
张北江 , 赵光普, 张文云, 黄烁, 陈石富
, 赵光普, 张文云, 黄烁, 陈石富
钢铁研究总院高温材料研究所, 北京100081
ZHANG Beijiang, ZHAO Guangpu, ZHANG Wenyun, HUANG Shuo, CHEN Shifu
中图分类号: TG146.1
通讯作者:
修回日期: 2015-07-10
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
张北江, 男, 1973年生, 教授级高级工程师
展开
摘要
在对一系列高合金化模型合金进行系统比选研究的基础上, 发展了新型的GH4065变形高温合金, 该合金化学成分与René 88 DT合金类似, 并针对铸锻制备工艺的要求进一步实施了优化. 研制结果表明, 应用三联低偏析熔铸和多重循环热机械处理等新型技术生产的GH4065合金, 适用于制备先进航空发动机关键热端转动部件, 综合性能完全满足高压压气机盘和低压涡轮盘的工况要求, 必要时可以作为高压涡轮盘的高可靠性、低成本解决方案. 随着变形高温合金材料和制备工艺的发展, 应用铸锻工艺制备的高性能涡轮盘材料能够满足先进航空发动机的技术要求.
关键词:
Abstract
Much attention has been paid to the development of more advanced materials for high-pressure compressor and turbine discs of gas turbine engines. A high performance wrought superalloy GH4065 for disc applications has been recently developed based on the comprehensive evaluation of a series of model alloys with characteristic chemical composition, lattice parameter, particularly γ’ volume fraction. The concentration of major alloying elements of GH4065 is closely similar with René 88 DT and specifically optimized considering the demands of ingot metallurgy technologies. Therefore, GH4065 can be considered as an ingot metallurgy version of powder metallurgy René 88 DT. Large scale vacuum arc remelting (VAR) ingots of GH4065 alloy with diameter up to 508 mm have been produced via standard triple melting techniques. Micro-scale segregation of alloying elements on large VAR ingot has been effectively suppressed due both to optimized alloying elements concentration and to improved melting techniques. Ultra-low carbon content (less than 0.02% in mass fraction) significantly decreases the dendritic segregation tendency of certain alloying elements and promotes the uniformity of microstructures. VAR ingot of GH4065 exhibits extraordinary hot plasticity, ingot conversion can be accomplished using conventional open die forging procedure. Fine and uniform γ+γ’ duplex structures can be obtained on billets and disc forgings via a newly developed multi-cycle thermomechanical processing method. The flow stress data show that the formation of γ+γ’ microduplex results in a significant decrease of flow stress in comparison with γ’ dispersion structures under exactly the same deformation conditions. The distribution of strain rate sensitivity m in relationship with temperature and strain rate accurately identifies a specific domain within which γ+γ’ microduplex exhibits superplasticity. Full-scale turbine discs of GH4065 alloy with diameter of 630 mm achieve an optimal combination of creep resistance, fatigue lifetime and ductility. GH4065 discs exhibit extraordinary microstructural and property stability during prolonged thermal exposure, which means that dendritic segregation has been successfully restricted to an acceptable level. The results reveal that highly alloyed disc alloys produced via ingot metallurgy techniques exhibit lower costs and higher productivity, and can still meet the ever increasing demand of high performance gas turbine engines.
Keywords:
随着航空发动机逐步向高性能、高可靠性、长寿命、大型化的方向发展, 对高温合金涡轮盘与高压压气机盘等关键热端转动部件的承温能力和力学性能的要求不断提高[1-5]. 近年来, 随着高合金化变形高温合金研究工作的快速进展, 以及高温合金熔铸与热塑性加工技术和装备水平的不断提高, 依托铸锻工艺路线制备高性能高温合金关键热端转动部件正重新成为一个重要的发展方向[6-13], 并逐步展现出部件质量稳定可靠、全寿命成本低廉、生产效率高的突出优势, 国外开发的U720Li, René 65, AD730, EP975, EK79, EK151等高性能涡轮盘材料在承温能力和力学性能方面完全能够满足新型先进航空发动机的工况要求, 这些合金可以应用真空感应熔炼(VIM)+电渣重熔(ESR)+真空自耗重熔(VAR)这种标准三联熔铸工艺制备直径达到508 mm的大尺寸钢锭, 能够在快锻机上实现自由锻造开坯, 最终利用等温锻造/热模锻造技术完成全尺寸锻件的成型, 这一制备工艺路线总体上与IN718及其改进型合金一致, 可以在常规的冶金工业生产条件下实现批量生产. 目前这种应用铸锻工艺制备的高性能锻件已经在一系列新型发动机上完成了测试并开始大量应用[6,8].
国内在依托铸锻工艺发展高性能涡轮盘材料方面也取得了重要进展, 研制了GH4065, GH4079和GH4975等高性能变形高温合金涡轮盘材料, 特别是GH4065系列合金的综合性能达到粉末冶金材料的水平, 有望为我国先进航空发动机热端转动部件的选材提供成熟可靠的解决方案. 采用铸锻工艺制备高合金化高温合金大尺寸锻件, 需要掌握通过化学成分优化来降低高合金化材料枝晶偏析倾向性的原理与方法; 解决大尺寸自耗重熔锭熔铸过程稳定性问题; 实现热模锻造条件下的锻件组织性能高效控制. 长期以来, 国内针对上述问题开展了系统研究工作, 在真空三联低偏析熔铸与热机械处理制备细晶锻件等关键技术环节上完成了原理验证并发展了相关技术, 成功制备了服役温度可达750 ℃的GH4065合金全尺寸涡轮盘试验件. 基于铸锻工艺的新型高性能高温合金锻件制备技术的快速发展和成功应用, 将在控制发动机整机研制的技术风险、提高发动机的效能与可靠性、降低发动机全寿命周期成本等方面发挥重要的作用.
为满足先进航空发动机对高性能热端转动部件的需求, 根据国内外变形高温合金材料研究的最新动向, 所研制的新型变形高温合金材料需要同时满足以下2个基本条件: 第一, 新材料的力学性能水平接近粉末冶金材料, 以满足发动机工况要求; 第二, 全尺寸锻件能够在国内冶金工业现有装备条件下实现批量生产. 为实现上述2个目标, 针对先进航空发动机对热端转动部件的需求, 新型高性能变形高温合金的研制工作充分总结现有涡轮盘材料设计的成功经验及存在的问题, 在对一系列模型合金的力学性能和工艺性能进行对比和筛选的基础上, 最终以成熟的粉末冶金涡轮盘材料René 88 DT的化学成分为基础, 针对铸锻工艺路线的要求进行全面优化, 研制了新型的GH4065合金, 其典型成分如表1所示. 作为对照, 表中同时列出了国内研制的主要高合金化变形高温合金的化学成分.
在表1中, GH4586合金γ’相体积分数为25%, 高温短时性能优异并已经在航天领域获得成功应用, 但长期服役条件下的组织性能稳定性问题制约了该合金在航空发动机上的应用. GH4742合金γ’相体积分数接近40%, 是服役温度达到750 ℃的成熟航空涡轮盘材料, 具备良好的长期组织性能稳定性, 但其屈服强度指标已经不能满足新型航空发动机的需要. GH4975合金长期服役温度可达950 ℃, 在800 ℃以下保持了较高的力学性能水平, 该合金的突出特点是合金化程度高, 主元素与MarM200基本一致, 时效状态下γ’相体积分数达到63%, γ’相全溶温度超过1200 ℃. 高的合金化程度使GH4975合金自耗重熔锭的最大尺寸受到限制, 较小的热加工温度窗口增大了铸态组织破碎的难度且难以获得满意的成材率.
表1 高性能变形高温合金涡轮盘材料化学成分对照
Table 1 Chemical compositions of high performance disc superalloys
| Alloy | C | Co | Cr | W | Mo | Al | Ti | Nb | Fe | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| GH4586 | 0.049 | 11.68 | 18.09 | 3.05 | 8.11 | 1.65 | 3.31 | - | - | Bal. |
| GH4742 | 0.052 | 10.40 | 14.15 | - | 5.03 | 2.51 | 2.56 | 2.62 | 0.53 | Bal. |
| GH4065 | 0.011 | 12.98 | 15.93 | 4.02 | 4.03 | 2.12 | 3.78 | 0.72 | 1.01 | Bal. |
| René 88 DT | 0.050 | 12.96 | 16.01 | 4.01 | 4.02 | 2.21 | 3.75 | 0.75 | 0.20 | Bal. |
| GH4720 | 0.012 | 14.96 | 16.03 | 1.23 | 2.98 | 2.53 | 5.01 | - | - | Bal. |
| GH4975 | 0.115 | 15.58 | 7.96 | 10.22 | 1.18 | 5.01 | 2.49 | 1.66 | 0.10 | Bal. |
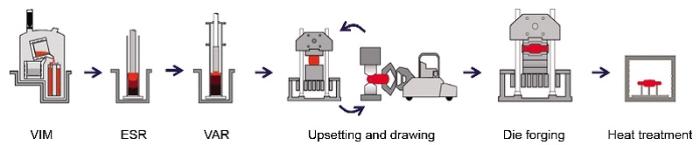
图1 高性能变形高温合金盘形锻件的典型制备工艺流程
Fig.1 Schematic of typical ingot metallurgy route of high performance wrought superalloy disc forgings (VIM—vacuum induction melting, ESR—electroslag remelting, VAR—vacuum arc remelting)
GH4065合金时效状态下γ’相体积分数与René 88 DT合金均为42%, 低于GH4720合金的45%. GH4065合金的γ’相平衡溶解温度为1119 ℃, 因此具有比GH4720和GH4975合金更大的热加工温度窗口. 在René 88 DT合金基础上, 针对铸锻制备工艺的特殊要求对GH4065合金化学成分进行了以下几方面的优化.
主元素方面, 在保持γ/γ’错配度不变的情况下, 优化各固溶强化元素与γ’相形成元素之间的比例, 特别是相对于René 88 DT合金限制了Nb的加入量, 以有效降低材料熔铸过程中的枝晶偏析倾向性. GH4065合金中允许加入达到1.0% (质量分数, 下同)的Fe, 一方面可以改进熔炼过程中Nb等合金元素的加入方法; 另一方面, 可以实现与产量最大的Fe-Ni基合金GH4169共用坩埚, 方便返回料的回收利用, 因而有助于提高生产效率和降低生产成本.
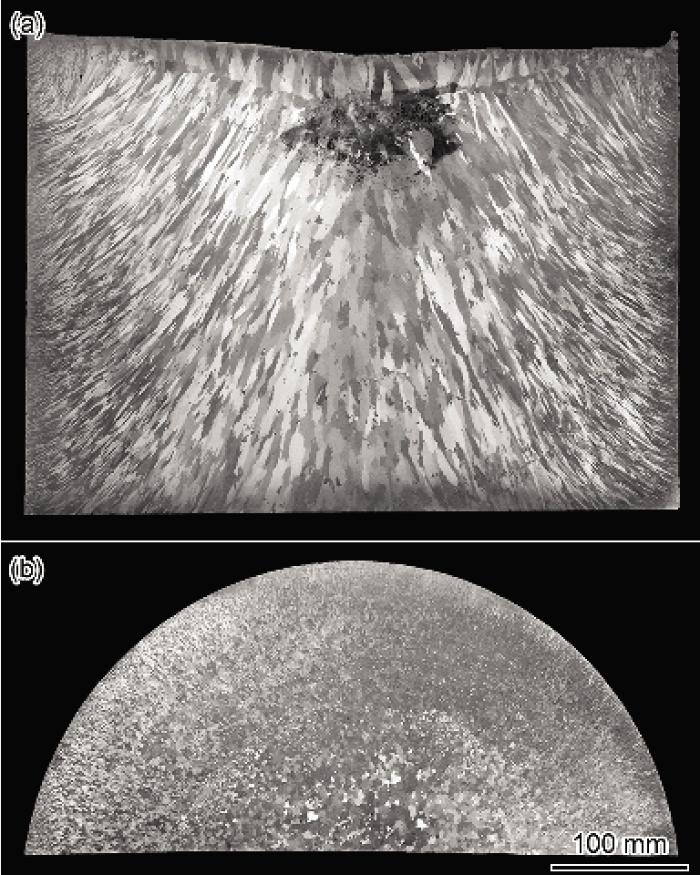
图2 GH4065合金大尺寸真空自耗重熔锭的低倍组织形貌
Fig.2 Macro-scale morphologies of large VAR ingot of GH4065 alloy
间隙元素方面, GH4065合金与René 88 DT相比最重大的差别是C含量大幅度降低, 成分上限控制在0.01%的水平, 仅为René 88 DT合金的1/3~1/5, 低于同样采用低间隙元素设计的GH4720合金. 降低C含量可以使钢锭中的一次碳化物尺寸和数量都大幅度下降, 同时有效减轻碳化物形成元素Nb和Ti的枝晶偏析倾向性. 一次碳化物尺寸和数量的减小可以改善因碳化物不均匀分布导致的奥氏体晶粒尺寸分散性大的问题, 同时作为主要的疲劳裂纹源, 碳化物尺寸和数量的减少还可以显著提高材料的疲劳性能. GH4065合金对B元素的最大加入量做出了限制以解决大尺寸钢锭熔铸过程中B的宏观偏析问题, 通过优化Zr等微量元素的加入量来改善合金高温持久性能.
作为高合金化的沉淀强化型变形高温合金, GH4065合金的制备工艺流程如图1所示. 应用VIM+ESR+VAR三联熔铸工艺制备低偏析无冶金缺陷的大尺寸自耗重熔锭, 经过多段均匀化处理的钢锭在快锻机上实现自由锻造开坯, 开坯过程中在充分破碎铸态组织的基础上利用反复镦拔工艺制备细晶棒材, 盘形锻件在热模锻造条件下成型并通过热处理对组织和性能进行调控. 由图1可知, GH4065合金锻件的制备工艺与GH4169及其改进型合金关键转动部件制备工艺框架基本一致[2,13], 但作为γ’相体积分数超过40%的高合金化镍基沉淀强化型合金, 铸锻工艺的成功实施需要解决大尺寸钢锭的低偏析熔铸、钢锭铸态组织破碎、细晶锻件制备等环节的一系列的关键技术问题. 目前国内已经实现了直径508 mm自耗锭的熔铸与自由锻造开坯并获得了满意的成材率, 利用反复镦拔工艺制备了最大直径300 mm的大尺寸细晶棒材, 在热模锻造条件下实现了直径630 mm的全尺寸涡轮盘锻件的模锻成型.
通过铸锻工艺路线制备GH4065合金全尺寸航空涡轮盘锻件, 具有成本低廉(锻件价格为粉末冶金工艺的1/3)、生产效率高(依托国内冶金行业标准装备即可实现大批量生产)、产品质量稳定可靠(工艺设备成熟度高, 易于组批检验, 不存在粉末冶金工艺固有的外来夹杂物与原始颗粒边界等问题)的突出优势.
对于Al和Ti含量较高的沉淀强化型高温合金, 目前国际上普遍认为需要应用VIM+ESR+VAR三联工艺以保障关键转动部件对钢锭冶金质量的要求, 特别是VAR过程是保障大尺寸钢锭冶金质量的最为成熟有效的方法.
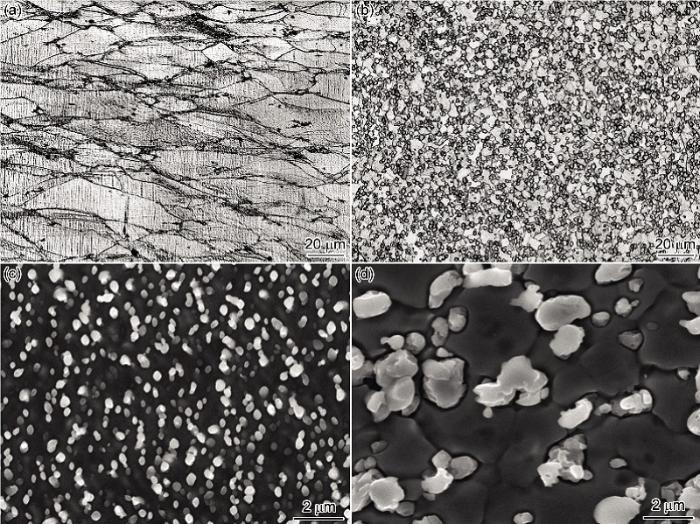
图3 热塑性加工过程中GH4065合金的微观组织
Fig.3 Low (a, b) and high (c, d) magnified as-deformed microstructures of GH4065 alloy during hot working process
在对标准的三联熔铸工艺进行优化的基础上, 发展了高合金化的GH4065合金大尺寸锭坯的低偏析熔铸技术, 通过VIM与重熔(ESR+VAR)过程控制, 有效解决高合金化高温合金化学成分控制、气体与夹杂物的可靠去除等问题, 特别是在大尺寸钢锭的VAR过程中, 在熔速精确控制与He气冷却等技术的支撑下, 可以对凝固过程及凝固前沿的溶质传输行为进行调控, 特别是能够有效提高凝固前沿温度梯度、缩短局域凝固时间、减小熔池深度, 从而大幅度减小二次枝晶间距, 使得重熔锭的枝晶偏析被控制在许可的范围之内. 应用上述技术可以将GH4065合金直径508 mm自耗锭的二次枝晶间距降低至100 mm的水平, 同时各主元素的枝晶偏析系数分布在0.8~1.2的小范围之内. GH4065合金自耗锭的低倍组织形貌如图2所示. 由图可知, 大尺寸自耗锭的冶金质量得到了可靠的保证. 分析表明, 自耗锭沿轴向和径向没有出现宏观尺度的化学成分变化, 未观察到各种类型的冶金缺陷.
研究[3,14]表明, 由于真空感应熔炼脱S等系列化学成分控制技术的成熟, 采用双真空熔炼(VIM+VAR)即可有效控制高合金化材料的化学成分. 但实践表明, VIM浇铸电极的质量(主要是致密性)得不到可靠保证, 这会在VAR过程中对熔池的稳定性造成不良影响, 导致在自耗锭中形成黑斑等冶金缺陷的概率增大. 因此, 从VAR重熔过程稳定性的角度考虑, 为了获得高质量的VAR电极, 中间熔炼过程是必要的. 在受到ESR技术与装备水平制约的情况下, 可以考虑通过在双真空熔炼的基础上增加一次中间VAR的方式来提高电极质量、保障最终VAR重熔过程的稳定性.
应用三联熔铸工艺可以获得最大直径达508 mm的大尺寸自耗锭, 每炉次获得的锻件数量与GH4169及其改进型合金基本一致, 对于300 kg的高压涡轮盘锻件, 每炉次达到8~12件, 尺寸和重量较小的压气机盘与低压涡轮盘等其它锻件则每炉次数量更多, 这便于实现锻件的组批检验与质量控制.
对于变形高温合金, 为了适应工业化生产在效率与成本方面的要求, 在快锻机上以自由锻造的方式进行开坯是实现自耗锭铸态组织破碎的主要途径. 作为高合金化的沉淀强化型合金, GH4065合金的自由锻造开坯需要在合理的钢锭均匀化制度基础上, 依托新型的坯料温度控制技术和高效保温材料, 来保障开坯过程的实施并获得满意的成材率. 实践表明, GH4065合金大尺寸自耗锭具有良好的热塑性, 开坯过程中在锭坯表面质量、每火次可锻时间及锻造总火次等方面均优于GH4720和GH4742合金.
利用直径508 mm自耗锭锻制直径小于150 mm的中小规格棒材, 采用快锻机+径锻机连续拔长的方式就可以获得平均晶粒直径小于20 mm的优质细晶棒材, 而对于直径大于200 mm的大尺寸棒材, 需要在开坯过程中采用1~3次镦拔来提高累积变形量, 从而有效控制棒材的组织性能. 总体而言, 除温度制度外, GH4065合金的自由锻造开坯工艺过程与生产涡轮盘用GH4169合金的开坯工艺基本一致, 是成熟的工业规模生产技术, 这为高效率低成本地批量生产各种规格的GH4065合金棒材提供了可靠的保障.
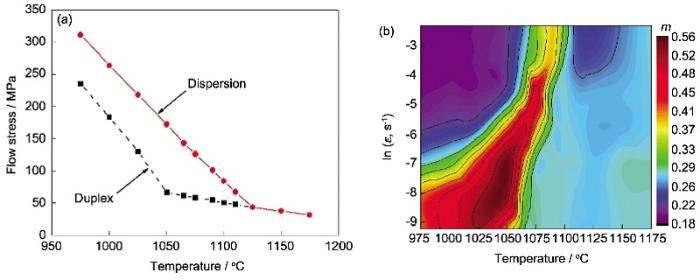
图4 热塑性加工过程中GH4065合金的流变行为
Fig.4 Flow behaviors of GH4065 alloy during hot working process
为扩大GH4065合金的热加工窗口温度范围、最大限度地发挥材料的热塑性、提高棒材和锻件的微观组织控制能力, 在热加工过程中应用了新型的多重循环热机械处理技术. 该技术通过特定的热机械处理程序, 可以在高γ’相体积分数的沉淀强化型合金中获得一种特殊形态的双相细晶组织, 与常规组织相比较, 在双相细晶组织中, 沉淀相与奥氏体基体晶粒之间的拓扑关系发生了根本的改变, 常规组织中细小的沉淀相以共格形式弥散分布于相对粗大的奥氏体基体晶粒内部, 而双相细晶组织中, 沉淀相尺寸显著增大, 已经与细小奥氏体晶粒尺寸接近, 二者之间形成非共格界面并互为颗粒边界, 形成典型的双相组织形态. GH4065合金中2种典型的组织形态如图3所示. 其中图3a和c为常规粗晶组织形态, 奥氏体晶粒在塑性变形过程中发生畸变且晶内γ’相呈弥散分布的形态, 在热塑性变形过程中, γ’相的弥散析出过程会产生强烈的应变时效效应[11], 此时材料的流变应力高且热塑性差, 奥氏体基体的再结晶困难[14-17]. 图3b和d为双相细晶组织形态. 形成双相细晶组织形态后, 在流变应力显著下降的同时热塑性大幅度提高. 研究表明, 沉淀强化型合金形成双相细晶组织形态后热塑性大幅度提高[10,12,18], 特别是在10-2 s-1的高应变速率下仍能够保持超塑性变形的能力, 这与γ-γ’非共格相界面的快速迁移能力直接相关.
图4a为GH4065合金在相同变形条件下2种不同组织形态对应的流变应力. 由图可知, 相同变形条件下双相细晶组织的流变应力大幅度下降. 图4b给出了双相细晶组织流变应力的应变速率敏感系数m的变化情况. 可以看到, 双相细晶组织在两相区内形成了高m值区域, 这个区域指明了一个具备超塑性变形能力的塑性变形条件范围. 形成双相细晶组织后, 在低应变速率方向上, 变形温度允许降低至1000 ℃以下, 这一特征允许锻件在热模锻造条件下成型而不需要等温锻造条件, 从而可以大幅度降低成本. 更重要的是, 在接近γ’相全溶温度时, 材料可以在大于10-2 s-1的高应变速率范围内承受大变形, 这使得在普通快锻机上就可以实现合金的铸态组织破碎和细晶棒坯制备.
图5 GH4065合金直径630 mm全尺寸航空涡轮盘锻件
Fig.5 Full scale turbine disc of GH4065 alloy with diameter of 630 mm
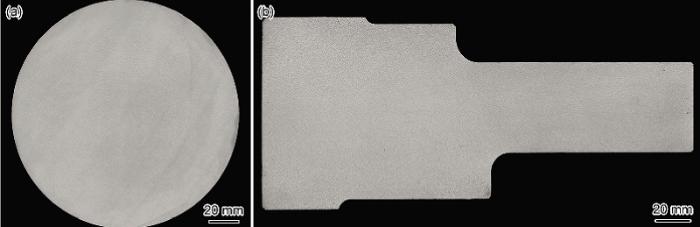
图5为GH4065合金直径630 mm涡轮盘锻件实物图. 该锻件与某规格GH4169合金高压涡轮盘锻件尺寸完全一致. 图6为GH4065合金棒材和全尺寸涡轮盘锻件的低倍组织形貌. 可以看到, 合金的组织均匀性得到了有效的保证. 上述结果表明, 应用经过优化的新型热塑性加工工艺可以在冶金行业现有的常规锻压设备条件下批量生产GH4065合金大尺寸棒材和锻件, 从而有效控制生产成本.
图6 GH4065合金棒材与涡轮盘锻件的低倍组织形貌
Fig.6 Macrostructures of billet (a) and full scale disc forging (b) of GH4065 alloy
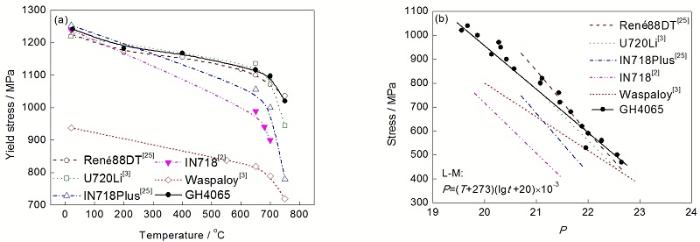
对全尺寸锻件的分析测试显示, 在室温至750 ℃范围内, GH4065合金的力学性能总体上与René 88 DT合金一致, 这是2种合金的主成分基本一致所决定的. 由图7可知, GH4065合金的室温屈服强度与采用直接时效工艺制备的GH4169 (DA718)合金相当, 而650 ℃以上的综合性能则比GH4169及其改进型合金存在明显的优势, 各项关键性能指标都达到了René 88 DT合金的水平, 特别是同时具备优异的低周疲劳性能和高温蠕变性能, 从而可以很好地满足涡轮盘等转动部件的服役工况要求. 在镍基变形合金中, GH4065合金的性能与GH4720 (U720Li)合金接近, 而相对于其它传统涡轮盘材料则具有明显的优势[19-24], 特别是在屈服强度方面, GH4065合金明显高于GH4586和GH4742等高合金化的涡轮盘材料, 可以更好地满足新型高性能发动机的需求[25-27].
实验表明, GH4065合金在高温服役条件下具有良好的长期组织稳定性, 750 ℃下拓扑相开始析出时间为1×104 h[25]. 在力学性能方面, 到目前为止的分析测试表明, GH4065合金在700 ℃以下服役时, 各项力学性能没有表现出显著的时间相关性, 可以在1×104 h以内保持稳定. 理论上随着服役温度的升高, 合金元素的枝晶偏析对材料组织和性能的影响会逐步增强, 对GH4065合金在750 ℃的较高温度下服役时长期组织和性能稳定性的评估工作目前正在进行, 初步研究表明, 在5×103 h以内并未出现显著的衰减, 这表明合金元素枝晶偏析问题对GH4065合金的性能和长期组织稳定性的影响在可接受的范围之内.
GH4065合金在获得高性能的同时保持了显著的成本优势, 是制备航空发动机750 ℃以下服役的压气机盘与低压涡轮盘的理想材料, 同时可以作为粉末冶金工艺高压涡轮盘的高可靠性的备选方案.
图7 GH4065合金与典型涡轮盘材料的力学性能对比[2,3,25]
Fig.7 Tensile yield stress (a) and high temperature rupture properties (b) of GH4065 alloy in comparison with some typical disc alloys[2,3,25]
合金设计方面, 需要针对微量元素的作用及其最优加入量、Fe元素加入量上限值的确定、超低C情况下奥氏体晶界强化机制等问题进行深入系统的研究.
制备工艺方面, 需要进一步发展完善超低C含量的沉淀强化型合金的熔炼方法, 在0.01%的水平实现对C含量的精确控制. 由于GH4065合金的热处理工艺与GH4169合金的直接时效工艺类似, 因此对热塑性加工工艺的微观组织控制能力提出了更高的要求, 需要针对在批量生产条件下如何提高大尺寸棒材和锻件的组织均匀性问题进一步开展工作, 最大限度地减小锻件力学性能的分散性、改善锻件的超声波探伤性能. 以及针对新型发动机对盘类锻件的要求, 发展适应制备双性能盘的热处理技术与装备, 开展合金焊接工艺性能的研究, 以进一步扩大合金的应用范围.
服役行为方面, 需要系统开展GH4065合金在730~760 ℃的较高温度范围内的长期组织性能稳定性评估工作, 研究合金在接近服役工况条件下的损伤机制, 从而为部件的寿命预测工作提供依据.
(1) 作为针对航空发动机热端转动部件工况要求研制的新型变形高温合金, GH4065合金服役温度达到750 ℃, 主要力学性能指标与粉末冶金工艺生产的René 88 DT合金基本一致.
(2) 依托国内冶金工业现有的高温合金熔铸和热加工设备条件, 能够通过铸锻工艺路线大批量生产GH4065合金的棒材和锻件. 应用VIM+ESR+VAR三联熔铸工艺制备的GH4065合金大尺寸自耗锭的冶金质量优良, 可靠消除了各种类型的冶金缺陷, 枝晶偏析被控制在许可范围之内. GH4065合金自耗锭具备良好的热塑性储备, 能够在快锻机上实现自由锻造开坯. 应用多重循环热机械处理技术, 可以在热模锻造条件下对全尺寸锻件的组织和性能进行有效控制.
(3) GH4065合金适用于制备先进航空发动机关键热端转动部件, 性能完全满足高压压气机盘与低压涡轮盘的工况要求, 必要时可以作为高压涡轮盘的高可靠性、低成本解决方案. 随着变形高温合金材料与制备工艺的发展, 应用铸锻工艺制备的高性能涡轮盘材料能够满足先进航空发动机的技术要求.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}