NiCrFe-7镍基焊材主要应用于核岛主设备的核反应器和蒸汽发生器关键部件制造中. 镍基焊材现场焊接过程中性能不稳定, 焊缝金属中常出现2类焊接缺陷, 即高温失延裂纹(DDC)和夹杂物缺陷. DDC属于焊接热裂纹的一种, 产生于完全凝固后的高温阶段, 具有沿晶性和无晶间液膜的特征, 常规的无损探伤方法很难将其完全检测出来. DDC常成为其他裂纹的起源, 其潜在危害较大。
国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等。
镍基焊缝金属DDC敏感性与材料中的元素和析出相有关. 合金元素影响析出相的种类、数量和分布, 进而影响焊缝金属DDC敏感性. 镍基焊缝中的析出相主要有2类. 一类析出相是MX, 该析出相能降低焊缝金属DDC敏感性[9 -16 ] . MX析出相在凝固过程中析出, 其能钉扎晶界, 阻碍晶界迁移, 形成弯曲晶界, 降低DDC敏感性. 另一类析出相是M23 C6 . 研究人员[17 ,18 ] 认为, M23 C6 与基体之间会产生很大的错配度, 导致碳化物两端应力集中, 促使裂纹的形核, 容易引起DDC, 即M23 C6 析出诱导裂纹形成机制. 本课题组前期研究工作[19 -21 ] 表明, M23 C6 会促使DDC裂纹的形核和扩展, 并制备了多种不同Ti含量的镍基焊材, 考察了Ti含量对焊缝金属组织、缺陷和性能的影响, 发现随Ti含量增加, 焊缝金属中高温Ti(C, N)析出相增加, 晶界C偏析量减少, 晶界的M23 C6 析出相减少, 焊缝的DDC数量和尺寸减少, 焊缝金属的强度和塑性同时增加. 但是随着Ti含量增加, 渗透探伤检测出焊缝中存在夹杂物缺陷, 这是由于Ti在焊接过程中还承担脱氧的作用, 随焊接材料中Ti含量增加, 焊缝熔池中的氧化物增多, 熔池流动性变差, 导致焊接过程中形成的夹杂物不容易浮出熔池表面, 夹杂物在熔池中聚集长大而残留在焊缝中形成夹杂物缺陷[19 ] 。
因此, 仅调整材料中的Ti含量, 难以同时满足低DDC敏感性和低夹杂物缺陷敏感性2个条件, 需考虑添加其它MX形成元素替代材料中的一部分Ti, 在保证焊接过程中无夹杂物缺陷的同时降低焊缝金属DDC敏感性. Nb是MC析出相形成元素之一, 同时Nb与氧结合能力较弱, 在镍基焊缝中不承担脱氧的作用[22 ,23 ] . 本工作拟通过添加Nb, 增加高温MX析出相, 增加晶内固C量, 减少晶界C偏析量, 减少晶界M23 C6 的析出, 降低DDC敏感性。
1 实验方法
采用Thermo-Calc热力学计算软件对NiCrFe-7热力学平衡相图进行计算, 辅助进行合金成分优化设计. 使用的数据库为ThermoTech研发的TTNi8数据库, 参与计算的合金元素为Ni, Cr, Fe, C, Si, Al, Mn, N, Ti, Nb. 图1是采用Thermo-Calc软件计算得到的NiCrFe-7合金的二维垂直截面相图. 由图可知, 添加Nb时, 能形成高温TiN和NbC相, 固定部分C. 因此Nb替代Ti同样可控制中温M23 C6 的析出. 减少焊接材料中的Ti含量, 能够改善焊缝熔池的流动性[24 ] , 夹杂物易于浮出, 能够降低焊缝夹杂物缺陷的敏感性[19 ] . 图2为不同Nb含量的焊缝金属相组分计算结果, 当Nb含量低于0.4%时, 不会形成NbC相. 当Nb含量高于0.7%时, 会形成NbC相, 且随着Nb含量增加, M23 C6 的初始析出温度会降低. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, 将直接影响M23 C6 形成数量和尺寸, 这与Ti含量对M23 C6 初始析出温度的影响类似[20 ] 。
图1 NiCrFe-7合金二维垂直截面相图
Fig.1 Vertical cross-section phase diagrams of NiCrFe-7 alloy at low (a) and high (b) magnification
图2 Nb含量对NiCrFe-7合金平衡析出相的影响
Fig.2 Effect of Nb content on mass fraction of NbC (a) and M23 C6 (b) for NiCrFe-7 alloys
依据相图计算结果设计了5种焊接材料, 如表1所示. 其目标Nb含量分别为0, 0.4%, 0.7%, 0.85%, 1.1%. 由于当Nb含量高于0.85%时, M23 C6 初始析出温度不再降低. 同时由于当Nb含量超过1.2%时, 在焊接过程中容易发生偏析, 引起凝固裂纹和液化裂纹[25 ] , 因此不在焊接材料中添加更多的Nb。
焊丝制造工艺路线包括合金熔炼、钢锭锻造、盘条轧制和焊丝拉拔4个步骤. 采用VIM-25半连续真空感应熔铸炉制备上述5种成分的合金锭, 每个钢锭25 kg. 将熔炼后的合金锭用砂轮切割机切割冒口, 在车床上扒皮去掉重皮、气孔、夹渣等表面缺陷, 为钢锭锻造做好准备. 合金锭在GSM-28高温箱式电阻炉中加热到1150 ℃, 保温2 h后, 用750 kg空气锤将合金锭锻成30 mm×30 mm的方料. 将方料加热到1150~1170 ℃保温1 h后, 在热连轧机上轧制成直径为8 mm的盘条. 焊丝拉拔分为粗拉和精拉2大步骤. 粗拉前将盘条置于井式炉中进行1080 ℃退火, 上灰烘干后将盘条粗拉至直径5 mm. 精拉时首先进行电解酸洗和1080 ℃在线充H2 退火, 然后进行拉拔. 经过多道次的精拉将焊丝拉拔至直径0.9 mm, 然后进行焊丝的绕盘和包装. 最后按照GB15620-2008标准进行焊丝表观物性检测, 包括焊丝直径偏差、松弛直径和翘距. 焊丝的各项表观物性和化学成分符合要求后进行焊接。
焊接实验采用Q235钢作为母材, 尺寸为500 mm×125 mm×25 mm, 采用V型坡口, 开口角度为20°. 由于本实验只关注焊缝熔敷金属性能, 因此, 在熔敷金属接触Q235材料处都要堆焊镍基预堆边以阻止合金元素在焊接过程中的迁移, 如图3所示. 堆焊后, 采用W极氩弧焊进行焊缝的多层多道次焊接. 一共焊接16层55道次, 焊接电流为140~160 A, 焊接电压为10.5~10.8 V, 焊接速度为165 mm/min, 占空比为50%, 气体流量为20 L/min, 极性为直流正极性, 送丝速度为2000 mm/min, 层间温度小于100 ℃, 保护气体为纯Ar气。
图3 焊接接头示意图
Fig.3 Schematic diagram of weld joint (unit: mm, the rectangle area indicates the sampling position)
用电火花切割方法进行焊缝金属横截面解剖. 采用6300型等离子体发射光谱仪(ICP)对焊缝金属进行化学成分分析. 由于在多层多道焊焊缝金属中的不同位置, 其经历的再热过程会有差别, 导致晶内和晶界析出相的数量和尺寸会有变化[26 ] . 因此, 本研究对焊缝金属析出相的观察位置为焊缝金属几何中心5 mm的范围以内, 取样位置如图3焊缝中的方框所示. 对焊缝金属进行机械研磨和抛光.采用10 g H2 C2 O4 +100 mL H2 O在10 V直流电压下对焊缝金属进行20~30 s的电解腐蚀. 采用Observer.Z1m光学显微镜(OM)统计DDC长度, 采用INSPECT F50扫描电镜(SEM)观察晶界和晶内析出相. 利用SEM上配置的能谱仪(EDS)分析析出相元素组成. 对透射电镜(TEM)样品采用电解双喷减薄制备, 双喷液为10%高氯酸乙醇溶液(体积分数), 采用Tecnai F20 TEM观察焊缝金属晶界析出相. 按照GB/T 2652和GB/T 2653对焊缝金属进行拉伸和弯曲样品取样及实验. 采用AG-X250 KN拉伸试验机进行拉伸实验, 采用AG-I 500 KN弯曲实验机进行弯曲实验。
图4 0Nb焊缝金属形貌
Fig.4 Morphologies of 0Nb weld metal at low (a) and high (b) magnification
2 实验结果
2.1 Nb含量对焊缝金属组织的影响
图4a为0Nb焊缝金属的宏观形貌. 由图可见, 焊缝2边的晶粒垂直于坡口斜向生长, 焊缝中间的晶粒竖直生长, 这与焊接过程中焊缝中的散热有关, 晶粒沿散热的反方向生长. 焊层与焊层之间的晶粒外延生长(图4b). 不同的晶粒之间枝晶生长具有各向异性的特点, 不同Nb含量焊缝金属组织在宏观金相下无明显差别。
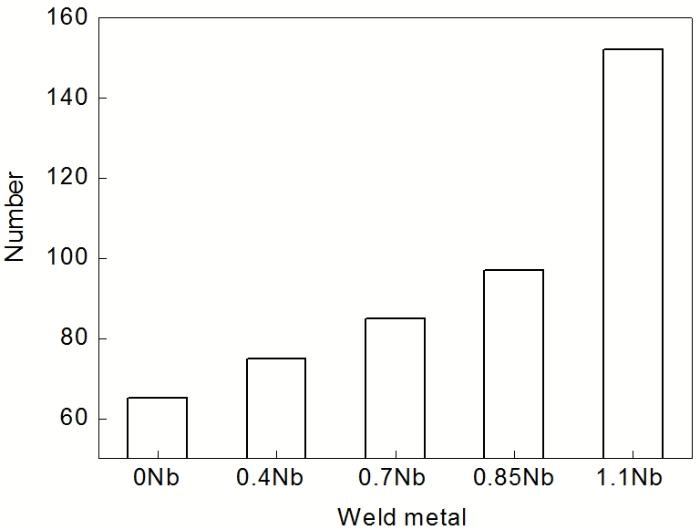
图5为不同Nb含量焊缝金属晶内析出相形貌和EDS分析. 由图5a~d可见, 晶内析出相主要沿枝晶间分布, 结合图1和2可知, 不含Nb的焊缝金属中晶内析出相为Ti(C, N), 含Nb的焊缝金属中晶内析出相为(Nb, Ti)(C, N). 对不同Nb含量焊缝金属晶内析出相数量进行统计, 结果如图6所示. 由图可见, 随焊缝金属中Nb含量增加, 晶内析出相的数量增加。
在焊缝熔池凝固过程中, 首先会析出TiN(图1), 由于TiN与奥氏体基体的错配度较大, 其不能作为奥氏体异质形核的核心[27 ] , 在凝固过程中TiN会被排挤到枝晶间. 同时在凝固过程中, Ti, Nb会偏析于枝晶间[20 ] , 使得枝晶间的Ti, Nb含量高于枝晶干. 在凝固后期, 在无Nb焊缝金属中TiN会转变为Ti(C, N)[19 ,28 ] , 在含Nb焊缝金属中TiN会转变为(Nb, Ti)(C, N), NbC也会单独在枝晶间析出[20 ] . 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加。
图5 0Nb和1.1Nb焊缝金属晶内析出相的SEM像和EDS分析
Fig.5 SEM images (a~d) and EDS analysis (e, f) of 0Nb (a, c, e) and 1.1Nb (b, d, f) weld metal (Figs.5e and f correspond to the EDS analysis of precipitates in the rectangle areas in Figs.5a and b, respectively)
图6 不同Nb含量焊缝金属晶内析出相数量统计
Fig.6 Statistics of the intragranular precipitate number in NiCrFe-7 weld metals with different contents of Nb
图7为不同Nb含量焊缝金属晶界析出相SEM和TEM像. 通过选区电子衍射可以确定该晶界析出相为M23 C6 (图7f). M23 C6 是一种有晶界析出倾向的碳化物[28 ] , 与奥氏体基体一侧具有立方-立方的共格关系(图7f), 其晶格参数约为基体的3倍[29 ] . 随Nb含量增加, 焊缝金属中晶界M23 C6 析出相减少, 且M23 C6 由多列连续分布转变为单列离散分布(图7a~e)。
图7 不同Nb含量焊缝金属晶界M23 C6 析出相的SEM像和TEM像
Fig.7 SEM images (a~e) and TEM image (f) of M23 C6 on the grain boundaries in 0Nb (a), 0.4Nb (b), 0.7Nb (c), 0.85Nb (d), 1.1Nb (e, f) weld metals (The insert in Fig.7f shows the corresponding SAED pattern in the circle area)
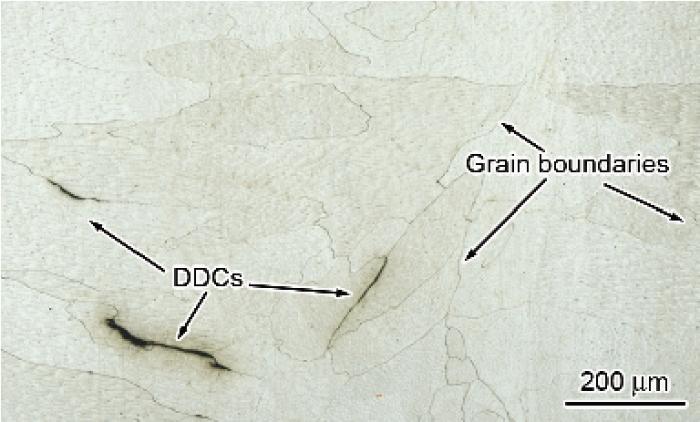
图8 0Nb焊缝金属中的高温失延裂纹(DDC)形貌
Fig.8 Ductility-dip-cracking (DDC) morphology in 0Nb weld metal
在NiCrFe-7焊缝金属中析出相主要有2大类, 一类是在晶内析出的MX相, 一类是在晶界析出的M23 C6 . 这2类析出相竞争基体中的C. MX相的析出温度较M23 C6 的析出温度高(图1和2), 因此在焊缝熔池凝固过程中MX相会首先析出, 消耗基体中的C. 在加热过程中, 当温度低于1050 ℃时, M23 C6 则有可能会析出[30 ] (图2). 随焊缝金属中Nb含量增加, MX析出相增多(图6), 晶内消耗的C增加, C扩散到晶界的量减少, 晶界M23 C6 的析出量减少. 相图计算(图2)显示, 添加Nb可析出NbC, 降低M23 C6 的初始析出温度. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, M23 C6 的析出和长大的驱动力越小[31 ] , M23 C6 在晶界上的析出越慢, M23 C6 形成数量和尺寸越小. 添加Nb能够起到固定C, 减少晶界M23 C6 的作用. 当Nb含量从0增加到0.85%时, M23 C6 的初始析出温度逐步降低至约730 ℃(图2). 当Nb含量超过0.85%时, 添加更多的Nb对于降低M23 C6 的初始析出温度无明显效果(图2). 在焊接热循环过程中当温度低于730 ℃时, M23 C6 会少量析出(图7d和e)。
图9 不同Nb含量焊缝金属横截面的DDC总长度统计
Fig.9 Statistics of the total crack length in the weld metals with different contents of Nb
2.2 Nb含量对焊缝金属DDC的影响
图8为0Nb焊缝金属中的DDC形貌. 可以看出, DDC具有沿晶性, 易产生于大角度长直晶界上, 与应力方向成45°~90°[14 ] . DDC尺寸小, 普通的无损探伤方法无法完全将其检测出来, 常成为其它裂纹的裂纹源[19 ] , 对核电产品的潜在危害很大。
图10 不同Nb含量焊缝金属的拉伸实验曲线
Fig.10 Tensile test curves for the weld metals with different Nb contents (σ—stress, ε—strain)
研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果。
图11 不同Nb含量焊缝金属室温拉伸断口形貌
Fig.11 Fractographs of 0Nb (a, a1, a2, a3), 0.4Nb (b, b1, b2, b3), 0.7Nb (c, c1, c2, c3), 0.85Nb (d, d1, d2, d3), 1.1Nb (e, e1, e2, e3) weld metal (Figs.a1~a3, b1~b3, c1~c3, d1~d3 and e1~e3 correspond to the magnified images of areas in Figs.11a, b, c, d and e, respectively)
2.3 Nb含量对焊缝金属力学性能的影响
图10为不同Nb含量焊缝金属的室温拉伸曲线. 可以看出, 随Nb含量增加, 焊缝金属的强度和塑性同时增加. 0Nb, 0.4Nb, 0.7Nb, 0.85Nb, 1.1Nb焊缝金属的强度分别为520, 559, 594, 615, 653 MPa, 塑性分别为19.5%, 24.8%, 32.0%, 32.5%, 35.2.0%. 拉伸断口呈现了3种特征区域, 结果如图11a所示. 第1种为粗糙平面, 无断裂特征(图11a1),由DDC引起, 具有沿晶性[20 ] . 第2种为裂纹, 裂纹周边无断裂特征(图11a2), 该裂纹也是由于DDC引起, 具有沿晶性[20 ] . 第3种为韧窝穿晶型断裂(图11a3). DDC是影响焊缝金属力学性能的主要因素. 随Nb含量增加, 焊缝金属中DDC减少, 无断裂特征面的面积减少, 韧窝型断裂的面积增加. 裂纹周边也由无断裂特征面转变为浅宽的韧窝型断裂. 随Nb含量增加, 焊缝金属中DDC减少, 焊缝金属的强度和塑性同时增加。
图12 不同Nb含量焊缝金属正弯的表面形貌
Fig.12 Morphologies of bending surfaces for 0Nb (a), 0.4Nb (b), 0.7Nb (c), 0.85Nb (d) and 1.1Nb (e) weld metals
图12为不同Nb含量焊缝金属正弯后试样表面形貌. 0Nb焊缝金属弯曲试样表面产生了大量的裂纹. 随着Nb含量增加, 表面裂纹越来越少. 根据拉伸性能的分析可知, 弯曲试样表面的裂纹也是由焊缝金属中DDC引起的. 随Nb含量增加, 焊缝金属中DDC数量和尺寸减小, 弯曲试样表面的裂纹减少, 弯曲性能变好。
3 结论
(1) 晶内析出相主要沿枝晶间分布, 不含Nb的焊缝金属中晶内析出相为Ti(C, N), 含Nb的焊缝金属中晶内析出相为(Nb, Ti)(C, N). 随Nb含量增加, 晶内析出相的数量增加。
(2) M23 C6 沿晶界析出, 添加Nb降低M23 C6 的初始析出温度, 减慢M23 C6 的析出, 减小M23 C6 数量和尺寸. 随Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布。
(3) 随Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小. 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果。
(4) 随Nb含量增加, 焊缝金属拉伸断口无断裂特征面的面积减少, 韧窝型断裂的面积增加. 裂纹周边也由无断裂特征面转变为浅宽的韧窝型断裂, 焊缝金属的强度和塑性同时增加, 0Nb焊缝金属弯曲试样表面产生了大量的裂纹. 随着Nb含量增加, 表面裂纹越来越少。
参考文献
文献选项
[1]
Nissley N E Lippold J C Weld J , 2003 ; 82 (12 ): 355s
[本文引用: 1]
[2]
Torres E A Peternella F G Caram R Ramírez A In: Kannengiesser J T, Babu S S, Komizo Y, Ramirez A J eds., In-situ Studies with Photons, Neutrons and Electrons Scattering. Berlin, Heidelberg: Springer , 2010 : 27
[本文引用: 1]
[3]
Unfried J S Torres E A Ramirez A J In: Böllinghaus T, Lippold J C, Cross C E eds., Hot Cracking Phenomena in Welds III. Berlin, Heidelberg: Springer , 2011 : 295
[本文引用: 1]
[4]
Wu W Chen P Y Jiang H Welding , 2009 ; (2 ): 61
[本文引用: 1]
(吴伟 , 陈佩寅 , 姜胡 , 焊接 , 2009 ; (2 ): 61 )
[本文引用: 1]
[5]
Nishimoto K Saida K Okauchi H Ohta K Sci Technol Weld Joining , 2006 ; 11 : 471
[本文引用: 1]
[6]
Saida K Nomoto Y Okauchi H Ogiwara H Nishimoto K Sci Technol Weld Joining , 2012 ; 17 (1 ): 1
[7]
Saida K Taniguchi A Okauchi H Ogiwara H Nishimoto K Sci Technol Weld Joining , 2011 ; 16 : 553
[8]
Capobianco T E Hanson M E Auger Spectroscopy Results from Ductility Tip Cracks Opened Under Ultra-high Vacuum. Niskayuna, NY: Knolls Atomic Power Laboratory (KAPL), 2005: No. LM-05K074
[本文引用: 1]
[9]
Lee D J Kim Y S Shin Y T Jeon E C Lee S H Lee H J Lee S K Lee J H Lee H W Met Mater Int , 2010 ; 16 : 813
[本文引用: 2]
[10]
Kujanpaa V P David S A White C L Weld J , 1986 ; 65 (8 ): S203
[11]
Ramirez A J Lippold J C In: Böllinghaus T, Herold H eds., Hot Cracking Phenomena in Welds. Berlin, Heidelberg: Springer , 2005 : 19
[12]
Ramirez A J Garzon C M In: Böllinghaus T, Herold H, Cross C J, Lippold J eds., Hot Cracking Phenomena in Welds II. Berlin, Heidelberg: Springer , 2008 : 427
[13]
Ramirez A J Lippold J C Mater Sci Eng , 2004 ; A380 : 259
[本文引用: 1]
[14]
Ramirez A J Lippold J C Mater Sci Eng , 2004 ; A380 : 245
[本文引用: 3]
[15]
Nissley N E Lippold J C Proc of the 7th Int Conf on Trends in Welding Research, Georgia: ASM International , 2006 : 327
[16]
Collins M G Ramirez A J Lippold J C Weld J , 2004 ; 83 (2 ): 39s
[本文引用: 3]
[17]
Young G A Capobianco T E Penik M A Morris B W McGee J J Weld J , 2008 ; 87 (2 ): 31s
[本文引用: 3]
[18]
Noecker F F DuPont J N Weld J , 2009 ; 88 (3 ): 62s
[本文引用: 2]
[19]
Mo W L Lu S P Li D Z Li Y Y J Mater Sci Technol , 2013 ; 29 : 458
[本文引用: 5]
[20]
Mo W L Lu S P Li D Z Li Y Y Mater Sci Eng , 2013 ; A582 : 326
[本文引用: 5]
[21]
Mo W Lu S Li D Li Y Metall Mater Trans , 2014 ; 45A : 5114
[本文引用: 2]
[22]
Murata Y Suga K Yukawa N J Mater Sci , 1986 ; 21 : 3653
[本文引用: 1]
[23]
Richards N L Chaturvedi M C Int Mater Rev , 2000 ; 45 : 109
[本文引用: 1]
[24]
Lee H T Jeng S L Yen C H Kuo T Y J Nucl Mater , 2004 ; 335 : 59
[本文引用: 1]
[25]
Tang Z Z Master Thesis, China Academy of Machinery Science Technology, Harbin , 2007
[本文引用: 1]
(唐正柱 . 机械科学研究总院硕士学位论文, 哈尔滨 , 2007 )
[本文引用: 1]
[26]
Qin R Duan Z He G Metall Mater Trans , 2013 ; 44A : 4661
[本文引用: 1]
[27]
Pan N Song B Zhai Q J Wen B J Univ Sci Technol Beijing , 2010 ; 32 : 179
[本文引用: 1]
(潘 宁 , 宋 波 , 翟启杰 , 文 彬 . 北京科技大学学报 , 2010 ; 32 : 179 )
[本文引用: 1]
[28]
Wu D Lu S P Wang X Dong W C Acta Metall Sin , 2014 ; 50 : 313
[本文引用: 2]
(吴 栋 , 陆善平 , 王 鑫 , 董文超 . 金属学报 , 2014 ; 50 : 313 )
[本文引用: 2]
[29]
Li S Chen B Ma Y C Gao M Liu K Acta Metall Sin , 2011 ; 47 : 816
[本文引用: 1]
(李 硕 , 陈 波 , 马颖澈 , 高 明 , 刘 奎 . 金属学报 , 2011 ; 47 : 816 )
[本文引用: 1]
[30]
Li H Xia S Zhou B X Ni J S Chen W J Acta Metall Sin , 2009 ; 45 : 195
[本文引用: 1]
(李 慧 , 夏 爽 , 周邦新 , 倪建森 , 陈文觉 . 金属学报 , 2009 ; 45 : 195 )
[本文引用: 1]
[31]
Zheng L Zhang M C Dong J X Rare Met Mater Eng , 2012 ; 41 : 983
[本文引用: 1]
(郑 磊 , 张麦仓 , 董建新 . 稀有金属材料与工程 , 2012 ; 41 : 983 )
[本文引用: 1]
[32]
Venkiteswaran P Bright M Taplin D Mater Sci Eng , 1973 ; A11 : 255
[本文引用: 1]
[33]
Collins M G Lippold J C Weld J , 2003 ; 82 (10 ): 288s
[本文引用: 1]
[34]
Collins M G Ramirez A J Lippold J C Weld J , 2003 ; 82 (12 ): 348s
[本文引用: 1]
1
2003
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
1
2010
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
1
2011
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
1
2009
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
1
2009
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
1
2006
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
1
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
2
2010
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
... 镍基焊缝金属DDC敏感性与材料中的元素和析出相有关. 合金元素影响析出相的种类、数量和分布, 进而影响焊缝金属DDC敏感性. 镍基焊缝中的析出相主要有2类. 一类析出相是MX, 该析出相能降低焊缝金属DDC敏感性[9 -16 ] . MX析出相在凝固过程中析出, 其能钉扎晶界, 阻碍晶界迁移, 形成弯曲晶界, 降低DDC敏感性. 另一类析出相是M23 C6 . 研究人员[17 ,18 ] 认为, M23 C6 与基体之间会产生很大的错配度, 导致碳化物两端应力集中, 促使裂纹的形核, 容易引起DDC, 即M23 C6 析出诱导裂纹形成机制. 本课题组前期研究工作[19 -21 ] 表明, M23 C6 会促使DDC裂纹的形核和扩展, 并制备了多种不同Ti含量的镍基焊材, 考察了Ti含量对焊缝金属组织、缺陷和性能的影响, 发现随Ti含量增加, 焊缝金属中高温Ti(C, N)析出相增加, 晶界C偏析量减少, 晶界的M23 C6 析出相减少, 焊缝的DDC数量和尺寸减少, 焊缝金属的强度和塑性同时增加. 但是随着Ti含量增加, 渗透探伤检测出焊缝中存在夹杂物缺陷, 这是由于Ti在焊接过程中还承担脱氧的作用, 随焊接材料中Ti含量增加, 焊缝熔池中的氧化物增多, 熔池流动性变差, 导致焊接过程中形成的夹杂物不容易浮出熔池表面, 夹杂物在熔池中聚集长大而残留在焊缝中形成夹杂物缺陷[19 ] . ...
1
2004
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
3
2004
... 图8为0Nb焊缝金属中的DDC形貌. 可以看出, DDC具有沿晶性, 易产生于大角度长直晶界上, 与应力方向成45°~90°[14 ] . DDC尺寸小, 普通的无损探伤方法无法完全将其检测出来, 常成为其它裂纹的裂纹源[19 ] , 对核电产品的潜在危害很大. ...
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
... ,14 ,16 ,33 ,34 ]. 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
3
2004
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
... 镍基焊缝金属DDC敏感性与材料中的元素和析出相有关. 合金元素影响析出相的种类、数量和分布, 进而影响焊缝金属DDC敏感性. 镍基焊缝中的析出相主要有2类. 一类析出相是MX, 该析出相能降低焊缝金属DDC敏感性[9 -16 ] . MX析出相在凝固过程中析出, 其能钉扎晶界, 阻碍晶界迁移, 形成弯曲晶界, 降低DDC敏感性. 另一类析出相是M23 C6 . 研究人员[17 ,18 ] 认为, M23 C6 与基体之间会产生很大的错配度, 导致碳化物两端应力集中, 促使裂纹的形核, 容易引起DDC, 即M23 C6 析出诱导裂纹形成机制. 本课题组前期研究工作[19 -21 ] 表明, M23 C6 会促使DDC裂纹的形核和扩展, 并制备了多种不同Ti含量的镍基焊材, 考察了Ti含量对焊缝金属组织、缺陷和性能的影响, 发现随Ti含量增加, 焊缝金属中高温Ti(C, N)析出相增加, 晶界C偏析量减少, 晶界的M23 C6 析出相减少, 焊缝的DDC数量和尺寸减少, 焊缝金属的强度和塑性同时增加. 但是随着Ti含量增加, 渗透探伤检测出焊缝中存在夹杂物缺陷, 这是由于Ti在焊接过程中还承担脱氧的作用, 随焊接材料中Ti含量增加, 焊缝熔池中的氧化物增多, 熔池流动性变差, 导致焊接过程中形成的夹杂物不容易浮出熔池表面, 夹杂物在熔池中聚集长大而残留在焊缝中形成夹杂物缺陷[19 ] . ...
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
3
2008
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
... 镍基焊缝金属DDC敏感性与材料中的元素和析出相有关. 合金元素影响析出相的种类、数量和分布, 进而影响焊缝金属DDC敏感性. 镍基焊缝中的析出相主要有2类. 一类析出相是MX, 该析出相能降低焊缝金属DDC敏感性[9 -16 ] . MX析出相在凝固过程中析出, 其能钉扎晶界, 阻碍晶界迁移, 形成弯曲晶界, 降低DDC敏感性. 另一类析出相是M23 C6 . 研究人员[17 ,18 ] 认为, M23 C6 与基体之间会产生很大的错配度, 导致碳化物两端应力集中, 促使裂纹的形核, 容易引起DDC, 即M23 C6 析出诱导裂纹形成机制. 本课题组前期研究工作[19 -21 ] 表明, M23 C6 会促使DDC裂纹的形核和扩展, 并制备了多种不同Ti含量的镍基焊材, 考察了Ti含量对焊缝金属组织、缺陷和性能的影响, 发现随Ti含量增加, 焊缝金属中高温Ti(C, N)析出相增加, 晶界C偏析量减少, 晶界的M23 C6 析出相减少, 焊缝的DDC数量和尺寸减少, 焊缝金属的强度和塑性同时增加. 但是随着Ti含量增加, 渗透探伤检测出焊缝中存在夹杂物缺陷, 这是由于Ti在焊接过程中还承担脱氧的作用, 随焊接材料中Ti含量增加, 焊缝熔池中的氧化物增多, 熔池流动性变差, 导致焊接过程中形成的夹杂物不容易浮出熔池表面, 夹杂物在熔池中聚集长大而残留在焊缝中形成夹杂物缺陷[19 ] . ...
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
2
2009
... 国内外已经针对DDC开展了系列工作. 为了测试和观察镍基焊材的DDC敏感性, Nissley和Lippold[1 ] 基于Gleeble的STF (strain-to-fracture) DDC实验方法, 考察了母材重熔焊后DDC的敏感性, 该方法能够很好地匹配温度和应变量对DDC的影响. 研究人员[2 ,3 ] 基于扫描电镜(SEM)的DDC原位观察的实验方法, 分析了局部位置DDC的开裂行为. 吴伟等[4 ] 发展了基于高温拉伸的DDC敏感性实验方法, 采用拉断后试样断面收缩率来衡量材料DDC敏感性, 并提出了多种DDC形成机制, 包括: (1) 杂质元素偏析导致晶界脆性机制. S, P等杂质元素在晶界处的偏聚, 导致晶界脆化, 降低了晶界强度, 进而导致DDC的产生[5 -8 ] . (2) 晶界迁移机制. 晶界扫过基体形成迁移晶界(migrated grain boundaries, MGBs), 使晶界变直, 长直晶界对晶界滑移阻力变小, DDC易于在长直的迁移晶界上产生, 第二相MX (M=Ti, Nb, X=C, N)能阻碍晶界迁移, 降低DDC敏感性[9 -16 ] . (3) M23 C6 (M=Cr, Fe)析出诱导裂纹形成机制. M23 C6 在晶界上析出, 与一边基体共格, 且与基体晶格参数具有3倍关系, 引起共格畸变, 容易诱导裂纹形成[17 ,18 ] 等. ...
... 镍基焊缝金属DDC敏感性与材料中的元素和析出相有关. 合金元素影响析出相的种类、数量和分布, 进而影响焊缝金属DDC敏感性. 镍基焊缝中的析出相主要有2类. 一类析出相是MX, 该析出相能降低焊缝金属DDC敏感性[9 -16 ] . MX析出相在凝固过程中析出, 其能钉扎晶界, 阻碍晶界迁移, 形成弯曲晶界, 降低DDC敏感性. 另一类析出相是M23 C6 . 研究人员[17 ,18 ] 认为, M23 C6 与基体之间会产生很大的错配度, 导致碳化物两端应力集中, 促使裂纹的形核, 容易引起DDC, 即M23 C6 析出诱导裂纹形成机制. 本课题组前期研究工作[19 -21 ] 表明, M23 C6 会促使DDC裂纹的形核和扩展, 并制备了多种不同Ti含量的镍基焊材, 考察了Ti含量对焊缝金属组织、缺陷和性能的影响, 发现随Ti含量增加, 焊缝金属中高温Ti(C, N)析出相增加, 晶界C偏析量减少, 晶界的M23 C6 析出相减少, 焊缝的DDC数量和尺寸减少, 焊缝金属的强度和塑性同时增加. 但是随着Ti含量增加, 渗透探伤检测出焊缝中存在夹杂物缺陷, 这是由于Ti在焊接过程中还承担脱氧的作用, 随焊接材料中Ti含量增加, 焊缝熔池中的氧化物增多, 熔池流动性变差, 导致焊接过程中形成的夹杂物不容易浮出熔池表面, 夹杂物在熔池中聚集长大而残留在焊缝中形成夹杂物缺陷[19 ] . ...
5
2013
... 镍基焊缝金属DDC敏感性与材料中的元素和析出相有关. 合金元素影响析出相的种类、数量和分布, 进而影响焊缝金属DDC敏感性. 镍基焊缝中的析出相主要有2类. 一类析出相是MX, 该析出相能降低焊缝金属DDC敏感性[9 -16 ] . MX析出相在凝固过程中析出, 其能钉扎晶界, 阻碍晶界迁移, 形成弯曲晶界, 降低DDC敏感性. 另一类析出相是M23 C6 . 研究人员[17 ,18 ] 认为, M23 C6 与基体之间会产生很大的错配度, 导致碳化物两端应力集中, 促使裂纹的形核, 容易引起DDC, 即M23 C6 析出诱导裂纹形成机制. 本课题组前期研究工作[19 -21 ] 表明, M23 C6 会促使DDC裂纹的形核和扩展, 并制备了多种不同Ti含量的镍基焊材, 考察了Ti含量对焊缝金属组织、缺陷和性能的影响, 发现随Ti含量增加, 焊缝金属中高温Ti(C, N)析出相增加, 晶界C偏析量减少, 晶界的M23 C6 析出相减少, 焊缝的DDC数量和尺寸减少, 焊缝金属的强度和塑性同时增加. 但是随着Ti含量增加, 渗透探伤检测出焊缝中存在夹杂物缺陷, 这是由于Ti在焊接过程中还承担脱氧的作用, 随焊接材料中Ti含量增加, 焊缝熔池中的氧化物增多, 熔池流动性变差, 导致焊接过程中形成的夹杂物不容易浮出熔池表面, 夹杂物在熔池中聚集长大而残留在焊缝中形成夹杂物缺陷[19 ] . ...
... [19 ]. ...
... 采用Thermo-Calc热力学计算软件对NiCrFe-7热力学平衡相图进行计算, 辅助进行合金成分优化设计. 使用的数据库为ThermoTech研发的TTNi8数据库, 参与计算的合金元素为Ni, Cr, Fe, C, Si, Al, Mn, N, Ti, Nb. 图1是采用Thermo-Calc软件计算得到的NiCrFe-7合金的二维垂直截面相图. 由图可知, 添加Nb时, 能形成高温TiN和NbC相, 固定部分C. 因此Nb替代Ti同样可控制中温M23 C6 的析出. 减少焊接材料中的Ti含量, 能够改善焊缝熔池的流动性[24 ] , 夹杂物易于浮出, 能够降低焊缝夹杂物缺陷的敏感性[19 ] . 图2为不同Nb含量的焊缝金属相组分计算结果, 当Nb含量低于0.4%时, 不会形成NbC相. 当Nb含量高于0.7%时, 会形成NbC相, 且随着Nb含量增加, M23 C6 的初始析出温度会降低. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, 将直接影响M23 C6 形成数量和尺寸, 这与Ti含量对M23 C6 初始析出温度的影响类似[20 ] . ...
... 在焊缝熔池凝固过程中, 首先会析出TiN(图1), 由于TiN与奥氏体基体的错配度较大, 其不能作为奥氏体异质形核的核心[27 ] , 在凝固过程中TiN会被排挤到枝晶间. 同时在凝固过程中, Ti, Nb会偏析于枝晶间[20 ] , 使得枝晶间的Ti, Nb含量高于枝晶干. 在凝固后期, 在无Nb焊缝金属中TiN会转变为Ti(C, N)[19 ,28 ] , 在含Nb焊缝金属中TiN会转变为(Nb, Ti)(C, N), NbC也会单独在枝晶间析出[20 ] . 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加. ...
... 图8为0Nb焊缝金属中的DDC形貌. 可以看出, DDC具有沿晶性, 易产生于大角度长直晶界上, 与应力方向成45°~90°[14 ] . DDC尺寸小, 普通的无损探伤方法无法完全将其检测出来, 常成为其它裂纹的裂纹源[19 ] , 对核电产品的潜在危害很大. ...
5
2013
... 采用Thermo-Calc热力学计算软件对NiCrFe-7热力学平衡相图进行计算, 辅助进行合金成分优化设计. 使用的数据库为ThermoTech研发的TTNi8数据库, 参与计算的合金元素为Ni, Cr, Fe, C, Si, Al, Mn, N, Ti, Nb. 图1是采用Thermo-Calc软件计算得到的NiCrFe-7合金的二维垂直截面相图. 由图可知, 添加Nb时, 能形成高温TiN和NbC相, 固定部分C. 因此Nb替代Ti同样可控制中温M23 C6 的析出. 减少焊接材料中的Ti含量, 能够改善焊缝熔池的流动性[24 ] , 夹杂物易于浮出, 能够降低焊缝夹杂物缺陷的敏感性[19 ] . 图2为不同Nb含量的焊缝金属相组分计算结果, 当Nb含量低于0.4%时, 不会形成NbC相. 当Nb含量高于0.7%时, 会形成NbC相, 且随着Nb含量增加, M23 C6 的初始析出温度会降低. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, 将直接影响M23 C6 形成数量和尺寸, 这与Ti含量对M23 C6 初始析出温度的影响类似[20 ] . ...
... 在焊缝熔池凝固过程中, 首先会析出TiN(图1), 由于TiN与奥氏体基体的错配度较大, 其不能作为奥氏体异质形核的核心[27 ] , 在凝固过程中TiN会被排挤到枝晶间. 同时在凝固过程中, Ti, Nb会偏析于枝晶间[20 ] , 使得枝晶间的Ti, Nb含量高于枝晶干. 在凝固后期, 在无Nb焊缝金属中TiN会转变为Ti(C, N)[19 ,28 ] , 在含Nb焊缝金属中TiN会转变为(Nb, Ti)(C, N), NbC也会单独在枝晶间析出[20 ] . 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加. ...
... [20 ]. 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加. ...
... 图10为不同Nb含量焊缝金属的室温拉伸曲线. 可以看出, 随Nb含量增加, 焊缝金属的强度和塑性同时增加. 0Nb, 0.4Nb, 0.7Nb, 0.85Nb, 1.1Nb焊缝金属的强度分别为520, 559, 594, 615, 653 MPa, 塑性分别为19.5%, 24.8%, 32.0%, 32.5%, 35.2.0%. 拉伸断口呈现了3种特征区域, 结果如图11a所示. 第1种为粗糙平面, 无断裂特征(图11a1),由DDC引起, 具有沿晶性[20 ] . 第2种为裂纹, 裂纹周边无断裂特征(图11a2), 该裂纹也是由于DDC引起, 具有沿晶性[20 ] . 第3种为韧窝穿晶型断裂(图11a3). DDC是影响焊缝金属力学性能的主要因素. 随Nb含量增加, 焊缝金属中DDC减少, 无断裂特征面的面积减少, 韧窝型断裂的面积增加. 裂纹周边也由无断裂特征面转变为浅宽的韧窝型断裂. 随Nb含量增加, 焊缝金属中DDC减少, 焊缝金属的强度和塑性同时增加. ...
... [20 ]. 第3种为韧窝穿晶型断裂(图11a3). DDC是影响焊缝金属力学性能的主要因素. 随Nb含量增加, 焊缝金属中DDC减少, 无断裂特征面的面积减少, 韧窝型断裂的面积增加. 裂纹周边也由无断裂特征面转变为浅宽的韧窝型断裂. 随Nb含量增加, 焊缝金属中DDC减少, 焊缝金属的强度和塑性同时增加. ...
2
2014
... 镍基焊缝金属DDC敏感性与材料中的元素和析出相有关. 合金元素影响析出相的种类、数量和分布, 进而影响焊缝金属DDC敏感性. 镍基焊缝中的析出相主要有2类. 一类析出相是MX, 该析出相能降低焊缝金属DDC敏感性[9 -16 ] . MX析出相在凝固过程中析出, 其能钉扎晶界, 阻碍晶界迁移, 形成弯曲晶界, 降低DDC敏感性. 另一类析出相是M23 C6 . 研究人员[17 ,18 ] 认为, M23 C6 与基体之间会产生很大的错配度, 导致碳化物两端应力集中, 促使裂纹的形核, 容易引起DDC, 即M23 C6 析出诱导裂纹形成机制. 本课题组前期研究工作[19 -21 ] 表明, M23 C6 会促使DDC裂纹的形核和扩展, 并制备了多种不同Ti含量的镍基焊材, 考察了Ti含量对焊缝金属组织、缺陷和性能的影响, 发现随Ti含量增加, 焊缝金属中高温Ti(C, N)析出相增加, 晶界C偏析量减少, 晶界的M23 C6 析出相减少, 焊缝的DDC数量和尺寸减少, 焊缝金属的强度和塑性同时增加. 但是随着Ti含量增加, 渗透探伤检测出焊缝中存在夹杂物缺陷, 这是由于Ti在焊接过程中还承担脱氧的作用, 随焊接材料中Ti含量增加, 焊缝熔池中的氧化物增多, 熔池流动性变差, 导致焊接过程中形成的夹杂物不容易浮出熔池表面, 夹杂物在熔池中聚集长大而残留在焊缝中形成夹杂物缺陷[19 ] . ...
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
1
1986
... 因此, 仅调整材料中的Ti含量, 难以同时满足低DDC敏感性和低夹杂物缺陷敏感性2个条件, 需考虑添加其它MX形成元素替代材料中的一部分Ti, 在保证焊接过程中无夹杂物缺陷的同时降低焊缝金属DDC敏感性. Nb是MC析出相形成元素之一, 同时Nb与氧结合能力较弱, 在镍基焊缝中不承担脱氧的作用[22 ,23 ] . 本工作拟通过添加Nb, 增加高温MX析出相, 增加晶内固C量, 减少晶界C偏析量, 减少晶界M23 C6 的析出, 降低DDC敏感性. ...
1
2000
... 因此, 仅调整材料中的Ti含量, 难以同时满足低DDC敏感性和低夹杂物缺陷敏感性2个条件, 需考虑添加其它MX形成元素替代材料中的一部分Ti, 在保证焊接过程中无夹杂物缺陷的同时降低焊缝金属DDC敏感性. Nb是MC析出相形成元素之一, 同时Nb与氧结合能力较弱, 在镍基焊缝中不承担脱氧的作用[22 ,23 ] . 本工作拟通过添加Nb, 增加高温MX析出相, 增加晶内固C量, 减少晶界C偏析量, 减少晶界M23 C6 的析出, 降低DDC敏感性. ...
1
2004
... 采用Thermo-Calc热力学计算软件对NiCrFe-7热力学平衡相图进行计算, 辅助进行合金成分优化设计. 使用的数据库为ThermoTech研发的TTNi8数据库, 参与计算的合金元素为Ni, Cr, Fe, C, Si, Al, Mn, N, Ti, Nb. 图1是采用Thermo-Calc软件计算得到的NiCrFe-7合金的二维垂直截面相图. 由图可知, 添加Nb时, 能形成高温TiN和NbC相, 固定部分C. 因此Nb替代Ti同样可控制中温M23 C6 的析出. 减少焊接材料中的Ti含量, 能够改善焊缝熔池的流动性[24 ] , 夹杂物易于浮出, 能够降低焊缝夹杂物缺陷的敏感性[19 ] . 图2为不同Nb含量的焊缝金属相组分计算结果, 当Nb含量低于0.4%时, 不会形成NbC相. 当Nb含量高于0.7%时, 会形成NbC相, 且随着Nb含量增加, M23 C6 的初始析出温度会降低. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, 将直接影响M23 C6 形成数量和尺寸, 这与Ti含量对M23 C6 初始析出温度的影响类似[20 ] . ...
1
2007
... 依据相图计算结果设计了5种焊接材料, 如表1所示. 其目标Nb含量分别为0, 0.4%, 0.7%, 0.85%, 1.1%. 由于当Nb含量高于0.85%时, M23 C6 初始析出温度不再降低. 同时由于当Nb含量超过1.2%时, 在焊接过程中容易发生偏析, 引起凝固裂纹和液化裂纹[25 ] , 因此不在焊接材料中添加更多的Nb. ...
1
2007
... 依据相图计算结果设计了5种焊接材料, 如表1所示. 其目标Nb含量分别为0, 0.4%, 0.7%, 0.85%, 1.1%. 由于当Nb含量高于0.85%时, M23 C6 初始析出温度不再降低. 同时由于当Nb含量超过1.2%时, 在焊接过程中容易发生偏析, 引起凝固裂纹和液化裂纹[25 ] , 因此不在焊接材料中添加更多的Nb. ...
1
2013
... 用电火花切割方法进行焊缝金属横截面解剖. 采用6300型等离子体发射光谱仪(ICP)对焊缝金属进行化学成分分析. 由于在多层多道焊焊缝金属中的不同位置, 其经历的再热过程会有差别, 导致晶内和晶界析出相的数量和尺寸会有变化[26 ] . 因此, 本研究对焊缝金属析出相的观察位置为焊缝金属几何中心5 mm的范围以内, 取样位置如图3焊缝中的方框所示. 对焊缝金属进行机械研磨和抛光.采用10 g H2 C2 O4 +100 mL H2 O在10 V直流电压下对焊缝金属进行20~30 s的电解腐蚀. 采用Observer.Z1m光学显微镜(OM)统计DDC长度, 采用INSPECT F50扫描电镜(SEM)观察晶界和晶内析出相. 利用SEM上配置的能谱仪(EDS)分析析出相元素组成. 对透射电镜(TEM)样品采用电解双喷减薄制备, 双喷液为10%高氯酸乙醇溶液(体积分数), 采用Tecnai F20 TEM观察焊缝金属晶界析出相. 按照GB/T 2652和GB/T 2653对焊缝金属进行拉伸和弯曲样品取样及实验. 采用AG-X250 KN拉伸试验机进行拉伸实验, 采用AG-I 500 KN弯曲实验机进行弯曲实验. ...
1
2010
... 在焊缝熔池凝固过程中, 首先会析出TiN(图1), 由于TiN与奥氏体基体的错配度较大, 其不能作为奥氏体异质形核的核心[27 ] , 在凝固过程中TiN会被排挤到枝晶间. 同时在凝固过程中, Ti, Nb会偏析于枝晶间[20 ] , 使得枝晶间的Ti, Nb含量高于枝晶干. 在凝固后期, 在无Nb焊缝金属中TiN会转变为Ti(C, N)[19 ,28 ] , 在含Nb焊缝金属中TiN会转变为(Nb, Ti)(C, N), NbC也会单独在枝晶间析出[20 ] . 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加. ...
1
2010
... 在焊缝熔池凝固过程中, 首先会析出TiN(图1), 由于TiN与奥氏体基体的错配度较大, 其不能作为奥氏体异质形核的核心[27 ] , 在凝固过程中TiN会被排挤到枝晶间. 同时在凝固过程中, Ti, Nb会偏析于枝晶间[20 ] , 使得枝晶间的Ti, Nb含量高于枝晶干. 在凝固后期, 在无Nb焊缝金属中TiN会转变为Ti(C, N)[19 ,28 ] , 在含Nb焊缝金属中TiN会转变为(Nb, Ti)(C, N), NbC也会单独在枝晶间析出[20 ] . 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加. ...
2
2014
... 在焊缝熔池凝固过程中, 首先会析出TiN(图1), 由于TiN与奥氏体基体的错配度较大, 其不能作为奥氏体异质形核的核心[27 ] , 在凝固过程中TiN会被排挤到枝晶间. 同时在凝固过程中, Ti, Nb会偏析于枝晶间[20 ] , 使得枝晶间的Ti, Nb含量高于枝晶干. 在凝固后期, 在无Nb焊缝金属中TiN会转变为Ti(C, N)[19 ,28 ] , 在含Nb焊缝金属中TiN会转变为(Nb, Ti)(C, N), NbC也会单独在枝晶间析出[20 ] . 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加. ...
... 图7为不同Nb含量焊缝金属晶界析出相SEM和TEM像. 通过选区电子衍射可以确定该晶界析出相为M23 C6 (图7f). M23 C6 是一种有晶界析出倾向的碳化物[28 ] , 与奥氏体基体一侧具有立方-立方的共格关系(图7f), 其晶格参数约为基体的3倍[29 ] . 随Nb含量增加, 焊缝金属中晶界M23 C6 析出相减少, 且M23 C6 由多列连续分布转变为单列离散分布(图7a~e). ...
2
2014
... 在焊缝熔池凝固过程中, 首先会析出TiN(图1), 由于TiN与奥氏体基体的错配度较大, 其不能作为奥氏体异质形核的核心[27 ] , 在凝固过程中TiN会被排挤到枝晶间. 同时在凝固过程中, Ti, Nb会偏析于枝晶间[20 ] , 使得枝晶间的Ti, Nb含量高于枝晶干. 在凝固后期, 在无Nb焊缝金属中TiN会转变为Ti(C, N)[19 ,28 ] , 在含Nb焊缝金属中TiN会转变为(Nb, Ti)(C, N), NbC也会单独在枝晶间析出[20 ] . 随着焊缝金属中Nb含量升高, 枝晶间Nb含量升高, NbC的初始析出温度升高(图2), NbC就越容易析出, 同时TiN也越容易转变为(Nb, Ti)(C, N). 因此, 随焊缝金属中Nb含量增加, 焊缝金属中晶内MX析出相的数量增加. ...
... 图7为不同Nb含量焊缝金属晶界析出相SEM和TEM像. 通过选区电子衍射可以确定该晶界析出相为M23 C6 (图7f). M23 C6 是一种有晶界析出倾向的碳化物[28 ] , 与奥氏体基体一侧具有立方-立方的共格关系(图7f), 其晶格参数约为基体的3倍[29 ] . 随Nb含量增加, 焊缝金属中晶界M23 C6 析出相减少, 且M23 C6 由多列连续分布转变为单列离散分布(图7a~e). ...
1
2011
... 图7为不同Nb含量焊缝金属晶界析出相SEM和TEM像. 通过选区电子衍射可以确定该晶界析出相为M23 C6 (图7f). M23 C6 是一种有晶界析出倾向的碳化物[28 ] , 与奥氏体基体一侧具有立方-立方的共格关系(图7f), 其晶格参数约为基体的3倍[29 ] . 随Nb含量增加, 焊缝金属中晶界M23 C6 析出相减少, 且M23 C6 由多列连续分布转变为单列离散分布(图7a~e). ...
1
2011
... 图7为不同Nb含量焊缝金属晶界析出相SEM和TEM像. 通过选区电子衍射可以确定该晶界析出相为M23 C6 (图7f). M23 C6 是一种有晶界析出倾向的碳化物[28 ] , 与奥氏体基体一侧具有立方-立方的共格关系(图7f), 其晶格参数约为基体的3倍[29 ] . 随Nb含量增加, 焊缝金属中晶界M23 C6 析出相减少, 且M23 C6 由多列连续分布转变为单列离散分布(图7a~e). ...
1
2009
... 在NiCrFe-7焊缝金属中析出相主要有2大类, 一类是在晶内析出的MX相, 一类是在晶界析出的M23 C6 . 这2类析出相竞争基体中的C. MX相的析出温度较M23 C6 的析出温度高(图1和2), 因此在焊缝熔池凝固过程中MX相会首先析出, 消耗基体中的C. 在加热过程中, 当温度低于1050 ℃时, M23 C6 则有可能会析出[30 ] (图2). 随焊缝金属中Nb含量增加, MX析出相增多(图6), 晶内消耗的C增加, C扩散到晶界的量减少, 晶界M23 C6 的析出量减少. 相图计算(图2)显示, 添加Nb可析出NbC, 降低M23 C6 的初始析出温度. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, M23 C6 的析出和长大的驱动力越小[31 ] , M23 C6 在晶界上的析出越慢, M23 C6 形成数量和尺寸越小. 添加Nb能够起到固定C, 减少晶界M23 C6 的作用. 当Nb含量从0增加到0.85%时, M23 C6 的初始析出温度逐步降低至约730 ℃(图2). 当Nb含量超过0.85%时, 添加更多的Nb对于降低M23 C6 的初始析出温度无明显效果(图2). 在焊接热循环过程中当温度低于730 ℃时, M23 C6 会少量析出(图7d和e). ...
1
2009
... 在NiCrFe-7焊缝金属中析出相主要有2大类, 一类是在晶内析出的MX相, 一类是在晶界析出的M23 C6 . 这2类析出相竞争基体中的C. MX相的析出温度较M23 C6 的析出温度高(图1和2), 因此在焊缝熔池凝固过程中MX相会首先析出, 消耗基体中的C. 在加热过程中, 当温度低于1050 ℃时, M23 C6 则有可能会析出[30 ] (图2). 随焊缝金属中Nb含量增加, MX析出相增多(图6), 晶内消耗的C增加, C扩散到晶界的量减少, 晶界M23 C6 的析出量减少. 相图计算(图2)显示, 添加Nb可析出NbC, 降低M23 C6 的初始析出温度. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, M23 C6 的析出和长大的驱动力越小[31 ] , M23 C6 在晶界上的析出越慢, M23 C6 形成数量和尺寸越小. 添加Nb能够起到固定C, 减少晶界M23 C6 的作用. 当Nb含量从0增加到0.85%时, M23 C6 的初始析出温度逐步降低至约730 ℃(图2). 当Nb含量超过0.85%时, 添加更多的Nb对于降低M23 C6 的初始析出温度无明显效果(图2). 在焊接热循环过程中当温度低于730 ℃时, M23 C6 会少量析出(图7d和e). ...
1
2012
... 在NiCrFe-7焊缝金属中析出相主要有2大类, 一类是在晶内析出的MX相, 一类是在晶界析出的M23 C6 . 这2类析出相竞争基体中的C. MX相的析出温度较M23 C6 的析出温度高(图1和2), 因此在焊缝熔池凝固过程中MX相会首先析出, 消耗基体中的C. 在加热过程中, 当温度低于1050 ℃时, M23 C6 则有可能会析出[30 ] (图2). 随焊缝金属中Nb含量增加, MX析出相增多(图6), 晶内消耗的C增加, C扩散到晶界的量减少, 晶界M23 C6 的析出量减少. 相图计算(图2)显示, 添加Nb可析出NbC, 降低M23 C6 的初始析出温度. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, M23 C6 的析出和长大的驱动力越小[31 ] , M23 C6 在晶界上的析出越慢, M23 C6 形成数量和尺寸越小. 添加Nb能够起到固定C, 减少晶界M23 C6 的作用. 当Nb含量从0增加到0.85%时, M23 C6 的初始析出温度逐步降低至约730 ℃(图2). 当Nb含量超过0.85%时, 添加更多的Nb对于降低M23 C6 的初始析出温度无明显效果(图2). 在焊接热循环过程中当温度低于730 ℃时, M23 C6 会少量析出(图7d和e). ...
1
2012
... 在NiCrFe-7焊缝金属中析出相主要有2大类, 一类是在晶内析出的MX相, 一类是在晶界析出的M23 C6 . 这2类析出相竞争基体中的C. MX相的析出温度较M23 C6 的析出温度高(图1和2), 因此在焊缝熔池凝固过程中MX相会首先析出, 消耗基体中的C. 在加热过程中, 当温度低于1050 ℃时, M23 C6 则有可能会析出[30 ] (图2). 随焊缝金属中Nb含量增加, MX析出相增多(图6), 晶内消耗的C增加, C扩散到晶界的量减少, 晶界M23 C6 的析出量减少. 相图计算(图2)显示, 添加Nb可析出NbC, 降低M23 C6 的初始析出温度. M23 C6 的形成与晶界C含量和形成温度有关, 析出温度越低, C扩散到晶界越不容易, M23 C6 的析出和长大的驱动力越小[31 ] , M23 C6 在晶界上的析出越慢, M23 C6 形成数量和尺寸越小. 添加Nb能够起到固定C, 减少晶界M23 C6 的作用. 当Nb含量从0增加到0.85%时, M23 C6 的初始析出温度逐步降低至约730 ℃(图2). 当Nb含量超过0.85%时, 添加更多的Nb对于降低M23 C6 的初始析出温度无明显效果(图2). 在焊接热循环过程中当温度低于730 ℃时, M23 C6 会少量析出(图7d和e). ...
1
1973
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
1
2003
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...
1
2003
... 研究[17 ,21 ] 表明, 晶界M23 C6 析出相会促使DDC的形核和扩展, 减少晶界M23 C6 含量有利于减少DDC的形成. 随焊缝金属中Nb含量增加, M23 C6 由多列连续分布转变为单列离散分布. 当碳化物连续分布在晶界上时, 会促使沿晶裂纹的形核与扩展[14 ,32 ] , 促进DDC的形成. 因此, 添加Nb能够在晶内析出MX相, 固定C, 减少晶界M23 C6 的析出和DDC的形成. 同时, MX在高温阶段能够阻碍晶界滑移, 这也有利于减少DDC[13 ,14 ,16 ,33 ,34 ] . 统计结果显示, 随焊缝金属中Nb含量增加, 焊缝金属中DDC的数量和尺寸都减小(图9). 当Nb含量超过0.85%时, 就可以达到很好地控制DDC裂纹形成的效果. ...

 , 李殿中
, 李殿中











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}