, 当Cu/Mg比达到4.9时, 可同时析出S相和 ω [83 -92 ] .
对具有高强、高韧、耐蚀、可焊等高综合性能特性的2519合金的成分进行优化设计后得到2519A[93 -99 ] , 经采用热机械处理、间断二次时效等技术, 细化了第二相、提高了时效析出相的分布密度, 大幅度提高了合金的力学性能与抗弹性能, 如图9[100 ] 所示.
Al-Li合金材料的发展, 在评估该系列合金的密度-比模量-比强度-各向异性的基础上, 进一步优化Li和Cu含量, 同时发展高洁净度大规格材料真空熔铸、控制轧制塑性变形技术[34 ] , 以提高韧性、耐蚀性、耐损伤性能和超塑性成形性能, 并降低材料的各向异性. 除用Li元素合金化降低密度外, 人们还研究了Al-Mg-Sc合金, 但该合金由于强度较低, 还难以用于航空材料.
图8 Al-3.48Cu-0.71Mg合金中的S与 ω 相[82]
2.2 大规格/厚截面铝合金材料的均质制备
合金组织的非均匀性短板效应是大规格/厚截面材料设计与制备的难点和关键. 高强铝合金材料尺寸规格大、合金元素含量高, 组织与性能的宏/细观不均匀性往往显著. 凝固、加工、热处理中流场、温度场和应力场的不均匀作用, 往往会造成大规格铸锭成分的宏观不均匀性及非平衡结晶相和杂质相等组织的细观不均匀性; 厚截面材料形变与再结晶组织的宏/细观不均匀性; 热处理组织与残余应力的宏/细观不均匀性. 为研究合金成分与组织引发的材料本征特性和制备环境引发的多场分布不均匀两方面作用规律与机理, 近些年来, 研发了宏/细观组织均匀化的熔铸、塑性加工、热处理等关键制备技术.
图9 不同工艺处理后的2519A铝合金析出相分布情况[100]
Fig.9 Distribution of the precipitates in alloy 2519Aafter different interrupt ageing processes[100]
2.2.1 高合金化大铸锭的高洁净化熔炼与均质铸造 大规格/厚截面高性能铝材首先需要能稳定地生产出高品质大铸锭. 航空工业所需超高强度铝合金由于合金化程度高, 结晶范围宽, 氧化、吸气严重, 易含气夹杂, 成分宏/微观分布均匀性难以控制, 并且铸造时极易开裂, 成品率低. 宽型厚截面、大扁锭及大直径高合金化均质无裂纹铸锭的熔炼、铸造技术一直是世界铝加工界设法要解决的热点问题.
高洁净化铸坯要求铸锭的杂质与氢含量越少、洁净度越高越好. 航空材料的气体和杂质含量都有相应的标准, 无热裂和冷裂, 成品率高. 不同宽厚比和直径的7×××系、2×××系铝合金大锭坯成品率根据规格各加工厂都有自己的指标要求.
因此, 对大锭凝固理论和过程进行了比较深入的研究, 如熔体的凝固规律, 铸锭的显微组织、表面特性、应力应变分布和变形规律等. 发展了多种先进的Al熔体高洁净化、晶粒细化、表面亮化的熔铸技术, 如炉底电磁搅拌、多级气渣杂联除、变温熔铸、电磁-超声复合外场铸造、油气混合润滑铸造、微震铸造、矮结晶器铸造等技术.
2.2.2 大规格坯锭的均匀流变塑性加工 我国已先后建设了大规格材料加工的大型装备, 并不断研发了一些大规格合金材料的塑性加工技术. 针对600~850 mm开口度、4000 mm宽以上的轧机, 10000~12000 t预拉伸机, 12500 t挤压机, 40000~80000 t的锻压机, 不仅要保证板材、型材、锻件的几何尺寸精度和表面质量, 而且还要使塑性变形深入、均匀, 控制材料的动态回复与动态再结晶并得到预期的微观组织和性能. 因此, 将产学研用结合, 针对不同合金和规格的产品, 开展了铝合金超厚板和中厚板的锻轧、角轧、非对称轧制, 型材等温挤压, 模锻件等温锻造等塑性加工技术的研究.
铝合金厚板高向性能低是国际铝加工界一直设法要解决的难题. 非对称内剪切轧制是一条值得研究的技术途径[101 -103 ] . 德国科布伦茨铝合金材料加工厂研发的蛇形轧制技术, 不同于平辊轧制与传统的非对称轧制, 能使厚板内外层同时经受剪切变形, 消除厚板中间层因变形不能深入而留下的组织, 可大幅提高厚板高向组织与性能的均匀性. 此外, 经蛇形轧制产生的剪切组织和织构组态, 将会引起板材强韧性、耐蚀性、抗疲劳、耐损伤及成形加工性能的一系列变化[104 ] , 该技术正在研发中.
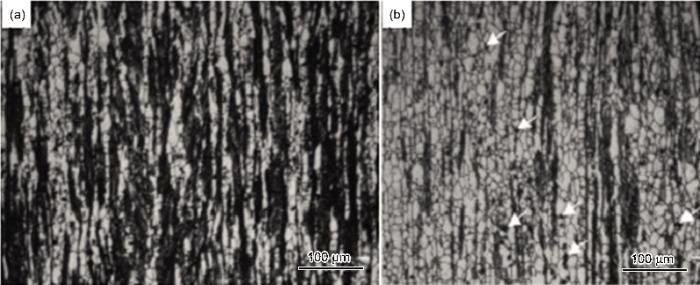
图10 均匀化后冷却速率对7050铝合金板材再结晶的影响[107]
Fig.10 The volume fraction of recrystallization of alloy 7050 plate after solution treatment is affected by the cooling rates after homogenization[107] (a) water quenching(b) cooling with furnace, arrows indicate particle stimulated nucleation
2.2.3 大规格/厚截面材料组织性能均匀性的热处理调控 该类铝合金材料热处理主要也包括均匀化、固溶淬火及时效. 均匀化处理不仅需要溶解沿厚向差别大的非平衡结晶相, 而且需要调控Cr, Mn, Ti和Zr等微合金化元素的高熔点弥散相的均匀析出, 以获得最佳的控制再结晶的组织. 固溶处理要高温溶解已析出的溶质原子, 消除过剩相或加工过程中产生的第二相. 因此, 研发了分(多)级均匀化与固溶技术[105 -107 ] . 研究[107 ] 发现, 7×××系铝合金铸锭均匀化处理的冷却速率不仅影响其变形行为和固溶处理后的再结晶分数, 如图10[107 ] 所示, 并最终影响成品的强度和延伸率.
淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] .
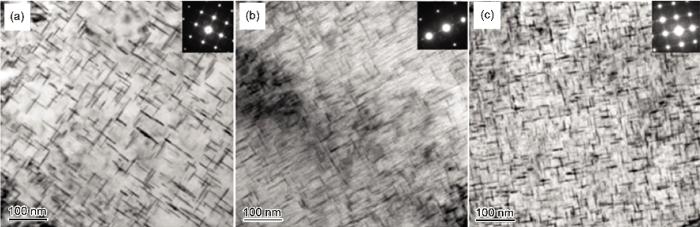
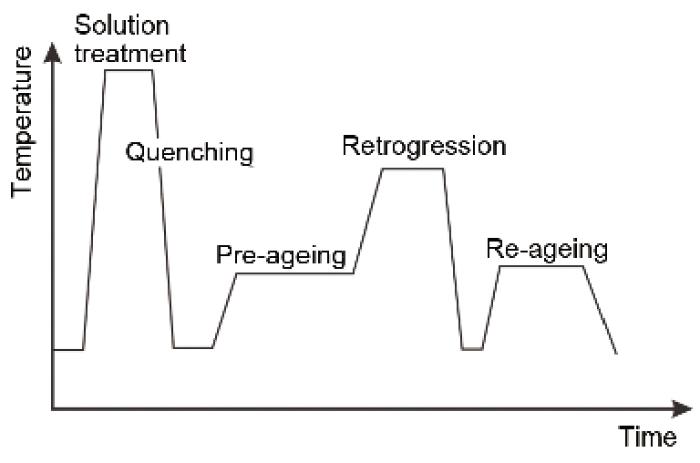
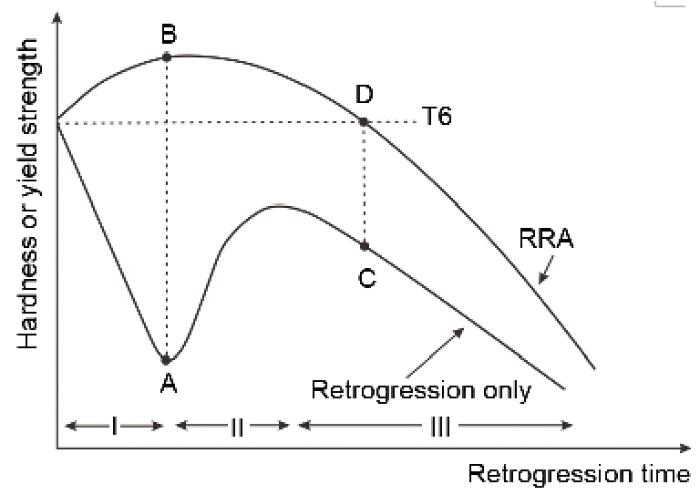
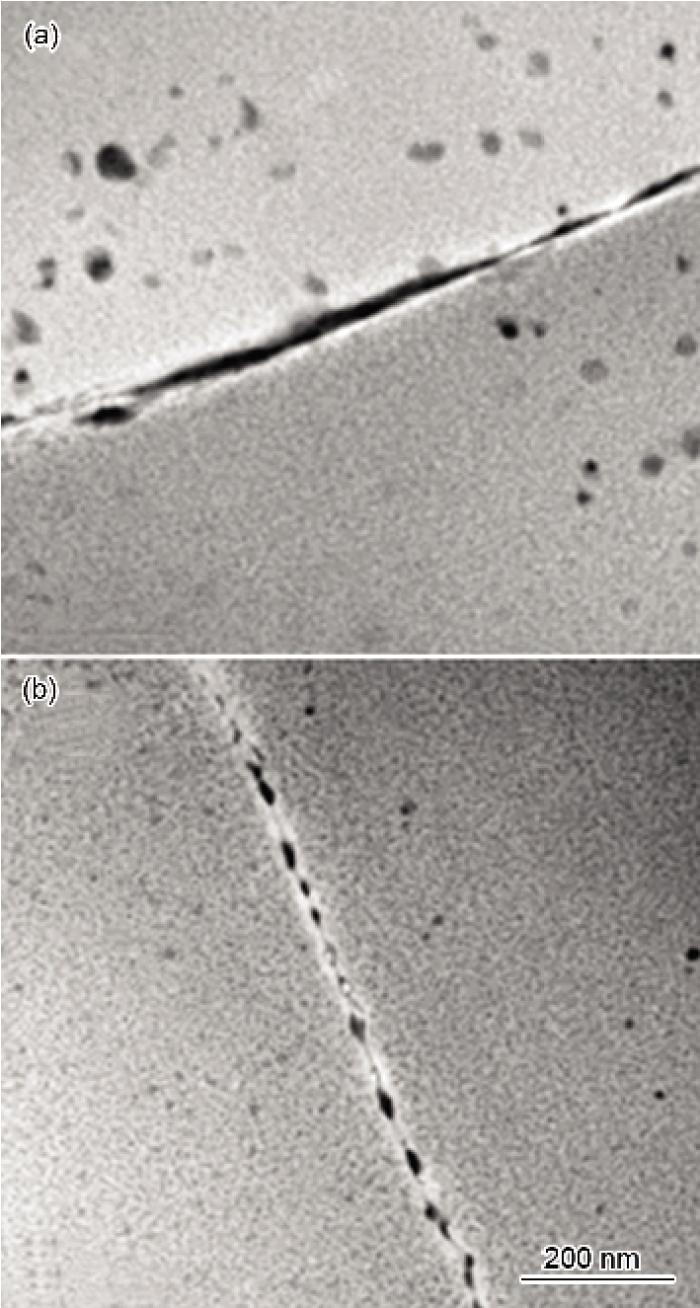
时效是决定最终性能的关键工序, 在提高材料综合性能方面已研发了一系列的时效技术. 美铝公司研发了T77回归再时效(RRA)技术, 该技术的温度-时间关系示意图如图11所示, 在调控铝合金的强度、韧性与耐蚀性方面取得了很大成功. 如图12[126 ] 所示, 通过RRA处理, 在提高韧性与耐蚀性能的同时, 强度甚至可以高于T6态材料. 但该技术时效温度窗口窄, 难以在工程上解决多级时效过程中厚截面材料宏/细观组织性能不均匀的难题. 因此, 同时研发了集温度、时间、外场等多因素产生累积效应的多种中厚板时效热处理技术, 如积分时效、高温预析出、多次时效处理等[66 ,81 ,127 ] . 如图13[127 ] 所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性.
图11 回归再时效(RRA)处理示意图
Fig.11 Schematic of retrogression and re-ageing (RRA) heat treatment
图12 回归再时效对合金硬度或屈服强度的影响[126]
Fig.12 Effects of RRA heat treatment on hardness or yield strength[126]
2.3 材料/构件成形/成性一体化制备加工
采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术.
图13 高温预析出使7A55合金产生晶界不连续相分布[127]
Fig.13 Effect of high temperature pre-precipitation on distribution of grain boundary precipitates in aluminum alloy 7A55[127] (a) 450 ℃, 30 min+480 ℃, 30 min(b) 450 ℃, 30 min+480 ℃, 30 min + 400 ℃, 30 min
目前, 世界上最大的客机A380机翼整体上壁板(图14[137 ] )采用超强7055铝合金厚板, 先在平面状态下铣削出加强筋, 然后用蠕变时效成形技术实现最终的成形/成性, 长达33 m, 最宽处达2.8 m, 厚度在3~28 mm内变化, 内部加强筋条结构复杂. 该结构极大地提高了机身的可靠性、耐久性、耐损伤容限和承载能力, 使飞机服役年限提高到40~50年[137 ] .
图14 空客A380飞机的机翼壁板[137]
Fig.14 A airplane wing panel for Airbus A380[137]
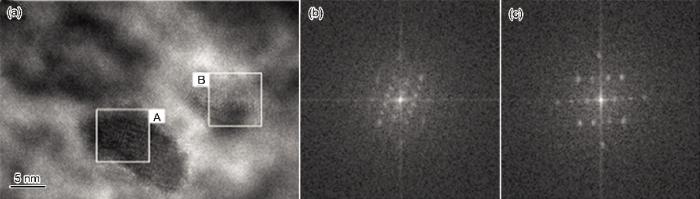
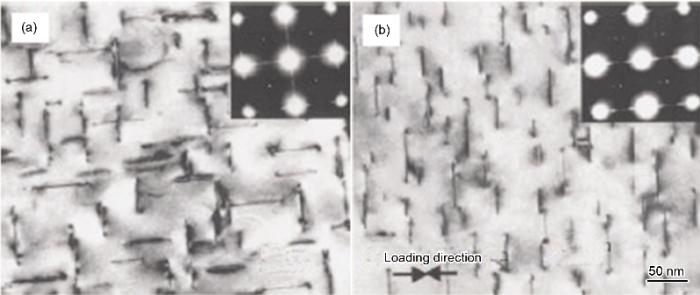
然而, 现代飞机大量使用的具有空气动力学曲率要求的2×××系铝合金壁板、蒙皮却还未见应用蠕变时效成形技术的报道. 其中一个重要原因是2×××系合金在蠕变时效成形过程中会出现所谓析出相应力位向效应[138 ,139 ] , 如图15[139 ] 所示. Al-4Cu合金在应力时效时, 会出现Al2 Cu (θ相)在平行于晶体有效压应力的方向上不析出, 而在垂直方向上大量析出的现象. 析出相应力位向效应会造成材料性能下降, 制约了蠕变时效成形在高性能2×××系铝合金构件上的应用.
图15 外加载荷对Al-4Cu合金晶内析出相的影响[139]
Fig.15 Precipitation of Al2 Cu in alloy Al-4Cu is affected by external stress direction during ageing[139] (a) ageing at 201 ℃, 4 h(b) creep ageing at 201 ℃, 4 h, 40 MPa
3 我国高强铝合金材料的发展与应用概况
我国高强铝合金的研发主要受国内航空航天工程发展的牵引作用和国外高强铝合金相关技术发展的推动作用, 其60多年的发展, 也大致经历了5个阶段, 并与国际差距逐渐缩小. 如表2所示, 我国研制和生产的铝合金材料支撑了不同时代的各种类型战机、导弹、卫星、飞船等装备的研制与批产, 在高强铝合金材料研发生产方面积累了丰富的生产技术和工艺, 为保障国家安全作出了贡献. 随着大飞机、载人航天、登月、高铁等重大工程的启动, 通过从国外引进与消化吸收, 并结合国内制造, 基本上建成了具有国际先进水平的高强铝合金材料生产的装备和加工基地.
但是, 我国铝材研发的总体基础比较薄弱. 我国自己研发的铝合金牌号极少, 规格非常有限[140 ] . 大飞机设计所需要生产的铝合金材料产品的品质有待稳定, 需逐步取得适航认证, 并建立自己的航空标准.
几十年来, 我国铝合金材料的研究和开发取得了很大的进展, 形成了我国自己的第一代、第二代、第三代铝合金材料及其批量生产的能力, 并研发了如LC4, LC9, LY12, 2A12, 2A16, 7A04, 7B04, 7A50和7B50等系列铝合金, 形成了这些铝合金材料的成分与系列热处理状态[140 ] . 以某型号战机为例, 所用铝合金多属第三代高强、高韧、耐蚀铝合金材料, 全属自主研发, 形成了战机批量生产需要的供货能力. 首次实现国产高纯铝合金在型号上的批量应用, 提高了国产航空铝合金生产和应用的整体水平, 加速了国产航空铝合金的更新换代, 丰富了战机用先进铝合金材料体系.
大飞机工程所需高性能大规格第三代、第四代铝合金材料以及新一代高强、高韧、低淬火敏感性铝合金材料的研制与生产正在组织攻关, 并取得了很大进展.
4 发展我国高强铝合金材料的建议
大规格高综合性能铝合金材料是我国国民经济和国防工业发展所需的一种量大的关键结构材料, 其发展需遵循材料自身的发展规律, 并结合国家工程需求目标, 确定其发展方向. 我国缺乏专门从事铝合金材料的研究机构, 需要进一步加强产学研用合作模式. 研究工作需突破跟踪仿制模式, 要处理好解决现实问题与创新发展的辩证关系.
一方面需加强大规格高性能材料及其生产的工艺技术和机理研究, 确保产品品质的一致性、稳定性能够满足国家工程的要求, 以及大飞机的适航认证的要求; 另一方面要重视新一代铝合金的前沿性、基础性的研究工作. 最近的研究[141 ] 发现, 在Al-Zn-Mg-Cu合金淬火过程中, 会析出一种类似于T1 (Al2 CuLi)的强化相, 这为开展低淬火敏感性铝合金的创新设计和材料研发提供了新信息. 总之, 在对国际上的高强铝合金材料的发展和知识产权情况深入分析的前提下, 应明确目标, 集中力量抢占未来发展的若干基础和应用研究的制高点. 我们深信, 不久的将来我国不仅是普通铝合金材料生产的大国, 而且也是高端高强铝合金材料研发与生产的强国.
参考文献
文献选项
[1]
Mondolfo L F Zhang Z L Zhen X Microstructure and Properties of Aluminum Alloy . Beijing : Metallurgical Industry Press , 1988 : 1
[本文引用: 1]
(Mondolfo L F 著 ,王祝堂 ,张振录 ,郑璇译 . 铝合金的组织与性能 . 北京 : 冶金工业出版社 , 1988 : 1 )
[本文引用: 1]
[2]
Polmear I J Light Alloys: Metallurgy of the Light Metals. 4th Ed., Melbourne: Elsevier′s Science and Technology , 2006 : 1
[本文引用: 4]
[3]
Immarigeon J P Holt R T Koul A K Zhao L Wallace W Beddoes J C Mater Charact , 1995 ; 35 : 41
[本文引用: 3]
[4]
Rioja R J Liu J Metall Mater Trans , 2012 ; 43A : 3325
[本文引用: 2]
[5]
Heinz A Haszler A Keidel C Moldenhauer S Benedictus R Miller W S Mater Sci Eng , 2000 ; A280 : 102
[本文引用: 2]
[6]
Wilm A Metall: Zeitschrift für die Gesamte Hüttenkunde , 1911 ; 8 : 225
[本文引用: 1]
[7]
Sander W Meissner K L Zeitschrift für Metallkunde , 1923 ; 15 : 181
[本文引用: 1]
[8]
Aluminum Association International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys. Arlington, Virginia: The Aluminum Association , 2006 : 1
[本文引用: 2]
[9]
Yao J S Cai Y F Li C G Aero Manuf Technol , 2007 ; (10 ): 36
[本文引用: 1]
(姚君山 , 蔡益飞 , 李程刚 . 航空制造技术 , 2007 ; (10 ): 36 )
[本文引用: 1]
[10]
Starke Jr E A Staley J T Prog Aerosp Sci , 1996 ; 32 : 131
[本文引用: 3]
[11]
Fisher J J Kramer L S Pickens J R Adv Mater Processes , 2002 ; 160 (9 ): 43
[本文引用: 1]
[12]
Rioja R J Mater Sci Eng , 1998 ; A257 : 100
[本文引用: 1]
[13]
Peel C J Evans B Mcdarmaid D In: Davis J R ed., Proc Third Aluminium-Lithiun Conference, Materials Park, OH: ASM International , 1986 : 26
[本文引用: 1]
[14]
Bretz P E Sawtell R R In: Davis J R ed., Proc Third Aluminium-Lithiun Conference, Materials Park, OH: ASM International , 1986 : 47
[15]
Burton C L Mayer L W Spuhler E H In: Van Horn K R ed., Aircraft and Aerospace Applications. Vol.2, Materials Park, OH: American Society for Metals , 1967 : 1
[本文引用: 1]
[16]
Fridlyander I N Sandler V S Nikolskaya T I Met Sci Heat Treat , 1983 ; 25 : 495
[本文引用: 1]
[17]
Friedlander I N Bratukhin A G Davydov V A Soviet Al-Li Alloys of Aerospace Applications. Garmisch-Partenkirchen: DMG Verlag , 1992 : 1
[本文引用: 1]
[18]
Aerospace Material Specification, AMS 4252, sae, March , 1999
[本文引用: 1]
[19]
Aerospace Material Specification AMS 4206A sae , Jan ., 1999
[本文引用: 1]
[20]
Williams J C Starke J E A Acta Mater , 2003 ; 51 : 5775
[本文引用: 1]
[21]
Aerospace Material Specification, AMS 4296, Aug. , 2003
[本文引用: 2]
[22]
Shi Y J Pan Q L Li M J Huang X Li B J Alloys Compd , 2012 ; 612 : 42
[本文引用: 2]
[23]
Wen S P Gao K Y Li Y Huang H Nie Z R Scr Mater , 2011 ; 65 : 592
[本文引用: 1]
[24]
Wen S P Xing Z B Huang H Li B L Wang W Nie Z R Mater Sci Eng , 2009 ; A516 : 42
[25]
Nie Z R Wen S P Huang H Li B L Zuo T Y Chin J Nonferrous Met , 2011 ; 21 : 2361
(聂祚仁 , 文胜平 , 黄 晖 , 李伯龙 , 左铁镛 .中国有色金属学报 , 2011 ; 21 : 2361 )
[26]
Zhou X W Liu Z Y Bai S Liu M Ying P Y Mater Sci Eng , 2013 ; A564 : 186
[27]
Kalu P N Waller E A Scr Mater , 1998 ; 39 : 1599
[28]
Hamilton B C Saxena A Eng Fract Mech , 1999 ; 62 : 1
[29]
Kermanidis A T Zervaki A D Haidemenopoulos G N Pantelakis S G Mater Des , 2010 ; 31 : 42
[本文引用: 1]
[30]
Vural M Caro J Mater Sci Eng , 2009 ; A520 : 56
[本文引用: 2]
[31]
Fridlyander I N Met Sci Heat Treat , 2001 ; 43 : 6
[本文引用: 1]
[32]
Prasad N E Gokhale A A Wanhill R J H Aluminium-Lithium Alloys. Amsterdam: Elsevier , 2014 : 1
[本文引用: 1]
[33]
Li J F Zheng Z Q Chen Y L Zhang X H Aerosp Mater Technol , 2012 ; (1 ): 13
[本文引用: 1]
(李劲风 , 郑子樵 , 陈永来 , 张绪虎 . 宇航材料工艺 , 2012 ; (1 ): 13 )
[本文引用: 1]
[34]
Dursun T Soutis C Mater Des , 2014 ; 56 : 862
[本文引用: 2]
[35]
Liu S D Zhang X M You J H Huang Z B Zhou Z P Mater Sci Technol , 2008 ; 24 : 1419
[本文引用: 2]
[36]
Boselli J Chakrabarti D J Shuey R T Al Alloys , 2008 ; 1 : 202
[本文引用: 1]
[37]
Fink W L Willey L A Trans AIME , 1948 ; 175 : 414
[本文引用: 1]
[38]
Shuey R T Barlat F Karabin M E Chakrabarti D J Metall Mater Trans , 2009 ; 40A : 365
[本文引用: 1]
[39]
Lequeu P Smith K P Daniélou A J Mater Eng Perform , 2010 ; 19 : 841
[本文引用: 1]
[40]
Zhang X M Zhang X Y Liu S D Liu Y J Cent South Univ (Sci Technol ), 2007 ; 38 : 789
[本文引用: 1]
(张新明 , 张小艳 , 刘胜胆 , 刘 瑛 . 中南大学学报(自然科学版 ), 2007 ; 38 : 789 )
[本文引用: 1]
[41]
Kumaran S M Mater Sci Eng , 2011 ; A528 : 4152
[本文引用: 1]
[42]
Dursun T Soutis C Mater Des , 2014 ; 56 : 862
[本文引用: 2]
[43]
Engler O Sachot E Ehrstrom J C Reeves A Shahani R Mater Sci Technol , 1996 ; 12 : 717
[本文引用: 1]
[44]
Starink M J Wang S C Acta Mater , 2003 ; 51 : 5131
[本文引用: 1]
[45]
Zhen L Chen J Z Yang S J Shao W Z Dai S L Mater Sci Eng , 2009 ; A504 : 55
[46]
Deng Y L Wan L Zhang Y Zhang X M J Alloys Compd , 2010 ; 498 : 88
[本文引用: 2]
[47]
Ye L Y Gu G Liu J Jiang H Zhang X Mater Sci Eng , 2013 ; A582 : 84
[本文引用: 1]
[48]
Zhang X M Wang W T Chen M A Gao Z G Jia Y Z Ye L Y Kuang X Y Trans Nonferrous Met Soc , 2010 ; 20 : 727
[本文引用: 1]
[49]
Fang H C Chen K H Chen X Chao H Peng G S Corros Sci , 2009 ; 51 : 2872
[本文引用: 1]
[50]
Zhang X M Liu S D Liu Y Zhang X Y J Cent South Univ (Sci Technol ), 2007 ; 38 : 181
[本文引用: 1]
(张新明 , 刘胜胆 , 刘 瑛 , 张小艳 . 中南大学学报(自然科学版) , 2007 ; 38 : 181 )
[本文引用: 1]
[51]
Lin Z Q Ru H Q Zhao G Sun G J Key Eng Mater , 1991 ; 20 : 2369
[52]
Yang S J Xie Y H Zhu N Dai S L Lu Z Su B Yan M G Chin J Mater Res , 2002 ; 16 : 406
(杨守杰 , 谢优华 , 朱 娜 , 戴圣龙 , 陆 政 , 苏 彬 , 颜鸣皋 . 材料研究学报 , 2002 ; 16 : 406 )
[53]
He Y D Zhang X M You J H Trans Nonferrous Met Soc , 2006 ; 16 : 1228
[本文引用: 1]
[54]
Ohnishi T Ibaraki Y Ito T Mater Trans , 1989 ; 30 : 601
[本文引用: 1]
[55]
Avan A Zeitschrift für Metallkunde , 1989 ; 80 : 170
[56]
Li J F Birbilis N Li C X Jia Z Q Cai B Zheng Z Q Mater Charact , 2009 ; 60 : 1334
[57]
Xiao Y P Pan Q L Li W B Liu X Y He Y B Mater Des , 2011 ; 32 : 2149
[58]
Xu D K Birbilis N Rometsch P A Corros Sci , 2012 ; 54 : 17
[59]
Zhang X M Huang Z B Liu S D Liu W H Zhang C Du Y X Chin J Nonferrous Met , 2006 ; 37 : 1
[本文引用: 2]
(张新明 , 黄振宝 , 刘胜胆 , 刘文辉 , 张 翀 , 杜予暄 . 中国有色金属学报 , 2006 ; 37 : 1 )
[本文引用: 2]
[60]
Deng Y L Zhang Y Y Wan L Zhang X M Mater Sci Eng , 2012 ; A554 : 33
[本文引用: 1]
[61]
Liu G Zhang G J Ding X D Sun J Chen K H Mater Sci Eng , 2003 ; A344 : 113
[本文引用: 1]
[62]
Steglich D Brocks W Heerens J Pardoen T Eng Frac Mech , 2008 ; 75 : 3692
[本文引用: 1]
[63]
Liu G Sun J Nan C W Chen K H Acta Mater , 2005 ; 53 : 3459
[本文引用: 1]
[64]
Zuo Y Nagaumi H Cui J J Mater Process Technol , 2008 ; 197 : 109
[本文引用: 1]
[65]
Li S Sun F Li H Acta Mater , 2010 ; 58 : 1317
[66]
Feng D Zhang X M Liu S D Wu Z Z Wang T Chin J Nonferrous Met , 2014 ; 24 : 2122
[本文引用: 2]
(冯 迪 , 张新明 , 刘胜胆 , 吴泽政 , 王 婷 . 中国有色金属学报 , 2014 ; 24 : 2122 )
[本文引用: 2]
[67]
Li S Y Surya R K Irene J B Mater Sci Eng , 2005 ; A410 : 207
[本文引用: 1]
[68]
Zhang X M Deng Y L Zhang Y Chin Pat, ZL200910043001. 3 , 2011
(张新明 , 邓运来 , 张 勇 . 中国专利, ZL200910043001. 3 , 2011 )
[69]
Zhang J Deng Y L Yang W Hu S Zhang X M Mater Des , 2014 ; 56 : 334
[本文引用: 2]
[70]
Deng Y L Wan L Zhang Y Y Zhang X M J Alloys Compd , 2011 ; 509 : 4636
[本文引用: 2]
[71]
Toor P M Eng Fract Mech , 1973 ; 5 : 837
[本文引用: 1]
[72]
Bucci R J Warren C J Starke E A J Aircraft , 2000 ; 37 : 122
[73]
Dursun T Soutis C Mater Des , 2014 ; 56 : 862
[本文引用: 1]
[74]
Suzuki H Kanno M Saitoh H J Jpn Inst Light Met , 1984 ; 34 : 630
[本文引用: 1]
[75]
Suzuki H Kanno M Saitoh H J Jpn Inst Light Met , 1986 ; 36 : 22
[本文引用: 1]
[76]
Liu S D Liu W J Zhang Y Zhang X M Deng Y L J Alloys Compd , 2010 ; 507 : 53
[77]
Zhang Y Bettles C Rometsch P A J Mater Sci , 2014 ; 49 : 1709
[本文引用: 3]
[78]
He Y D Zhang X M Chin J Nonferrous Met , 2005 ; 15 : 1917
[本文引用: 1]
(贺永东 , 张新明 . 中国有色金属学报 , 2005 ; 15 : 1917 )
[本文引用: 1]
[79]
Lim S T Yun S J Nam S W Mater Sci Eng , 2004 ; A371 : 82
[80]
Marlaud T Deschamps A Bley F Lefebvre W Baroux B Acta Mater , 2010 ; 58 : 248
[81]
Feng D Zhang X M Liu S D Wang T Wu Z Z Guo Y W Mater Sci Eng , 2013 ; A588 : 34
[本文引用: 2]
[82]
Li S Y Zhang J Yang J L Deng Y L Zhang X M Acta Metall Sin (Engl Lett) , 2014 ; 27 : 107
[本文引用: 1]
[83]
Bakavos D Prangnell P B Bes B Eberl F Mater Sci Eng , 2008 ; A491 : 214
[本文引用: 1]
[84]
Chul O M Byungmin A Trans Nonferrous Met Soc , 2014 ; 24 : 53
[85]
Tang H G Cheng Z Q Liu J W Ma X Mater Sci Eng , 2012 ; A550 : 51
[86]
Eddahbi M Carreño F Ruano O A Mater Lett , 2006 ; 60 : 3232
[87]
Liu J Z Yang S S Wang S B Chen J H Wu C L J Alloys Compd , 2014 ; 613 : 139
[88]
Bai S Liu Z Zhou X Xia P Liu M Zeng S Mater Sci Eng , 2014 ; A611 : 69
[89]
Ebrahimi G R Zarei-Hanzaki A Haghshenas M Arabshahi H J Mater Process Technol , 2008 ; 206 : 25
[90]
Feng Z Q Yang Y Q Huang B Luo X Li M H Han M Fu M S Acta Mater , 2011 ; 59 : 2412
[91]
Marceau R K W Sha G Lumley R N Ringer S P Acta Mater , 2010 ; 58 : 1795
[92]
Wang S C Starink M J Gao N Scr Mater , 2006 ; 54 : 287
[本文引用: 1]
[93]
Liu Y Master Thesis, Central South University, Changsha , 2008
[本文引用: 1]
(刘 瑛 . 中南大学硕士学位论文, 长沙 , 2008 )
[本文引用: 1]
[94]
Sun D X Zhang X M Ye L Y Gu G Jiang H C Gui X H Mater Sci Eng , 2014 ; A620 : 241
[95]
Gao Z G Zhang X M Chen M A J Alloys Compd , 2009 ; 476 : L1
[96]
Gao Z G Zhang X M Zhao Y S Chen M A Li H J J Alloys Compd , 2009 ; 481 : 422
[97]
Li H Z Wang H J Liang X P Liu H T Liu Y Zhang X M Mater Sci Eng , 2011 ; A528 : 1548
[98]
Ye L Y Gu G Zhang X M Sun D Jiang H Zhang P Mater Sci Eng , 2014 ; A590 : 97
[99]
Gu G Master Thesis, Central South University, Changsha , 2014
[本文引用: 1]
(顾 刚 . 中南大学硕士学位论文, 长沙 , 2014 )
[本文引用: 1]
[100]
Gu G Ye L Y Jiang H C Sun D X Zhang P Zhang X M Trans Nonferrous Met Soc , 2014 ; 24 : 2295
[本文引用: 1]
[101]
Liu W H He Z T Chen Y Q Tang S W Trans Nonferrous Met Soc , 2014 ; 24 : 2179
[本文引用: 1]
[102]
Wang W T Zhang X M Gao Z G Jia Y Z Ye L Y Zheng D W Liu L J Alloys Compd , 2010 ; 491 : 366
[103]
Fu Y Xie S S Xiong B Q Huang G J Cheng L J Plast Eng , 2010 ; 17 (6 ): 103
[本文引用: 1]
(付 垚 , 谢水生 , 熊柏青 , 黄国杰 , 程 磊 . 塑性工程学报 , 2010 ; 17 (6 ): 103 )
[本文引用: 1]
[104]
Zhang T Wu Y X Gong H Zheng X Z Jiang S S Trans Nonferrous Met Soc , 2014 ; 24 : 2150
[本文引用: 1]
[105]
Deng Y L Zhang Y Y Wan L Zhu A F Zhang X M Metall Mater Trans , 2013 ; 44A : 2470
[本文引用: 1]
[106]
Liu S D You J H Zhang X M Deng Y Yuan Y Mater Sci Eng , 2010 ; A527 : 1200
[本文引用: 1]
[107]
Liu S D Yuan Y B Li C B You J H Zhang X M Met Mater Int , 2012 ; 18 : 679
[本文引用: 3]
[108]
Yuan W J Wu Y X J Cent South Univ (Sci Technol), 2011 ; 42 : 2303
[本文引用: 1]
(袁望姣 , 吴运新 . 中南大学学报(自然科学版) , 2011 ; 42 : 2303
[本文引用: 1]
[109]
Tang J G Chen H Zhang X M Liu S D Liu W J Ouyang H Li H P Trans Nonferrous Met Soc , 2012 ; 22 : 1255
[本文引用: 1]
[110]
Rossini N S Dassisti M Benyounis K Y Olabi A G Mater Des , 2012 ; 35 : 572
[本文引用: 1]
[111]
Robinson J S Tanner D A Truman C E Paradowska A M Wimpory R C Mater Charact , 2012 ; 65 : 73
[112]
Li P Y Xiong B Q Zhang Y A Li Z H Zhu B H Wang F Liu H W Trans Nonferrous Met Soc , 2012 ; 22 : 268
[113]
Li P Y Xiong B Q Zhang Y A Li Z H Zhu B H Wang F Liu H W Chin J Nonferrous Met , 2011 ; 21 : 961
(李培跃 , 熊柏青 , 张永安 , 李志辉 , 朱宝宏 , 王 锋 , 刘红伟 . 中国有色金属学报 , 2011 ; 21 : 961 )
[114]
Shang B C Yin Z M Wang G Liu B Huang Z Q Mater Des , 2011 ; 32 : 3818
[115]
Deng Y L Guo S G Xiong C X Zhang X M J Aero Mater , 2010 ; 30 (6 ): 21
(邓运来 , 郭世贵 , 熊创贤 , 张新明 . 航空材料学报 , 2010 ; 30 (6 ): 21 )
[116]
Qi L Li M Ma M Jing Q Li G Liu R Sci Chin-Phys Mech Astro , 2010 ; 53 : 2037
[117]
Mascarenhas N Mudawar I Int J Heat Mass Trans , 2010 ; 53 : 5871
[118]
Liu S D Zhong Q M Zhang Y Liu W J Zhang X M Deng Y L Mater Des , 2010 ; 31 : 3116
[119]
Sun H C Chao L S Mater Trans , 2009 ; 50 : 1396
[120]
Sugianto A Narazaki M Kogawara M Shirayori A J Mater Process Technol , 2009 ; 209 : 4627
[121]
Hewakandamby B N Int J Heat Mass Trans , 2009 ; 52 : 396
[122]
Zhang Y Deng Y L Zhang X M Chin J Nonferrous Met , 2008 ; 18 : 1788
(张 勇 , 邓运来 , 张新明 . 中国有色金属报 , 2008 ; 18 : 1788 )
[123]
Silk E A Golliher E L Paneer S R Energy Convers Manage , 2008 ; 49 : 453
[124]
Anna A P Kiyoshi O Michael A Int J Heat Fluid Flow , 2008 ; 29 : 131
[125]
Jiang K D Long C Zhang Y Y Deng Y L Trans Nonferrous Met Soc , 2014 ; 24 : 2117
[本文引用: 1]
[126]
Cina B Gan R US Pat , 3856584 , 1974
[本文引用: 1]
[127]
Zhang X M You J H Zhang X Y Liu S D Chin J Nonferrous Met , 2007 ; 17 : 1922
[本文引用: 2]
(张新明 , 游江海 , 张小艳 , 刘胜胆 . 中国有色金属学报 , 2007 ; 17 : 1922 )
[本文引用: 2]
[128]
Ho K C Lin J Dean T A Int J Plast , 2004 ; 20 : 733
[本文引用: 1]
[129]
Zhang J Deng Y L Zhang X M Mater Sci Eng , 2013 ; A563 : 8
[本文引用: 1]
[130]
Zhang X M Ye L Y Liu Y W Tang J G Zheng D W Mater Sci Technol , 2011 ; 27 : 1588
[本文引用: 1]
[131]
Ye L Y Zhang X M Zhen D W Liu S D Tang J G J Alloys Compd , 2009 ; 487 : 109
[132]
Kaibyshev R Osipova O Mater Sci Technol , 2005 ; 21 : 1209
[本文引用: 1]
[133]
Threadgill P L Leonard A J Shercliff H R Withers P J Int Mater Rev , 2009 ; 54 : 49
[本文引用: 1]
[134]
Mishra R S Ma Z Y Mater Sci Eng , 2005 ; A50 : 1
[本文引用: 1]
[135]
Schubert E Klassen M Zerner I Walz C Sepold G J Mater Process Technol , 2001 ; 115 : 2
[本文引用: 1]
[136]
Ion J C Sci Technol Weld Joining , 2000 ; 5 : 265
[本文引用: 1]
[137]
Watchamk K Mater World , 2004 ; 12 (2 ): 10
[本文引用: 2]
[138]
Zhu A W Starke Jr E A . Mater Process Technol , 2001 ; 117 : 354
[本文引用: 1]
[139]
Zhu A W Starke Jr E A Acta Mater , 2001 ; 49 : 2285
[本文引用: 2]
[140]
Wang Z T Tian R Z Aluminum Alloy and Processing Manual . Changsha : Central South University Press , 2005 : 1
[本文引用: 2]
(王祝堂 ,田荣璋 . 铝合金及其加工手册 . 长沙 : 中南大学出版社 , 2005 : 1 )
[本文引用: 2]
[141]
Zhang Y Milkereit B Weyland M Rometsch A Sci Rep , in press
[本文引用: 1]
1
1988
... 高强铝合金一般指含铜2×××系、含锌7×××系铝合金, 但后者依据强度的不同, 也分为中强7×××铝合金(如7020, 7011, 7051等)和高强7×××铝合金(如7050, 7010, 7075等)[1 ,2 ] . 迄今为止, 被广泛应用于航空工业的铝合金主要涉及2×××系(Al-Cu)和7×××系(Al-Zn-Mg-Cu), 其他系列的铝合金, 如Al-Mg-Si系(6×××系)、 Al-Li合金[3 ,4 ] 等也有一定应用, 但总体用量较少. 在航天领域, 除上述系列外, 还包括3×××系、5×××系、8×××系铝合金, 在铁路、公路与水上交通运输领域大量应用5×××系铝合金. ...
1
1988
... 高强铝合金一般指含铜2×××系、含锌7×××系铝合金, 但后者依据强度的不同, 也分为中强7×××铝合金(如7020, 7011, 7051等)和高强7×××铝合金(如7050, 7010, 7075等)[1 ,2 ] . 迄今为止, 被广泛应用于航空工业的铝合金主要涉及2×××系(Al-Cu)和7×××系(Al-Zn-Mg-Cu), 其他系列的铝合金, 如Al-Mg-Si系(6×××系)、 Al-Li合金[3 ,4 ] 等也有一定应用, 但总体用量较少. 在航天领域, 除上述系列外, 还包括3×××系、5×××系、8×××系铝合金, 在铁路、公路与水上交通运输领域大量应用5×××系铝合金. ...
4
2006
... 高强铝合金一般指含铜2×××系、含锌7×××系铝合金, 但后者依据强度的不同, 也分为中强7×××铝合金(如7020, 7011, 7051等)和高强7×××铝合金(如7050, 7010, 7075等)[1 ,2 ] . 迄今为止, 被广泛应用于航空工业的铝合金主要涉及2×××系(Al-Cu)和7×××系(Al-Zn-Mg-Cu), 其他系列的铝合金, 如Al-Mg-Si系(6×××系)、 Al-Li合金[3 ,4 ] 等也有一定应用, 但总体用量较少. 在航天领域, 除上述系列外, 还包括3×××系、5×××系、8×××系铝合金, 在铁路、公路与水上交通运输领域大量应用5×××系铝合金. ...
... 20世纪初至50年代末, 随着铝合金沉淀硬化效应的发现和峰值时效技术的发展产生了第一代高静强度铝合金. 1906年, Wilm[6 ] 首先发现Al-Cu合金的沉淀硬化现象. Al-Cu-Mg系合金通过淬火后形成的过饱和固溶体在随后的停放过程中会析出高密度Al2 Cu ( θ ′ ) 和Al2 CuMg (S′)相, 使合金的硬度获得大幅度提升, 从而揭开了高强铝合金发展的序幕. 1923年, Sander和Meissner[7 ] 又发现Al-Zn-Mg合金通过淬火-人工时效热处理后, 形成的主要强化相MgZn2 ( η ′ θ ′ θ ( Al2 Cu)相演变的结构变化示意图[2 ] . 研究[2 ] 表明, 在时效的初级阶段, GP区仅仅是一层或两层原子的厚度, 但是其密度高达1017 ~1018 cm- 3 , 这种微结构能够为合金提供高的强度. ...
... [2 ]表明, 在时效的初级阶段, GP区仅仅是一层或两层原子的厚度, 但是其密度高达1017 ~1018 cm- 3 , 这种微结构能够为合金提供高的强度. ...
... 此后, 研发了人工峰值时效的7075-T6和7178-T6等高强铝合金. 2024-T3, 7075-T6 和7178-T6铝合金满足了飞机最初阶段提高强度安全系数、减轻结构重量和提高航程为目标替代木材的静强度设计需求, 一般将其作为第一代高强铝合金的典型代表[2 ] . 成立于1935年的铝业协会(The Aluminum Association)于1954年建立铝合金牌号注册制度, 2024, 7075等作为最早注册的铝合金沿用至今[8 ] , 已广泛应用于航空航天、武器装备及高端装备制造领域. ...
3
1995
... 高强铝合金一般指含铜2×××系、含锌7×××系铝合金, 但后者依据强度的不同, 也分为中强7×××铝合金(如7020, 7011, 7051等)和高强7×××铝合金(如7050, 7010, 7075等)[1 ,2 ] . 迄今为止, 被广泛应用于航空工业的铝合金主要涉及2×××系(Al-Cu)和7×××系(Al-Zn-Mg-Cu), 其他系列的铝合金, 如Al-Mg-Si系(6×××系)、 Al-Li合金[3 ,4 ] 等也有一定应用, 但总体用量较少. 在航天领域, 除上述系列外, 还包括3×××系、5×××系、8×××系铝合金, 在铁路、公路与水上交通运输领域大量应用5×××系铝合金. ...
... 上世纪80年代末至90年代末, 铝合金成分高合金化与优化设计及组织精确调控技术的发展推动了第四代高强、高韧、耐蚀、高耐损伤铝合金材料的研发. 发展新一代大型飞机提出了更高的安全性要求, 飞机的损伤容限设计设有“破损-安全”结构要求, 对飞机主体结构破损后的剩余强度以及从初始裂纹到临界裂纹扩展的寿命提出了明确要求, 因而对铝合金材料的疲劳裂纹扩展速率、断裂韧性、抗应力腐蚀性能等提出了更高的综合要求. 新型铝合金材料研发遇到的首要难题就是强度与断裂韧性、耐蚀性和疲劳裂纹扩展速率间的矛盾. 虽然70年代后期, Alcoa联合Boeing公司研制了7050的改型合金7150, 但直到80年代, Alcoa才成功研制了7150-T77材料的三级时效精密热处理技术, 第一次实现在不牺牲合金强度的同时, 满足断裂韧性、抗腐蚀性能和抗疲劳性能要求的目标, 因此, 7150-T77材料获得了广泛应用[3 ,18 ] . 随后发展的7055-T77合金其强度比7150-T77合金高约30~50 MPa, 而韧性、耐蚀性能相当, 是目前使用的强度最高的航空铝合金材料[19 ] . 与Alcoa研发的7055合金同期发展且性能相近的, 还有法国铝业公司的7449铝合金等[20 ] . 针对飞机蒙皮的高耐损伤性能要求, Alcoa通过进一步降低Fe和Si等杂质含量、添加微合金化元素、优化主合金成分及采用先进的热处理制度等技术途径, 成功研制了高耐损伤的2524-T3材料[21 ] . 超强高韧耐蚀的7055-T77合金和高耐损伤的2524-T39合金成功应用于B777的上翼壁板和机身蒙皮, 被视为第四代航空铝合金材料的典型代表. ...
... 制备大规格、厚截面、性能均匀的铝合金材料遇到的首要难题是高强铝合金的淬火敏感性随强度升高而增加. 以7050合金的成分-强度-淬火敏感性为参照, 通过降低Cu和Mg含量, 提高Zn含量, 发展先进的喷淋淬火等可控快冷技术, 建立析出相 η [35 -37 ] . 如图2[36 -38 ] 所示, 7085铝合金与此前应用的高强7075, 7050等铝合金相比, 其淬火敏感性明显降低[3 -5 ,35 ] . 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等. ...
2
2012
... 高强铝合金一般指含铜2×××系、含锌7×××系铝合金, 但后者依据强度的不同, 也分为中强7×××铝合金(如7020, 7011, 7051等)和高强7×××铝合金(如7050, 7010, 7075等)[1 ,2 ] . 迄今为止, 被广泛应用于航空工业的铝合金主要涉及2×××系(Al-Cu)和7×××系(Al-Zn-Mg-Cu), 其他系列的铝合金, 如Al-Mg-Si系(6×××系)、 Al-Li合金[3 ,4 ] 等也有一定应用, 但总体用量较少. 在航天领域, 除上述系列外, 还包括3×××系、5×××系、8×××系铝合金, 在铁路、公路与水上交通运输领域大量应用5×××系铝合金. ...
... 飞机的先进性、经济性和舒适性设计, 以及航空公司面临的环保和降低飞机运行成本等方面的压力, 使飞机减重和提高燃油效率成为航空工业十分紧迫的课题. 除降低合金的密度外, 构件设计减重也是实现飞机减重增效的一种有效方法. 构件整体化、大型化可免去大量传统的铆接, 既实现了结构减重, 又提高了可靠性. 构件整体制造对铝合金材料的规格/截面厚度、综合性能以及均匀性都提出了更高需求[4 ] . ...
2
2000
... 高强铝合金主要以航空需求为背景不断发展, 百年铝材百年航空, 铝合金满足了不同时代飞机和尖端装备的发展要求. 随着飞机设计思想的不断创新, 先进飞机的构件制造对铝合金提出了越来越高的要求, 特别是现代飞机的轻量化、宽敞化、舒适化、长寿命、高可靠和低成本的发展需求, 推动了高强铝合金的发展[5 ] . 按照铝合金的成分-工艺-组织-性能特征, 可将航空铝合金的发展历程大体划分为5个阶段, 即第一代高静强度铝合金, 第二代高强耐蚀铝合金, 第三代高强、高韧、耐蚀铝合金, 第四代高强高韧耐蚀、高耐损伤铝合金, 以及新一代高强、高韧、低淬火敏感性铝合金. 各阶段铝合金的特征性能、关键技术与特征微结构, 以及典型合金如表1所示. ...
... 制备大规格、厚截面、性能均匀的铝合金材料遇到的首要难题是高强铝合金的淬火敏感性随强度升高而增加. 以7050合金的成分-强度-淬火敏感性为参照, 通过降低Cu和Mg含量, 提高Zn含量, 发展先进的喷淋淬火等可控快冷技术, 建立析出相 η [35 -37 ] . 如图2[36 -38 ] 所示, 7085铝合金与此前应用的高强7075, 7050等铝合金相比, 其淬火敏感性明显降低[3 -5 ,35 ] . 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等. ...
1
1911
... 20世纪初至50年代末, 随着铝合金沉淀硬化效应的发现和峰值时效技术的发展产生了第一代高静强度铝合金. 1906年, Wilm[6 ] 首先发现Al-Cu合金的沉淀硬化现象. Al-Cu-Mg系合金通过淬火后形成的过饱和固溶体在随后的停放过程中会析出高密度Al2 Cu ( θ ′ ) 和Al2 CuMg (S′)相, 使合金的硬度获得大幅度提升, 从而揭开了高强铝合金发展的序幕. 1923年, Sander和Meissner[7 ] 又发现Al-Zn-Mg合金通过淬火-人工时效热处理后, 形成的主要强化相MgZn2 ( η ′ θ ′ θ ( Al2 Cu)相演变的结构变化示意图[2 ] . 研究[2 ] 表明, 在时效的初级阶段, GP区仅仅是一层或两层原子的厚度, 但是其密度高达1017 ~1018 cm- 3 , 这种微结构能够为合金提供高的强度. ...
1
1923
... 20世纪初至50年代末, 随着铝合金沉淀硬化效应的发现和峰值时效技术的发展产生了第一代高静强度铝合金. 1906年, Wilm[6 ] 首先发现Al-Cu合金的沉淀硬化现象. Al-Cu-Mg系合金通过淬火后形成的过饱和固溶体在随后的停放过程中会析出高密度Al2 Cu ( θ ′ ) 和Al2 CuMg (S′)相, 使合金的硬度获得大幅度提升, 从而揭开了高强铝合金发展的序幕. 1923年, Sander和Meissner[7 ] 又发现Al-Zn-Mg合金通过淬火-人工时效热处理后, 形成的主要强化相MgZn2 ( η ′ θ ′ θ ( Al2 Cu)相演变的结构变化示意图[2 ] . 研究[2 ] 表明, 在时效的初级阶段, GP区仅仅是一层或两层原子的厚度, 但是其密度高达1017 ~1018 cm- 3 , 这种微结构能够为合金提供高的强度. ...
2
2006
... 此后, 研发了人工峰值时效的7075-T6和7178-T6等高强铝合金. 2024-T3, 7075-T6 和7178-T6铝合金满足了飞机最初阶段提高强度安全系数、减轻结构重量和提高航程为目标替代木材的静强度设计需求, 一般将其作为第一代高强铝合金的典型代表[2 ] . 成立于1935年的铝业协会(The Aluminum Association)于1954年建立铝合金牌号注册制度, 2024, 7075等作为最早注册的铝合金沿用至今[8 ] , 已广泛应用于航空航天、武器装备及高端装备制造领域. ...
... 经典的2024铝合金, 也通过降低Fe和Si杂质含量, 提高合金纯度和冶金质量, 发展了系列改进牌号, 如2124, 2224, 2324等[8 ] . 合金纯净化和微合金化理论和技术推动了第三代高强、高韧铝合金的发展. ...
1
2007
... 值得指出的是, 由于超音速飞机的发展, 特别是军机的高速/高加速度性能的不断提升, 耐热铝合金也一直在发展. 代表性的合金是美国铝业公司20世纪50年代末期发展的2618 (Al-Cu-Mg-Fe-Ni系)和2219合金. 后者在航天领域有大量应用, 主要用做燃料储箱和火箭锻环[9 ] . 2618铝合金至今在军机上仍在使用, 也曾被欧洲协和式超音速客机大量采用, 主要用于制造飞机的蒙皮、耐热结构件等, 以适应协和式超音速客机2 M (>2450 km/h)以上高速飞行时气动加热环境的要求. 但随着协和式超音速客机退出航空客运市场, 世界各航空制造大国短期内尚无发展新一代超音速客机和运输机的计划, 因此民机对Al-Cu-X系列耐热铝合金的需求有所减少, 而超音速军机的制造与发展仍将对其有一定的需求量. ...
1
2007
... 值得指出的是, 由于超音速飞机的发展, 特别是军机的高速/高加速度性能的不断提升, 耐热铝合金也一直在发展. 代表性的合金是美国铝业公司20世纪50年代末期发展的2618 (Al-Cu-Mg-Fe-Ni系)和2219合金. 后者在航天领域有大量应用, 主要用做燃料储箱和火箭锻环[9 ] . 2618铝合金至今在军机上仍在使用, 也曾被欧洲协和式超音速客机大量采用, 主要用于制造飞机的蒙皮、耐热结构件等, 以适应协和式超音速客机2 M (>2450 km/h)以上高速飞行时气动加热环境的要求. 但随着协和式超音速客机退出航空客运市场, 世界各航空制造大国短期内尚无发展新一代超音速客机和运输机的计划, 因此民机对Al-Cu-X系列耐热铝合金的需求有所减少, 而超音速军机的制造与发展仍将对其有一定的需求量. ...
3
1996
... 上世纪60年代, 基于过时效原理, 使晶界相不连续析出的T73, T76时效热处理技术促进了第二代耐蚀高强铝合金的发展. 铝合金的疲劳和应力腐蚀失效引起的飞机失事促使飞机设计对高强铝合金提出了抗疲劳和耐腐蚀性能的要求. 特别是7×××系铝合金强度级别比2×××系高, 其抗应力耐蚀性能差的矛盾更加突出. 提高抗应力耐蚀性能的关键是在7×××系铝合金中发明的过时效热处理技术, 使晶界析出相不连续分布, 通过降低强度提高抗应力腐蚀性能. 合金状态为T73, 使得7×××系合金除满足飞机设计静强度外, 还满足了耐腐蚀性能的要求. 为减小T73处理带来的较大强度损失, 接着又研发出T76热处理工艺[10 ] , 更好地协调了7×××系合金的高强度与耐蚀性能. 7075-T73/T76等成为第二代高强耐腐蚀铝合金的典型代表. ...
... 上世纪70年代, 合金纯净化和微合金化理论和技术推动了第三代高强高韧铝合金的发展. 飞机安全寿命设计对航空高强铝合金提出了断裂韧性的要求. 随着对Fe, Si杂质影响铝合金韧性规律研究的不断深入, 60年代末期, 美国首先成功研制了低杂质含量的7475合金. 与7075合金相比, 该合金的Zn, Mg和Cu主合金成分的含量差别很小, 主要区别是大幅降低Fe, Si等杂质含量, 使粗大初生相和过剩相数量减少、尺寸细化, 使合金具有高强度的同时, 也具有优异的断裂韧性[10 ] . 70年代初期, 随着对Cr, Mn和Zr等微合金化元素作用机理研究的不断深入, 在美国海军和空军的支持下, 美国铝业公司(Alcoa)研制了低杂质含量、并用Zr微合金化的7050合金, 欧洲也研制了成分和性能与之相当的7010合金[10 ] . 这些高强铝合金基本上都采用了过时效热处理技术(如T74和T76), 具有高的强度、高的耐应力腐蚀性能和断裂韧性. 特别值得指出的是, 7050铝合金的淬火敏感性低于7075, 当7050-T74板材的厚度提高到150 mm时, 其强度仍然可达约500 MPa, 具有比7075-T74更低的淬火敏感性. ...
... [10 ]. 这些高强铝合金基本上都采用了过时效热处理技术(如T74和T76), 具有高的强度、高的耐应力腐蚀性能和断裂韧性. 特别值得指出的是, 7050铝合金的淬火敏感性低于7075, 当7050-T74板材的厚度提高到150 mm时, 其强度仍然可达约500 MPa, 具有比7075-T74更低的淬火敏感性. ...
1
2002
... 上世纪80年代中期, 2219合金通过调整Fe和Si杂质总量与Fe/Si比, 发展形成2519合金, 2219和2519合金被用作超音速飞机的多种构件、紧固件和蒙皮的制造, 2519合金还被广泛用做两栖突击车的装甲[11 ] . ...
1
1998
... 上世纪70年代末至80年代末, 能源危机促使飞机设计向强烈减重方向发展, 要求武器装备增加射程和提高有效载荷. 高比强度和高比模量材料的需求推动了Al-Li合金的研制和应用[12 ] . Al-Li合金因其密度低、比模量高等优点, 引起了材料工作者极大的兴趣. 随着Al-Li合金熔炼和铸造技术的发展, 国外发展了进入工程应用的Al-Li合金. 欧美国家研发的是Al-Li-Cu系合金, 如2090, 2091, 8090和8091等[13 -15 ] , 俄罗斯开发了密度更低的Al-Li-Mg系合金, 如1420和1421等[16 ] . 1420和1421合金在俄罗斯军机和航天器上得到了较广泛的应用[17 ] . ...
1
1986
... 上世纪70年代末至80年代末, 能源危机促使飞机设计向强烈减重方向发展, 要求武器装备增加射程和提高有效载荷. 高比强度和高比模量材料的需求推动了Al-Li合金的研制和应用[12 ] . Al-Li合金因其密度低、比模量高等优点, 引起了材料工作者极大的兴趣. 随着Al-Li合金熔炼和铸造技术的发展, 国外发展了进入工程应用的Al-Li合金. 欧美国家研发的是Al-Li-Cu系合金, 如2090, 2091, 8090和8091等[13 -15 ] , 俄罗斯开发了密度更低的Al-Li-Mg系合金, 如1420和1421等[16 ] . 1420和1421合金在俄罗斯军机和航天器上得到了较广泛的应用[17 ] . ...
1
1967
... 上世纪70年代末至80年代末, 能源危机促使飞机设计向强烈减重方向发展, 要求武器装备增加射程和提高有效载荷. 高比强度和高比模量材料的需求推动了Al-Li合金的研制和应用[12 ] . Al-Li合金因其密度低、比模量高等优点, 引起了材料工作者极大的兴趣. 随着Al-Li合金熔炼和铸造技术的发展, 国外发展了进入工程应用的Al-Li合金. 欧美国家研发的是Al-Li-Cu系合金, 如2090, 2091, 8090和8091等[13 -15 ] , 俄罗斯开发了密度更低的Al-Li-Mg系合金, 如1420和1421等[16 ] . 1420和1421合金在俄罗斯军机和航天器上得到了较广泛的应用[17 ] . ...
1
1983
... 上世纪70年代末至80年代末, 能源危机促使飞机设计向强烈减重方向发展, 要求武器装备增加射程和提高有效载荷. 高比强度和高比模量材料的需求推动了Al-Li合金的研制和应用[12 ] . Al-Li合金因其密度低、比模量高等优点, 引起了材料工作者极大的兴趣. 随着Al-Li合金熔炼和铸造技术的发展, 国外发展了进入工程应用的Al-Li合金. 欧美国家研发的是Al-Li-Cu系合金, 如2090, 2091, 8090和8091等[13 -15 ] , 俄罗斯开发了密度更低的Al-Li-Mg系合金, 如1420和1421等[16 ] . 1420和1421合金在俄罗斯军机和航天器上得到了较广泛的应用[17 ] . ...
1
1992
... 上世纪70年代末至80年代末, 能源危机促使飞机设计向强烈减重方向发展, 要求武器装备增加射程和提高有效载荷. 高比强度和高比模量材料的需求推动了Al-Li合金的研制和应用[12 ] . Al-Li合金因其密度低、比模量高等优点, 引起了材料工作者极大的兴趣. 随着Al-Li合金熔炼和铸造技术的发展, 国外发展了进入工程应用的Al-Li合金. 欧美国家研发的是Al-Li-Cu系合金, 如2090, 2091, 8090和8091等[13 -15 ] , 俄罗斯开发了密度更低的Al-Li-Mg系合金, 如1420和1421等[16 ] . 1420和1421合金在俄罗斯军机和航天器上得到了较广泛的应用[17 ] . ...
1
1999
... 上世纪80年代末至90年代末, 铝合金成分高合金化与优化设计及组织精确调控技术的发展推动了第四代高强、高韧、耐蚀、高耐损伤铝合金材料的研发. 发展新一代大型飞机提出了更高的安全性要求, 飞机的损伤容限设计设有“破损-安全”结构要求, 对飞机主体结构破损后的剩余强度以及从初始裂纹到临界裂纹扩展的寿命提出了明确要求, 因而对铝合金材料的疲劳裂纹扩展速率、断裂韧性、抗应力腐蚀性能等提出了更高的综合要求. 新型铝合金材料研发遇到的首要难题就是强度与断裂韧性、耐蚀性和疲劳裂纹扩展速率间的矛盾. 虽然70年代后期, Alcoa联合Boeing公司研制了7050的改型合金7150, 但直到80年代, Alcoa才成功研制了7150-T77材料的三级时效精密热处理技术, 第一次实现在不牺牲合金强度的同时, 满足断裂韧性、抗腐蚀性能和抗疲劳性能要求的目标, 因此, 7150-T77材料获得了广泛应用[3 ,18 ] . 随后发展的7055-T77合金其强度比7150-T77合金高约30~50 MPa, 而韧性、耐蚀性能相当, 是目前使用的强度最高的航空铝合金材料[19 ] . 与Alcoa研发的7055合金同期发展且性能相近的, 还有法国铝业公司的7449铝合金等[20 ] . 针对飞机蒙皮的高耐损伤性能要求, Alcoa通过进一步降低Fe和Si等杂质含量、添加微合金化元素、优化主合金成分及采用先进的热处理制度等技术途径, 成功研制了高耐损伤的2524-T3材料[21 ] . 超强高韧耐蚀的7055-T77合金和高耐损伤的2524-T39合金成功应用于B777的上翼壁板和机身蒙皮, 被视为第四代航空铝合金材料的典型代表. ...
1
1999
... 上世纪80年代末至90年代末, 铝合金成分高合金化与优化设计及组织精确调控技术的发展推动了第四代高强、高韧、耐蚀、高耐损伤铝合金材料的研发. 发展新一代大型飞机提出了更高的安全性要求, 飞机的损伤容限设计设有“破损-安全”结构要求, 对飞机主体结构破损后的剩余强度以及从初始裂纹到临界裂纹扩展的寿命提出了明确要求, 因而对铝合金材料的疲劳裂纹扩展速率、断裂韧性、抗应力腐蚀性能等提出了更高的综合要求. 新型铝合金材料研发遇到的首要难题就是强度与断裂韧性、耐蚀性和疲劳裂纹扩展速率间的矛盾. 虽然70年代后期, Alcoa联合Boeing公司研制了7050的改型合金7150, 但直到80年代, Alcoa才成功研制了7150-T77材料的三级时效精密热处理技术, 第一次实现在不牺牲合金强度的同时, 满足断裂韧性、抗腐蚀性能和抗疲劳性能要求的目标, 因此, 7150-T77材料获得了广泛应用[3 ,18 ] . 随后发展的7055-T77合金其强度比7150-T77合金高约30~50 MPa, 而韧性、耐蚀性能相当, 是目前使用的强度最高的航空铝合金材料[19 ] . 与Alcoa研发的7055合金同期发展且性能相近的, 还有法国铝业公司的7449铝合金等[20 ] . 针对飞机蒙皮的高耐损伤性能要求, Alcoa通过进一步降低Fe和Si等杂质含量、添加微合金化元素、优化主合金成分及采用先进的热处理制度等技术途径, 成功研制了高耐损伤的2524-T3材料[21 ] . 超强高韧耐蚀的7055-T77合金和高耐损伤的2524-T39合金成功应用于B777的上翼壁板和机身蒙皮, 被视为第四代航空铝合金材料的典型代表. ...
1
2003
... 上世纪80年代末至90年代末, 铝合金成分高合金化与优化设计及组织精确调控技术的发展推动了第四代高强、高韧、耐蚀、高耐损伤铝合金材料的研发. 发展新一代大型飞机提出了更高的安全性要求, 飞机的损伤容限设计设有“破损-安全”结构要求, 对飞机主体结构破损后的剩余强度以及从初始裂纹到临界裂纹扩展的寿命提出了明确要求, 因而对铝合金材料的疲劳裂纹扩展速率、断裂韧性、抗应力腐蚀性能等提出了更高的综合要求. 新型铝合金材料研发遇到的首要难题就是强度与断裂韧性、耐蚀性和疲劳裂纹扩展速率间的矛盾. 虽然70年代后期, Alcoa联合Boeing公司研制了7050的改型合金7150, 但直到80年代, Alcoa才成功研制了7150-T77材料的三级时效精密热处理技术, 第一次实现在不牺牲合金强度的同时, 满足断裂韧性、抗腐蚀性能和抗疲劳性能要求的目标, 因此, 7150-T77材料获得了广泛应用[3 ,18 ] . 随后发展的7055-T77合金其强度比7150-T77合金高约30~50 MPa, 而韧性、耐蚀性能相当, 是目前使用的强度最高的航空铝合金材料[19 ] . 与Alcoa研发的7055合金同期发展且性能相近的, 还有法国铝业公司的7449铝合金等[20 ] . 针对飞机蒙皮的高耐损伤性能要求, Alcoa通过进一步降低Fe和Si等杂质含量、添加微合金化元素、优化主合金成分及采用先进的热处理制度等技术途径, 成功研制了高耐损伤的2524-T3材料[21 ] . 超强高韧耐蚀的7055-T77合金和高耐损伤的2524-T39合金成功应用于B777的上翼壁板和机身蒙皮, 被视为第四代航空铝合金材料的典型代表. ...
2
2003
... 上世纪80年代末至90年代末, 铝合金成分高合金化与优化设计及组织精确调控技术的发展推动了第四代高强、高韧、耐蚀、高耐损伤铝合金材料的研发. 发展新一代大型飞机提出了更高的安全性要求, 飞机的损伤容限设计设有“破损-安全”结构要求, 对飞机主体结构破损后的剩余强度以及从初始裂纹到临界裂纹扩展的寿命提出了明确要求, 因而对铝合金材料的疲劳裂纹扩展速率、断裂韧性、抗应力腐蚀性能等提出了更高的综合要求. 新型铝合金材料研发遇到的首要难题就是强度与断裂韧性、耐蚀性和疲劳裂纹扩展速率间的矛盾. 虽然70年代后期, Alcoa联合Boeing公司研制了7050的改型合金7150, 但直到80年代, Alcoa才成功研制了7150-T77材料的三级时效精密热处理技术, 第一次实现在不牺牲合金强度的同时, 满足断裂韧性、抗腐蚀性能和抗疲劳性能要求的目标, 因此, 7150-T77材料获得了广泛应用[3 ,18 ] . 随后发展的7055-T77合金其强度比7150-T77合金高约30~50 MPa, 而韧性、耐蚀性能相当, 是目前使用的强度最高的航空铝合金材料[19 ] . 与Alcoa研发的7055合金同期发展且性能相近的, 还有法国铝业公司的7449铝合金等[20 ] . 针对飞机蒙皮的高耐损伤性能要求, Alcoa通过进一步降低Fe和Si等杂质含量、添加微合金化元素、优化主合金成分及采用先进的热处理制度等技术途径, 成功研制了高耐损伤的2524-T3材料[21 ] . 超强高韧耐蚀的7055-T77合金和高耐损伤的2524-T39合金成功应用于B777的上翼壁板和机身蒙皮, 被视为第四代航空铝合金材料的典型代表. ...
... 同时期, 随着Al-Li-Cu系合金的研究和微合金化技术的发展, 美、俄等国开展了新一轮Al-Li合金的研究. 俄罗斯主要开发了1460合金, 美国主要开发了Weldlite系列合金和2097, 2197和2195等Al-Li合金[32 ,33 ] . 2097-T861合金已在F-16飞机的后机身隔框、中机身大梁上应用[21 ] . 2198-T8×合金具有高强、高损伤容限及高热稳定性, 良好的成形和焊接性能[34 ] . 21世纪初, 研发了2098, 2198, 2099和2199等新一代Al-Li合金. ...
2
2012
... 铝合金的微合金化在上世纪90年代以后引起了人们的极大兴趣. 微合金化元素也突破Cr, Mn, Ti和Zr的范围, 向其它元素(Sc, Er和Ag等)扩展[22 -30 ] . 在上世纪90年代中期, 由于Ag在2×××系铝合金中微合金化形成新相的原子团簇或新相作用机理和效应的发现, 成功研制了原型合金C415和C417[22 ,23 ] . 该系含Ag合金具有良好的塑性、韧性和耐热性能, 可在200 ℃高温下长期使用. 含有0.15%~0.6% (质量分数)的Ag, 厚度达152 mm的高损伤容限2139-T8×板材性能优于2×24-T3×, 在超音速军机上得到了应用[29 ,30 ] . ...
... [22 ,23 ]. 该系含Ag合金具有良好的塑性、韧性和耐热性能, 可在200 ℃高温下长期使用. 含有0.15%~0.6% (质量分数)的Ag, 厚度达152 mm的高损伤容限2139-T8×板材性能优于2×24-T3×, 在超音速军机上得到了应用[29 ,30 ] . ...
1
2011
... 铝合金的微合金化在上世纪90年代以后引起了人们的极大兴趣. 微合金化元素也突破Cr, Mn, Ti和Zr的范围, 向其它元素(Sc, Er和Ag等)扩展[22 -30 ] . 在上世纪90年代中期, 由于Ag在2×××系铝合金中微合金化形成新相的原子团簇或新相作用机理和效应的发现, 成功研制了原型合金C415和C417[22 ,23 ] . 该系含Ag合金具有良好的塑性、韧性和耐热性能, 可在200 ℃高温下长期使用. 含有0.15%~0.6% (质量分数)的Ag, 厚度达152 mm的高损伤容限2139-T8×板材性能优于2×24-T3×, 在超音速军机上得到了应用[29 ,30 ] . ...
1
2010
... 铝合金的微合金化在上世纪90年代以后引起了人们的极大兴趣. 微合金化元素也突破Cr, Mn, Ti和Zr的范围, 向其它元素(Sc, Er和Ag等)扩展[22 -30 ] . 在上世纪90年代中期, 由于Ag在2×××系铝合金中微合金化形成新相的原子团簇或新相作用机理和效应的发现, 成功研制了原型合金C415和C417[22 ,23 ] . 该系含Ag合金具有良好的塑性、韧性和耐热性能, 可在200 ℃高温下长期使用. 含有0.15%~0.6% (质量分数)的Ag, 厚度达152 mm的高损伤容限2139-T8×板材性能优于2×24-T3×, 在超音速军机上得到了应用[29 ,30 ] . ...
2
2009
... 铝合金的微合金化在上世纪90年代以后引起了人们的极大兴趣. 微合金化元素也突破Cr, Mn, Ti和Zr的范围, 向其它元素(Sc, Er和Ag等)扩展[22 -30 ] . 在上世纪90年代中期, 由于Ag在2×××系铝合金中微合金化形成新相的原子团簇或新相作用机理和效应的发现, 成功研制了原型合金C415和C417[22 ,23 ] . 该系含Ag合金具有良好的塑性、韧性和耐热性能, 可在200 ℃高温下长期使用. 含有0.15%~0.6% (质量分数)的Ag, 厚度达152 mm的高损伤容限2139-T8×板材性能优于2×24-T3×, 在超音速军机上得到了应用[29 ,30 ] . ...
... ,30 ]. ...
1
2001
... 随着对Zr和Sc在铝合金中微合金化作用机理研究的不断深入, 俄罗斯和美国都开发了一系列的含Zr和Sc的2×××系、7×××系, 以及5×××系铝合金[31 ] , 并在战机、舰载机及航天器上得到广泛应用. ...
1
2014
... 同时期, 随着Al-Li-Cu系合金的研究和微合金化技术的发展, 美、俄等国开展了新一轮Al-Li合金的研究. 俄罗斯主要开发了1460合金, 美国主要开发了Weldlite系列合金和2097, 2197和2195等Al-Li合金[32 ,33 ] . 2097-T861合金已在F-16飞机的后机身隔框、中机身大梁上应用[21 ] . 2198-T8×合金具有高强、高损伤容限及高热稳定性, 良好的成形和焊接性能[34 ] . 21世纪初, 研发了2098, 2198, 2099和2199等新一代Al-Li合金. ...
1
2012
... 同时期, 随着Al-Li-Cu系合金的研究和微合金化技术的发展, 美、俄等国开展了新一轮Al-Li合金的研究. 俄罗斯主要开发了1460合金, 美国主要开发了Weldlite系列合金和2097, 2197和2195等Al-Li合金[32 ,33 ] . 2097-T861合金已在F-16飞机的后机身隔框、中机身大梁上应用[21 ] . 2198-T8×合金具有高强、高损伤容限及高热稳定性, 良好的成形和焊接性能[34 ] . 21世纪初, 研发了2098, 2198, 2099和2199等新一代Al-Li合金. ...
1
2012
... 同时期, 随着Al-Li-Cu系合金的研究和微合金化技术的发展, 美、俄等国开展了新一轮Al-Li合金的研究. 俄罗斯主要开发了1460合金, 美国主要开发了Weldlite系列合金和2097, 2197和2195等Al-Li合金[32 ,33 ] . 2097-T861合金已在F-16飞机的后机身隔框、中机身大梁上应用[21 ] . 2198-T8×合金具有高强、高损伤容限及高热稳定性, 良好的成形和焊接性能[34 ] . 21世纪初, 研发了2098, 2198, 2099和2199等新一代Al-Li合金. ...
2
2014
... 同时期, 随着Al-Li-Cu系合金的研究和微合金化技术的发展, 美、俄等国开展了新一轮Al-Li合金的研究. 俄罗斯主要开发了1460合金, 美国主要开发了Weldlite系列合金和2097, 2197和2195等Al-Li合金[32 ,33 ] . 2097-T861合金已在F-16飞机的后机身隔框、中机身大梁上应用[21 ] . 2198-T8×合金具有高强、高损伤容限及高热稳定性, 良好的成形和焊接性能[34 ] . 21世纪初, 研发了2098, 2198, 2099和2199等新一代Al-Li合金. ...
... Al-Li合金材料的发展, 在评估该系列合金的密度-比模量-比强度-各向异性的基础上, 进一步优化Li和Cu含量, 同时发展高洁净度大规格材料真空熔铸、控制轧制塑性变形技术[34 ] , 以提高韧性、耐蚀性、耐损伤性能和超塑性成形性能, 并降低材料的各向异性. 除用Li元素合金化降低密度外, 人们还研究了Al-Mg-Sc合金, 但该合金由于强度较低, 还难以用于航空材料. ...
2
2008
... 制备大规格、厚截面、性能均匀的铝合金材料遇到的首要难题是高强铝合金的淬火敏感性随强度升高而增加. 以7050合金的成分-强度-淬火敏感性为参照, 通过降低Cu和Mg含量, 提高Zn含量, 发展先进的喷淋淬火等可控快冷技术, 建立析出相 η [35 -37 ] . 如图2[36 -38 ] 所示, 7085铝合金与此前应用的高强7075, 7050等铝合金相比, 其淬火敏感性明显降低[3 -5 ,35 ] . 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等. ...
... ,35 ]. 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等. ...
1
2008
... 制备大规格、厚截面、性能均匀的铝合金材料遇到的首要难题是高强铝合金的淬火敏感性随强度升高而增加. 以7050合金的成分-强度-淬火敏感性为参照, 通过降低Cu和Mg含量, 提高Zn含量, 发展先进的喷淋淬火等可控快冷技术, 建立析出相 η [35 -37 ] . 如图2[36 -38 ] 所示, 7085铝合金与此前应用的高强7075, 7050等铝合金相比, 其淬火敏感性明显降低[3 -5 ,35 ] . 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等. ...
1
1948
... 制备大规格、厚截面、性能均匀的铝合金材料遇到的首要难题是高强铝合金的淬火敏感性随强度升高而增加. 以7050合金的成分-强度-淬火敏感性为参照, 通过降低Cu和Mg含量, 提高Zn含量, 发展先进的喷淋淬火等可控快冷技术, 建立析出相 η [35 -37 ] . 如图2[36 -38 ] 所示, 7085铝合金与此前应用的高强7075, 7050等铝合金相比, 其淬火敏感性明显降低[3 -5 ,35 ] . 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等. ...
1
2009
... 制备大规格、厚截面、性能均匀的铝合金材料遇到的首要难题是高强铝合金的淬火敏感性随强度升高而增加. 以7050合金的成分-强度-淬火敏感性为参照, 通过降低Cu和Mg含量, 提高Zn含量, 发展先进的喷淋淬火等可控快冷技术, 建立析出相 η [35 -37 ] . 如图2[36 -38 ] 所示, 7085铝合金与此前应用的高强7075, 7050等铝合金相比, 其淬火敏感性明显降低[3 -5 ,35 ] . 与美国铝业公司7085合金同期发展且性能相近的, 还有法国铝业公司的7140合金、德国爱励铝业公司的7081合金等. ...
1
2010
... 为了满足大型飞机的机身蒙皮、机翼壁板(蒙皮)的先进焊接(如激光焊、搅拌摩擦焊)和蠕变时效成形制造要求, 法铝研发了Al-Mg-Si系的6056/6156, 2022和2023等铝合金[39 ] . ...
1
2007
... 随着复合材料性能的不断提升, 其在航空航天结构上的应用已从次要承力件向主承力件扩展, 如B787和A350最新型飞机都大量使用了复合材料, 这给航空铝合金的发展带来了前所未有的竞争态势. 设法降低高强铝合金密度、提高比强度和比模量再次成为铝合金研发的重要方向. 在本世纪初, 美铝-波音提出了《航空20/20创议》, 欧盟也相应地启动了机身整体制造计划, 这些研发计划提出将铝合金成分设计、材料制备与大规格构件制造流程相结合, 开展材料/结构的一体化创新研发, 将现有飞机结构减重20%, 效率提高20%的目标. 因此, 高强铝合金出现了宛如百花争艳的发展局面. 最近研发的低Li含量Al-Cu-Li合金2050和2060体现了新一代高强铝合金降低密度的发展趋势. 厚至152 mm的2050-T851板材, 性能不仅优于7050-T7451, 而且密度更低, 强度、韧性、疲劳裂纹扩展抗力及耐热性提高, 替代7050合金可减重5%[40 ] . ...
1
2007
... 随着复合材料性能的不断提升, 其在航空航天结构上的应用已从次要承力件向主承力件扩展, 如B787和A350最新型飞机都大量使用了复合材料, 这给航空铝合金的发展带来了前所未有的竞争态势. 设法降低高强铝合金密度、提高比强度和比模量再次成为铝合金研发的重要方向. 在本世纪初, 美铝-波音提出了《航空20/20创议》, 欧盟也相应地启动了机身整体制造计划, 这些研发计划提出将铝合金成分设计、材料制备与大规格构件制造流程相结合, 开展材料/结构的一体化创新研发, 将现有飞机结构减重20%, 效率提高20%的目标. 因此, 高强铝合金出现了宛如百花争艳的发展局面. 最近研发的低Li含量Al-Cu-Li合金2050和2060体现了新一代高强铝合金降低密度的发展趋势. 厚至152 mm的2050-T851板材, 性能不仅优于7050-T7451, 而且密度更低, 强度、韧性、疲劳裂纹扩展抗力及耐热性提高, 替代7050合金可减重5%[40 ] . ...
1
2011
... 如上所述, 新型高强铝合金的研发及现有材料性能的提升都与铝合金成分的创新相关. 但是, 当成分确定后, 实现高综合性能的特征微结构需经过复杂的制备工艺流程才能最终获得, 其间冶金遗传效应显著, 各个制备环节均会影响微结构的形成和演变, 从而最终决定材料的综合性能及其均匀性. 高强铝合金材料的重要特征微结构可概括为: 在Al基体上弥散分布着凝固形成的微米结晶相、高温沉淀析出的亚微米或纳米弥散相、时效析出的纳米亚稳相. 基体组织可概括为: 固溶体、晶粒、亚晶粒、晶界/亚晶界、胞状结构、织构、无沉淀析出带、空位与位错等. 多尺度的第二相和复杂结构的基体决定了铝合金的性能[41 ,42 ] , 如图3[42 ] 所示. 值得注意的是, 除第二相、晶粒等组织结构外, 铝合金材料宏/微观织构也是研究人员关注的因素[43 -46 ] . ...
2
2014
... 如上所述, 新型高强铝合金的研发及现有材料性能的提升都与铝合金成分的创新相关. 但是, 当成分确定后, 实现高综合性能的特征微结构需经过复杂的制备工艺流程才能最终获得, 其间冶金遗传效应显著, 各个制备环节均会影响微结构的形成和演变, 从而最终决定材料的综合性能及其均匀性. 高强铝合金材料的重要特征微结构可概括为: 在Al基体上弥散分布着凝固形成的微米结晶相、高温沉淀析出的亚微米或纳米弥散相、时效析出的纳米亚稳相. 基体组织可概括为: 固溶体、晶粒、亚晶粒、晶界/亚晶界、胞状结构、织构、无沉淀析出带、空位与位错等. 多尺度的第二相和复杂结构的基体决定了铝合金的性能[41 ,42 ] , 如图3[42 ] 所示. 值得注意的是, 除第二相、晶粒等组织结构外, 铝合金材料宏/微观织构也是研究人员关注的因素[43 -46 ] . ...
... [42 ]所示. 值得注意的是, 除第二相、晶粒等组织结构外, 铝合金材料宏/微观织构也是研究人员关注的因素[43 -46 ] . ...
1
1996
... 如上所述, 新型高强铝合金的研发及现有材料性能的提升都与铝合金成分的创新相关. 但是, 当成分确定后, 实现高综合性能的特征微结构需经过复杂的制备工艺流程才能最终获得, 其间冶金遗传效应显著, 各个制备环节均会影响微结构的形成和演变, 从而最终决定材料的综合性能及其均匀性. 高强铝合金材料的重要特征微结构可概括为: 在Al基体上弥散分布着凝固形成的微米结晶相、高温沉淀析出的亚微米或纳米弥散相、时效析出的纳米亚稳相. 基体组织可概括为: 固溶体、晶粒、亚晶粒、晶界/亚晶界、胞状结构、织构、无沉淀析出带、空位与位错等. 多尺度的第二相和复杂结构的基体决定了铝合金的性能[41 ,42 ] , 如图3[42 ] 所示. 值得注意的是, 除第二相、晶粒等组织结构外, 铝合金材料宏/微观织构也是研究人员关注的因素[43 -46 ] . ...
1
2003
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
2
2010
... 如上所述, 新型高强铝合金的研发及现有材料性能的提升都与铝合金成分的创新相关. 但是, 当成分确定后, 实现高综合性能的特征微结构需经过复杂的制备工艺流程才能最终获得, 其间冶金遗传效应显著, 各个制备环节均会影响微结构的形成和演变, 从而最终决定材料的综合性能及其均匀性. 高强铝合金材料的重要特征微结构可概括为: 在Al基体上弥散分布着凝固形成的微米结晶相、高温沉淀析出的亚微米或纳米弥散相、时效析出的纳米亚稳相. 基体组织可概括为: 固溶体、晶粒、亚晶粒、晶界/亚晶界、胞状结构、织构、无沉淀析出带、空位与位错等. 多尺度的第二相和复杂结构的基体决定了铝合金的性能[41 ,42 ] , 如图3[42 ] 所示. 值得注意的是, 除第二相、晶粒等组织结构外, 铝合金材料宏/微观织构也是研究人员关注的因素[43 -46 ] . ...
... 铝合金材料塑性加工的变形温度、变形程度和变形速度决定了基体组织的微结构特征、织构和形变储能, 以及材料固溶热处理的具体工艺参数. 热加工过程中要使合金产生均匀塑性变形, 一般要防止发生动态再结晶, 合金固溶处理时也应尽量避免发生再结晶. 研究发现, 对高强7×××铝合金采用逐级升温固溶[46 ,59 ] 、形变热处理等方法, 既有利于抑制再结晶, 又能促进S相(Al2 CuMg)溶解, 从而提高合金的强韧性和耐蚀性, 如图5[60 ] 所示, 同时降低淬火敏感性. ...
1
2013
... 粗大初生相主导合金的断裂. 微米级初生相(0.5~10 μm)是Al熔体凝固结晶时首先在熔体中形成的, 但在加工过程中不能消除. 非平衡结晶相是熔体非平衡凝固结晶时形成的, 主合金元素(Zn, Mg和Cu)未能完全进入铝基固溶体, 以铝化物或共晶相形式存在于凝固组织中[47 ,48 ] . 非平衡结晶相经均匀化-形变-固溶处理, 可逐渐溶入Al基体中, 剩余部分为残余结晶相. Al熔体中Fe和Si杂质元素可与Al和其他合金元素形成多种不溶初生相、难溶非平衡结晶相, 其相界面上易形成空位、孔洞和裂纹, 降低材料的塑性、韧性和耐疲劳性能. 但合适的Fe和Si含量及其比例, 也可提高材料的韧性与疲劳极限. ...
1
2010
... 粗大初生相主导合金的断裂. 微米级初生相(0.5~10 μm)是Al熔体凝固结晶时首先在熔体中形成的, 但在加工过程中不能消除. 非平衡结晶相是熔体非平衡凝固结晶时形成的, 主合金元素(Zn, Mg和Cu)未能完全进入铝基固溶体, 以铝化物或共晶相形式存在于凝固组织中[47 ,48 ] . 非平衡结晶相经均匀化-形变-固溶处理, 可逐渐溶入Al基体中, 剩余部分为残余结晶相. Al熔体中Fe和Si杂质元素可与Al和其他合金元素形成多种不溶初生相、难溶非平衡结晶相, 其相界面上易形成空位、孔洞和裂纹, 降低材料的塑性、韧性和耐疲劳性能. 但合适的Fe和Si含量及其比例, 也可提高材料的韧性与疲劳极限. ...
1
2009
... 弥散相抑制基体再结晶从而主导了基体组织, 包括晶界/亚晶界, 对材料韧性、抗应力腐蚀性能产生协同效应[49 -53 ] . 弥散相是铝合金中微量过渡族元素或稀土元素在铸锭过程中先固溶于Al基体, 经均匀化热处理析出的亚微米或纳米铝化物第二相(10~200 nm). 如图4[50 ] 所示, Al-Zn-Mg-Cu合金引入Zr, Cr和Yb多元微合金化元素后(单个添加或复合添加), 形成共格或非共格的高熔点铝化物. 这些高熔点铝化物不但能有效钉扎晶界并形成弯曲的亚晶界, 而且可以改善合金的淬火敏感性. 所以该类相可主导材料的韧性、耐蚀性能和疲劳性能. ...
1
2007
... 弥散相抑制基体再结晶从而主导了基体组织, 包括晶界/亚晶界, 对材料韧性、抗应力腐蚀性能产生协同效应[49 -53 ] . 弥散相是铝合金中微量过渡族元素或稀土元素在铸锭过程中先固溶于Al基体, 经均匀化热处理析出的亚微米或纳米铝化物第二相(10~200 nm). 如图4[50 ] 所示, Al-Zn-Mg-Cu合金引入Zr, Cr和Yb多元微合金化元素后(单个添加或复合添加), 形成共格或非共格的高熔点铝化物. 这些高熔点铝化物不但能有效钉扎晶界并形成弯曲的亚晶界, 而且可以改善合金的淬火敏感性. 所以该类相可主导材料的韧性、耐蚀性能和疲劳性能. ...
1
2007
... 弥散相抑制基体再结晶从而主导了基体组织, 包括晶界/亚晶界, 对材料韧性、抗应力腐蚀性能产生协同效应[49 -53 ] . 弥散相是铝合金中微量过渡族元素或稀土元素在铸锭过程中先固溶于Al基体, 经均匀化热处理析出的亚微米或纳米铝化物第二相(10~200 nm). 如图4[50 ] 所示, Al-Zn-Mg-Cu合金引入Zr, Cr和Yb多元微合金化元素后(单个添加或复合添加), 形成共格或非共格的高熔点铝化物. 这些高熔点铝化物不但能有效钉扎晶界并形成弯曲的亚晶界, 而且可以改善合金的淬火敏感性. 所以该类相可主导材料的韧性、耐蚀性能和疲劳性能. ...
1
2006
... 弥散相抑制基体再结晶从而主导了基体组织, 包括晶界/亚晶界, 对材料韧性、抗应力腐蚀性能产生协同效应[49 -53 ] . 弥散相是铝合金中微量过渡族元素或稀土元素在铸锭过程中先固溶于Al基体, 经均匀化热处理析出的亚微米或纳米铝化物第二相(10~200 nm). 如图4[50 ] 所示, Al-Zn-Mg-Cu合金引入Zr, Cr和Yb多元微合金化元素后(单个添加或复合添加), 形成共格或非共格的高熔点铝化物. 这些高熔点铝化物不但能有效钉扎晶界并形成弯曲的亚晶界, 而且可以改善合金的淬火敏感性. 所以该类相可主导材料的韧性、耐蚀性能和疲劳性能. ...
1
1989
... 晶内时效析出相(约10 nm)主导合金的强韧化, 晶界时效析出相主导合金的局部(应力)腐蚀开裂. 纳米时效亚稳相是合金固溶淬火后经时效处理沉淀析出形成的第二相, 随时效温度升高和时间延长, 析出相形态、结构及成分发生复杂变化. 随着时效析出亚稳相数量提高, 铝合金强度提高, 但时效析出相相应在晶界进一步富集成链状, 晶界断裂成为断裂的主导因素, 合金的断裂韧性和耐蚀性(应力腐蚀抗力)降低. 调控晶内、晶界时效析出状态, 可在强度、韧性和耐应力腐蚀性能方面找到最佳点[54 -59 ] . ...
2
2006
... 晶内时效析出相(约10 nm)主导合金的强韧化, 晶界时效析出相主导合金的局部(应力)腐蚀开裂. 纳米时效亚稳相是合金固溶淬火后经时效处理沉淀析出形成的第二相, 随时效温度升高和时间延长, 析出相形态、结构及成分发生复杂变化. 随着时效析出亚稳相数量提高, 铝合金强度提高, 但时效析出相相应在晶界进一步富集成链状, 晶界断裂成为断裂的主导因素, 合金的断裂韧性和耐蚀性(应力腐蚀抗力)降低. 调控晶内、晶界时效析出状态, 可在强度、韧性和耐应力腐蚀性能方面找到最佳点[54 -59 ] . ...
... 铝合金材料塑性加工的变形温度、变形程度和变形速度决定了基体组织的微结构特征、织构和形变储能, 以及材料固溶热处理的具体工艺参数. 热加工过程中要使合金产生均匀塑性变形, 一般要防止发生动态再结晶, 合金固溶处理时也应尽量避免发生再结晶. 研究发现, 对高强7×××铝合金采用逐级升温固溶[46 ,59 ] 、形变热处理等方法, 既有利于抑制再结晶, 又能促进S相(Al2 CuMg)溶解, 从而提高合金的强韧性和耐蚀性, 如图5[60 ] 所示, 同时降低淬火敏感性. ...
2
2006
... 晶内时效析出相(约10 nm)主导合金的强韧化, 晶界时效析出相主导合金的局部(应力)腐蚀开裂. 纳米时效亚稳相是合金固溶淬火后经时效处理沉淀析出形成的第二相, 随时效温度升高和时间延长, 析出相形态、结构及成分发生复杂变化. 随着时效析出亚稳相数量提高, 铝合金强度提高, 但时效析出相相应在晶界进一步富集成链状, 晶界断裂成为断裂的主导因素, 合金的断裂韧性和耐蚀性(应力腐蚀抗力)降低. 调控晶内、晶界时效析出状态, 可在强度、韧性和耐应力腐蚀性能方面找到最佳点[54 -59 ] . ...
... 铝合金材料塑性加工的变形温度、变形程度和变形速度决定了基体组织的微结构特征、织构和形变储能, 以及材料固溶热处理的具体工艺参数. 热加工过程中要使合金产生均匀塑性变形, 一般要防止发生动态再结晶, 合金固溶处理时也应尽量避免发生再结晶. 研究发现, 对高强7×××铝合金采用逐级升温固溶[46 ,59 ] 、形变热处理等方法, 既有利于抑制再结晶, 又能促进S相(Al2 CuMg)溶解, 从而提高合金的强韧性和耐蚀性, 如图5[60 ] 所示, 同时降低淬火敏感性. ...
1
2012
... 铝合金材料塑性加工的变形温度、变形程度和变形速度决定了基体组织的微结构特征、织构和形变储能, 以及材料固溶热处理的具体工艺参数. 热加工过程中要使合金产生均匀塑性变形, 一般要防止发生动态再结晶, 合金固溶处理时也应尽量避免发生再结晶. 研究发现, 对高强7×××铝合金采用逐级升温固溶[46 ,59 ] 、形变热处理等方法, 既有利于抑制再结晶, 又能促进S相(Al2 CuMg)溶解, 从而提高合金的强韧性和耐蚀性, 如图5[60 ] 所示, 同时降低淬火敏感性. ...
1
2003
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
1
2008
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
1
2005
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
1
2008
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
2
2014
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
... 时效是决定最终性能的关键工序, 在提高材料综合性能方面已研发了一系列的时效技术. 美铝公司研发了T77回归再时效(RRA)技术, 该技术的温度-时间关系示意图如图11所示, 在调控铝合金的强度、韧性与耐蚀性方面取得了很大成功. 如图12[126 ] 所示, 通过RRA处理, 在提高韧性与耐蚀性能的同时, 强度甚至可以高于T6态材料. 但该技术时效温度窗口窄, 难以在工程上解决多级时效过程中厚截面材料宏/细观组织性能不均匀的难题. 因此, 同时研发了集温度、时间、外场等多因素产生累积效应的多种中厚板时效热处理技术, 如积分时效、高温预析出、多次时效处理等[66 ,81 ,127 ] . 如图13[127 ] 所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
2
2014
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
... 时效是决定最终性能的关键工序, 在提高材料综合性能方面已研发了一系列的时效技术. 美铝公司研发了T77回归再时效(RRA)技术, 该技术的温度-时间关系示意图如图11所示, 在调控铝合金的强度、韧性与耐蚀性方面取得了很大成功. 如图12[126 ] 所示, 通过RRA处理, 在提高韧性与耐蚀性能的同时, 强度甚至可以高于T6态材料. 但该技术时效温度窗口窄, 难以在工程上解决多级时效过程中厚截面材料宏/细观组织性能不均匀的难题. 因此, 同时研发了集温度、时间、外场等多因素产生累积效应的多种中厚板时效热处理技术, 如积分时效、高温预析出、多次时效处理等[66 ,81 ,127 ] . 如图13[127 ] 所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
1
2005
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
2
2014
... 随着相图与第一性原理等材料计算软件(如Thermo-Calc, NAMD, Materials Studio等)的推广使用, 加上现代微结构与性能测试技术的进步, 为研究主合金成分元素总量及其配比以及微合金化元素的作用规律提供了方便. 在理论计算结果指导下开展铝合金主成分与微合金化成分的创新设计, 将淘汰传统“炒菜式”的合金设计方法. 不断完善铝合金微结构-性能理论与表征方法[44 ,61 ] , 发展特征微结构-综合性能关联新原理与表征方法[62 ,63 ] , 以探求材料高强度、高韧性、高模量、高耐腐蚀、高抗疲劳、高耐损伤、高耐热等性能的特征微结构模式已成为铝合金研究的方向. 将铸造、塑性加工及热处理过程中微观组织与内应力演化仿真模拟[64 -66 ] 、成形有限元模拟与装备适应[67 -69 ] 以及性能评价系统相结合, 有力地促进了多尺度微结构精细调控新原理与新技术的发展. 总之, 将理论计算、模拟和实验相结合, 新牌号合金的研发、性能的提升与应用所需时间可大大缩短, 效率大幅提高. ...
... 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
2
2011
... 高合金化7×××系铝合金材料的发展, 在发挥该系合金高强特性的基础上, 探索成分、析出相对强韧性和淬透性协同的作用规律与机理[70 -75 ] . 如图6[70 ] 所示, 通过改变Al-8Zn-xMg-1.6Cu合金的Mg含量(1#—1.0%, 2#—1.4%, 3#—2.0%), 可以调控合金的硬度与淬火敏感性. ...
... [70 ]所示, 通过改变Al-8Zn-xMg-1.6Cu合金的Mg含量(1#—1.0%, 2#—1.4%, 3#—2.0%), 可以调控合金的硬度与淬火敏感性. ...
1
1973
... 而通过调整微量元素Cr, Mn, Ti和Zr, Sc等在高强7×××铝合金中的含量和种类, 能够有效改善合金的晶粒结构、韧性和抗应力腐蚀性能以及淬火敏感性. 例如, 以Zr为微量添加元素的合金(如7050, 7055, 7085等)比以Cr和Mn为微量添加元素的合金(如7075, 7049等)具有更好的抗应力腐蚀性能[71 -73 ] . 更重要的是, 含Zr的高强铝合金具有较低的淬火敏感性, 所以这类合金能广泛应用于大规格构件的承力件. 研究[74 -77 ] 表明, 含Cr和Mn的弥散粒子相界面和基体不共格, 从而使得淬火析出平衡相能够优先在这种粒子的相界面上析出; 而含Zr的弥散粒子(Al3 Zr)则具有与基体共格的界面, 大幅降低了淬火过程中平衡相在含Zr弥散粒子界面上析出的可能性. 也有研究[77 ] 表明, 部分Al3 Zr弥散粒子也能诱导淬火过程中平衡相的析出. 这是由于在再结晶发生的过程中, 晶界的迁移会导致Al3 Zr弥散粒子发生共格-不共格转变, 如图7[77 ] 所示. 不共格的Al3 Zr弥散粒子相界面则会诱导淬火析出相的析出, 合金则变得具有淬火敏感性. 所以淬火敏感性控制可以转换成弥散粒子种类或再结晶分数的控制. ...
1
2014
... 而通过调整微量元素Cr, Mn, Ti和Zr, Sc等在高强7×××铝合金中的含量和种类, 能够有效改善合金的晶粒结构、韧性和抗应力腐蚀性能以及淬火敏感性. 例如, 以Zr为微量添加元素的合金(如7050, 7055, 7085等)比以Cr和Mn为微量添加元素的合金(如7075, 7049等)具有更好的抗应力腐蚀性能[71 -73 ] . 更重要的是, 含Zr的高强铝合金具有较低的淬火敏感性, 所以这类合金能广泛应用于大规格构件的承力件. 研究[74 -77 ] 表明, 含Cr和Mn的弥散粒子相界面和基体不共格, 从而使得淬火析出平衡相能够优先在这种粒子的相界面上析出; 而含Zr的弥散粒子(Al3 Zr)则具有与基体共格的界面, 大幅降低了淬火过程中平衡相在含Zr弥散粒子界面上析出的可能性. 也有研究[77 ] 表明, 部分Al3 Zr弥散粒子也能诱导淬火过程中平衡相的析出. 这是由于在再结晶发生的过程中, 晶界的迁移会导致Al3 Zr弥散粒子发生共格-不共格转变, 如图7[77 ] 所示. 不共格的Al3 Zr弥散粒子相界面则会诱导淬火析出相的析出, 合金则变得具有淬火敏感性. 所以淬火敏感性控制可以转换成弥散粒子种类或再结晶分数的控制. ...
1
1984
... 而通过调整微量元素Cr, Mn, Ti和Zr, Sc等在高强7×××铝合金中的含量和种类, 能够有效改善合金的晶粒结构、韧性和抗应力腐蚀性能以及淬火敏感性. 例如, 以Zr为微量添加元素的合金(如7050, 7055, 7085等)比以Cr和Mn为微量添加元素的合金(如7075, 7049等)具有更好的抗应力腐蚀性能[71 -73 ] . 更重要的是, 含Zr的高强铝合金具有较低的淬火敏感性, 所以这类合金能广泛应用于大规格构件的承力件. 研究[74 -77 ] 表明, 含Cr和Mn的弥散粒子相界面和基体不共格, 从而使得淬火析出平衡相能够优先在这种粒子的相界面上析出; 而含Zr的弥散粒子(Al3 Zr)则具有与基体共格的界面, 大幅降低了淬火过程中平衡相在含Zr弥散粒子界面上析出的可能性. 也有研究[77 ] 表明, 部分Al3 Zr弥散粒子也能诱导淬火过程中平衡相的析出. 这是由于在再结晶发生的过程中, 晶界的迁移会导致Al3 Zr弥散粒子发生共格-不共格转变, 如图7[77 ] 所示. 不共格的Al3 Zr弥散粒子相界面则会诱导淬火析出相的析出, 合金则变得具有淬火敏感性. 所以淬火敏感性控制可以转换成弥散粒子种类或再结晶分数的控制. ...
1
1986
... 高合金化7×××系铝合金材料的发展, 在发挥该系合金高强特性的基础上, 探索成分、析出相对强韧性和淬透性协同的作用规律与机理[70 -75 ] . 如图6[70 ] 所示, 通过改变Al-8Zn-xMg-1.6Cu合金的Mg含量(1#—1.0%, 2#—1.4%, 3#—2.0%), 可以调控合金的硬度与淬火敏感性. ...
3
2014
... 而通过调整微量元素Cr, Mn, Ti和Zr, Sc等在高强7×××铝合金中的含量和种类, 能够有效改善合金的晶粒结构、韧性和抗应力腐蚀性能以及淬火敏感性. 例如, 以Zr为微量添加元素的合金(如7050, 7055, 7085等)比以Cr和Mn为微量添加元素的合金(如7075, 7049等)具有更好的抗应力腐蚀性能[71 -73 ] . 更重要的是, 含Zr的高强铝合金具有较低的淬火敏感性, 所以这类合金能广泛应用于大规格构件的承力件. 研究[74 -77 ] 表明, 含Cr和Mn的弥散粒子相界面和基体不共格, 从而使得淬火析出平衡相能够优先在这种粒子的相界面上析出; 而含Zr的弥散粒子(Al3 Zr)则具有与基体共格的界面, 大幅降低了淬火过程中平衡相在含Zr弥散粒子界面上析出的可能性. 也有研究[77 ] 表明, 部分Al3 Zr弥散粒子也能诱导淬火过程中平衡相的析出. 这是由于在再结晶发生的过程中, 晶界的迁移会导致Al3 Zr弥散粒子发生共格-不共格转变, 如图7[77 ] 所示. 不共格的Al3 Zr弥散粒子相界面则会诱导淬火析出相的析出, 合金则变得具有淬火敏感性. 所以淬火敏感性控制可以转换成弥散粒子种类或再结晶分数的控制. ...
... [77 ]表明, 部分Al3 Zr弥散粒子也能诱导淬火过程中平衡相的析出. 这是由于在再结晶发生的过程中, 晶界的迁移会导致Al3 Zr弥散粒子发生共格-不共格转变, 如图7[77 ] 所示. 不共格的Al3 Zr弥散粒子相界面则会诱导淬火析出相的析出, 合金则变得具有淬火敏感性. 所以淬火敏感性控制可以转换成弥散粒子种类或再结晶分数的控制. ...
... [77 ]所示. 不共格的Al3 Zr弥散粒子相界面则会诱导淬火析出相的析出, 合金则变得具有淬火敏感性. 所以淬火敏感性控制可以转换成弥散粒子种类或再结晶分数的控制. ...
1
2005
... 综上所述, 为了寻求均匀分布的微观组织, 宜采用强应变加工、分级固溶与淬火、多级时效、积分时效热处理等技术[78 -81 ] , 以提高韧性、耐蚀、抗疲劳等本征性能, 以及淬透性、深冲性和可焊性等工艺性能. ...
1
2005
... 综上所述, 为了寻求均匀分布的微观组织, 宜采用强应变加工、分级固溶与淬火、多级时效、积分时效热处理等技术[78 -81 ] , 以提高韧性、耐蚀、抗疲劳等本征性能, 以及淬透性、深冲性和可焊性等工艺性能. ...
2
2013
... 综上所述, 为了寻求均匀分布的微观组织, 宜采用强应变加工、分级固溶与淬火、多级时效、积分时效热处理等技术[78 -81 ] , 以提高韧性、耐蚀、抗疲劳等本征性能, 以及淬透性、深冲性和可焊性等工艺性能. ...
... 时效是决定最终性能的关键工序, 在提高材料综合性能方面已研发了一系列的时效技术. 美铝公司研发了T77回归再时效(RRA)技术, 该技术的温度-时间关系示意图如图11所示, 在调控铝合金的强度、韧性与耐蚀性方面取得了很大成功. 如图12[126 ] 所示, 通过RRA处理, 在提高韧性与耐蚀性能的同时, 强度甚至可以高于T6态材料. 但该技术时效温度窗口窄, 难以在工程上解决多级时效过程中厚截面材料宏/细观组织性能不均匀的难题. 因此, 同时研发了集温度、时间、外场等多因素产生累积效应的多种中厚板时效热处理技术, 如积分时效、高温预析出、多次时效处理等[66 ,81 ,127 ] . 如图13[127 ] 所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
1
2014
... 2×××系高强铝合金材料的发展, 在现有合金强韧性与抗疲劳特性的基础上, 一方面需要不断揭示合金成分及析出相种类对强韧性作用规律与机理, 如图8[82 ] 所示, 当Cu/Mg比达到4.9时, 可同时析出S相和 ω [83 -92 ] . ...
1
2008
... 2×××系高强铝合金材料的发展, 在现有合金强韧性与抗疲劳特性的基础上, 一方面需要不断揭示合金成分及析出相种类对强韧性作用规律与机理, 如图8[82 ] 所示, 当Cu/Mg比达到4.9时, 可同时析出S相和 ω [83 -92 ] . ...
1
2006
... 2×××系高强铝合金材料的发展, 在现有合金强韧性与抗疲劳特性的基础上, 一方面需要不断揭示合金成分及析出相种类对强韧性作用规律与机理, 如图8[82 ] 所示, 当Cu/Mg比达到4.9时, 可同时析出S相和 ω [83 -92 ] . ...
1
2008
... 对具有高强、高韧、耐蚀、可焊等高综合性能特性的2519合金的成分进行优化设计后得到2519A[93 -99 ] , 经采用热机械处理、间断二次时效等技术, 细化了第二相、提高了时效析出相的分布密度, 大幅度提高了合金的力学性能与抗弹性能, 如图9[100 ] 所示. ...
1
2008
... 对具有高强、高韧、耐蚀、可焊等高综合性能特性的2519合金的成分进行优化设计后得到2519A[93 -99 ] , 经采用热机械处理、间断二次时效等技术, 细化了第二相、提高了时效析出相的分布密度, 大幅度提高了合金的力学性能与抗弹性能, 如图9[100 ] 所示. ...
1
2014
... 对具有高强、高韧、耐蚀、可焊等高综合性能特性的2519合金的成分进行优化设计后得到2519A[93 -99 ] , 经采用热机械处理、间断二次时效等技术, 细化了第二相、提高了时效析出相的分布密度, 大幅度提高了合金的力学性能与抗弹性能, 如图9[100 ] 所示. ...
1
2014
... 对具有高强、高韧、耐蚀、可焊等高综合性能特性的2519合金的成分进行优化设计后得到2519A[93 -99 ] , 经采用热机械处理、间断二次时效等技术, 细化了第二相、提高了时效析出相的分布密度, 大幅度提高了合金的力学性能与抗弹性能, 如图9[100 ] 所示. ...
1
2014
... 对具有高强、高韧、耐蚀、可焊等高综合性能特性的2519合金的成分进行优化设计后得到2519A[93 -99 ] , 经采用热机械处理、间断二次时效等技术, 细化了第二相、提高了时效析出相的分布密度, 大幅度提高了合金的力学性能与抗弹性能, 如图9[100 ] 所示. ...
1
2014
... 铝合金厚板高向性能低是国际铝加工界一直设法要解决的难题. 非对称内剪切轧制是一条值得研究的技术途径[101 -103 ] . 德国科布伦茨铝合金材料加工厂研发的蛇形轧制技术, 不同于平辊轧制与传统的非对称轧制, 能使厚板内外层同时经受剪切变形, 消除厚板中间层因变形不能深入而留下的组织, 可大幅提高厚板高向组织与性能的均匀性. 此外, 经蛇形轧制产生的剪切组织和织构组态, 将会引起板材强韧性、耐蚀性、抗疲劳、耐损伤及成形加工性能的一系列变化[104 ] , 该技术正在研发中. ...
1
2010
... 铝合金厚板高向性能低是国际铝加工界一直设法要解决的难题. 非对称内剪切轧制是一条值得研究的技术途径[101 -103 ] . 德国科布伦茨铝合金材料加工厂研发的蛇形轧制技术, 不同于平辊轧制与传统的非对称轧制, 能使厚板内外层同时经受剪切变形, 消除厚板中间层因变形不能深入而留下的组织, 可大幅提高厚板高向组织与性能的均匀性. 此外, 经蛇形轧制产生的剪切组织和织构组态, 将会引起板材强韧性、耐蚀性、抗疲劳、耐损伤及成形加工性能的一系列变化[104 ] , 该技术正在研发中. ...
1
2010
... 铝合金厚板高向性能低是国际铝加工界一直设法要解决的难题. 非对称内剪切轧制是一条值得研究的技术途径[101 -103 ] . 德国科布伦茨铝合金材料加工厂研发的蛇形轧制技术, 不同于平辊轧制与传统的非对称轧制, 能使厚板内外层同时经受剪切变形, 消除厚板中间层因变形不能深入而留下的组织, 可大幅提高厚板高向组织与性能的均匀性. 此外, 经蛇形轧制产生的剪切组织和织构组态, 将会引起板材强韧性、耐蚀性、抗疲劳、耐损伤及成形加工性能的一系列变化[104 ] , 该技术正在研发中. ...
1
2014
... 铝合金厚板高向性能低是国际铝加工界一直设法要解决的难题. 非对称内剪切轧制是一条值得研究的技术途径[101 -103 ] . 德国科布伦茨铝合金材料加工厂研发的蛇形轧制技术, 不同于平辊轧制与传统的非对称轧制, 能使厚板内外层同时经受剪切变形, 消除厚板中间层因变形不能深入而留下的组织, 可大幅提高厚板高向组织与性能的均匀性. 此外, 经蛇形轧制产生的剪切组织和织构组态, 将会引起板材强韧性、耐蚀性、抗疲劳、耐损伤及成形加工性能的一系列变化[104 ] , 该技术正在研发中. ...
1
2013
... 均匀化后冷却速率对7050铝合金板材再结晶的影响
[107] ![]()
2.2.3 大规格/厚截面材料组织性能均匀性的热处理调控 该类铝合金材料热处理主要也包括均匀化、固溶淬火及时效. 均匀化处理不仅需要溶解沿厚向差别大的非平衡结晶相, 而且需要调控Cr, Mn, Ti和Zr等微合金化元素的高熔点弥散相的均匀析出, 以获得最佳的控制再结晶的组织. 固溶处理要高温溶解已析出的溶质原子, 消除过剩相或加工过程中产生的第二相. 因此, 研发了分(多)级均匀化与固溶技术<sup>[<xref ref-type="bibr" rid="R105">105</xref>-<xref ref-type="bibr" rid="R107">107</xref>]</sup>. 研究<sup>[<xref ref-type="bibr" rid="R107">107</xref>]</sup>发现, 7×××系铝合金铸锭均匀化处理的冷却速率不仅影响其变形行为和固溶处理后的再结晶分数, 如图10<sup>[<xref ref-type="bibr" rid="R107">107</xref>]</sup>所示, 并最终影响成品的强度和延伸率. 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
1
2010
... 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
3
2012
... 均匀化后冷却速率对7050铝合金板材再结晶的影响
[107] ![]()
2.2.3 大规格/厚截面材料组织性能均匀性的热处理调控 该类铝合金材料热处理主要也包括均匀化、固溶淬火及时效. 均匀化处理不仅需要溶解沿厚向差别大的非平衡结晶相, 而且需要调控Cr, Mn, Ti和Zr等微合金化元素的高熔点弥散相的均匀析出, 以获得最佳的控制再结晶的组织. 固溶处理要高温溶解已析出的溶质原子, 消除过剩相或加工过程中产生的第二相. 因此, 研发了分(多)级均匀化与固溶技术<sup>[<xref ref-type="bibr" rid="R105">105</xref>-<xref ref-type="bibr" rid="R107">107</xref>]</sup>. 研究<sup>[<xref ref-type="bibr" rid="R107">107</xref>]</sup>发现, 7×××系铝合金铸锭均匀化处理的冷却速率不仅影响其变形行为和固溶处理后的再结晶分数, 如图10<sup>[<xref ref-type="bibr" rid="R107">107</xref>]</sup>所示, 并最终影响成品的强度和延伸率. 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
... [
107 ]发现, 7×××系铝合金铸锭均匀化处理的冷却速率不仅影响其变形行为和固溶处理后的再结晶分数, 如图10
[107 ] 所示, 并最终影响成品的强度和延伸率.
淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
... [
107 ]所示, 并最终影响成品的强度和延伸率.
淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
1
2011
... 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
1
2011
... 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
1
2012
... 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
1
2012
... 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
1
2014
... 淬火过程中, 由于厚板中心层晶界和相界上平衡相的非均匀析出, 导致合金在时效过程中无法提供足够的强化相从而使整体构件性能下降, 产生短板效应; 淬火残余应力大, 且分布不均匀, 即使采用预拉伸仍难以消除残余应力及其不均匀分布[108 -110 ] . 宽幅薄板淬火后往往板型差、翘曲, 大型挤压型材淬火后扭曲变形、性能不均匀, 超长中空型材立式淬火上、下性能不均匀. 因此, 研究中厚板辊底固溶淬火-预拉伸、薄板气垫炉固溶-淬火、中空型材卧式连续淬火、锻件预压缩、薄板辊矫的板型控制与残余应力消减技术已成为高端铝材制备的热点[69 ,106 ,109 -125 ] . ...
1
... 时效是决定最终性能的关键工序, 在提高材料综合性能方面已研发了一系列的时效技术. 美铝公司研发了T77回归再时效(RRA)技术, 该技术的温度-时间关系示意图如图11所示, 在调控铝合金的强度、韧性与耐蚀性方面取得了很大成功. 如图12[126 ] 所示, 通过RRA处理, 在提高韧性与耐蚀性能的同时, 强度甚至可以高于T6态材料. 但该技术时效温度窗口窄, 难以在工程上解决多级时效过程中厚截面材料宏/细观组织性能不均匀的难题. 因此, 同时研发了集温度、时间、外场等多因素产生累积效应的多种中厚板时效热处理技术, 如积分时效、高温预析出、多次时效处理等[66 ,81 ,127 ] . 如图13[127 ] 所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
2
2007
... 时效是决定最终性能的关键工序, 在提高材料综合性能方面已研发了一系列的时效技术. 美铝公司研发了T77回归再时效(RRA)技术, 该技术的温度-时间关系示意图如图11所示, 在调控铝合金的强度、韧性与耐蚀性方面取得了很大成功. 如图12[126 ] 所示, 通过RRA处理, 在提高韧性与耐蚀性能的同时, 强度甚至可以高于T6态材料. 但该技术时效温度窗口窄, 难以在工程上解决多级时效过程中厚截面材料宏/细观组织性能不均匀的难题. 因此, 同时研发了集温度、时间、外场等多因素产生累积效应的多种中厚板时效热处理技术, 如积分时效、高温预析出、多次时效处理等[66 ,81 ,127 ] . 如图13[127 ] 所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
... [127 ]所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
2
2007
... 时效是决定最终性能的关键工序, 在提高材料综合性能方面已研发了一系列的时效技术. 美铝公司研发了T77回归再时效(RRA)技术, 该技术的温度-时间关系示意图如图11所示, 在调控铝合金的强度、韧性与耐蚀性方面取得了很大成功. 如图12[126 ] 所示, 通过RRA处理, 在提高韧性与耐蚀性能的同时, 强度甚至可以高于T6态材料. 但该技术时效温度窗口窄, 难以在工程上解决多级时效过程中厚截面材料宏/细观组织性能不均匀的难题. 因此, 同时研发了集温度、时间、外场等多因素产生累积效应的多种中厚板时效热处理技术, 如积分时效、高温预析出、多次时效处理等[66 ,81 ,127 ] . 如图13[127 ] 所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
... [127 ]所示, 这些时效方法的共同特点是, 在大规格材料中实现晶界相非连续析出, 晶内相高密度析出, 减小无沉淀析出区的宽度, 以保证高的综合性能及其均匀性. ...
1
2004
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
1
2013
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
1
2011
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
1
2005
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
1
2009
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
1
2005
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
1
2001
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
1
2000
... 采用大规格铝合金材料制造整体构件, 可以实现减重增效, 材料利用率大幅度提高, 材料与构件制造技术的融合趋势十分明显. 整体大构件的制造过程十分复杂, 容易使材料消耗大, 其性能在制造过程中损失大, 因此, 发展了材料/构件成形/成性一体化制备技术, 如框梁主承力结构件局部选择性增强、整体壁板构件蠕变时效成形[128 ,129 ] 、超塑性成形与固态扩散连接[130 -132 ] 、激光焊接[133 ,134 ] 、搅动摩擦焊接[135 ,136 ] 等大规格构件制造技术. ...
2
2004
... 目前, 世界上最大的客机A380机翼整体上壁板(图14[137 ] )采用超强7055铝合金厚板, 先在平面状态下铣削出加强筋, 然后用蠕变时效成形技术实现最终的成形/成性, 长达33 m, 最宽处达2.8 m, 厚度在3~28 mm内变化, 内部加强筋条结构复杂. 该结构极大地提高了机身的可靠性、耐久性、耐损伤容限和承载能力, 使飞机服役年限提高到40~50年[137 ] . ...
... [137 ]. ...
1
2001
... 然而, 现代飞机大量使用的具有空气动力学曲率要求的2×××系铝合金壁板、蒙皮却还未见应用蠕变时效成形技术的报道. 其中一个重要原因是2×××系合金在蠕变时效成形过程中会出现所谓析出相应力位向效应[138 ,139 ] , 如图15[139 ] 所示. Al-4Cu合金在应力时效时, 会出现Al2 Cu (θ相)在平行于晶体有效压应力的方向上不析出, 而在垂直方向上大量析出的现象. 析出相应力位向效应会造成材料性能下降, 制约了蠕变时效成形在高性能2×××系铝合金构件上的应用. ...
2
2001
... 然而, 现代飞机大量使用的具有空气动力学曲率要求的2×××系铝合金壁板、蒙皮却还未见应用蠕变时效成形技术的报道. 其中一个重要原因是2×××系合金在蠕变时效成形过程中会出现所谓析出相应力位向效应[138 ,139 ] , 如图15[139 ] 所示. Al-4Cu合金在应力时效时, 会出现Al2 Cu (θ相)在平行于晶体有效压应力的方向上不析出, 而在垂直方向上大量析出的现象. 析出相应力位向效应会造成材料性能下降, 制约了蠕变时效成形在高性能2×××系铝合金构件上的应用. ...
... [139 ]所示. Al-4Cu合金在应力时效时, 会出现Al2 Cu (θ相)在平行于晶体有效压应力的方向上不析出, 而在垂直方向上大量析出的现象. 析出相应力位向效应会造成材料性能下降, 制约了蠕变时效成形在高性能2×××系铝合金构件上的应用. ...
2
2005
... 但是, 我国铝材研发的总体基础比较薄弱. 我国自己研发的铝合金牌号极少, 规格非常有限[140 ] . 大飞机设计所需要生产的铝合金材料产品的品质有待稳定, 需逐步取得适航认证, 并建立自己的航空标准. ...
... 几十年来, 我国铝合金材料的研究和开发取得了很大的进展, 形成了我国自己的第一代、第二代、第三代铝合金材料及其批量生产的能力, 并研发了如LC4, LC9, LY12, 2A12, 2A16, 7A04, 7B04, 7A50和7B50等系列铝合金, 形成了这些铝合金材料的成分与系列热处理状态[140 ] . 以某型号战机为例, 所用铝合金多属第三代高强、高韧、耐蚀铝合金材料, 全属自主研发, 形成了战机批量生产需要的供货能力. 首次实现国产高纯铝合金在型号上的批量应用, 提高了国产航空铝合金生产和应用的整体水平, 加速了国产航空铝合金的更新换代, 丰富了战机用先进铝合金材料体系. ...
2
2005
... 但是, 我国铝材研发的总体基础比较薄弱. 我国自己研发的铝合金牌号极少, 规格非常有限[140 ] . 大飞机设计所需要生产的铝合金材料产品的品质有待稳定, 需逐步取得适航认证, 并建立自己的航空标准. ...
... 几十年来, 我国铝合金材料的研究和开发取得了很大的进展, 形成了我国自己的第一代、第二代、第三代铝合金材料及其批量生产的能力, 并研发了如LC4, LC9, LY12, 2A12, 2A16, 7A04, 7B04, 7A50和7B50等系列铝合金, 形成了这些铝合金材料的成分与系列热处理状态[140 ] . 以某型号战机为例, 所用铝合金多属第三代高强、高韧、耐蚀铝合金材料, 全属自主研发, 形成了战机批量生产需要的供货能力. 首次实现国产高纯铝合金在型号上的批量应用, 提高了国产航空铝合金生产和应用的整体水平, 加速了国产航空铝合金的更新换代, 丰富了战机用先进铝合金材料体系. ...
1
... 一方面需加强大规格高性能材料及其生产的工艺技术和机理研究, 确保产品品质的一致性、稳定性能够满足国家工程的要求, 以及大飞机的适航认证的要求; 另一方面要重视新一代铝合金的前沿性、基础性的研究工作. 最近的研究[141 ] 发现, 在Al-Zn-Mg-Cu合金淬火过程中, 会析出一种类似于T1 (Al2 CuLi)的强化相, 这为开展低淬火敏感性铝合金的创新设计和材料研发提供了新信息. 总之, 在对国际上的高强铝合金材料的发展和知识产权情况深入分析的前提下, 应明确目标, 集中力量抢占未来发展的若干基础和应用研究的制高点. 我们深信, 不久的将来我国不仅是普通铝合金材料生产的大国, 而且也是高端高强铝合金材料研发与生产的强国. ...

 , 邓运来, 张勇
, 邓运来, 张勇



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}