陶瓷由于具有良好的耐高温、耐腐蚀、耐氧化等性能而广泛应用在航空、航天、军工、核能、汽车等领域[1 -3 ] . 然而相对于金属材料, 陶瓷较低的断裂韧性和离散的力学性能限制了其作为整体构件在工程材料领域的应用[4 ] , 所以实际应用中陶瓷往往与金属连接起来, 实现两者的优势互补。
活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层。
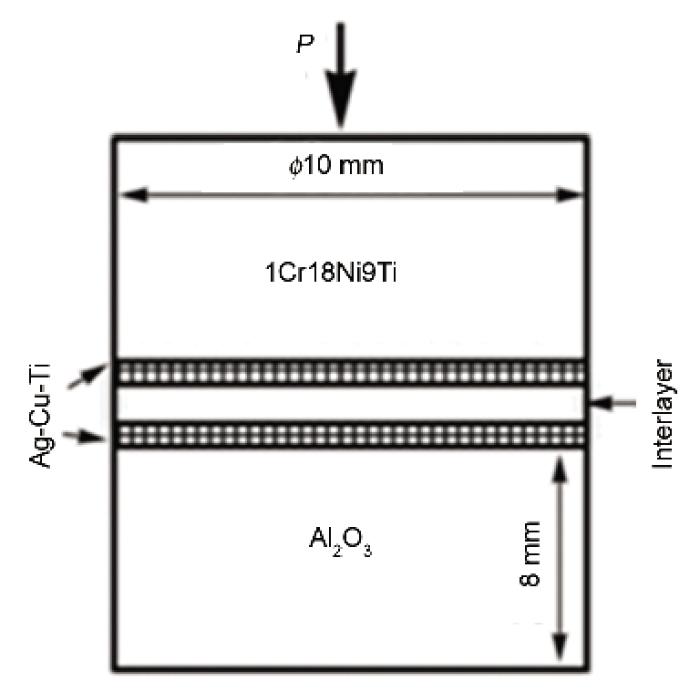
图1 钎焊试样装配示意图
Fig.1 Assembly sketch schematic of joining samples
本工作在研究Cu, Ni作为中间层金属的基础上, 提出了一种表面镀Ni的Cu作为中间层金属的方法. 分别研究了3种不同中间层金属与钎料的相互作用, 并分析3种中间层金属对钎料、陶瓷反应层及其对钎焊接头剪切强度的影响。
1 实验方法
采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示。
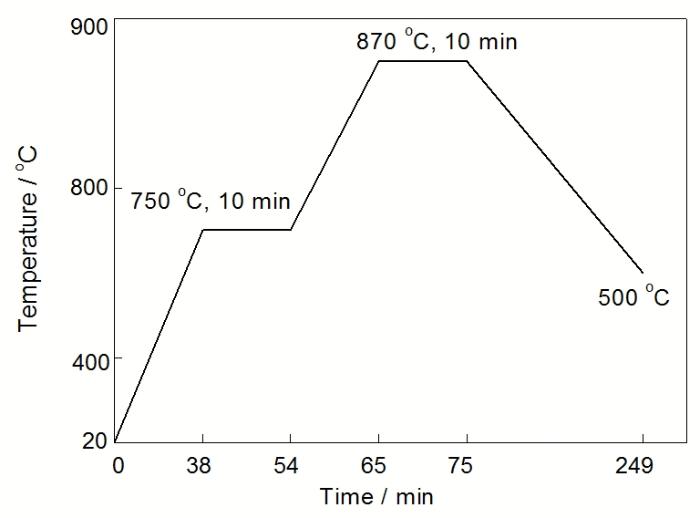
钎焊实验在真空钎焊炉中进行, 真空度为10- 3 Pa, 钎焊工艺曲线如图2所示. 在750 ℃保温10 min使焊件受热均匀, 然后以20 ℃/min升温速率升温至870 ℃, 保温10 min. 钎焊结束后以2 ℃/min冷却速率冷却至500 ℃后随炉冷却至室温。
采用金刚石切割、金相砂纸打磨、抛光等过程制备钎焊接头的金相样品, 取样位置位于陶瓷与金属钎焊接头的中间位置. 采用带能谱(EDS)的S3400N扫描电镜(SEM)和EMPA-1720电子探针(EPMA)分析钎焊接头的微观组织和界面反应。
采用剪切强度表征钎焊接头的力学性能, 剪切实验在SHIMADZUAG-X100KN万能试验机上进行, 剪切试样与剪切模具装置如图3所示. 其中不锈钢位置固定, 压头载荷加载在陶瓷侧. 横梁位移速率为0.5 mm/min. 接头的剪切强度取3个有效试样的平均值。
2 实验结果与讨论
2.1 中间层对焊缝微观结构的影响
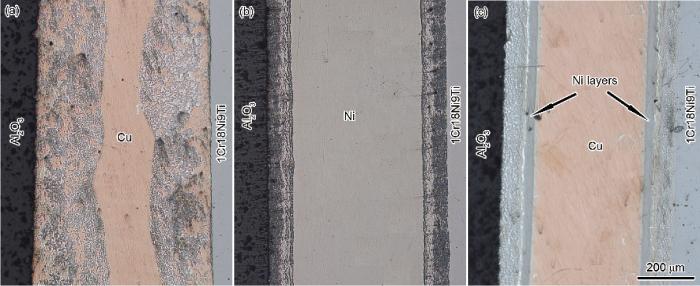
图4为0.4 mm厚的Cu, Ni和镀Ni (镀层厚度为50 mm)的Cu片作为中间层连接Al2 O3 和1Cr18Ni9Ti时钎焊接头金相组织. 可以看出, 不论采用何种金属中间层, Al2 O3 和1Cr18Ni9Ti都形成了致密的焊缝, Al2 O3 侧没有发现微观裂纹, 焊缝中也不存在孔洞. 当采用Cu作为中间层时, Cu片与Ag-Cu-Ti钎料的反应界面呈锯齿状(图4a), 反应层较厚, 达到200 mm, 其主要原因是在钎焊温度(870 ℃)下, 银基钎料对Cu有较大的溶蚀作用. 采用Ni作为中间层时, Ni片与Ag-Cu-Ti钎料的反应界面光滑(图4b), 反应层厚度只有100 mm左右, 由Ni-Ag二元相图可知, Ni和Ag在固液状态下都不互溶, 因而银基钎料对Ni的溶蚀作用较小. 采用表面镀Ni的Cu作为中间层时, 钎料与中间层金属的反应界面平直、光滑(图4c), 其主要原因是Cu表面镀Ni层的存在阻挡了钎料对Cu片的溶蚀作用, 此时Cu片完整地存在于钎焊接头中. 以上结果表明, 不论采用何种中间层金属, 钎料与中间层金属均有良好的冶金结合, 即钎料在3种中间层金属上有良好的润湿性, 均能得到完整的钎焊接头. 采用Cu作为中间层金属时, 钎料对其溶蚀作用非常严重, Cu骨架不能完整存在, 有可能降低了其缓解接头残余应力的作用; Ni作为中间层金属时, 钎料对其无明显的溶蚀作用, Ni骨架完整地存在于钎焊接头; 镀Ni的Cu作为中间层金属时, 中间的Cu层能完整存在于钎焊接头中。
图2 钎焊工艺曲线
Fig.2 Brazing craft curve
图3 剪切试样装配示意图
Fig.3 Assembly sketch schematic of the shear samples
2.2 中间层金属对陶瓷侧焊缝组织及相分布的影响
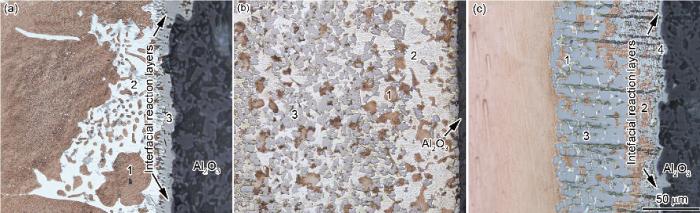
图5为0.4 mm厚的Cu, Ni和镀Ni (镀层厚度为40 mm)的Cu片作为中间层连接Al2 O3 和1Cr18Ni9Ti时陶瓷侧的焊缝微观组织. 可以看出, Cu作为中间层金属时, 钎料与陶瓷之间有厚度约10 mm的反应层(图5a中箭头所示); 而Ni作为中间层金属时, 未发现明显的反应层; 镀Ni的Cu作为中间层金属时, 钎料与陶瓷之间有厚度约5 mm的反应层, 如图5c中箭头所示。
为了进一步研究中间层金属对陶瓷/钎料的界面反应层产物和陶瓷侧焊缝组织的影响, 采用EDS分析了反应层中各元素的分布, 见表2. 结果表明, 采用不同的中间层金属所形成的焊缝组织成分有较大变化. 当采用Cu作为中间层金属时, 陶瓷侧的焊缝组织具有明显的共晶组织特征, 主要包括呈暗红色的铜基固溶体(图5a中标记1), 呈亮白色的含Cu的银基固溶体(图5a中标记2), 以及钎料与Al2 O3 的界面反应层, 其呈灰色(图5a中标记3). 根据表2给出的图5a界面反应产物(灰色)的具体成分, 可计算出Ti/(Cu+Al)≈1.06, 同时根据文献[20,21]报道可确定该反应产物为Ti3 (Cu, Al)3 O, 其通过如下反应形成[22 ] :
图4 Cu, Ni和镀Ni的Cu (镀层厚度为50 μm)作为中间层时钎焊接头整体形貌
Fig.4 Microstructures of the bonding range of brazed joints with 0.4 mm thickness interlayers of copper (a), nickel (b), and copper coated with 50 μm thick nickel layer (c)
图5 Cu, Ni和镀Ni (镀层厚度为40 μm)的Cu作为中间层时钎焊接头中钎料与陶瓷的界面
Fig.5 Images of the interfacial reaction layer between ceramic and filler metal bonded with 0.4 mm thickness interlayers of copper (a), nickel (b), and copper coated with 40 μm thick nickel layer (c)
(1) 1 / 3 A l 2 O 3 + T i → T i O + 2 / 3 A l
(2) 4 C u + T i → C u 4 T i
(3) 3 C u 4 T i + 2 T i O → C u 3 T i 3 O + T i 2 O + 9 C u
根据文献[22 ]报导, 当Ti和O的活度更大时也会形成Ti4 (Cu, Al)2 O类型的化合物, 但在本实验条件下没有发现该类型的化合物。
当采用Ni作为中间层金属时, 陶瓷侧的焊缝组织主要包括暗红色的铜基固溶体(图5b中标记1), 灰白色的含Cu的银基固溶体(图5b中标记2), 以及大量分布于焊缝中的呈灰色的Ti-Ni金属间化合物(图5b中标记3). 根据表2的EDS分析结果可确定灰色Ti-Ni金属间化合物为Ni3 Ti, 这与文献[20]的结果吻合. 由Ti与Cu, Ni和Ag的交互作用可知, 当Ni存在时, 由于Ni-Ti的强的相互作用, 导致Ti的活度(α Ti )显著降低[20 ,21 ] , 从而抑制了Ti3 (Cu, Al)3 O化合物的生成, 导致Ti与陶瓷没有发生明显的界面反应. 文献[20]报导了Ti-Cu, Ti-Ag和Ti-Ni的生成焓分别为-10, 39和-187 kJ/mol, 可以看出Ti-Ni的生成焓远远低于Ti-Cu的生成焓。
当采用镀Ni的Cu 作为中间层金属时, 陶瓷侧的焊缝组织主要包括暗红色的铜基固溶体(图5c中标记1), 呈白色的含Cu的银基固溶体(图5c中标记2), Ti-Ni金属间化合物(图5c中标记3), 以及位于陶瓷边界的呈灰色的界面反应产物(图5c中标记4). 结合表2的EDS分析结果可确定, 标记3处为Ni3 Ti化合物, 标记4处界面反应产物为Ti3 (Cu, Al)3 O化合物。
以上结果表明, 陶瓷与钎料的界面反应与中间层金属种类有关, 当Cu作为中间层金属时, 陶瓷与钎料有明显的反应层, 焊缝组织不存在金属间化合物; Ni作为中间层金属时, 陶瓷界面无明显反应层, 焊缝组织中有大量的Ni3 Ti金属间化合物, 这对钎焊接头的性能不利; 镀Ni的Cu作为中间层金属时, 虽然也有Ni3 Ti金属间化合物的存在, 但是陶瓷与钎料有明显的反应层, 这需要控制镀Ni层的厚度, 太厚会影响钎料中活性元素Ti的活度, 进而影响陶瓷与钎料的界面反应。
2.3 中间层金属类型对钎焊接头剪切强度的影响
采用厚度均为0.4 mm的Cu, Ni和镀Ni (Ni层厚度为30 mm)的Cu片作为中间层金属时, 陶瓷/不锈钢钎焊接头的剪切强度分别为85, 70和95 MPa。
文献[7~10]指出, 软性金属Cu作为应力缓解层主要是通过其塑性变形和蠕变吸收缓解接头中的残余应力, 进而提高钎焊接头的剪切强度, Cu具有较低的强度和较小的弹性模量(表1), 适合作为陶瓷和不锈钢钎焊接头的中间层金属. 从焊缝组织角度分析, 当加入Cu作为中间层金属时, 陶瓷侧焊缝主要由银基和铜基固溶体组成(图5a), 对钎焊接头性能影响较小, 并且Cu对钎料中活性元素Ti的有效含量没有影响, 钎料中活性元素能够与陶瓷形成良好的反应层(Ti3 (Cu, Al)3 O化合物). 根据Torvund和Grong[23 ] 的研究, 陶瓷与钎焊接头的机械性能与反应层性质和厚度有关, 当反应层厚度达到一个适当的值(2~6 mm)时能够获得最大的连接强度. 当使用Cu作为中间层金属时, 能有效缓解钎焊Al2 O3 和1Cr18Ni9Ti 不锈钢钎焊接头的残余应力。
Ni片具有良好的弹塑性, 可以吸收和缓解残余应力[9 ] . 然而Ni作为中间层金属时, 虽然钎料能够与Ni形成良好的冶金结合, 但是钎料中的Ti与Ni的Gibbs生成焓远低于Ti与Cu之间的Gibbs生成焓[20 ] , 所以Ni更易于与钎料中的活性元素Ti反应, 生成大量的脆性Ni3 Ti金属间化合物. 文献[7,8,24~26]指出, 陶瓷与Ag-Cu-Ti钎料反应主要是靠活性元素Ti的作用, 而加入Ni作为中间层金属时, 焊缝中溶解的大量的Ni消耗了钎料中的活性元素Ti, 降低了Ti的活度, 不利于钎料与陶瓷的界面反应, 从而降低了钎焊接头的剪切强度。
表面镀Ni的Cu片作为中间层时, 一方面利用Cu的弹塑性变形和蠕变吸收缓解钎焊接头的残余应力; 另一方面, 少量Ni的存在阻挡了钎料对中间Cu的溶蚀作用, 不会减少中间层Cu的有效缓解厚度. 同时, 少量Ni的存在不会影响钎料中的活性元素Ti的含量, 也不会影响钎料与陶瓷的界面反应. 因而表面镀镍层的厚度存在一个最佳值, 在不影响活性元素Ti含量的前提下, 降低了钎料对中间层Cu层的溶蚀。
2.4 基体厚度及镀层厚度对镀Ni的Cu作为中间层时钎焊接头性能的影响
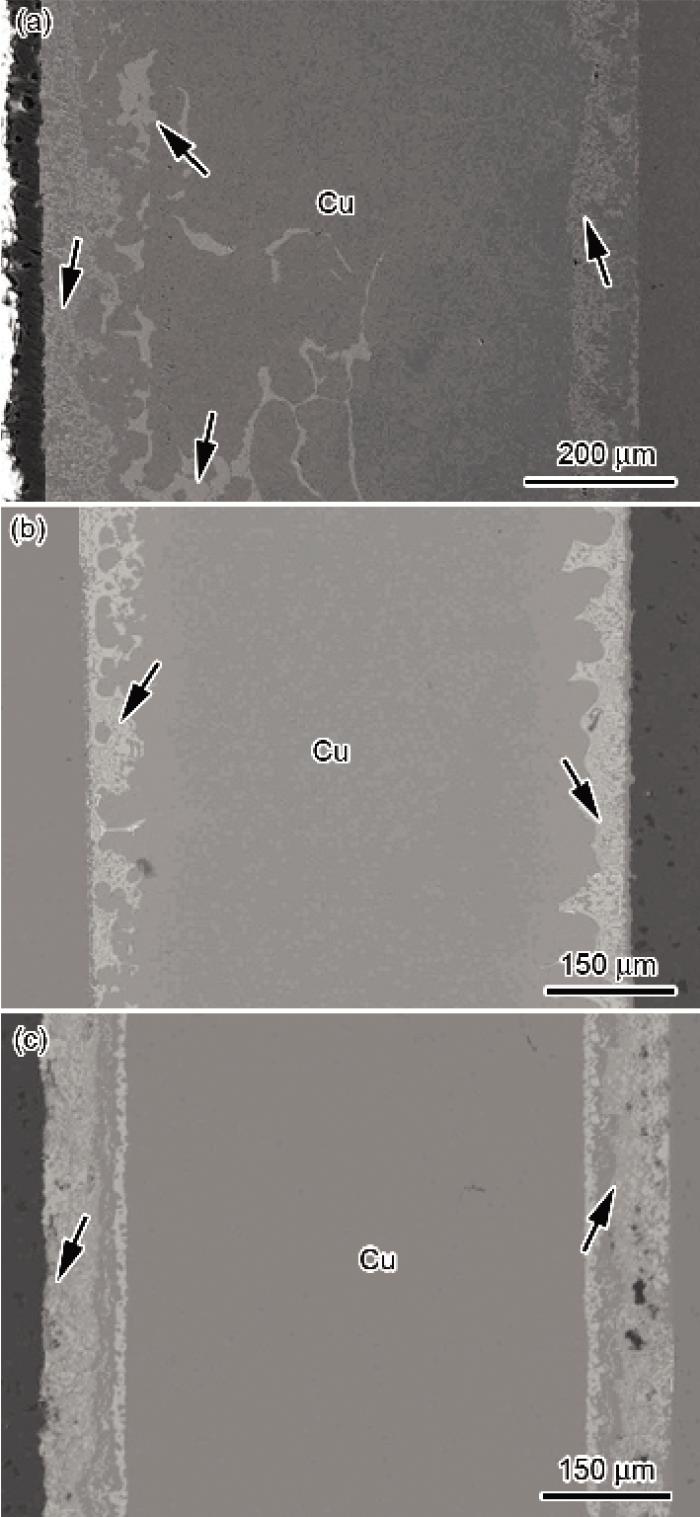
图6所示为镀Ni层厚度不同时钎焊接头的整体形貌. 可以看出, 当Ni层厚度为20 mm时, 钎料对Cu的溶蚀比较严重(图6a); 当Ni层厚度为30 mm时, Ni层的存在降低了钎料对Cu的溶蚀作用(图6b), 但也存在一定的溶蚀; 当Ni层厚度为40 mm时, 其完全阻挡了钎料对Cu的溶蚀(图6c). 根据前文的分析, 大量的Ni消耗了钎料中活性元素Ti的含量, 形成金属间化合物, 影响钎料与陶瓷的反应层. 因而, 存在一个最佳的镀Ni层厚度, 在该厚度钎料对Cu刚刚开始溶蚀, 但基本不影响Cu片的厚度, 此时钎焊接头的剪切强度应达到最大值。
在厚度为0.6 mm的Cu表面镀Ni层厚度为20, 30和40 mm时, 钎焊接头的剪切强度分别为70, 80和40 MPa. 可以看出, 随着Ni层厚度的增加, 钎焊接头的剪切强度先增加后降低. 当Ni层厚度为30 mm时, 其剪切强度达最大值80 MPa. 其主要原因是当Ni层厚度较小时, 钎料对Cu片的溶蚀作用没有减弱; Ni层厚度较大时, 虽然阻挡了钎料对Cu的溶蚀作用, 但是大量Ni的存在影响了陶瓷与钎料的界面反应; 当Ni层厚度为30 mm时, Ni层的存在既不影响钎料中活性元素Ti的含量, 同时阻挡了钎料对Cu的溶蚀作用, 钎焊接头的剪切强度达到最大值。
图6 镀Ni层厚度不同时钎焊接头的整体形貌
Fig.6 SEM images of the bonding range of brazed joints with 20 μm (a), 30 μm (b), and 40 μm (c) thickness of nickel layers (Arrows show filler metals)
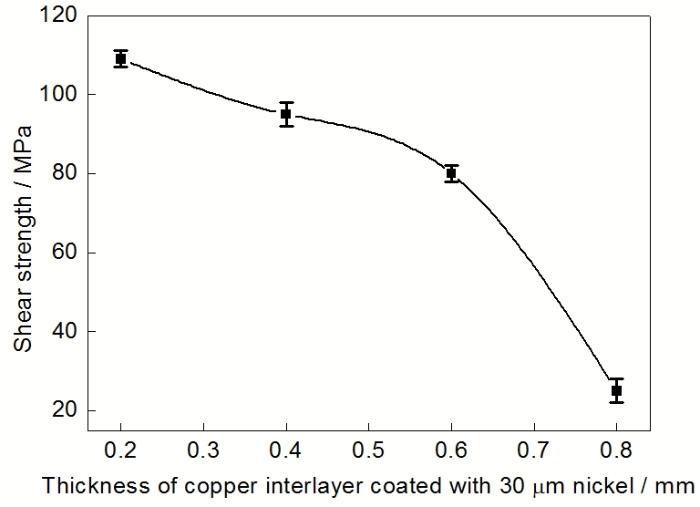
图7 不同厚度的表面镀Ni (镀层厚度为30 μm)的Cu片的钎焊接头的剪切强度
Fig.7 Effect of thickness of copper interlayer coated with 30 μm thickness nickel on the strength of brazed joint
图8 镀Ni (镀层厚度为30 mm)的Cu片作为中间层金属时陶瓷侧界面反应微观组织的SEM像及元素分布
Fig.8 SEM image (a) and the element distributions of Cu (b), Ni (c), O (d) and Ti (e) of the interfacial reaction layer between ceramic and filler metal bonded with an interlayer of copper coated with 30 mm thickness nickel
图7显示的是采用不同厚度的Cu (镀Ni层厚度为30 mm)作为中间层金属时的钎焊接头的剪切强度. 可以看出, 随着Cu片厚度的增加, 剪切强度降低. 当Cu片厚度为0.2 mm时, 钎焊接头的剪切强度达到109 MPa; 当Cu片厚度超过0.6 mm时接头强度急剧下降, 主要原因是随着Cu片厚度的增加, 其在整个焊缝中所占的比例增加, 虽然Cu良好的塑性和韧性可以吸收并释放钎焊接头中的残余应力, 但Cu的线膨胀系数和陶瓷的线膨胀系数差异较大(表1), 此时出现的热膨胀不匹配使得钎焊接头的残余应力增加. 因而在2个因素的影响下, 钎焊接头中残余应力会随着Cu片厚度的增加而逐渐增加, 导致接头的剪切强度下降。
图8所示是采用0.2 mm厚的镀Ni (Ni层厚度为30 μm)的Cu片作为中间层金属时陶瓷侧焊缝显微组织的SEM像以及对应的EPMA分析结果. 可以看出, 陶瓷与钎料形成了良好的反应层, EPMA结果表明, 接头中间层中Ni的含量很少, Ni主要分布在钎料中, 形成少量的弥散分布Ni3 Ti金属间化合物(图中箭头所示的黑色颗粒), 尺寸约为1~3 mm; Ti主要分布在陶瓷和钎料的反应层, 说明少量Ni的存在对钎料中活性元素Ti的含量影响较小. 因此, 采用表面镀30 mm Ni的0.2 mm厚的Cu片作为中间层材料可最大限度地保持中间层中Cu的厚度, 而且少量Ni的存在对钎料中活性元素Ti的含量影响微弱, 能较好地缓解钎焊接头中的残余应力, 可作为陶瓷/不锈钢钎焊接头合理而有效的中间层金属材料。
3 结论
(1) Cu作为中间层时, Ag-Cu-Ti钎料与Al2 O3 能形成厚度约10 mm的反应层; Ni作为中间层时, Al2 O3 陶瓷与钎料不能形成明显反应层; 表面镀Ni的Cu作为中间层时, 反应层与镀Ni层的厚度有关。
(2) 镀Ni的Cu片可作为Al2 O3 陶瓷/1Cr18Ni9Ti不锈钢钎焊接头合理而有效的中间层金属. 30 mm镀Ni层的存在降低了钎料对Cu的溶蚀作用, 并且对钎料中活性元素Ti的含量影响较小, 有效地缓解陶瓷/不锈钢钎焊接头的残余应力。
(3) 钎焊接头剪切强度与Cu的厚度及其镀Ni层的厚度有关, 当Cu的厚度为0.2 mm, 镀Ni层厚度为30 mm时, 钎焊接头的剪切强度可达到109 MPa。
参考文献
文献选项
[1]
Nicholas M G Joining of Ceramics. London: Chapman and Hall Ltd , 1990 : 1
[本文引用: 1]
[2]
Schwartz M M Ceramic Joining. Material park, Ohio: ASM International , 1990 : 1
[3]
Park J W Mendez P F Eagar T W Acta Mater , 2002 ; 50 : 883
[本文引用: 1]
[4]
Zhang J X Chandel R S Chen Y Z Seow H P J Mater Process Technol , 2002 ; 122 : 220
[本文引用: 1]
[5]
Li Z R Fan J X Feng J C Aerosp Mater Technol , 2008 ; (4 ): 6
[本文引用: 1]
(李卓然 , 樊建新 , 冯吉才 . 宇航材料工艺 , 2008 ; (4 ): 6 )
[本文引用: 1]
[6]
Xian A P Si C Y J Mater Sci , 1992 ; 27 : 1560
[本文引用: 1]
[7]
Huang X L Lin S Xiao J M Trans China Weld Inst , 1998 ; 19 : 216
[本文引用: 4]
(黄小丽 , 林 实 , 肖纪美 . 焊接学报 , 1998 ; 19 : 216 )
[本文引用: 4]
[8]
Huang X L Lin S Xiao J M Chu J X Mater Sci Eng , 1996 ; 14 (3 ): 58
[本文引用: 3]
(黄小丽 , 林 实 , 肖纪美 , 楚建新 . 材料科学与工程 , 1996 ; 14 (3 ): 58 )
[本文引用: 3]
[9]
Zou G S Ren J L Wu A P Peng Z S Zeng W J Mater Rev , 1999 ; 13 (2 ): 16
[本文引用: 1]
(邹贵生 , 任家烈 , 吴爱萍 , 彭真山 , 曾文军 . 材料导报 , 1999 ; 13 (2 ): 16 )
[本文引用: 1]
[10]
Xian A P Si C Y Acta Metall Sin , 1991 ; 27 : 421
[本文引用: 1]
(冼爱平 , 斯重遥 . 金属学报 , 1991 ; 27 : 421 )
[本文引用: 1]
[11]
Zhou Y Bao F H Ren J L North T H Mater Sci Technol , 1991 ; 7 : 863
[本文引用: 1]
[12]
Wang Y He P Feng J C Zhang L X Gu X L Wang D Y Trans Chin Weld Inst , 2007 ; 28 (4 ): 13
[本文引用: 1]
(王 颖 , 何 鹏 , 冯吉才 , 张丽霞 , 顾小龙 , 王大勇 . 焊接学报 , 2007 ; 28 (4 ): 13 )
[本文引用: 1]
[13]
Suganuma K Okamoto T Koizumi M Kamachi K J Mater Sci ,1987 ; 22 : 3561
[本文引用: 1]
[14]
Suganuma K J Mater Sci , 1991 ; 26 : 6144
[本文引用: 1]
[15]
Zhu M U Chung D D L . J Mater Sci , 1997 ; 32 : 5321
[16]
Shirzadi A A Zhu Y Bhadeshia H K D H . Mater Sci Eng , 2008 ; A496 : 501
[本文引用: 1]
[17]
Tang Q Chu J X Zhang X Y Electros Proc Technol , 2001 ; 22 : 166
[本文引用: 1]
(唐 群 , 楚建新 , 张晓勇 . 电子工艺技术 , 2001 ; 22 : 166 )
[本文引用: 1]
[18]
Hao H Q Wang Y L Jin Z H Wang X T J Mater Sci , 1995 ; 30 : 4107
[本文引用: 1]
[19]
Zou X. Brazing. Beijing : China Machine Press , 1997 : 392
[本文引用: 1]
(邹 僖 . 钎焊. 北京 : 机械工业出版社 , 1997 : 392 )
[本文引用: 1]
[20]
Valette C Devismes M F Voytovych R Eustathopoulos N Scr Mater , 2005 ; 52 : 1
[本文引用: 2]
[21]
Arróyave R Eagar T W Acta Mater , 2003 ; 51 : 4871
[本文引用: 1]
[22]
Jocelyn L W Master Thesis, Massachusetts Institute of Technology, Cambridge, USA , 2001
[本文引用: 2]
[23]
Torvund T Grong Ø Akselsen O M UlvensØen J H J Mater Sci , 1997 ; 32 : 4437
[本文引用: 1]
[24]
Zhu D Y Wang Y L Jin Z H Ordnance Mater Sci Eng , 1998 ; 21 (20 ): 22
(朱定一 , 王永兰 , 金志浩 . 兵器材料科学与工程 , 1998 ; 21 (20 ): 22 )
[25]
Wang X Y Li Y Wei S Z Xu L J Ma X D New Technol New Proc , 2010 ; (5 ): 85
(王新阳 , 李 炎 , 魏世忠 , 徐流杰 , 马向东 . 新技术新工艺 , 2010 ; (5 ): 85 )
[26]
Li Z R Fan J X Feng J C J Mater Eng , 2008 ; (9 ): 1
(李卓然 , 樊建新 , 冯吉才 . 材料工程 , 2008 ; (9 ): 1 )
1
1990
... 陶瓷由于具有良好的耐高温、耐腐蚀、耐氧化等性能而广泛应用在航空、航天、军工、核能、汽车等领域[1 -3 ] . 然而相对于金属材料, 陶瓷较低的断裂韧性和离散的力学性能限制了其作为整体构件在工程材料领域的应用[4 ] , 所以实际应用中陶瓷往往与金属连接起来, 实现两者的优势互补. ...
1
2002
... 陶瓷由于具有良好的耐高温、耐腐蚀、耐氧化等性能而广泛应用在航空、航天、军工、核能、汽车等领域[1 -3 ] . 然而相对于金属材料, 陶瓷较低的断裂韧性和离散的力学性能限制了其作为整体构件在工程材料领域的应用[4 ] , 所以实际应用中陶瓷往往与金属连接起来, 实现两者的优势互补. ...
1
2002
... 陶瓷由于具有良好的耐高温、耐腐蚀、耐氧化等性能而广泛应用在航空、航天、军工、核能、汽车等领域[1 -3 ] . 然而相对于金属材料, 陶瓷较低的断裂韧性和离散的力学性能限制了其作为整体构件在工程材料领域的应用[4 ] , 所以实际应用中陶瓷往往与金属连接起来, 实现两者的优势互补. ...
1
2008
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
2008
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
1992
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
4
1998
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... [7 ,8 ,11 ,12 ], 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... [7 ,8 ,17 ], 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... 采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示. ...
4
1998
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... [7 ,8 ,11 ,12 ], 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... [7 ,8 ,17 ], 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... 采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示. ...
3
1996
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... ,8 ,17 ], 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... 采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示. ...
3
1996
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... ,8 ,17 ], 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
... 采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示. ...
1
1999
... Ni片具有良好的弹塑性, 可以吸收和缓解残余应力[9 ] . 然而Ni作为中间层金属时, 虽然钎料能够与Ni形成良好的冶金结合, 但是钎料中的Ti与Ni的Gibbs生成焓远低于Ti与Cu之间的Gibbs生成焓[20 ] , 所以Ni更易于与钎料中的活性元素Ti反应, 生成大量的脆性Ni3 Ti金属间化合物. 文献[7,8,24~26]指出, 陶瓷与Ag-Cu-Ti钎料反应主要是靠活性元素Ti的作用, 而加入Ni作为中间层金属时, 焊缝中溶解的大量的Ni消耗了钎料中的活性元素Ti, 降低了Ti的活度, 不利于钎料与陶瓷的界面反应, 从而降低了钎焊接头的剪切强度. ...
1
1999
... Ni片具有良好的弹塑性, 可以吸收和缓解残余应力[9 ] . 然而Ni作为中间层金属时, 虽然钎料能够与Ni形成良好的冶金结合, 但是钎料中的Ti与Ni的Gibbs生成焓远低于Ti与Cu之间的Gibbs生成焓[20 ] , 所以Ni更易于与钎料中的活性元素Ti反应, 生成大量的脆性Ni3 Ti金属间化合物. 文献[7,8,24~26]指出, 陶瓷与Ag-Cu-Ti钎料反应主要是靠活性元素Ti的作用, 而加入Ni作为中间层金属时, 焊缝中溶解的大量的Ni消耗了钎料中的活性元素Ti, 降低了Ti的活度, 不利于钎料与陶瓷的界面反应, 从而降低了钎焊接头的剪切强度. ...
1
1991
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
1991
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
1991
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
2007
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
2007
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
1987
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
1991
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
2008
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
2001
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
2001
... 活性钎焊法采用Ag-Cu-Ti, Cu-Ti等活性焊料对陶瓷和金属直接连接, 由于其工艺简单、连接强度高、接头尺寸及形状适应性好、成本相对低等优点而成为陶瓷与金属连接的首选技术之一[5 ] . 但是, 陶瓷和金属的化学键型、微观结构及物理和化学性能存在很大的差异, 特别是陶瓷和金属的线膨胀系数差异较大, 在钎焊冷却过程中由于热应力的存在而产生非常大的残余应力而导致陶瓷侧开裂, 严重降低接头的力学性能, 因而减小陶瓷和金属钎焊接头的残余应力显得尤为重要. 已有研究[6 ] 表明, 添加应力缓解层可有效缓解接头残余应力. 目前, 应力缓解层材料主要有3类: 采用软性中间层如Al, Cu和Ni[7 -10 ] , 通过缓解层的塑性变形和蠕变来缓解残余应力; 采用硬性中间层如W, Mo和Kovar[7 ,8 ,11 ,12 ] , 通过其低的热膨胀系数来缓解残余应力; 采用复合中间层[13 ] , 利用其梯度变化的弹性模量或者热膨胀系数来缓解残余应力. 除此之外, 一些新型的中间层[14 ] [16 ] , 如采用碳纤维、金属泡沫中间层, 也开始受到研究者的关注. 这些中间层通过缓解接头残余应力, 可不同程度提高钎焊接头的力学性能. 其中, 采用软性中间层由于其工艺简单、效果明显而备受青睐, 但是软性金属作为中间层时, 存在钎料对软性金属的溶蚀问题[7 ,8 ,17 ] , 这对钎焊接头的性能会产生不利影响. 因此, 选择具有良好塑性和一定强度, 同时钎料对其溶蚀性较低的金属是一种较为理想的中间层. ...
1
1995
... 采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示. ...
1
1997
... 采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示. ...
1
1997
... 采用纯度为99%的Al2 O3 陶瓷和1Cr18Ni9Ti不锈钢, 用活性钎料Ag-28Cu-4.5Ti (质量分数, %)进行焊接. 试样采用Al2 O3 /Ag-Cu-Ti/中间层/Ag-Cu-Ti/1Cr18Ni9Ti的“三明治”装配结构(图1), 外加载荷的目的是使陶瓷与钎料接触紧密, 界面扩散反应容易进行, 对提高接头强度有利. 其中陶瓷、钎料、中间层和不锈钢的直径都是10 mm, 陶瓷与不锈钢的厚度均为8 mm, 钎料厚度为0.1 mm. 分别将厚度为0.2, 0.4, 0.6和0.8 mm的Cu, Ni和镀Ni (镀层厚度分别为20, 30和40 mm)的Cu片作为中间层. 钎焊之前, 所有材料表面均抛光, 并用丙酮清洗. 实验材料的物理性能如表1[7 ,8 ,18 ,19 ] 所示. ...
2
2005
... 当采用Ni作为中间层金属时, 陶瓷侧的焊缝组织主要包括暗红色的铜基固溶体(图5b中标记1), 灰白色的含Cu的银基固溶体(图5b中标记2), 以及大量分布于焊缝中的呈灰色的Ti-Ni金属间化合物(图5b中标记3). 根据表2的EDS分析结果可确定灰色Ti-Ni金属间化合物为Ni3 Ti, 这与文献[20]的结果吻合. 由Ti与Cu, Ni和Ag的交互作用可知, 当Ni存在时, 由于Ni-Ti的强的相互作用, 导致Ti的活度(α Ti )显著降低[20 ,21 ] , 从而抑制了Ti3 (Cu, Al)3 O化合物的生成, 导致Ti与陶瓷没有发生明显的界面反应. 文献[20]报导了Ti-Cu, Ti-Ag和Ti-Ni的生成焓分别为-10, 39和-187 kJ/mol, 可以看出Ti-Ni的生成焓远远低于Ti-Cu的生成焓. ...
... Ni片具有良好的弹塑性, 可以吸收和缓解残余应力[9 ] . 然而Ni作为中间层金属时, 虽然钎料能够与Ni形成良好的冶金结合, 但是钎料中的Ti与Ni的Gibbs生成焓远低于Ti与Cu之间的Gibbs生成焓[20 ] , 所以Ni更易于与钎料中的活性元素Ti反应, 生成大量的脆性Ni3 Ti金属间化合物. 文献[7,8,24~26]指出, 陶瓷与Ag-Cu-Ti钎料反应主要是靠活性元素Ti的作用, 而加入Ni作为中间层金属时, 焊缝中溶解的大量的Ni消耗了钎料中的活性元素Ti, 降低了Ti的活度, 不利于钎料与陶瓷的界面反应, 从而降低了钎焊接头的剪切强度. ...
1
2003
... 当采用Ni作为中间层金属时, 陶瓷侧的焊缝组织主要包括暗红色的铜基固溶体(图5b中标记1), 灰白色的含Cu的银基固溶体(图5b中标记2), 以及大量分布于焊缝中的呈灰色的Ti-Ni金属间化合物(图5b中标记3). 根据表2的EDS分析结果可确定灰色Ti-Ni金属间化合物为Ni3 Ti, 这与文献[20]的结果吻合. 由Ti与Cu, Ni和Ag的交互作用可知, 当Ni存在时, 由于Ni-Ti的强的相互作用, 导致Ti的活度(α Ti )显著降低[20 ,21 ] , 从而抑制了Ti3 (Cu, Al)3 O化合物的生成, 导致Ti与陶瓷没有发生明显的界面反应. 文献[20]报导了Ti-Cu, Ti-Ag和Ti-Ni的生成焓分别为-10, 39和-187 kJ/mol, 可以看出Ti-Ni的生成焓远远低于Ti-Cu的生成焓. ...
2
2001
... 为了进一步研究中间层金属对陶瓷/钎料的界面反应层产物和陶瓷侧焊缝组织的影响, 采用EDS分析了反应层中各元素的分布, 见表2. 结果表明, 采用不同的中间层金属所形成的焊缝组织成分有较大变化. 当采用Cu作为中间层金属时, 陶瓷侧的焊缝组织具有明显的共晶组织特征, 主要包括呈暗红色的铜基固溶体(图5a中标记1), 呈亮白色的含Cu的银基固溶体(图5a中标记2), 以及钎料与Al2 O3 的界面反应层, 其呈灰色(图5a中标记3). 根据表2给出的图5a界面反应产物(灰色)的具体成分, 可计算出Ti/(Cu+Al)≈1.06, 同时根据文献[20,21]报道可确定该反应产物为Ti3 (Cu, Al)3 O, 其通过如下反应形成[22 ] : ...
... 根据文献[22 ]报导, 当Ti和O的活度更大时也会形成Ti4 (Cu, Al)2 O类型的化合物, 但在本实验条件下没有发现该类型的化合物. ...
1
1997
... 文献[7~10]指出, 软性金属Cu作为应力缓解层主要是通过其塑性变形和蠕变吸收缓解接头中的残余应力, 进而提高钎焊接头的剪切强度, Cu具有较低的强度和较小的弹性模量(表1), 适合作为陶瓷和不锈钢钎焊接头的中间层金属. 从焊缝组织角度分析, 当加入Cu作为中间层金属时, 陶瓷侧焊缝主要由银基和铜基固溶体组成(图5a), 对钎焊接头性能影响较小, 并且Cu对钎料中活性元素Ti的有效含量没有影响, 钎料中活性元素能够与陶瓷形成良好的反应层(Ti3 (Cu, Al)3 O化合物). 根据Torvund和Grong[23 ] 的研究, 陶瓷与钎焊接头的机械性能与反应层性质和厚度有关, 当反应层厚度达到一个适当的值(2~6 mm)时能够获得最大的连接强度. 当使用Cu作为中间层金属时, 能有效缓解钎焊Al2 O3 和1Cr18Ni9Ti 不锈钢钎焊接头的残余应力. ...

 , 江国锋
, 江国锋


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}