
彭祥阳 , 郭明星, 汪小锋, 崔莉, 张济山, 庄林忠
, 郭明星, 汪小锋, 崔莉, 张济山, 庄林忠
北京科技大学新金属材料国家重点实验室, 北京100083
PENG Xiangyang, GUO Mingxing, WANG Xiaofeng, CUI Li, ZHANG Jishan, ZHUANG Linzhong
中图分类号: TG166
通讯作者:
收稿日期: 2014-05-23
修回日期: 2014-08-26
网络出版日期: 2015-02-11
版权声明: 2015 《金属学报》编辑部 版权所有 2015, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
彭祥阳, 男, 1989年生, 硕士生
展开
摘要
通过拉伸实验, OM, SEM, TEM观察以及EBSD测试等手段研究了不同尺寸粒子对Al-Mg-Si-Cu系合金板材力学性能、组织和织构的影响规律. 结果表明, 随着溶质元素浓度的增加, 合金屈服强度和抗拉强度均不断增加, 但是延伸率却略有降低, 且3个方向存在一定差异. 此外, 合金的平均塑性应变比
关键词:
Abstract
To reduce the weight of car body, Al-Mg-Si-Cu alloys have been used to produce outer body panels of automobiles due to their relatively good formability in the solution treated condition and high strength in the age hardened condition. However, their formability is significantly poor compared to that of steels, which are the major drawbacks to wide-scale application of aluminum in the automotive industry. The microstructural characteristics developed during recrystallization, most notably grain size and crystallographic texture, play a dominant role in controlling the mechanical properties and formability of sheet in the T4 condition. In this work, the effect of particles with different sizes on the mechanical properties, microstructure and texture of Al-Mg-Si-Cu alloys was studied through tensile test, OM, SEM, TEM and EBSD measurement. The results reveal that with increase of solute concentration, the average plastic strain ratio, yield strength and ultimate tensile strength increase, but the elongation decreases and with different extents in the three directions. In addition, the number of observed particles with different sizes in the alloy matrix such as Mg2Si, Al15Mn3Si2 and α-Al(Fe, Mn)Si phases also increases. When the size and concentration of these particles are controlled appropriately, lots of finer recrystallized grains can form during solution treatment due to the particle stimulated nucleation (PSN) effect of coarse particles and pinning effect of finer particles. The main texture components include CubeND18, Goss{011}<100>, P{011}<122> and Cu{112}<111> for the alloy with fine-grained structure. At last, according to the relationship among alloy composition, thermomechanical processing and microstructure, the model of nucleation and growth of recrystallized grains affected by the particles with different sizes was also proposed。
Keywords:
随着汽车数量的不断增加, 如何实现汽车轻量化进而达到节能减排的目的已经成为汽车领域进一步发展的关键问题. 铝合金由于具有众多独特的优点, 成为新一代汽车轻量化的关键材料. 相比而言, 几大系列铝合金中的6×××系铝合金, 即Al-Mg-Si系合金, 具有强度适中、可热处理强化、耐蚀性好、易于表面着色等优良特性, 而且该系合金在固溶处理后具有较低屈服强度的状态下供货, 使得合金板材具有较好的冲压成形能力, 并能在最终的烤漆过程中获得进一步强化. 这些特点使得该系合金非常适合应用于汽车车身外板的加工, 而且目前已经有几个牌号的合金获得广泛应用, 如AA6016, AA6111以及AA6022等[1-4]。
将Al-Mg-Si系合金用作汽车车身外板的研究和应用过程中发现, 虽然该系合金具有较好的冲压成形性能, 平均塑性应变比
实验用Al-Mg-Si-Cu系合金成分设计如表1所示. 所用材料为99.99% (质量分数)高纯Al, 工业纯Mg, 工业纯Zn以及Al-10%Mn, Al-20%Fe, Al-20%Si, Al-50%Cu, 晶粒细化剂Al-5%Ti-1%B (质量分数)等中间合金. 将材料按一定顺序放入SG2-12-10型电阻坩埚井式加热炉中熔化, 然后将合金熔体浇入水冷钢模中成形, 钢模尺寸为180 mm×110 mm ×90 mm. 随后对铸锭进行切头铣面, 经485 ℃, 3 h+555 ℃, 16 h双级均匀化处理后进行热轧变形, 开轧温度550 ℃, 终轧温度低于300 ℃, 终轧厚度为4 mm; 然后经400 ℃, 1 h中间退火后冷轧至1 mm. 冷轧样品经555 ℃, 2 min盐浴固溶处理和80 ℃, 12 h预时效处理后, 室温放置14 d (T4P态), 随后对其进行拉伸实验测试。
表1 实验Al-Mg-Si-Cu合金的化学成分
Table 1 Chemical compositions of experimental Al-Mg-Si-Cu alloys
| Alloy | Mg | Si | Cu | Mn | Fe | Al |
|---|---|---|---|---|---|---|
| 1 | 0.90 | 0.50 | 0.20 | 0.10 | 0 | Bal. |
| 2 | 0.90 | 0.60 | 0.20 | 0.15 | 0.20 | Bal. |
| 3 | 0.90 | 0.80 | 0.20 | 0.30 | 0.50 | Bal. |
拉伸实验在MTS810 电液伺服材料试验机上进行, 拉伸速度为3 mm/min, 拉伸试样规格按照GB3076-82 标准分别沿与轧向夹角0°, 45°, 90°方向取样, 试样规格如图1所示. 合金显微组织观察在Axio Imager A2m金相显微镜(OM)上进行, 物相的初步鉴定在带有能谱仪(EDS)的SUPRA 55扫描电镜(SEM)下进行, OM和SEM的试样制备采用标准的金相制备方法, 采用Keller 试剂(H2O∶HF∶HCl∶HNO3=95∶1∶1.5∶2.5, 体积比)进行腐蚀. 织构测定在带有电子背散射衍射(EBSD)系统的 LTRA55型SEM上完成, 加速电压为20 kV, 工作距离WD为15~20 mm, 70°倾斜, 数据采集由计算机完成, 采用二步法计算三维取向分布函数(orientation distribution functions, 简称ODF) , 结果用恒Eular角j2 (Δj2=5°)截面图表示. EBSD样品采用机械抛光后电解抛光(电压为20 V, 抛光液成分为HClO4∶CH3CH2OH=5∶95, 体积比) 制备而成. 透射实验在G2 F30 S-TWIN场发射透射电子显微镜(TEM)进行, 样品制备采用机械减薄后双喷电解减薄(双喷液成分为H2NO3∶CH3OH=1∶2, 体积比)获得。
图1 合金板材拉伸试样示意图
Fig.1 Schematic of alloy sheet sample for tensile test (unit: mm)
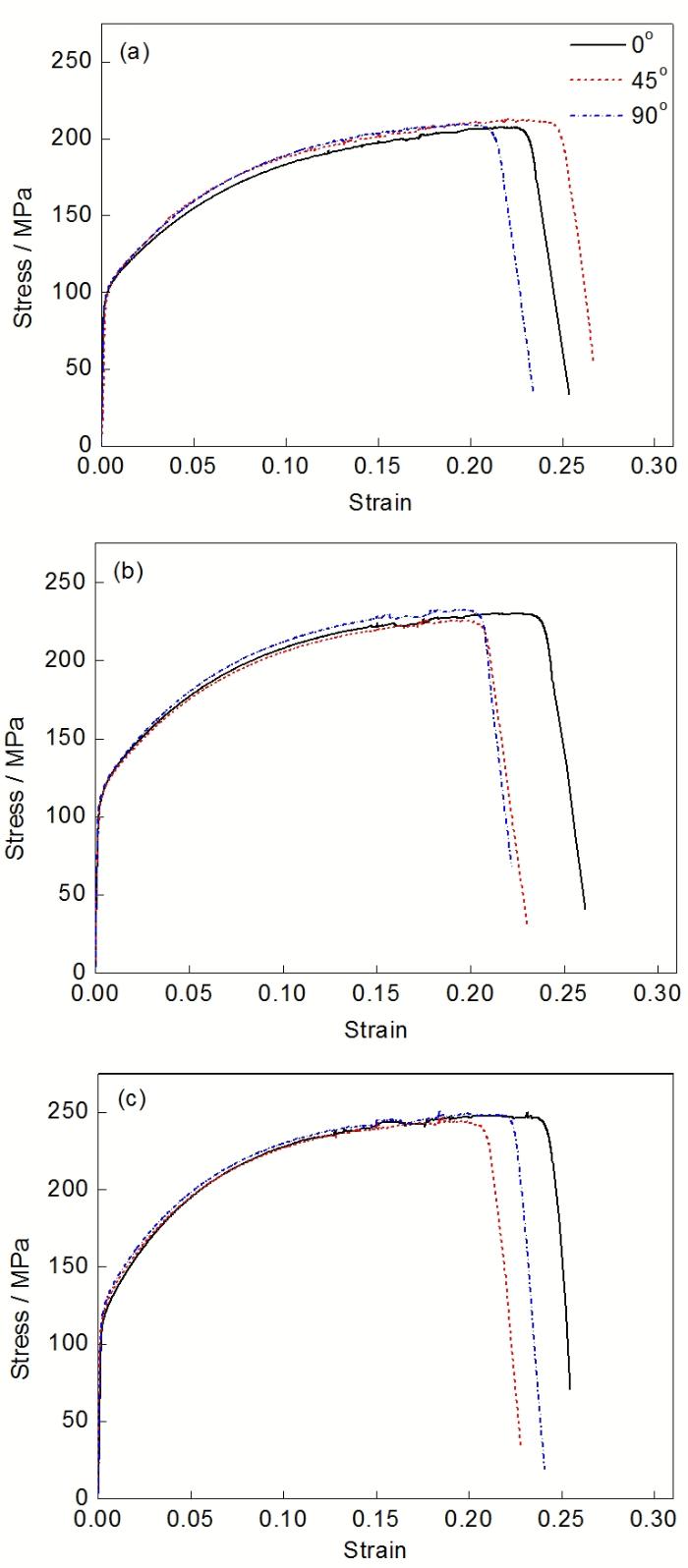
图2 3种合金沿不同方向的工程应力-应变曲线
Fig.2 Engineering stress-strain curves of the alloy 1 (a), alloy 2 (b) and alloy 3 (c) in different directions
图2为3种合金经T4P处理后沿3个方向拉伸的工程应力-应变曲线. 根据应力-应变曲线, 绘制了合金沿0º, 45º以及90º 3个方向强度和延伸率变化的对比曲线图, 如图3a~c所示. 可以看出, 随着合金溶质元素浓度的增加, 合金屈服强度和抗拉强度均不断增加, 而且3个方向的强度基本一致. 但是随着合金成分和拉伸方向的变化, 合金沿不同方向的延伸率发生一定程度的变化. 由图3c还可以看出, 1号合金整体延伸率较高, 特别是沿45º方向的延伸率最高, 可达27.5%左右, 其它2种合金均随溶质元素浓度增加而略有降低, 而且与1号合金有所不同的是, 3号合金沿45º方向延伸率最低. 此外, 在拉伸过程中还对合金的塑性应变比r进行了测量(延伸率达15%时进行测量), r随合金成分和拉伸方向的变化如图3d所示. 可以看出, 合金成分和拉伸取向对r影响显著, 根据每种合金沿3个方向的r可以求得该合金的平均塑性应变比
式中, r0°, r45°, r90°分别为合金在0°, 45°, 90°方向的塑性应变比. 经计算1, 2和3号合金的
为了更好地理解成分与热加工过程对合金板材显微组织的影响规律, 有必要对其不同状态的显微组织进行系统深入研究. 成分变化必然导致合金铸态组织发生一定变化, 但是并不显著. 为了更好地说明在变形前几种合金基体内存在的粗大粒子差异情况, 选择合金经均匀化处理后的显微组织加以分析. 图4a~c为3种合金经485 ℃, 3 h+555 ℃, 16 h双级均匀化处理后的显微组织, 升降温速率30 ℃/h. 可以看出, 经均匀化处理后, 合金组织均匀性较好, 而且未发生低熔点相过烧现象. 不过随着合金成分的变化, 特别是Fe, Si和Mn元素的增加, 合金基体内均出现了一定数量的粗大粒子. 而且由于均匀化态样品均取自双级均匀化处理后再以30 ℃/h的降温速率降温到室温时的状态, 因此即使1号合金基体内也能观察到少量的粗大粒子. 由图5可以看出, 3种合金基体分布的这些粒子主要是Mg2Si, Al15Mn3Si2和α-Al(Fe, Mn)Si富铁相, 当然合金基体内必然还存在一定数量细小的亚微米或纳米级弥散粒子。
图3 3种合金沿3个方向的力学性能
Fig.3 Yield strength (a), ultimate tensile strength (b), elongation (c) and plastic strain ratio r (d) of Al-Mg-Si-Cu alloys
3种均匀化态合金再经热轧变形到4 mm, 然后对合金板材进行400 ℃, 1 h的退火处理. 由图4d~f可以看出, 经退火处理后, 合金基体内带状组织明显, 仅1号合金基体内观察到部分再结晶晶粒. 此外, 几种合金基体内均存在一定数量不同尺寸的弥散粒子, 这些粒子一部分是均匀化态粒子经破碎而成, 另一部分是在热轧和中间退火过程中析出(主要为Mg2Si粒子). 随后退火态合金板材由4 mm直接冷轧到1 mm, 其典型组织如图4g~i所示. 可以看出, 冷轧后的纵截面组织呈典型拉长的纤维组织, 退火过程中的粗大粒子得到进一步破碎。
由于热轧以及中间退火过程中析出的Mg2Si等相必须重新回溶于基体内, 合金在后续烤漆过程中才可能表现出较好的烤漆硬化性能. 图4j~l为3种合金板材经高温固溶处理后的显微组织. 由图可以看出, 合金已经完全再结晶, 而且随着溶质元素浓度的增加, 合金再结晶晶粒尺寸逐渐减小, 特别是3号合金更为细小和均匀. 这主要归结于合金基体内均匀弥散分布的不同尺寸粒子对冷轧板材再结晶过程的重要影响所致, 即粗大粒子刺激再结晶形核(PSN效应), 细小粒子阻碍再结晶晶粒的长大. 对比合金基体内的粒子分布状态可以发现, 3号合金较1和2号合金基体内分布有更多的弥散粒子, 这主要是由于合金基体内均含有一定量的Mn元素, 经555 ℃固溶处理后1号合金仅会形成或残留有Al6Mn或Al12Mn3Si等相, 而2和3号合金除了Mn元素还含有一定数量的Fe元素, 尤其3号合金含有0.5%Fe, 使得合金基体内还会分布有Al(Fe, Mn)Si相[18,19], 多尺寸粒子的共存导致3号合金经固溶处理后具有优异的显微组织。
图4 3种合金经加工热处理后的显微组织
Fig.4 Microstructures of alloy 1 (a, d, g, j), alloy 2 (b, e, h, k) and alloy 3 (c, f, i, l) at homogenization (a~c), annealing (d~f), cold rolling (g~i) and solution (j~l) states
图6为综合性能较好的3号合金由4 mm冷轧到1 mm时的TEM像. 可以看出, 合金经热轧, 中间退火以及冷轧处理后, 合金基体内彻底形成了多尺寸粒子的分布状态, 包括微米级、亚微米级以及纳米级, 而且由于纳米级粒子对位错具有强烈的钉扎作用, 含有纳米粒子的晶粒内分布有大量缠结位错线(图6b). 这些粒子在后续固溶热处理过程会对合金再结晶晶粒的形核和长大等产生显著影响。
2.4 EBSD分析
3种合金由于基体内含有不同尺寸的粒子最终使得合金力学性能和固溶态显微组织存在明显差异, 为了更好地分析再结晶晶粒大小、形态、取向以及分布状态, 有必要对其进行相应的EBSD分析. 由于80 ℃低温预时效对合金再结晶组织和织构影响非常小, 因此EBSD织构分析样品均取自直接固溶淬火后的样品. 图7为3种固溶淬火态合金晶粒大小及取向分布的EBSD分析. 可以明显看出, 合金随着溶质元素浓度的增加, 晶粒尺寸不仅明显减小, 而且大尺寸粒子周围一般分布有较多的细小再结晶晶粒, 3号合金最为明显. 这是由于合金基体内存在多尺寸粒子, 其中粗大粒子能够刺激再结晶形核, 而细小粒子能够显著阻碍再结晶晶粒的长大, 因此使得合金基体内再结晶晶粒尺寸随着溶质元素浓度的增加而降低. 此外, 粗大再结晶晶粒在冷轧变形带内形核并长大, 由于部分区域粗大粒子密度较小使得形核率较低, 所以此种类型的再结晶晶粒长大略显严重. 此外, 根据合金组织可以看出晶粒取向存在一定的差异, 图中红色代表旋转立方织构CubeND, 黄色为Goss织构, 粉色为Brass织构, 绿色为Cu织构, 蓝色为P织构。
图5 1号和3号合金均匀化后基体内析出相的形貌和EDS分析
Fig.5 Morphologies (a, c) and EDS analysis of precipitates corresponding to points A (b) and B (d) for alloy 1 (a, b) and alloy 3 (c, d)
图6 3号合金由4 mm冷轧至1 mm的TEM像
Fig.6 TEM images of alloy 3 after cold rolling from 4 mm to 1 mm
图8为3种合金相应的ODF图. 可以看出, 3种合金板材的再结晶晶粒主要以自由取向为主, 同时伴随有一定量的再结晶织构和少量残留的轧制织构. 1号合金的织构组分主要包括绕法向旋转了35°的旋转立方织构CubeND35和Goss织构{011}<100>以及少量的轧制织构Brass{011}<211>; 2号合金与1号合金的织构组分基本类似, 即绕法向旋转了25°的旋转立方织构CubeND25, Goss织构和少量的Brass织构, 不过旋转立方织构由1号合金中绕法向旋转35°变为25°; 而3号合金出现的旋转立方织构CubeND18的旋转角度进一步降低到18°, 此外还包括Goss织构、Cu{112}<111>织构和P{011}<122>织构等. 3种合金出现的各种织构组分的体积分数由EBSD数据处理后获得, 结果如表2所示。
图7 3种合金固溶淬火态晶粒取向的EBSD分析及尺寸分布
Fig.7 Grain orientation distribution maps by EBSD analysis (a~c) and grain size distributions (d~f) in alloy 1 (a, d), alloy 2 (b, e) and alloy 3 (e, f) after solution treatment
由于fcc金属轧制时织构主要包括Cu{112}<111>, S{123}<634>和Brass{011}<211>[20-22], 而合金板材在高温热处理过程中由于择优形核和择优长大机制的作用, 再结晶晶粒会在变形过程中形成的变形立方带内形核长大, 轧制织构也会相应的向再结晶立方织构转变. 但在本实验过程中可以明显看出, 3种合金均无立方再结晶织构出现, 而是以旋转立方织构为主; 而且随着合金溶质元素浓度的增加, 出现的旋转立方织构的旋转角度逐渐减小, 这主要是由基体内存在的不同尺寸粒子对晶粒旋转具有显著的阻碍作用所致. 此外, 由于3号合金基体内不同尺寸粒子浓度最大, 合金板材在高温热处理过程中发生了粒子刺激再结晶形核, 即所谓的PSN效应, 合金再结晶织构组分中还包含有P织构, 此织构对于合金板材冲压性能的提高较为有利. 不过并非所有的粒子均能在高温热处理过程中发挥PSN效应, 只有粒子尺寸达到临界尺寸lc以上时才能诱发PSN效应. 根据文献[23-25]研究结果, 临界尺寸lc一般可表达为:
图8 3种合金固溶处理后的取向分布函数(ODF)图
Fig.8 Orientation distribution function (ODF) maps of alloy 1 (a), alloy 2 (b), alloy 3 (c) under solution treatment condition (j1, j2 and f are the Euler angles)
式中, l 为变形基体亚晶尺寸; ϒsb和ϒgb分别为小角度和大角度晶界的界面能; Z 为由于第二相的存在而引起的对位错的钉扎力, 其可表示为 Z = agf/m, 其中α, ϒ, f 和m分别为有序常数、晶界能、粒子的体积分数和第二相粒子平均半径. 对铝合金来说, ϒ=0.3 N/m, α=1.3, 通过计算可以得到形核位置第二相的临界直径lc. 当粗大的Al(Fe, Mn)Si 等第二相粒子尺寸大于临界尺寸时, 在再结晶过程中, 这些粒子由于周围应变储能较大可以诱发PSN效应的发生. 相应的再结晶晶粒尺寸Drec满足下式:
表2 3种固溶态合金所含再结晶织构及其体积分数
Table 2 Volume fraction of texture component in the three alloys after solution treatment
| Alloy | CubeND | Goss | Brass | P | Cu |
|---|---|---|---|---|---|
| 1 | 9.00 | 3.90 | 2.78 | - | - |
| 2 | 13.20 | 2.96 | 2.84 | - | - |
| 3 | 9.95 | 4.20 | - | 6.36 | 4.54 |
式中, N为单位体积内满足第二相粒子尺寸d≥lc的形核点数. 因此, 3号合金由于PSN效应形成的细小再结晶晶核数量较多且难以长大, 使得合金再结晶晶粒尺寸明显降低(图7c), 而且旋转立方织构和P织构体积分数均较高, 这与该合金测得的
图9 不同尺寸粒子影响再结晶形核和长大过程模型图
Fig.9 Schematic illustration of particle distribution (a, d), process of nucleation (b, e) and growth (c, f) of recrystallization grains in alloy 1 (a~c) and alloy 3 (d~f)
为了更好地说明3种合金随着溶质元素浓度增加, 或者不同尺寸粒子浓度增加, 合金在高温热处理过程中的再结晶晶粒形核和长大过程, 给出低浓度和高浓度合金对应的再结晶晶粒形核和长大模型图, 如图9所示. 对于低浓度1号合金, 基体内虽然也分布有一定数量的粒子, 但是粒子主要是Mg2Si和Al15Mn3Si2相. 这些粒子尺寸为纳米级或者亚微米级, 所以既不能在高温热处理过程中发挥PSN效应使得粒子周围大量再结晶晶粒形核, 也不能显著阻碍再结晶晶粒的长大, 最终使得随着热处理时间的增加, 合金内开始形成的再结晶晶粒快速发生长大( 图7a和图9a~c所示). 而对于高浓度3号合金, 由于合金基体内分布有大量不同尺寸粒子, 包括粗大的Al(Fe, Mn)Si相和细小的Mg2Si, Al6Mn或Al15Mn3Si2相等, 合金经冷轧变形后由于粗大粒子周围的应变储能较大, 在高温热处理过程中会诱发大量再结晶晶粒形核(图9e), 同时由于合金基体内还分布有较多的细小弥散粒子Al6Mn或Al15Mn3Si2相, 对于再结晶晶粒长大具有一定的阻碍作用, 最终使得合金再结晶晶粒尺寸细小均匀, 而且由于此阻碍作用也会使得晶粒取向旋转难度增加, 所以粒子浓度较高的3号合金同样出现了旋转立方织构, 但是旋转角度却仅为18°。
(1) 随着Al-Mg-Si-Cu合金溶质元素浓度增加, 3种合金的平均塑性应变比
(2) 3种合金经均匀化处理后基体内均分布有一定数量不同尺寸的Mg2Si, Al15Mn3Si2和α-Al(Fe, Mn)Si富Fe相等, 随着合金溶质元素浓度增加, 这些不同尺寸粒子数量迅速增加, 而且随着热加工的进行, 这些粒子尺寸、形态以及分布状态等均会发生显著变化; 高浓度度合金由于不同尺寸粒子浓度和尺寸搭配合理可以有效控制再结晶晶粒的形核和长大, 最终合金基体内形成大量细小且均匀分布的再结晶组织。
(3) 3种合金经固溶热处理后, 除了主要的旋转立方织构CubeND和Goss{011}<100>织构之外, 还残留有部分的轧制织构Brass{011}<211>或Cu{112}<111>. 而且旋转立方织构绕法向的旋转角随着不同尺寸粒子浓度的增加也由35°逐渐降低到25°甚至18°, 同时还伴随P{011}<122>织构的出现。
(4) 3种合金的综合性能、显微组织以及织构组分等均与合金基体内不同尺寸粒子浓度、分布状态以及相互搭配等密切相关, 并提出了低浓度和高浓度不同尺寸粒子影响合金再结晶过程的模型示意图。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}