作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离。
机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能。
1 实验方法
实验所用原料为Al粉(质量分数为99.9%, 晶粒尺寸< 45 μm)和Fe粉(质量分数为99.8%, 晶粒尺寸< 45 μm). 根据化学计量比Al-10Fe称取Al和Fe粉, 采用QM-3SP4行星式高能球磨机将Al粉和Fe粉在真空环境下球磨80 h. 球磨机转速300 r/min, 球料比20∶1, 过程控制剂采用无水乙醇, 添加量为4% (质量分数), 球磨介质为不锈钢球, 其中大球直径10 mm, 小球直径6 mm, 级配为1∶3. 球磨在室温进行, 每5 h停机一次, 停机冷却0.5 h, 依此循环. 为了对比分析, 亦采用单一尺寸磨球(磨球直径10 mm)对Al-10Fe粉末进行相同时间的球磨. 为了便于分析和表述, 原始Al-10Fe粉末、采用单一尺寸磨球球磨处理和采用磨球级配球磨处理的Al-10Fe粉末分别记为P0, P1, P2。
将MA后的粉末装入直径为15 mm的石墨模具中, 在SPS-3.20MKⅡ型放电等离子烧结装置中进行真空烧结, 得到直径15 mm, 长5 mm圆柱型试样. SPS工艺参数为: 升温速率60 ℃/min, 烧结温度550 ℃, 保温时间5 min, 外加轴向压力80 MPa. 采用单一尺寸磨球MA处理和采用磨球级配MA处理的粉末经SPS烧结后的试样分别记为S1和S2。
采用XRD-7000S型X射线衍射仪(XRD)对粉末和烧结体进行物相分析, 利用X'Pert HighScore Plus 软件, 根据Scherrer公式[23 ] 估算晶粒尺寸和微观应变; 用Quanta 200型扫描电子显微镜(SEM)及其自带的背散射成像(EBSD)系统观察粉末和烧结体的微观组织, 并用JEM-2100F型透射电子显微镜(TEM)进一步对烧结体的显微组织结构进行深入观察和分析, 利用能谱仪(EDS)对烧结体中的微观组织进行元素分析; 采用HV-1000型显微硬度计测量烧结体硬度, 载荷2.942 N, 加载时间15 s, 取10个测试点的平均值作为其硬度值; 采用AG-100KN型力学性能测试系统测试烧结试的压缩力学性能, 压缩试样尺寸为2 mm×2 mm×4 mm。
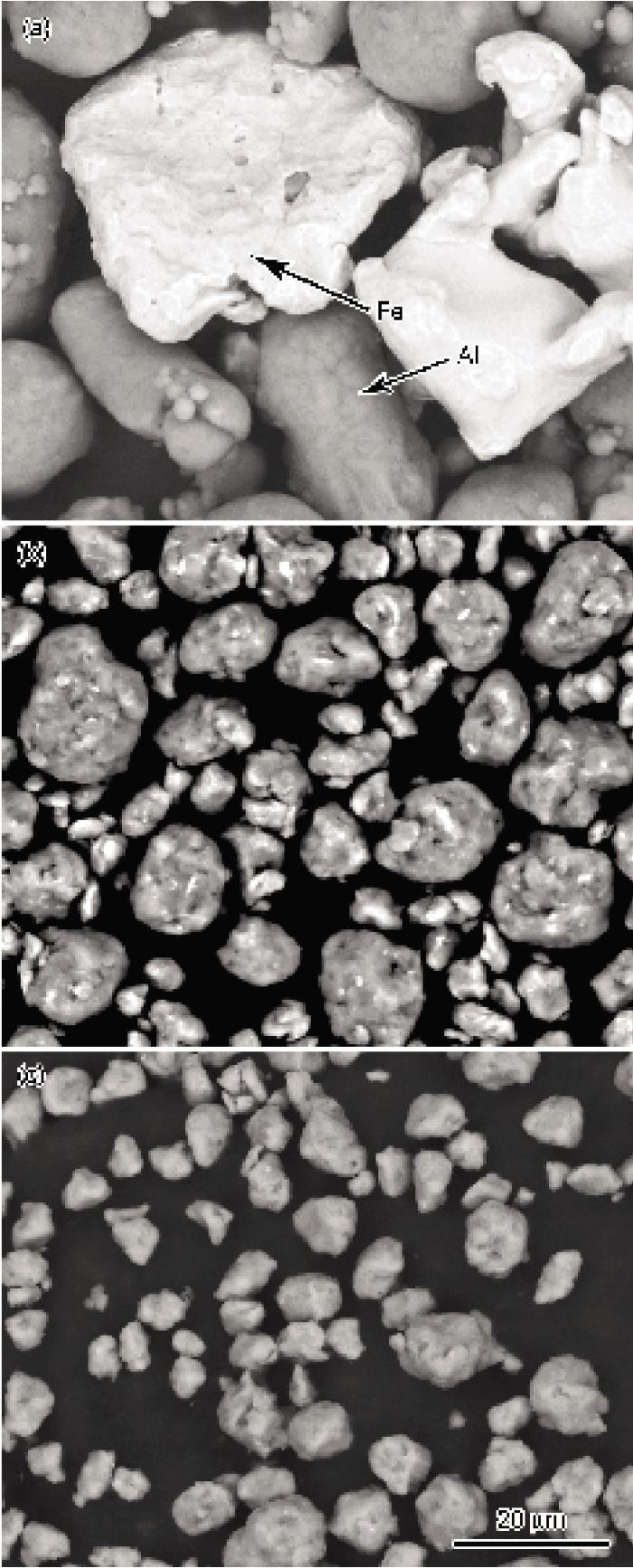
图1 未经放电等离子烧结(SPS) Al-10Fe粉末的EBSD像
Fig.1 EBSD images of Al-10Fe powders P0 (a), P1 (b) and P2 (c) before spark plasma sintering (SPS) (P0—the original powder, P1—MA treatment with a single grinding ball size, P2 —MA treatment with ball gradation; MA—mechanical alloying)
2 实验结果
图1是未经SPS烧结Al-10Fe粉末的EBSD像. 由图1a可见, 球磨前, 有2种颗粒存在, 经EDS检测, 白色的为Fe颗粒; 灰色的是Al颗粒. Al, Fe颗粒相互独立分布. 经过80 h球磨后, 在P1和P2样品中未发现有单独的Fe颗粒存在, 而且颗粒尺寸变小, 这是因为Al粉和Fe粉经反复的塑性变形、冷焊和断裂后, Fe颗粒嵌入固溶到Al颗粒中, 但是在P1样品中, 可以观察到每个颗粒的表面上有细小的白亮Fe颗粒存在, 而P2样品中未观察到此现象, 表明采用磨球级配MA处理更有利于Al和Fe的混合和固溶, 而且颗粒尺寸更小、分布更均匀, 平均颗粒尺寸约为10 μm。
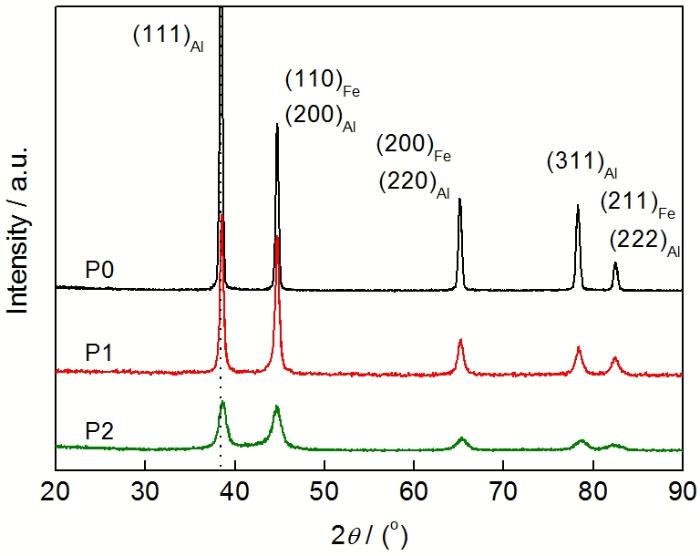
图2是未经SPS烧结Al-10Fe粉末的XRD谱. 经过MA处理的P1和P2 2个样品中均未观察到新的衍射峰, 表明球磨过程中, Al和Fe未形成Al-Fe金属间化合物或生成的量过少, XRD未能检测到. 对比试样P0, P1和P2的XRD谱可见, 衍射峰的强度逐渐降低且宽化, 衍射峰的位置向右偏移, 表明经过MA处理, Fe原子溶入到Al晶格中, 形成了Al(Fe) 固溶体, 由于Fe的原子半径(0.124 nm)小于Al的原子半径(0.143 nm), Fe在Al基体中的固溶会导致Al晶格常数减小, 导致衍射峰向高角度移动. 利用Scherrer公式和Vegard 公式[24 ] 计算出晶粒尺寸、晶格应变、晶格常数及Fe在Al中的固溶度, 其变化曲线如图3所示. 由图可见, 对于采用磨球级配球磨的粉末, 其晶粒尺寸(9.75 nm)和晶格常数最小而晶格应变和固溶度(质量分数为6.9%, 原子分数为3.7%)最大, 这是因为采用磨球级配可增强球磨效果, 从而使晶粒尺寸降低, 同时, 球磨效果的增强使Al基体形成了大量的位错, 有利于Fe在Al中的固溶, 从而引起固溶度和晶格应变的增加。
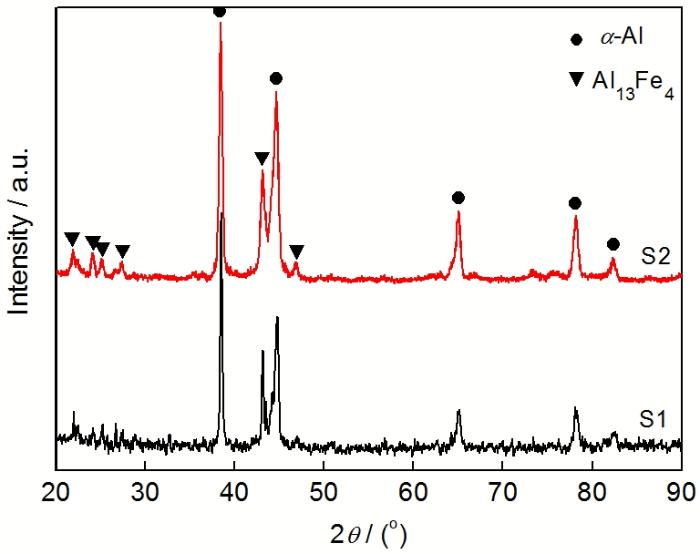
图4是采用单一磨球和磨球级配MA处理后的Al-10Fe粉末经SPS烧结后样品的XRD谱. 除了α -Al峰外, 还产生了新的物相, 经分析为金属间化合物Al13 Fe4 。
图2 未经SPS烧结Al-10Fe粉末的XRD谱
Fig.2 XRD spectra of Al-10Fe powders before SPS
图5是采用单一磨球和磨球级配处理的Al-10Fe烧结试样的EBSD像. 试样中均未观察到孔洞, 即获得了近全致密Al基复合材料, 而且2组试样的显微组织相似, 均由黑色相A, 呈颗粒状的白色相B以及灰色相C组成. 其中B相尺寸为1~2 μm, 弥散分布在基体中. 由于C相尺寸太小, 这里仅分别对A和B相进行EDS能谱分析, 其结果见表1. 可以看出, 黑色相A中Al含量高于98%, 为α -Al相; 白色颗粒B相含有Al和Fe元素, 且Al和 Fe原子比接近13∶4, 结合图4可知, 该白色颗粒为Al13 Fe4 相. 其中α -Al相形貌表明, 该相是在烧结过程中粉末颗粒表面融化形成, 由于烧结温度为550 ℃, 而Al-Fe系共晶点为620 ℃[25 ] , 在SPS开始阶段, 颗粒外表面的电流密度瞬间达到很高, 产生很高的Joul热, 使外表面层温度达到共晶点而熔化, 冷却后沿颗粒表面形成α -Al相, 这一现象及其形成机理也与文献[2,3]一致. 与采用单一尺寸磨球MA处理的试样S1相比, 采用磨球级配处理的试样S2中黑色α -Al相尺寸较大、数量较多而白色微米级颗粒Al13 Fe4 相数量较少。
图3 未经SPS烧结Al-10Fe粉末的晶粒尺寸、晶格应变、晶格常数和固溶度的变化
Fig.3 Grain size, lattice parameter (a) and lattice strain, solid solubility (b) of Al-10Fe powders before SPS
图4 经SPS烧结后Al-10Fe试样的XRD谱
Fig.4 XRD spectra of Al-10Fe powders after SPS (S1—with a single grinding ball size, S2—with gradation)
图5 经SPS烧结后Al-10Fe粉末的EBSD像
Fig.5 EBSD images of Al-10Fe powders S1 (a) and S2 (b) after SPS
3 分析讨论
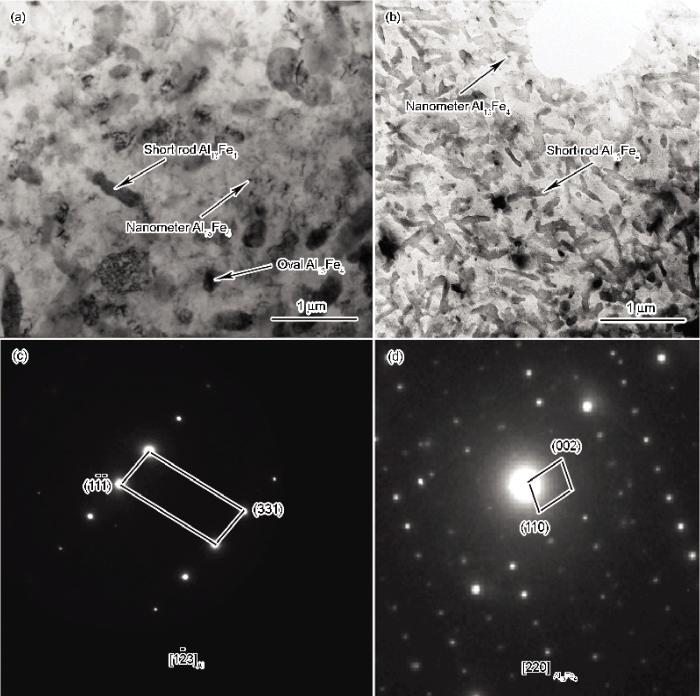
图6a和b分别是采用单一尺寸磨球和磨球级配处理的试样S1和S2对应的TEM明场像. 由图6a可见, S1的C区组织由短棒状和椭圆形超细颗粒(尺寸为0.1~1.0 μm)、黑色纳米颗粒(尺寸小于100 nm)和白色α -Al基体组成. 由文献[21]可知, S1中短棒状和椭圆形超细颗粒以及黑色纳米颗粒都是Al13 Fe4 相. 由图6b可见, S2的C区组织也是由α -Al相和Al13 Fe4 相构成, 但Al13 Fe4 相是以交错分布的短棒状超细颗粒(0.1~1.0 μm)和纳米颗粒(20 nm)形态存在. 图6c和d分别是其白色基体和短棒状颗粒的选区衍射花样, 表明白色基体为α -Al相, 黑色短棒状颗粒为Al13 Fe4 相, 且S2的超细颗粒Al13 Fe4 相多于试样S1。
图6 经SPS烧结后Al-10Fe粉末TEM像和SAED谱
Fig.6 Bright field TEM images (a, b) and SAED patterns (c, d) of Al-10Fe powders S1 (a, c) and S2 (b, d)
由以上分析可知, Al13 Fe4 相以3种形态弥散分布在α -Al基体中: 粗大的颗粒相(1~2 μm), 椭圆形或短棒状超细颗粒(0.1~1.0 μm)以及纳米颗粒(约20 nm). 其中, 纳米颗粒Al13 Fe4 相由Fe从过饱和Al(Fe)固溶体中析出生成[2 ,3 ] , 另外2种形态的Al13 Fe4 相可能是未固溶的Fe在SPS过程中直接与Al原位反应生成的. 以采用磨球级配处理的Al-10Fe为例, 对直接原位反应的Al13 Fe4 相的量进行了统计, 通过下式可计算出未固溶的Fe与Al原位生成的Al13 Fe4 相的体积分数V[26 ] :
(1) V = M A l × 13 + M F e × 4 M F e × 4 ⋅ ρ ρ A l 13 F e 4 ⋅ ( M - S )
式中, MAl 和MFe 分别是Al和Fe的相对原子质量, ρ 3 ), ρ A l 13 F e 4 13 Fe4 的密度[27 ] , M是Fe在初始粉末中质量分数, S是Fe在Al中经过80 h机械合金化后的固溶度(质量分数), 经计算结果为25.1%. 另外, 使用软件IPWIN Application直接对大颗粒、超细颗粒Al13 Fe4 进行统计, 其体积分数为25.6%, 统计结果与理论计算结果(25.1%)吻合, 充分证明大颗粒和超细颗粒Al13 Fe4 是未固溶到Al晶格中的Fe直接与Al反应原位生成的.
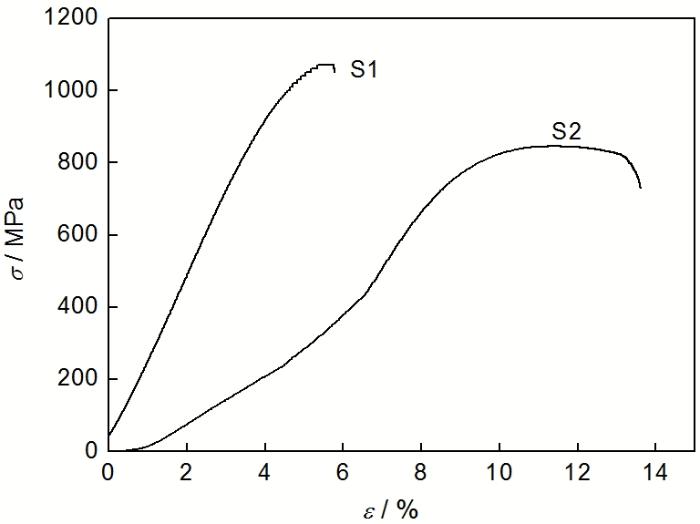
图7所示是经SPS烧结后Al-10Fe试样的压缩应力-应变曲线. 由图可知, 试样S1的应力-应变曲线没有屈服平台, 可认为没有塑性或者塑性很差, 而试样S2的应力-应变曲线有一个明显的屈服平台, 且塑性应变高达13.6%, 其塑性得到明显改善. 同时对制备的试样进行硬度测试, 其结果如表2所示. 可以看出, 与试样S1相比, 试样S2的硬度和抗压强度减小, 而塑性应变显著增加。
图7 经SPS烧结后Al-10Fe粉末的压缩应力-应变曲线
Fig.7 Compressive stress-strain curves of Al-10Fe powders after SPS (σ—stress, ε—strain)
材料的性能取决于组织结构, 经统计计算和实验验证, 采用单一尺寸磨球和磨球级配处理的烧结试样S1和S2生成了总含量相同的Al13 Fe4 相, 但试样S2中大颗粒Al13 Fe4 相的数量少, 而短棒状超细颗粒Al13 Fe4 相多, 另试样S2中分布着更多的大颗粒α -Al相(图5), 由文献[2]报道可知, 大颗粒α -Al相有利于改善材料的塑性. 因此, 在大颗粒α -Al和超细增强相Al13 Fe4 颗粒的共同作用下, 试样的塑性得到了提高。
4 结论
(1) 采用磨球级配可有效增强球磨效果, 采用磨球级配机械合金化处理的Al-10Fe粉末的晶粒尺寸为9.75 nm, 固溶度为6.9%, 远高于其极限平衡固溶度。
(2) 采用放电等离子烧结技术获得了近全致密Al13 Fe4 /Al复合材料, 该复合材料的组织由α -Al和Al13 Fe4 2相构成, Al13 Fe4 相以大颗粒(1~2 μm)、椭圆形或短棒状超细颗粒(0.1~1.0 μm)和纳米颗粒(20 nm) 3种形态存在, 大颗粒和超细颗粒Al13 Fe4 由未固溶的Fe与Al直接反应原位生成, 纳米颗粒Al13 Fe4 是Fe从过饱和Al(Fe)固溶体中析出生成. 经磨球级配处理的烧结试样中含有较多的大颗粒α -Al相和超细颗粒Al13 Fe4 相。
(3) 采用磨球级配处理的烧结试样塑性明显得到提高, 最大塑性应变达13.6%。
参考文献
文献选项
[1]
Krasnowski M Kulik T Intermetallics , 2010 ; 18 : 47
[本文引用: 1]
[2]
Sasaki T T Mukai T Hono K Scr Mater , 2007 ; 57 : 189
[本文引用: 2]
[3]
Sasaki T T Ohkubo T Hono K Acta Mater , 2009 ; 57 : 3529
[本文引用: 2]
[4]
Gilman P S Das S K Met Powder Rep , 1989 ; 44 : 616
[本文引用: 1]
[5]
Koch C C Mater Sci Eng , 1998 ; A244 : 39
[本文引用: 1]
[6]
Huang B Ishihara K N Shingu P H Mater Sci Eng , 1997 ; A231 : 72
[本文引用: 2]
[7]
Huang B Ishihara K N Shingu P H Trans Nonferrous Met Soc , 1999 ; 9 : 747
[本文引用: 1]
[8]
Zou Y Sajib S Kusabirakib K Mater Res Bull , 2002 ; 37 : 123
[本文引用: 1]
[9]
Krasnowski M Kulik T Mater Chem Phys , 2009 ; 116 : 631
[本文引用: 1]
[10]
Stolyarov V V Soshnikova E P Brodova I G Phys Met Metall , 2002 ; 93 : 567
[本文引用: 1]
[11]
Lee I S Kao P W Ho N J Intermetallics , 2008 ; 16 : 1104
[本文引用: 1]
[12]
Nayaka S S Murty B S Pabi S K Bull Mater Sci , 2008 ; 31 : 449
[本文引用: 1]
[13]
Mukai T Suresh S Kita K Acta Mater , 2003 ; 51 : 4197
[本文引用: 1]
[14]
Sasaki , Kita K Nagahora J Mater Trans , 2001 ; 42 : 1561
[本文引用: 2]
[15]
Kim Y W Griffith W M Dispersion Strengthened Aluminum Alloys. Warrendale, PA: TMS , 1988 : 157
[本文引用: 1]
[16]
Massalski T B Okamoto H Binary Alloy Phase Diagrams. Materials Park, OH: AMS , 1996 : 147
[本文引用: 1]
[17]
Yue M Zhang J X Liu X B Xiao Y F J Magn Magn Mater , 2004 ; 2 : 271
[本文引用: 1]
[18]
Xie G Ohashi , O , Yoshida T Song M Mitsuishi K Yasuda H Furuya K Noda T Mater Trans , 2001 ; 42 : 1846
[19]
Olevsky E Froyen L Scr Mater , 2006 ; 55 : 1175
[20]
Kim C K Lee H S Shin S Y Lewis D B J Alloys Compd , 2008 ; 453 : 1
[本文引用: 1]
[21]
Gu J Gu S S Xue L H Wu S S Yan Y W Mater Sci Eng , 2012 ; A558 : 684
[本文引用: 1]
[22]
Gu J Gu S S Xue L H Wu S S Yan Y W Acta Metall Sin , 2013 ; 49 : 435
[本文引用: 1]
(顾 健 , 古飒飒 , 薛丽红 , 吴树森 , 严有为 . 金属学报 , 2013 ; 49 : 435 )
[本文引用: 1]
[23]
Guo J L Sheng Y N J Inn Mong Norm Univ , 2009 ; 38 : 357
[本文引用: 1]
(郭金玲 , 沈岳年 . 内蒙古师范大学学报 , 2009 ; 38 : 357 )
[本文引用: 1]
[24]
Pearson W B A Handbook of Lattice Spacings and Structures of Metals and Alloys. Berlin: Pergamon , 1967 : 1
[本文引用: 1]
[25]
Murray J L Mater Res Soc Symp Proc , 1983 ; 19 : 249
[本文引用: 1]
[26]
Yan Y W Chen Z Fu Z Y Acta Mater Compos Sin , 2005 ; 22 (2 ): 6
[本文引用: 1]
(严有为 , 陈 哲 , 傅正义 . 复合材料学报 , 2005 ; 22 (2 ): 6 )
[本文引用: 1]
[27]
Villars P Calvert L D Pearson's Handbook of Crystallographic Data for Intermetallic Phases. 2nd Ed., Materials Park, OH: AMS , 1991 : 1
[本文引用: 1]
1
2010
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
2
2007
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
... 由以上分析可知, Al13 Fe4 相以3种形态弥散分布在α -Al基体中: 粗大的颗粒相(1~2 μm), 椭圆形或短棒状超细颗粒(0.1~1.0 μm)以及纳米颗粒(约20 nm). 其中, 纳米颗粒Al13 Fe4 相由Fe从过饱和Al(Fe)固溶体中析出生成[2 ,3 ] , 另外2种形态的Al13 Fe4 相可能是未固溶的Fe在SPS过程中直接与Al原位反应生成的. 以采用磨球级配处理的Al-10Fe为例, 对直接原位反应的Al13 Fe4 相的量进行了统计, 通过下式可计算出未固溶的Fe与Al原位生成的Al13 Fe4 相的体积分数V[26 ] : ...
2
2009
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
... 由以上分析可知, Al13 Fe4 相以3种形态弥散分布在α -Al基体中: 粗大的颗粒相(1~2 μm), 椭圆形或短棒状超细颗粒(0.1~1.0 μm)以及纳米颗粒(约20 nm). 其中, 纳米颗粒Al13 Fe4 相由Fe从过饱和Al(Fe)固溶体中析出生成[2 ,3 ] , 另外2种形态的Al13 Fe4 相可能是未固溶的Fe在SPS过程中直接与Al原位反应生成的. 以采用磨球级配处理的Al-10Fe为例, 对直接原位反应的Al13 Fe4 相的量进行了统计, 通过下式可计算出未固溶的Fe与Al原位生成的Al13 Fe4 相的体积分数V[26 ] : ...
1
1989
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
1998
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
2
1997
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
... [6 ,7 ]、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
1999
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
2002
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
2009
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
2002
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
2008
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
2008
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
2003
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
2
2001
... 作为轻质高强结构材料, Al-Fe合金在汽车、航空航天和军工等领域有着广泛的应用前景, 引起了材料研究者们的广泛关注[1 -3 ] . Gilman和Das[4 ] 研究了Al-Fe合金系, 计划以该合金作为Ti-6Al-4N的替代材料, 以期降低航天器件的生产成本, 发挥Al-Fe合金在航天工业中的作用. Al-Fe合金具有如下特点: (1) Al和Fe是地壳中储量最为丰富的2种金属元素, 来源广、成本低; (2) Al的密度小(2.69 g/cm3 )、延展性好, 合金具有低的弹性模量、高的比强度和比刚度; (3) 过渡族金属Fe在Al中的扩散系数低, 合金组织结构稳定性高; (4) 增强相原位合成, 与基体相容性好, 界面结合强度高[5 ] . 但是, 传统铸造法制备的Al-Fe合金组织粗大, 性能较差, 其强度远远不能满足应用需求. 为了提高性能, 研究人员[6 -14 ] 从细化组织的角度出发, 尝试采用各种方法制备Al-Fe合金. Huang等[6 ,7 ] 、Zou等[8 ] 及Krasnowski和Kulik[9 ] 用机械合金化(mechanical alloying, MA)法均制备了纳米晶铝铁金属间化合物. Stolyarov等[10 ] 用大塑性变形 (severe plastic deformation, SPD)法得到了晶粒尺寸为325~450 nm的超细晶粒组织, 屈服强度为250 MPa, 伸长率高达5.8%. Lee等[11 ] 用摩擦搅拌处理(friction stir processing, FSP)法制备出了Al-Fe原位纳米复合材料, 其弹性模量为91 GPa, 抗拉强度为217 MPa. Nayaka等[12 ] 用快速凝固(rapid solidified processing, RSP)法获得的Al-10Fe合金, 显微硬度高达3.57 GPa. Mukai等[13 ] 和Sasaki等[14 ] 采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
... [14 ]采用电子束物理气相沉积(electron beam-physical vapor deposition, EB-PVD)法, 成功制备出了块体纳米Al-Fe合金, 抗拉强度高达1000 MPa. 这些研究工作对超细晶Al-Fe合金的发展和应用起到了积极的推动作用, 但由于工艺复杂、难以操控、生产效率低等原因, 使其离工业化应用还有一定距离. ...
1
1988
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
1
1996
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
1
2004
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
1
2008
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
1
2012
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
1
2013
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
1
2013
... 机械合金化是一种制备超细粉末材料和非平衡材料的常用工艺[15 ,16 ] , 而放电等离子烧结(spark plasma sintering, SPS)技术能在较短的烧结时间和较低的烧结温度下制备出组织均匀、晶粒细小的高致密度块体材料[17 -20 ] . 因此, 将这2种工艺结合起来制备超细晶/纳米晶块体材料在近年来倍受重视. Sasaki等[2 ] 首先采用MA-SPS技术制备出了纳米晶Al-5Fe (原子分数, %, 下同)合金, 室温下抗压强度高达1 GPa, 塑性应变达30%, 其大塑性变形归因于粗大α -Al颗粒的变形. 本课题组前期工作[21 ,22 ] 也采用MA-SPS技术制备出了Al-10Fe合金, 其室温下强度高达1130.9 MPa, 但塑性变形几乎为零, 极大地限制了其工程应用. 近期, 本课题组通过调整MA的工艺参数, 对Al-10Fe合金的组织结构进行了优化, 可使Al-10Fe合金的最大塑性变形量达到13.6%, 强度略有降低而塑性大大提高, 其综合力学性能明显改善. 因此, 本工作旨在探讨MA关键工艺参数, 即磨球级配对MA-SPS原位合成Al13 Fe4 /Al复合材料的组织结构及性能的改善, 以期获得高强高韧Al-Fe合金, 使其在汽车和航空航天等领域的应用成为可能. ...
1
2009
... 采用XRD-7000S型X射线衍射仪(XRD)对粉末和烧结体进行物相分析, 利用X'Pert HighScore Plus 软件, 根据Scherrer公式[23 ] 估算晶粒尺寸和微观应变; 用Quanta 200型扫描电子显微镜(SEM)及其自带的背散射成像(EBSD)系统观察粉末和烧结体的微观组织, 并用JEM-2100F型透射电子显微镜(TEM)进一步对烧结体的显微组织结构进行深入观察和分析, 利用能谱仪(EDS)对烧结体中的微观组织进行元素分析; 采用HV-1000型显微硬度计测量烧结体硬度, 载荷2.942 N, 加载时间15 s, 取10个测试点的平均值作为其硬度值; 采用AG-100KN型力学性能测试系统测试烧结试的压缩力学性能, 压缩试样尺寸为2 mm×2 mm×4 mm. ...
1
2009
... 采用XRD-7000S型X射线衍射仪(XRD)对粉末和烧结体进行物相分析, 利用X'Pert HighScore Plus 软件, 根据Scherrer公式[23 ] 估算晶粒尺寸和微观应变; 用Quanta 200型扫描电子显微镜(SEM)及其自带的背散射成像(EBSD)系统观察粉末和烧结体的微观组织, 并用JEM-2100F型透射电子显微镜(TEM)进一步对烧结体的显微组织结构进行深入观察和分析, 利用能谱仪(EDS)对烧结体中的微观组织进行元素分析; 采用HV-1000型显微硬度计测量烧结体硬度, 载荷2.942 N, 加载时间15 s, 取10个测试点的平均值作为其硬度值; 采用AG-100KN型力学性能测试系统测试烧结试的压缩力学性能, 压缩试样尺寸为2 mm×2 mm×4 mm. ...
1
1967
... 图2是未经SPS烧结Al-10Fe粉末的XRD谱. 经过MA处理的P1和P2 2个样品中均未观察到新的衍射峰, 表明球磨过程中, Al和Fe未形成Al-Fe金属间化合物或生成的量过少, XRD未能检测到. 对比试样P0, P1和P2的XRD谱可见, 衍射峰的强度逐渐降低且宽化, 衍射峰的位置向右偏移, 表明经过MA处理, Fe原子溶入到Al晶格中, 形成了Al(Fe) 固溶体, 由于Fe的原子半径(0.124 nm)小于Al的原子半径(0.143 nm), Fe在Al基体中的固溶会导致Al晶格常数减小, 导致衍射峰向高角度移动. 利用Scherrer公式和Vegard 公式[24 ] 计算出晶粒尺寸、晶格应变、晶格常数及Fe在Al中的固溶度, 其变化曲线如图3所示. 由图可见, 对于采用磨球级配球磨的粉末, 其晶粒尺寸(9.75 nm)和晶格常数最小而晶格应变和固溶度(质量分数为6.9%, 原子分数为3.7%)最大, 这是因为采用磨球级配可增强球磨效果, 从而使晶粒尺寸降低, 同时, 球磨效果的增强使Al基体形成了大量的位错, 有利于Fe在Al中的固溶, 从而引起固溶度和晶格应变的增加. ...
1
1983
... 图5是采用单一磨球和磨球级配处理的Al-10Fe烧结试样的EBSD像. 试样中均未观察到孔洞, 即获得了近全致密Al基复合材料, 而且2组试样的显微组织相似, 均由黑色相A, 呈颗粒状的白色相B以及灰色相C组成. 其中B相尺寸为1~2 μm, 弥散分布在基体中. 由于C相尺寸太小, 这里仅分别对A和B相进行EDS能谱分析, 其结果见表1. 可以看出, 黑色相A中Al含量高于98%, 为α -Al相; 白色颗粒B相含有Al和Fe元素, 且Al和 Fe原子比接近13∶4, 结合图4可知, 该白色颗粒为Al13 Fe4 相. 其中α -Al相形貌表明, 该相是在烧结过程中粉末颗粒表面融化形成, 由于烧结温度为550 ℃, 而Al-Fe系共晶点为620 ℃[25 ] , 在SPS开始阶段, 颗粒外表面的电流密度瞬间达到很高, 产生很高的Joul热, 使外表面层温度达到共晶点而熔化, 冷却后沿颗粒表面形成α -Al相, 这一现象及其形成机理也与文献[2,3]一致. 与采用单一尺寸磨球MA处理的试样S1相比, 采用磨球级配处理的试样S2中黑色α -Al相尺寸较大、数量较多而白色微米级颗粒Al13 Fe4 相数量较少. ...
1
2005
... 由以上分析可知, Al13 Fe4 相以3种形态弥散分布在α -Al基体中: 粗大的颗粒相(1~2 μm), 椭圆形或短棒状超细颗粒(0.1~1.0 μm)以及纳米颗粒(约20 nm). 其中, 纳米颗粒Al13 Fe4 相由Fe从过饱和Al(Fe)固溶体中析出生成[2 ,3 ] , 另外2种形态的Al13 Fe4 相可能是未固溶的Fe在SPS过程中直接与Al原位反应生成的. 以采用磨球级配处理的Al-10Fe为例, 对直接原位反应的Al13 Fe4 相的量进行了统计, 通过下式可计算出未固溶的Fe与Al原位生成的Al13 Fe4 相的体积分数V[26 ] : ...
1
2005
... 由以上分析可知, Al13 Fe4 相以3种形态弥散分布在α -Al基体中: 粗大的颗粒相(1~2 μm), 椭圆形或短棒状超细颗粒(0.1~1.0 μm)以及纳米颗粒(约20 nm). 其中, 纳米颗粒Al13 Fe4 相由Fe从过饱和Al(Fe)固溶体中析出生成[2 ,3 ] , 另外2种形态的Al13 Fe4 相可能是未固溶的Fe在SPS过程中直接与Al原位反应生成的. 以采用磨球级配处理的Al-10Fe为例, 对直接原位反应的Al13 Fe4 相的量进行了统计, 通过下式可计算出未固溶的Fe与Al原位生成的Al13 Fe4 相的体积分数V[26 ] : ...
1
1991
... 式中, MAl 和MFe 分别是Al和Fe的相对原子质量, ρ 3 ), ρ A l 13 F e 4 13 Fe4 的密度[27 ] , M是Fe在初始粉末中质量分数, S是Fe在Al中经过80 h机械合金化后的固溶度(质量分数), 经计算结果为25.1%. 另外, 使用软件IPWIN Application直接对大颗粒、超细颗粒Al13 Fe4 进行统计, 其体积分数为25.6%, 统计结果与理论计算结果(25.1%)吻合, 充分证明大颗粒和超细颗粒Al13 Fe4 是未固溶到Al晶格中的Fe直接与Al反应原位生成的. ...

 , 薛丽红
, 薛丽红


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}