
张军 , 黄太文, 刘林, 傅恒志
, 黄太文, 刘林, 傅恒志
西北工业大学凝固技术国家重点实验室, 西安710072
ZHANG Jun, HUANG Taiwen, LIU Lin, FU Hengzhi
中图分类号: TG132.3
通讯作者:
修回日期: 2015-08-21
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
张 军, 男, 1967年生, 教授
展开
摘要
单晶高温合金是一种复杂组元多相组织材料, 随着合金化程度的不断提高、难熔元素的增多和叶片结构的复杂化与大型化, 凝固缺陷控制成为提高叶片质量和性能的关键. 单晶合金的凝固组织及凝固缺陷不仅与合金成分有关, 还取决于其凝固特性及工艺条件, 本文阐述了先进单晶合金固/液相变温度、凝固分配系数等凝固特性的特点和变化规律, 重点分析了晶体取向偏离和杂晶2种典型凝固缺陷形成机制及其与凝固特性、工艺条件的关系, 探讨了解决复杂单晶叶片典型缺陷的方法和思路, 并评述了不同控制方法的实施效果.
关键词:
Abstract
Single crystal (SC) superalloy is a kind of complex structure and multi phase materials. With the increase of the degree of alloying and the content of refractory elements, or the more complicated structure and larger size of the casting made of SC superalloy, it is essential important to suppress the formation of solidification defects to improve the quality and performance of the blades. The microstructure and solidification defects of single crystal alloy are not only related to the composition of the alloy, but also depend on its solidification characteristics and technological conditions. The paper first summarizes the research progress of the solidification characteristics for advanced SC superalloys, focusing on analysis of the effects of solidification characteristics and processing parameters on the formation and its mechanics for two typical directional solidification defects, crystallographic orientation deviation and stray grains. Then some methods and approaches to suppress such defect formation for complex single crystal blade have been reviewed.
Keywords:
镍基单晶高温合金以其优良的高温力学性能, 被广泛应用于航空发动机和地面燃气轮机的热端部件, 其发展水平已成为衡量一个国家材料发展水平的重要标志之一. 高性能航空发动机的发展对镍基单晶高温合金承温能力和力学性能提出了更高的要求. 随着合金设计理念的发展, 目前单晶高温合金已经发展到第五代. 优化合金成分设计与制备工艺是目前改善和提高高温合金性能的主要方法. 合金成分的显著变化特点是难熔元素含量的增高. 通过加入大量的难熔元素, 如Ta, Mo, W, Re等, 能够有效提高合金的承温能力、改善高温力学特性. 但难熔元素的添加, 不仅极大地提高了材料成本、增加了合金密度, 而且加重了元素的偏析、晶体缺陷及拓扑密堆相(TCP)有害相的析出几率[1,2]. 因此, 对于新型单晶高温合金而言, 迫切需要优化成分设计, 并发展新型的熔化和凝固工艺以改善合金组织、降低偏析和缺陷的形成.
在航空发动机热端部件中环境最恶劣、结构最复杂、要求最严格的是涡轮叶片, 其广泛采用先进的单晶高温合金材料和复杂气冷结构[3,4]. 复杂单晶空心涡轮叶片已经成为当前高推重比发动机的核心技术, 正是先进单晶合金材料的研究使用和双层壁超气冷单晶叶片制造技术的出现, 使单晶制备技术在当今最先进的军用和商用航空发动机发挥关键作用. 叶片双层壁冷结构的复杂性, 导致其制备工艺更为复杂, 与工艺相关及铸件复杂结构相关的凝固缺陷率显著增加.
总之, 高温合金的发展和叶片结构的变化导致凝固缺陷控制成为提高叶片质量和性能的关键. 本文从先进单晶高温合金本身凝固特性和凝固行为出发, 综述了其典型凝固缺陷的形成机制和机理, 结合铸件结构、工艺条件的影响规律, 讨论了先进单晶高温合金叶片凝固缺陷的控制方法.
单晶高温合金的凝固特性(包括凝固路径、凝固特征温度、分配系数等), 对合金的铸造工艺性能、凝固组织、凝固偏析和凝固缺陷均有显著的影响, 进而影响材料的后续热处理工艺、组织稳定性和力学性能. 凝固特性取决于合金成分, 也与工艺参数密切相关. 随着单晶高温合金成分的不断发展, 难熔元素含量不断提高, 特别是Re 和Ru 含量已成为先进单晶高温合金代次划分的主要成分特征. 另外, 以C, Hf等为代表的微量元素的作用更加受到关注, 其加入水平更加敏感. 考察添加Re, Ru及微量元素对先进单晶高温合金凝固特性的影响对进一步挖掘合金的使用潜力, 优化合金成分设计, 减少凝固缺陷有着重要的指导意义.
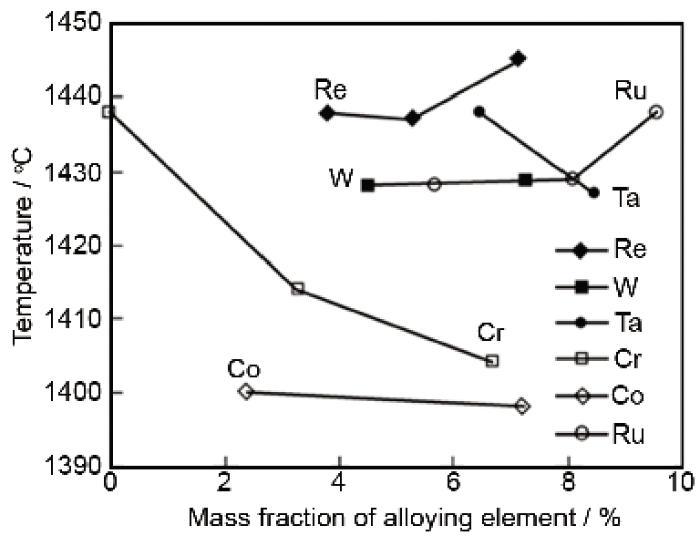
图 1 合金元素对单晶高温合金液相线温度的影响[12]
Fig.1 Effect of constituent level on liquidus temperature for Ru-containing multicomponent Ni-based superalloys[12]
一般情况下, 单晶高温合金凝固时首先从液相中析出富Ni 的γ固溶体, 当温度降低到液相线温度以下约10 ℃, 含C 单晶高温合金还会析出初生MC 型碳化物(L→MC+γ), 随着温度的进一步降低, Al, Ta, Ti 等 γ’相形成元素向残余液相中富集, 最终以共晶反应L→γ+γ’结束整个凝固过程. 随着单晶高温合金中Re 和Ru 含量的增加, 合金凝固组织中发现了一系列新相, 如d相、基于Ru2AlTa 的Heusler 相[5,6], 或可能出现新的相变, 如L+γ→γ’包晶反应[7]. 对于含Hf 和含B 的合金, 在共晶反应后, 残余液相还可能会析出M3B2 和Ni5Hf[8]. 由于这些相含量很少, 对缺陷形成的影响不显著.
合金元素对凝固特征温度的影响有显著差异. Reed[9]整理了Ni-X二元系的固相线和液相线温度, 结果表明, 增加Re, W, Ru和Co含量, 可以提高该二元合金的液相线和固相线温度, 而Al, Ti, Ta, Mo等降低液相线和固相线温度. 其中Re, W, Ti, Ta等元素的影响特别显著. 但在复杂合金中, 这些影响规律并不相同. Murakami等[10]研究了Ni-19Al-xRu三元合金系, 证明添加Ru可以增加三元合金的液相线温度. Kearsey等[11]通过分析几种合金的差热曲线(DTA), 得到加入难熔元素Re可以明显提高合金的液相线和固相线温度的结果. Feng等[12]的研究表明, 当Re和Ru的加入超过一定含量后, 才会明显提高液相线温度, 加入Co降低液相线温度, 如图1[12]所示. Heckl等[13]则认为Re的加入会明显提高合金的液相线温度, 但对固相线温度的影响较小, 而相比于Re元素, Ru对合金凝固温度的影响较小. Hobbs等[14]对几种单晶高温合金的差示扫描(DSC)分析表明, Ru的加入降低了固相线温度, 而对液相线温度则基本没有影响, 因而扩大了结晶温度间隔. 这些研究结果差异很大, 可以看出单晶高温合金的凝固特征温度与合金体系和成分的密切关系, 其规律还没有完全掌握.
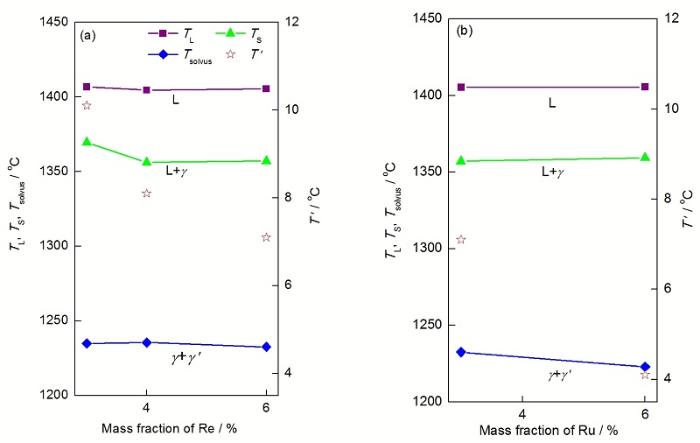
Liu等[15]基于一种第三代单晶高温合金, 通过调整Re和Ru的含量设计系列模型合金, 系统研究了添加Re和Ru对单晶高温合金凝固特性的影响. 图2显示了添加Re (<6%, 质量分数, 下同)和Ru对合金特征温度的影响规律. 结果表明, 随着Re 含量的增加(3%~6%), 单晶高温合金的液相线温度变化不大, 固相线温度降低约12.5 ℃, 结晶温度间隔扩大; 临界形核过冷度T’降低约3 ℃. Ru 含量的增加(0~3%)对固相线和液相线温度影响并不明显, 临界形核过冷度降低约3 ℃. Re和Ru的加入明显降低合金的临界形核过冷度, 使得杂晶的形成倾向加剧, 合金铸造性能降低.
图 2 Re和Ru含量对镍基单晶高温合金凝固特征温度的影响[15]
Fig.2 Characteristic temperatures for single crystal superalloys with varied contents of Re (a) and Ru (b) (TL—liquidus temperature, TS—solidus temperature, Tsolvus—γ’ solvus temperature, T’—critical nucleation undercooling)[15]
表1 C含量对AM3合金相变温度的影响[19]
Table 1 Effect of carbon content on phase transformation temperature for AM3 alloy[19]
| Mass fraction of C / % | TL | TS | TMC | Tg′ |
|---|---|---|---|---|
| 0.001 | 1367.6 | 1332.2 | - | 1284.4 |
| 0.006 | 1363.8 | 1326.6 | 1354.1 | 1285.8 |
| 0.045 | 1361.0 | 1329.2 | 1344.6 | 1293.5 |
| 0.085 | 1360.1 | 1327.3 | 1346.5 | 1284.6 |
| 0.150 | 1364.8 | 1333.7 | 1358.0 | 1281.8 |
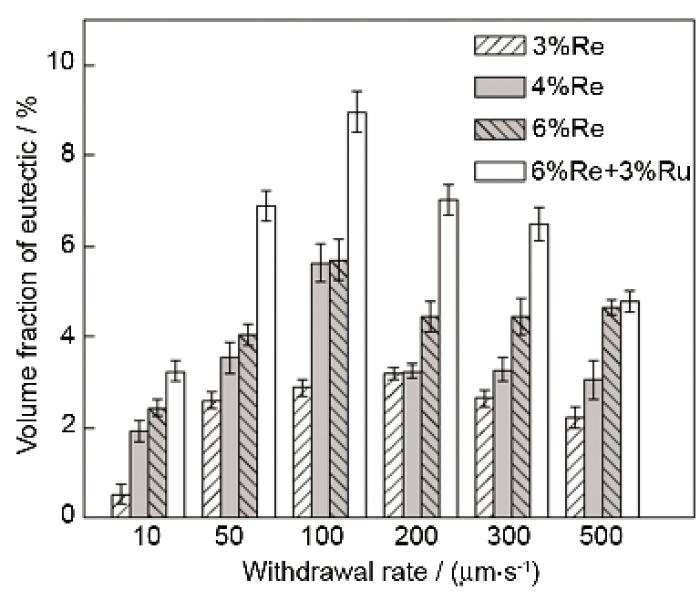
图3 Re和Ru对铸态组织共晶含量的影响[15]
Fig.3 Effects of Re and Ru on the eutectic fractions of as-cast alloys[15]
先进单晶高温合金中还加入了C, B, Hf等微量元素, 以提高合金小角晶界的容许度. 添加这些微量元素对单晶高温合金凝固特性产生显著的影响. 早期研究[16]以In100合金为模型, 得出液相线温度TL与合金元素质量分数w之间的关系为:
从式(1)可以看出, 合金中添加微量元素C和B都会降低液相线温度. Liu等[17]研究发现, 随着C含量的增加, 合金的初熔温度逐渐下降, 其它相变温度没有明显的变化规律. Al-Jarba等[18]的研究结果表明, 当含C量小于0.05%时, 液相线温度不随C含量的增加发生改变; 而当含C量大于0.05%时, 液相线温度随着C含量的增加有所降低, 其它相变温度也没有明显变化规律. Hu等[19]采用DSC方法研究了不同C含量对单晶高温合金凝固特征温度的影响, 结果如表1所示. 发现C的添加降低了液、固相线温度和碳化物析出温度, 液相线变化趋势与式(1)一致. 但当C含量增至0.15%时, 液、固相线温度和碳化物析出温度均呈现突变增大. 添加C使γ’相析出温度呈现先升高后降低的趋势, C含量为0.045%时γ’相析出温度最高.
合金元素在液/固相间的溶质分配使得凝固过程中不可避免地出现元素偏析, 溶质分配系数是衡量元素偏析的重要指标. 近年来, 关于难熔元素对单晶高温合金偏析的影响, 国内外学者做了大量的研究工作. Kearsey[20]研究认为, 添加Re会增大Cr, Mo和Re的偏析, 而添加Ru则会降低这些难熔元素的偏析度; Feng等[12]也有类似的结论. Hobbs等[21]研究了难熔元素对SRR300系列单晶高温合金偏析行为的影响, 认为Cr, Mo和Ru的添加会在不同程度上降低Re, W等其它元素的偏析, 但Cr, Mo, W, Re之间的相互作用明显. Caldwell等[16]研究结果显示, Co和Mo可以减小其它元素的偏析, 而增加Ru, Cr和Re含量会增大其它元素的偏析, 这与前者有很大差别. Liu等[15]研究发现, Re 和Ru对Al, Ta, Re和W 的平衡分凝系数影响较为明显. Re的添加使得Al 和Ta 向液相的分凝倾向增大, 而Re 和W 向固相的分凝倾向降低. 随着Ru 含量的增大, Al, Ta, Re 和W 的分凝倾向均在不同程度上有所增加. Re 的添加使得Al, Ta, W 和Re 等元素的微观偏析程度增大; Ru 的添加使Al 和Ta 的偏析程度增大, Re 的偏析程度变化不大, 而W 偏析程度略有降低. 微量元素对其他合金元素的偏析影响不大. 但Tin和Pollock[22]的研究表明, 添加C降低了Re的偏析程度. 而Al-Jarba等[18]研究表明, 除了Re之外, 其它元素的分配系数不会随着C含量的变化而发生明显的改变. 这可能与实验条件和合金系的不同有关. Hu等[19]考察了第三代单晶高温合金微量元素的作用, 发现随着C含量的增加, Re, W, Cr和Ta等大部分元素的偏析程度呈先增大后减小的趋势, 其中C含量的增加对于Re的偏析影响最大. 合金中加入B会增大Re和W的偏析程度, 对其他元素偏析行为的影响较小. 另外, 枝晶凝固条件下的溶质偏析不仅与合金成分有关, 而且与凝固过程参数、铸件形态、液相流动以及晶体取向等密切相关, 溶质偏析是凝固热力学和动力学条件综合作用的结果.
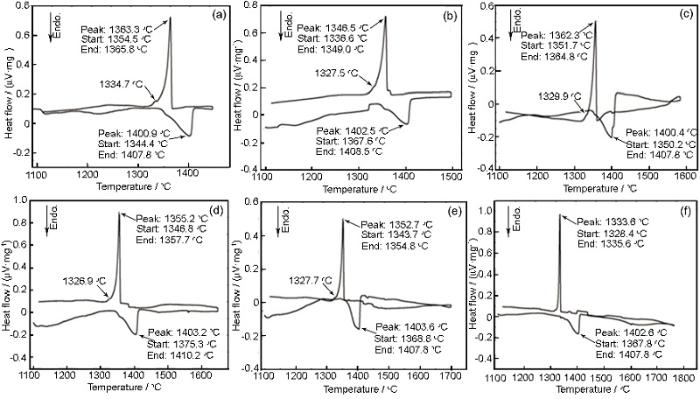
图4 一种第三代单晶高温合金在不同过热温度下的部分DTA曲线[25]
Fig.4 DTA curves of one third generation single crystal superalloy at superheating temperatures of 1450 ℃ (a), 1550 ℃ (b), 1580 ℃ (c), 1650 ℃ (d), 1700 ℃ (e) and 1780 ℃ (f)[25]
单晶合金的成分发展及凝固特性的改变会对凝固组织产生影响, 如一次枝晶间距、共晶含量、析出相尺寸、碳化物形貌等. 随着Re和Ru含量的增加, 枝晶间粗大的γ/γ’共晶组织的含量增加(图3[15]), 但枝晶形貌无明显变化. 其中Ru的影响更显著[15,23]. 而C能降低共晶组织含量. 含0.001%C的AM3合金中存在大量的共晶组织. 随着C含量的增加, 合金中的共晶逐渐减少[19]. 碳化物中的金属元素主要是Ti, Nb和Ta等, 这些元素也是共晶中γ’相的主要元素. 显然, 碳化物的形成消耗了共晶形成元素, 从而减少了共晶含量.
除了合金本身内禀特性, 定向凝固组织取决于熔体热历史、温度梯度和生长速率等工艺条件. 通过控制定向凝固工艺参数如温度梯度和凝固速率, 可以控制一次枝晶间距, 优化单晶高温合金的力学性能. 其中实现高梯度定向凝固降低凝固缺陷, 是提高单晶高温合金性能的有效方法, 特别是对于大尺寸铸件[24].
熔体结构影响合金的凝固特性. 在金属和合金熔体中, 存在着不同尺寸的原子集团, 这些原子集团的变化不仅与合金的种类和成分有关, 还与合金的熔体状态密切相关. 这些原子集团是凝固形核和长大过程中的亚单元. 因此, 通过熔体处理可以改变熔体的凝固特性, 从而影响铸件的凝固组织和综合使用性能. 近些年, 国内开展了通过单晶高温合金熔体热历史途径改善单晶高温合金凝固组织、降低凝固偏析、抑制缺陷的研究. 一种含4%Re第三代单晶高温合金不同熔体超温温度的DTA曲线如图4所示[25]. 随过热温度从1450 ℃升高到1780 ℃时, 临界形核过冷度不断增大, 从约32 ℃增加到约78 ℃. 合金熔体过热度较低时, 部分难熔质点的溶解使得形核核心减少, 过冷度增大. 随着熔体温度升高, 熔体中的类固型中程有序原子团簇逐渐解离为短程有序团簇, 使得形核核心增加. 这与难熔质点溶解所起的作用刚好相反, 因而过冷度没有明显变化. 当熔体过热到很高温度如1700 ℃以上时, 短程有序原子团簇进一步解离并通过静电作用围绕在尺寸很小的难熔质点周围, 形成新的多元原子团簇结构. 这种新结构难以作为形核核心, 从而导致形核过冷度进一步增大.
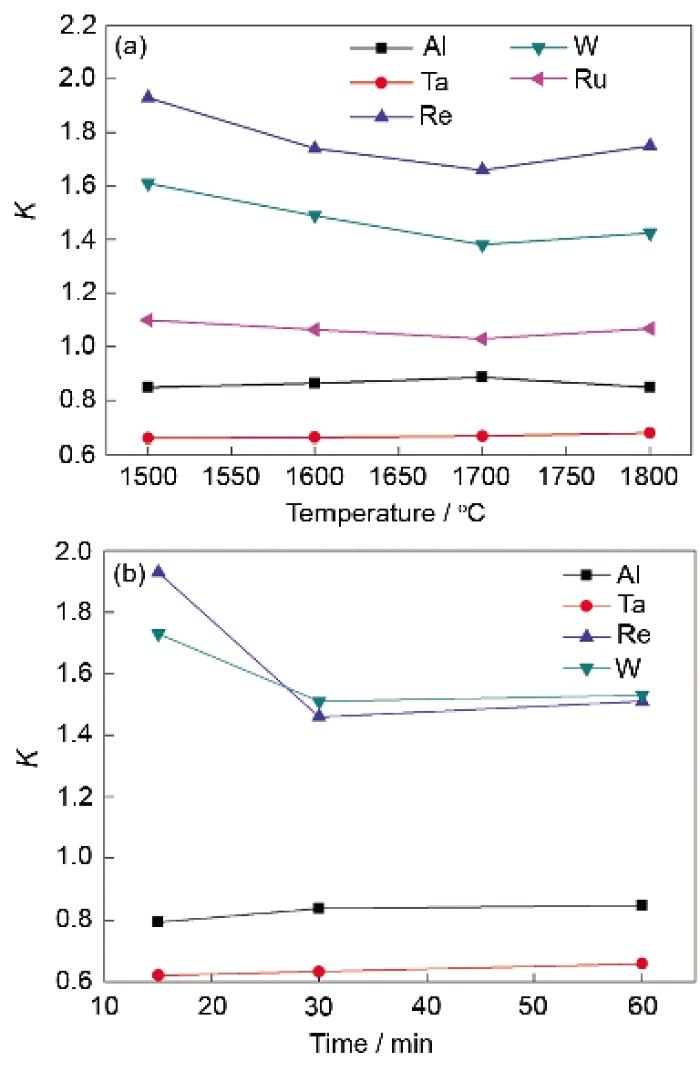
图5 镍基高温合金DD90中各组元的分配系数随过热参数的变化
Fig.5 Effects of superheating temperature (a) and superheating time (b) on the partition coefficient K of the constituent elements in alloy DD90
超温处理对元素偏析也有影响. 如图5所示, 随着超温处理温度的升高, 一种第三代单晶高温合金偏析比较严重的Re, Al, W, Ta等元素的分配系数趋于1, 表明凝固过程中偏析呈下降趋势. 其他Mo, Co, Cr元素变化不是很明显. 偏析是凝固缺陷形成的重要原因之一. 熔体超温处理能减少偏析, 对于提高铸件的质量、减少缺陷有重要意义. 超温处理的效果和保温时间也有关系. 如图5b所示, 随着过热时间从15 min延长到60 min, 各组元的溶质分配系数趋近于1, 也就是说溶质偏析减弱. 合金熔体结构的变化具有滞后性, 当保温时间达到临界值时, 合金熔体才能达到该过热温度下的平衡状态. 随着过热时间的延长, 合金熔体达到平衡态, 合金元素的偏析变化不大.
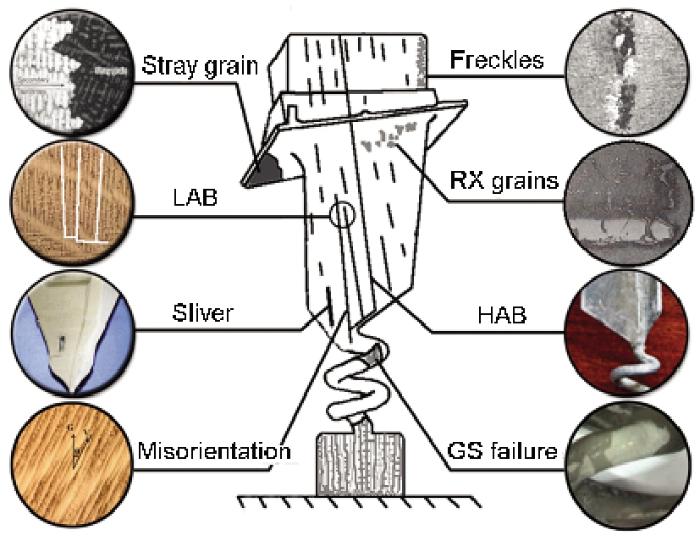
图 6 单晶叶片的凝固缺陷
Fig.6 Schematic of different solidification defects in single crystal turbine blade, modified from reference [26](LAB—low angle grain boundary, HAB—high angle grain boundary, RX grains—recrystallized grains, GS failure—grain selector failure)
随着超温处理温度、时间的变化, 枝晶间距、γ’相尺寸等组织特征也发生变化. 制订合适的熔体超温处理定向凝固热历史制度, 是有效利用熔体特性对凝固特性的影响来改善凝固组织、减少凝固缺陷、提高单晶高温合金性能的关键.
在单晶高温合金凝固的过程中, 难熔元素特别是Re, W等负偏析元素向枝晶干富集, 而Ti, Nb, Ta等正偏析元素向枝晶间富集. 糊状区内由于液相密度反转产生热溶质对流, 会引起雀斑、游离晶等凝固缺陷. 另外, 由于铸件结构原因也能导致缺陷的形成[26]. 单晶叶片典型铸造缺陷如图6所示. 本工作重点研究取向偏离和杂晶的形成规律、机理及控制方法.
图7 晶粒取向偏差与起始段高度的关系[28]
Fig.7 Relationship between grain orientation deviation and initial height of the starter block[28]
镍基单晶高温合金属于fcc结构, 其晶体学择优生长方向为<001>晶向, 而<001>方向弹性模量最小, 其高温力学性能最好. 由于涡轮叶片主要承受轴向载荷, 当<001>方向择优生长的一次枝晶与叶片轴向平行时, 单晶叶片才能更好地发挥其优势. 因此, 控制单晶高温合金晶体的取向, 减少晶体<001>与叶片轴向的偏离具有重要的工程意义.
2.1.1 选晶法控制取向 单晶高温合金叶片一般采用螺旋选晶法制造, 该方法利用不同取向的晶粒在螺旋选晶器内的竞争淘汰生长以及螺旋对晶粒生长的几何阻挡作用, 最终获得具有<001>择优取向的单晶. 单晶生长过程中, 取向随温度场、溶质场的变化而变化, 但变化幅度较小. 以往的研究表明, 晶体取向主要取决于选晶过程, 因此取向偏离的控制要从选晶入手.
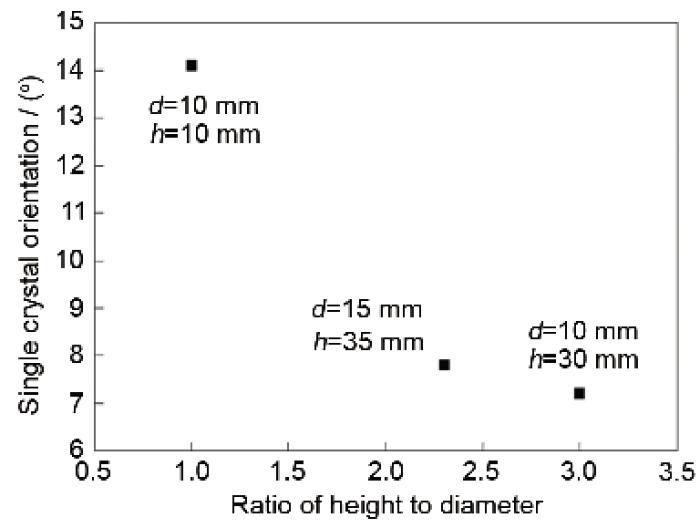
图8 起始段尺寸与单晶取向的关系[31]
Fig.8 Rlationship between the geometry of starter block and the single crystal orientation (d—diameter, h—height of starter block)[31]
选晶器结构对取向控制有显著影响[27-30]. 从选晶过程分析[27]表明, 起始段决定了备选晶粒及其取向特征, 因此控制取向的关键是起始段. 如图7[28]所示, 随起始段高度的增加和直径的减小, 晶粒取向偏差不断减小. 起始段高度为20 mm时, 超过95%的晶粒与<001>取向的偏差在15°以内. 当高度达到30 mm时, 所有晶粒的取向偏差都在15°以内. 因此, 起始段要保证足够的长度, 而起始段直径不宜太大.
张晓越[31]进一步考察了起始段高度和直径比对选出晶粒取向的影响, 结果如图8[31]所示. 图中d和h分别是起始段直径和高度, 可以发现, 随着高度与直径之比的增加, 单晶的<001>方向与试样轴向之间的夹角逐渐减小. 当起始段高度增加, 为<001>取向的晶粒淘汰其他取向的晶粒提供了更为充足的空间和时间. 随着起始段直径减小, 固/液界面前沿的温度梯度逐渐增大, 从而使起始段内择优取向的晶粒在竞争生长过程中的优势增加, 更加利于起始段内晶粒组织取向优化.
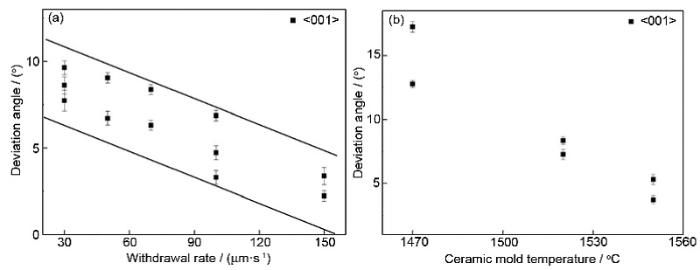
定向凝固工艺参数, 如抽拉速率和温度梯度, 对取向控制也有重要的影响, 原因在于它们都会显著影响晶粒的竞争生长与淘汰过程[32,33]. 图9[28]分别为不同凝固速率和型壳保温温度时选出单晶的取向偏离情况. 随着凝固速率和型壳保温温度的提高, 单晶取向偏离角逐渐变小, 有利于优化单晶取向. 提高凝固速率和型壳保温温度均可增大冷却速率, 使起始段内的晶粒竞争生长变得更加激烈, 从而优化晶粒取向. 关于冷却速率对晶粒竞争长大的影响, Zhou等[32]进行了详细的研究和讨论. 但如果凝固速率过大时(如大于200 mm/s), 固/液界面的严重下凹可能会造成合金熔体出现过冷, 无法保证单晶的稳定生长.
图9 抽拉速率和铸型保温温度对选出单晶取向的影响[28]
Fig.9 Effects of withdrawal rate (a) and ceramic mould temperature (b) on the crystallographic orientation[28]
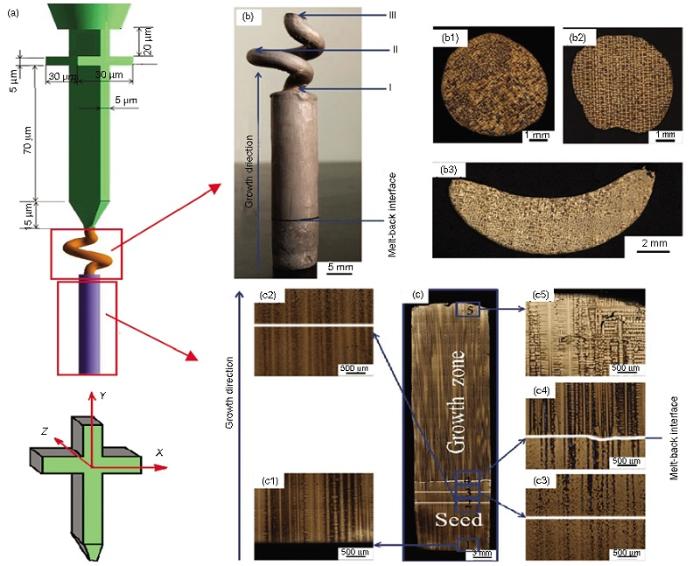
图10 “籽晶+选晶”法时籽晶段微观组织和不同位置处的光学显微组织[34]
Fig.10 Schematic of the casting for "seeding+seletor" processing (a), macrostructures of section of helical selector (b) and the seed (c) (pulling rate V=100 mm/s)[34]
单晶生长过程中取向也会受到温度场、溶质场等影响而略有偏离[28]. 各枝晶偏离不一致, 会导致枝晶列之间形成小角度晶界. 但总的来说, 利用选晶法制备单晶高温合金的特定取向, 主要是控制选晶器起始段结构及凝固工艺参数.
2.1.2 “籽晶+选晶”法控制取向 选晶法工艺简单, 但获得单晶取向的随机性不可避免. 而二次枝晶取向和枝晶偏离的方向对叶片平台、叶身等处杂晶等凝固缺陷的形成也有显著影响. 因此, 为了进一步提高先进复杂单晶叶片的质量, 对取向控制的要求不仅是偏离角, 还可能包括二次枝晶取向、偏离方向等. 采用“籽晶+选晶”是解决问题的一种途径[34-37].
“籽晶+选晶”法与选晶法的区别在于将选晶法中的起始段改为籽晶段, 从而进行取向的控制; 与籽晶法的区别是在籽晶与铸件之间添加一个螺旋选晶器. 图10[34]揭示了“籽晶+选晶”法制备单晶叶片模拟件时起始段和选晶段枝晶组织的演化. 晶粒的取向分析表明, 籽晶的晶体取向基本决定了定向凝固组织的三维晶体取向.
“籽晶+选晶”法在籽晶引晶成功后会经历一个螺旋选晶过程, 螺旋选晶段温度梯度方向一直变化, 因此, 有必要评估选晶器出口晶体取向与籽晶取向是否一致. 表2[34]给出了3个不同取向籽晶与对应选晶段出口处单晶的取向变化情况. 结果表明, 经历螺旋选晶过程后, 单晶的三维取向变化幅度很小, 因此进一步说明“籽晶+选晶”法可以很好地控制体三维取向.
综合以上结果可以看到, “籽晶+选晶”工艺中, 籽晶引晶获得的晶体取向和籽晶取向基本一致, 经历选晶后晶体取向不发生明显变化. 工程上可以根据实际需要, 首先设置特定取向的籽晶; 然后外延生长出取向一致的初始单晶; 再经历选晶过程, 淘汰引晶初始阶段形成的其他晶粒, 从而最后获得取向控制精确的单晶高温合金铸件.
单晶高温合金铸件中极易出现杂晶缺陷. 杂晶一般是指与单晶铸件的晶体取向不同的随机取向晶粒, 它很容易与原始晶粒形成大角晶界. 杂晶常在铸件的特殊位置处产生, 如铸件的突变截面处[38-43]以及籽晶回熔区[35,36,44-46]附近, 而当基体晶粒取向偏离过大时, 叶身靠近型壳的位置也可能产生杂晶[41]. 避免与控制单晶铸件中杂晶的形成以提高铸件成品率成为了高温合金研究中的重要课题. 随着实验手段与数值模拟技术, 特别是Celluar Automaton模型(CA法)的不断发展, 使得人们可以直接对定向凝固过程中的热质对流、组织演化、缺陷形成等现象进行观察与分析, 促进了对突变截面内部杂晶形成的研究. 目前, 人们对杂晶的竞争生长机制[37]以及合金成分[37-43]、工艺参数[39-43]、铸件几何尺寸[37-43]等对杂晶形核的影响进行了广泛研究, 但大尺寸、复杂结构铸件杂晶的控制技术还不成熟.
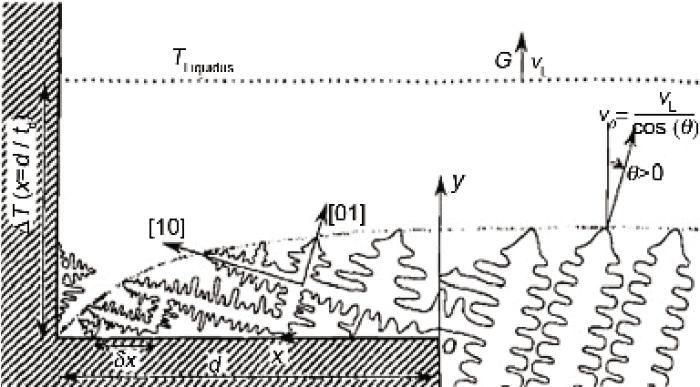
突变截面枝晶生长情况如图11[38]所示. 在定向凝固过程中, 当枝晶的生长遇到一个凸起的截面时, 二次枝晶分枝长入凸起的平台, 同时三次枝晶甚至更高次枝晶分枝生长. 当平台的长度足够长时, 原始晶粒的枝晶尚未生长到平台边缘时, 杂晶开始在平台边角处形核并长大. 变截面处杂晶的形成本质上是因为该处单晶包括x轴和y轴2个方向的生长, 而定向凝固工艺一般只控制了y轴的温度梯度, x轴温度梯度难以控制, 不能保证处于定向凝固生长条件.
图11 突变截面内部的枝晶生长情况[38]
Fig.11 Schematic of dendritic growth of a single crystal in the presence of a cross-section enlargement[38]
表2 选晶器出口与籽晶取向变化[34]
Table 2. Comparison of dendritic orientation in spiral grain selector of outlet and in seed[34]
| Seed | q1 | q2 | Dq1 | Dq2 | ||
|---|---|---|---|---|---|---|
| 1 | 1.39 | 0 | 1.86 | 0.64 | 0.47 | 0.64 |
| 2 | 15.35 | 2.56 | 14.46 | 1.53 | 0.89 | 1.03 |
| 3 | 0.27 | 45.12 | 0.36 | 45.27 | 0.09 | 0.15 |
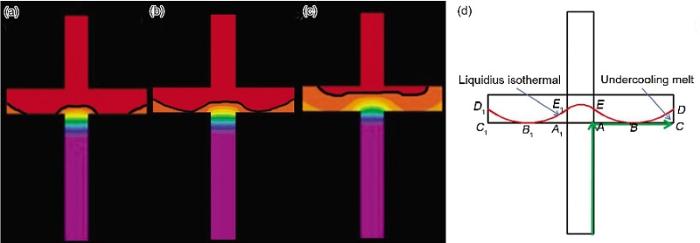
图12 叶片平台温度场演化及液相线温度等温线示意图[34]
Fig.12 Simulation results of temperature field distribution in the blade platform at t=1740 s (a), t=1742 s (b) and t=1770 s (c), and schematic showing the liquidius isothermal in platform (d)[34]
de Bussac和Gardin[38]基于KGT模型和大量假设对突变截面内的杂晶形核进行了数学推导, 得出了突变截面内部杂晶形成的判据:
式中, A和n为KGT关系中枝晶的生长动力学参数, q为枝晶<001>方向同轴向的偏离角度, G与vL为温度梯度与液相线移动速率, DTnucl为临界形核过冷度, f为平台的结构尺寸. 由式(2)可以看出, 工艺参数G与vL, 合金成分决定的A, n与ΔTnucl以及晶体取向决定的q通过影响突变截面内的温度场与溶质场分布决定了杂晶形核的倾向性. 从该判据中可以发现, 温度场、合金成分、取向偏离角度、工艺参数以及平台的结构尺寸均会影响杂晶形核. 但是由于该判据采用了大量的假设, 并不能反映真实的铸造过程.
为了直接观察到铸造过程中突变截面内的杂晶形成过程, 许多研究者利用元胞自动机并结合有限元分析或有限差分的CAFE (元胞自动机-有限元)与CAFD (元胞自动机-有限差分)数值模拟技术模拟了定向凝固过程中的晶粒生长过程. Rappaz等[39]利用2D的CAFE技术模拟了单晶叶片某一截面的定向凝固过程, 直接观察到了凝固中的温度场变化, 预测了不同工艺参数下的晶粒结构.
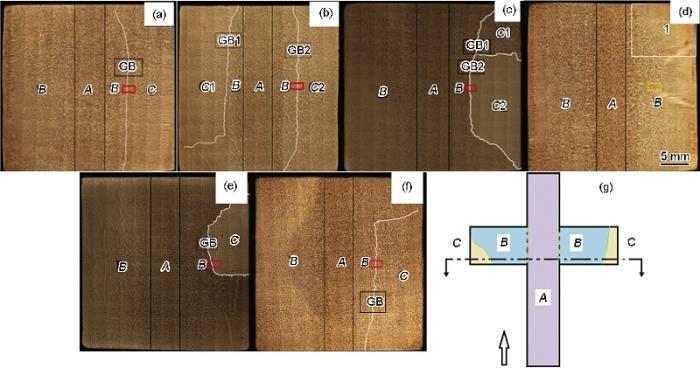
图13 C, B和Re含量不同的合金在叶片模拟件平台处杂晶的形成[37]
Fig.13 Photograph of blade model at platform after macrocorrosion for alloy 1-1 (a), alloy 1-2 (b), alloy 2-1 (c), alloy 2-2 (d), alloy 3-1 (e), alloy 3-2 (f) and sampling position (g) (V=100 mm/s)[37]
对于晶体取向偏离对叶片突变截面内杂晶形核影响的研究[40,41]发现: 偏离边界容易产生更大的过冷度, 随着偏离角度越大, 杂晶越易形成. 突变截面的结构尺寸直接影响了定向凝固过程中铸件的温度场分布. 与叶身相比, 更长或者更薄的平台散热作用更好, 因此会使液相线下凹的曲率增大, 从而导致过冷熔体体积增大, 非均匀形核的质点出现的几率增加, 杂晶更易出现. 张小丽等[42]和Meng等[43]通过实验手段均验证了这一点, 同时发现, 在同一平台的不同位置, 由于温度场不对称, 产生杂晶的几率也不尽相同. 这是由于在实际的生产过程中经常要一炉拉伸多个试样, 所以一般情况下试样的温度场分布都无法左右对称, 试样靠近炉壁一侧与靠近中心的一侧温度场具有不同的下凹曲率, 所以产生杂晶的倾向性也不相同.
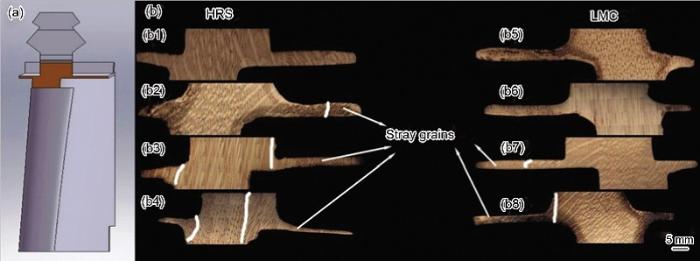
图14 不同拉速条件下杂晶出现的位置[48]
Fig.14 Transverse section microstructure of platform in blade mode (a) by high rate solidification (HRS) method (b1~b4) and liquid meter cooling (LMC) method (b5~b8) at growth speeds of 3 mm/min (b1, b5), 4.5 mm/min (b2, b6), 6 mm/min (b3, b7) and 9 mm/min (b4, b8)[48]
焦娟娟[34]基于变截面铸件温度场模拟分析了杂晶形成的条件, 如图12所示. 图中竖直方向箭头代表一次枝晶的生长方向, 水平方向的箭头代表平台内二次分支的生长方向, 红色曲线代表t时刻枝晶尖端前沿等温线, B点为等温线拐点. 众所周知, 合金熔体可以形核的充要条件是合金熔体的实际温度Tq低于合金熔体的临界形核温度TN, 即只有合金熔体的过冷度DT=TL-Tq大于合金熔体的临界形核过冷度DTnucl=TL-TN时, 合金熔体才能形核. 同样地, 平台内杂晶要形核就必须满足DT0>DTnucl (∆T0是枝晶尖端达到平台之前平台边角处的过冷度). 平台边角处(区域BCDB)熔体处于热过冷状态, 过冷度DT较大, 因此平台边角位置容易形成杂晶. 假设基体晶粒的一次枝晶刚生长到A点时, 区域BCDB内过冷熔体的温度记为TA, 如果定向凝固完成后平台内无杂晶形成, 那么沿平台边缘生长的二次分枝(图12中水平方向的绿线)长到平台C处需要的时间记为tAC=tAB+tBC, tAB是二次分支从A点生长到B点需要的时间. 温度从A到B是逐渐增加的, 这就使得二次分支沿AB段为减速生长, 符合KGT模型; tBC是二次分支从B点生长到C点需要的时间, 由等温线形状可知, 温度从B到C逐渐降低, 二次分支沿BC段属于加速生长, 符合LGK模型. 由此可见, 二次分支沿平台边缘的生长非常复杂. 凝固过程中过冷熔体的温度从TA降至TN的时间记为tAN. 如果tAC>tAN, 则平台内有杂晶形成; 如果tAC<tAN, 则整个凝固过程中平台内不产生杂晶.
以上分析表明, 平台处杂晶是过冷条件下形核产生的, 改变工艺、铸件结构和冷却条件来减少局部过冷, 或提高熔体最大过冷度, 改变枝晶生长方向等都能控制杂晶的形成. 控制平台突变处杂晶的方法有以下7种.
表3 研究Re, C和B成分变化对于平台处杂晶形成的影响的实验合金的名义成分[37]
Table 3 Nominal composition of alloys used for studying the effect of composition change of Re, C and B on the formation of stray crystal in platform[37]
| Alloy | Cr | Co | Mo | W | Al | Ta | Re | C | B | Hf | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1-1 | 3.01 | 11.6 | 1.02 | 5.90 | 6.11 | 7.73 | 3.16 | - | - | 0.04 | Bal. |
| 1-2 | 2.99 | 11.8 | 1.03 | 5.85 | 6.03 | 7.79 | 6.04 | - | - | 0.09 | Bal. |
| 2-1 | 5.08 | 11.9 | 1.01 | 5.83 | 5.96 | 7.86 | 4.95 | 0.130 | - | 0.08 | Bal. |
| 2-2 | 5.05 | 12.0 | 1.01 | 6.00 | 5.99 | 8.14 | 5.08 | 0.085 | - | 0.09 | Bal. |
| 3-1 | 4.95 | 11.9 | 1.01 | 5.80 | 6.03 | 7.96 | 4.96 | 0.072 | 0.005 | 0.08 | Bal. |
| 3-2 | 4.94 | 11.8 | 1.01 | 5.77 | 5.99 | 7.85 | 4.87 | 0.078 | 0.014 | 0.07 | Bal. |
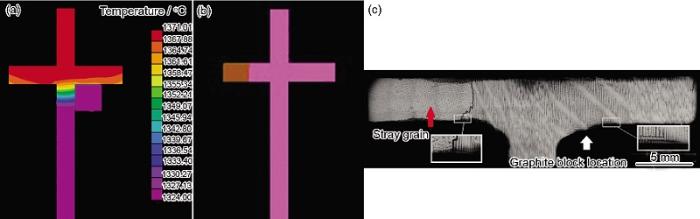
图15 添加石墨块对杂晶形成的影响[49]
Fig.15 Effect of graphite block on the formation of stray grain (V=9 mm/min)[49]
2.2.1 调整合金成分 众所周知, 合金成分对杂晶形成具有一定的影响. 张小丽等[42]通过实验发现, 不同成分的合金在相同的凝固条件下, 形成杂晶的倾向性是不同的. 因为不同的合金成分尤其是难熔元素(Re, W, Ta 和Hf)含量的不同, 使得合金的液相线温度产生变化, 从而影响杂晶形核. 非自发形核过程中, 临界形核过冷度与润湿角成正比, 即润湿角越小, 临界形核过冷度越小, 形核能力越强. 在其他条件相同的情况下, 合金成分成为影响润湿角的主要因素, 因此, 成分不同的合金其临界形核过冷度是不同的. 而形核是由过冷度和临界形核过冷度共同决定的, 二者的差值越大, 越容易形核.
图16 添加引晶条叶片模拟件CAFÉ模拟和实验结果[49]
Fig.16 CAFÉ (a) and experimental (b, c) results of single crystal superalloy blade model with grain continuator[49]
近年来, 陈先州[37]研究了难熔元素Re和微量元素C和B成分变化对于平台处杂晶形成的影响. 实验合金的成分如表3[37]所示, 其中合金1-1和1-2用来对比Re的影响, 合金2-1和2-2用来对比C的影响, 合金3-1和3-2用来对比B的影响. 实验结果如图13[37]所示. 图13e剖线为取样位置, 箭头所指为单晶生长方向, A区为初始单晶区, B区为单晶通过二次枝、三次枝扩展的单晶区, C区为出现的杂晶. 结果表明, Re导致杂晶更容易出现, 而C和B都能一定程度抑制杂晶的形成. 这种影响和凝固特性的改变有关. Re降低形核过冷度, 有利于杂晶形核. 而随着C和B含量增多, 液相线温度TL显著降低, 过冷熔体的过冷度∆T降低, ∆T>∆Tnucl的可能性减小, 因此, 随着C和B含量增高, 平台位置凝固缺陷形成倾向性减小. 另外, Tin和Pollock[45]认为, 碳化物还可以抑制枝晶间液相的溶质对流, 从而改善合金可铸性, 减少晶粒缺陷. 所以, 在进行合金成分设计的过程中, 以保证合金性能为前提, 应尽量减少合金凝固过程中的杂晶形核, 也就是在合金的过冷度不变(液相线温度不变)的情况下, 尽量提高其临界形核过冷度以降低合金中杂晶的形核能力.
2.2.2 改变凝固参数 定向凝固单晶高温合金的凝固参数(尤其是抽拉速率)对于杂晶的形成有着重要的影响. Napolitano和Schaefer[40]的研究表明, 板缘处凝固界面的形状与杂晶的形成密切相关, 抽拉速率增大, 凹形凝固界面曲率增大, 杂晶容易出现. 卢玉章等[47]的实验结果与之吻合, 而当拉速较高时, 铸件外围部分首先开始凝固, 芯部热量来不及散失而使温度高于外围, 导致产生凹形凝固界面. 当缘板外围温度低于液相线温度时, 杂晶开始形核长大, 生长方向垂直于固/液界面. 从溶质场的角度看, 根据经典的成分过冷判据, 增大抽拉速率V和减小温度梯度G会导致凝固前沿的成分过冷更易发生, 这显然增加了杂晶形核的倾向性, 另外, V的增大阻碍了枝晶尖端的溶质扩散(扩散边界层厚度d=2DL/V变小), 使枝晶尖端附近的成分过冷进一步增大, 促进了杂晶的形核与生长; 而G的增大导致了凝固过程中糊状区宽度H变小, 这样就使基体晶粒更容易赶上在此处形核的杂晶, 不利于杂晶的形核与生长. 因此, 提高温度梯度是控制杂晶缺陷的有效方法. 高斯峰[48]对比研究了快速凝固法(HRS)和液态金属冷却法(LMC) 2种工艺对杂晶的影响, 实验结果如图14所示[48]. 由于LMC工艺下的温度梯度(110 K/cm)相对于HRS工艺下的温度梯度(45 K/cm)提高了近2倍, 因而在LMC条件下, 杂晶出现的临界拉速增加. LMC工艺下出现杂晶的速率为9 mm/min, 而HRS工艺下杂晶出现的速率为6 mm/min.
图17 籽晶的摆放示意图[34]
Fig.17 Schematic diagrams showing the layouts (a) of seeds in samples in ways of q1=0°, q2=0° (b), q1=15°, q2=0° (c), q1=0°, q2=15° (d), q1=0°, q2=30° (e) and q1=0°, q2=45° (f) (V=100 mm/s)[34]
由于凝固速率对杂晶形成的影响, 有研究者便尝试采用变速抽拉以提高单晶的生产率, 同时抑制叶片缘板处杂晶的形成. 即叶身段采用正常抽拉速率, 接近缘板处, 降低抽拉速率, 使固/液界面保持平直. 陈纯[49]采用变抽拉速率进行定向凝固, 结果发现缘板边缘处并没有杂晶缺陷形成. 由此可见, 变抽拉速率定向凝固可以有效地抑制单晶叶片制备过程中缘板处杂晶缺陷的形成. 不过固/液界面位置很难确定, 因此变速工艺实际上有不确定性. 另外, 变速过程中凝固组织非稳态演化, 容易出现枝晶粗大、共晶增多等现象[50], 影响铸件质量的一致性.
2.2.3 改变局部温度场 因铸件结构引起局部温度场的变化是特殊部位形成杂晶的主要原因, 所以有研究者通过其他手段对温度场进行调节, 以抵消有利于杂晶形成的温度场变化, 进而减少或抑制杂晶形成. Ma等[51,52]采用局部冷却的方法, 即在叶身与平台交界处设置传热导体石墨块以改善叶片在“热节”位置的传热条件, 降低平台边缘处的过冷度, 减小该处过冷区域, 使该处液相线更为平缓, 从而有效降低平台处杂晶形成倾向性. 而Meyer等[41]通过在平台的边角处添加隔热材料SiO2-Al2O3来阻止平台边角处的热量散失. 虽然2种方法的思路刚好相反, 但是效果却是一致的, 均使平台内的等温线变得平缓, 都起到抑制杂晶形核的作用.
图15a为叶身与平台交界处设置石墨块温度场演变的模拟计算结果[49]. 可以看出, 添加石墨块以后, 在石墨块一侧液相等温线变得平滑, 防止了固/液界面在此处突变而导致的凝固组织的突变. 图15b为添加石墨块后的CAFE结果[49]. 可以看出, 石墨块的添加有效削弱了热节效应, 使突变截面处的热量沿已凝固叶身部分导出, 有效阻止了平台边角处杂晶的形成. 图15c为实验结果[49], 其中红色箭头所指出现杂晶, 白色箭头为石墨添加位置.
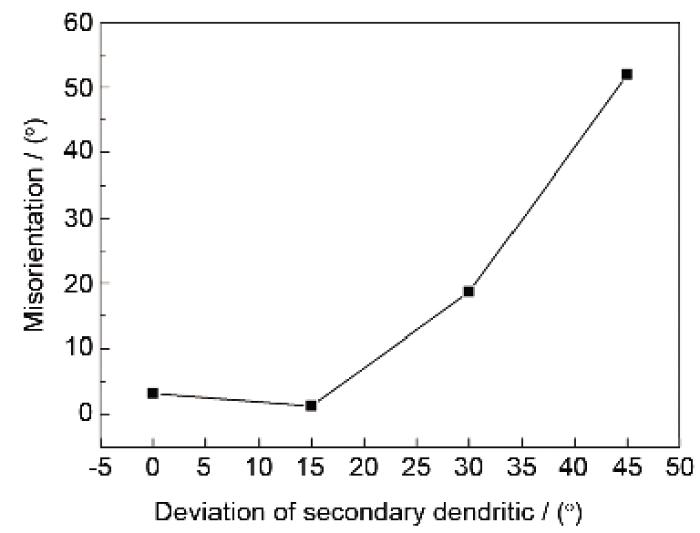
图18 二次枝晶取向与偏转角度之间的关系[34]
Fig.18 Relationship between the deviation of secondary dendritic and misorientational angle[34]
分析可以看出, 在添加石墨块进行局部冷却的一侧无杂晶形成, 而在铸件另一侧有杂晶产生. 实验结果和模拟结果吻合很好. 但是需要指出的是, 石墨块的添加方式和尺寸是一个复杂的问题, 目前尚不明确.
2.2.4 外加物理场 磁场作为外加物理场, 通常以力和能的形式无接触地作用在材料的定向凝固过程中, 对其扩散、流动及凝固界面产生影响, 进而对凝固组织和成分分布产生影响, 这使得它成为改善合金及晶体性能的重要手段之一. 玄伟东等[53]通过实验发现, 在高温合金变截面试样定向凝固过程中, 施加磁场可减轻杂晶倾向, 在一定的抽拉速率下, 施加一定强度的磁场后, 变截面处无杂晶形成. 其原因可归结为强磁场增大了固/液界面能, 使得液体形核温度降低(临界形核过冷度变大), 从而抑制了变截面处杂晶的形成. 不过, 该方法的可靠性和机理尚需要进一步阐明, 其应有前景也受到质疑.
图19 籽晶段和选晶段杂晶的演化[34]
Fig.19 Diagrams showing stray grains in seed section and helical selector section (V=100 mm/s)[34]
(a) seed and helical selector section of a casting macroetched to show the stray grains
(1) macrostructure at area 1 (2) macrostructure at area 2
(I) microstructure at location I (II) microstructure at location II (III) microstructure at location III
(b) EBSD inverse poles figures at location II
(c) EBSD inverse poles figures at location III
2.2.5 引晶条辅助引晶 Meyer等[41]通过在叶身底部与选晶段顶部相交处设计2根引晶条来引导枝晶生长, 将单晶直接引导到突变界面外侧容易出现杂晶的区域, 避免杂晶的形成. 定向凝固过程中, 叶身内枝晶生长的界面位置与引晶条内枝晶生长的界面位置相同, 当叶身内枝晶生长到与平台相交处时, 引晶条的枝晶也恰好生长到突变截面上来, 所以杂晶没有足够的空间形核, 从而阻止了杂晶的形成. 结合模拟和实验手段对引晶条的作用进行了验证, 结果如图16所示[49]. 引晶条尺寸、角度都对引晶效果产生影响, 当设置合理的时候, 引晶条能防止平台处出现杂晶; 不合理的时候, 甚至导致杂晶. 而且, 引晶条与叶身分别生长的晶体汇聚时, 也容易导致小角度晶界的出现.
2.2.6 超温处理抑制杂晶 无论是根据Bussac的解析模型[38], 还是基于温度场、熔体过冷分析的定性模型, 均证明熔体本身的形核特性对杂晶的形成具有显著影响. 由于不同热历史可以获得不同熔体结构, 进而影响熔体形核生长动力学, 因此, 超温处理工艺是控制杂晶形成的可能方法. 根据图4可以看到, 当熔体超温处理温度从1450 ℃提高到1780 ℃, 形核过冷度从32 ℃提高到约78 ℃, 从而使杂晶形核需要的过冷度大幅度提高, 出现杂晶的可能性相应降低.
2.2.7 三维取向控制抑制杂晶 Yang等[54]研究发现, 如果籽晶[001]方向与抽拉方向不平行, 即与模壳偏离或汇聚时, 在单晶与模壳交界的偏离处和汇聚处会有较大的局部过冷存在. 2种情形同样会促进杂晶的产生, 不同的是偏离界面处的过冷度要大于汇聚界面处的过冷度, 并且偏离界面处的杂晶更易长大; 而汇聚界面处的杂晶在生长一段时间后很容易被基体晶粒所淘汰. D'Souza等[55]和Stanford等[36]也发现了这一现象, 另外Yang等[56]和Zhou[57]通过实验表明, 不仅是籽晶偏离模壳处容易产生较大过冷, 在互相偏离生长的杂晶与籽晶之间, 也容易产生较大过冷从而产生新的杂晶. 由合金成分决定的分配系数和扩散系数对杂晶形核也有相当程度的影响, 分配系数和溶质扩散系数的增大显著增加了枝晶尖端的成分过冷, 促进了杂晶形核. 枝晶竞争生长的研究表明, 相邻枝晶位相关系影响竞争淘汰结果. 由于不同单晶三维取向和模壳形成不同的角度关系, 因此单晶的三维取向对杂晶形成也有明显影响. 焦娟娟采用图17[34]所示方案考查了单晶、模壳不同角度关系对杂晶的影响, 其中q1为籽晶一次枝晶取向与铸件轴的夹角, q2为二次枝晶取向与平台边缘的夹角. 图17a为二次枝晶生长示意图, 图17b和c对比一次枝晶轴偏离角的影响, 图17b, d~f对比二次枝与平台夹角的影响.
实验结果表明, 一次枝晶取向与叶片模拟件轴向平行时, 如图17b所示, 平台内枝晶汇聚位置两侧组织取向的偏转角度为2.44°, 是小角度晶界. 当一次枝晶取向偏离轴向15°时(图17c), 在一次枝晶与平台汇聚一侧, 枝晶偏转角度为2.88°, 为小角度晶界; 一次枝晶背离平台的一侧存在明显的枝晶偏转, 偏转角度为13.99°, 为大角晶界. 结果表明, 一次枝晶偏离铸件轴向角度越大, 缺陷形成倾向性越大, 特别是一次枝晶背离平台一侧更容易形成缺陷. 这是由于在这一侧二次分支距离该侧平台边缘较远, 二次分支生长到平台边缘所需的时间越长, 平台远端将会有更长的时间进行冷却, 该区域过冷度更大.
图18给出了不同二次枝晶取向时平台处晶体取向的实验结果[34]. 随二次枝晶与平台边缘夹角的增大, 平台处出现亚晶界的夹角增大, 杂晶形成的倾向也会增大. 二次枝晶取向的影响与一次枝轴向偏离的影响机制类似, 随着二次枝晶与平台边缘夹角的增大, 二次分枝生长至平台边缘的距离变大, 通过二次或三次分枝生长到平台远端的时间tAC变长, 所以更容易达到杂晶形成条件: tAC>tAN.
籽晶回熔区也是杂晶容易出现的区域. Stanford等[36]研究发现, 籽晶法制备单晶铸件时, 杂晶仅出现在抽拉的最初阶段的试样边缘. 并随着抽拉的进行, 产生的杂晶大部分被淘汰, 只有少数几个杂晶能够长大. 这说明杂晶的形核近似于一个瞬态过程, 仅在抽拉的初始阶段发生, 抽拉速率稳定之后则不再发生杂晶形核. Yang等[54]分析了籽晶法制备镍基单晶铸件过程中, 工艺参数(抽拉速率V和温度梯度G)、晶体取向与铸件轴向的偏离角度q以及与合金成分对回熔区附近杂晶形成的影响. 随着V, q, G与难熔元素含量的增大, 杂晶形核的倾向性均会增加. 在这些因素中, 回熔区杂晶形核对V和q的变化最为敏感, 而G的变化对回熔区内杂晶缺陷的形成没有明显影响, 合金成分对此处杂晶形核的影响介于两者之间.
采用“籽晶+选晶”工艺也可以较好地解决回熔区杂晶的问题, 如图19所示[34]. 籽晶段回熔界面形成大量杂晶, 杂晶位于籽晶与模壳内壁之间的间隙处. 杂晶大部分很快被淘汰, 少数杂晶可能长大, 但由于其起源于表面, 经过选晶器颈缩部分时, 被机械阻挡作用淘汰, 中间部分的晶粒才保留下来. 因此“籽晶+选晶”工艺中, 回熔界面和螺旋选晶段距离要尽量减小, 避免回熔杂晶长入中心, 导致杂晶被选晶器选中.
通过以上分析, 可以采用“籽晶+选晶”方法, 控制单晶的三维取向, 如减小一次枝取向偏离, 或减少二次枝与平台边缘夹角等, 可以有效减少平台杂晶缺陷. 通过适当控制回熔界面位置, “籽晶+选晶”方法还能淘汰回熔区杂晶.
随着单晶高温合金成分设计的不断进步, 合金中难熔元素含量不断增大, 特别是Re 和Ru 的加入已成为先进单晶高温合金代次划分的标志. 但是, Re和Ru 的添加对合金的铸造性能、热处理组织、相稳定性、密度和成本等也带来了一系列的问题. 尤其是近年来, 对大型复杂工业燃机叶片的需求, 使得这些问题变得更加突出, 成为制约合金发展的瓶颈之一.
单晶合金的发展首先导致凝固特性的变化. 随着Re 和Ru 的添加, 铸态组织中共晶含量显著增高. 添加Re对液相线温度影响不大, 但会降低固相线温度, 从而扩大结晶温度间隔. Re和Ru的加入还会明显降低合金的临界形核过冷度, 使得杂晶的形成倾向加剧, 使合金铸造性能降低. Re也是偏析最为严重的元素之一. C和B微量元素对合金凝固特性也产生显著影响.
取向控制良好是单晶叶片首要要求. 由于选晶过程及单晶定向生长过程中取向的变化很小, 故选晶法单晶制造工艺中, 取向控制主要取决于选晶器结构设计. 尤其是起始段对于取向控制尤其关键. 起始段距离越长, 起始段长度与直径比值越大, 取向偏离越小. 但选晶法制备单晶其取向具有随机性. 采用“籽晶+选晶”工艺可以实现对单晶取向的三维控制, 不仅可以更精确地控制晶体取向, 而且可以通过控制三维取向与模壳特定结构的角度关系, 抑制铸件变截面处杂晶等凝固缺陷的出现.
平台是杂晶等凝固缺陷集中区域, 通过合金成分调整或微量元素加入(如B, C等)、变速生长、高温度梯度定向凝固、添加引晶条、局部冷却、外加物理场、熔体超温处理等技术能在一定程度上抑制缺陷的形成. 局部变速的难题是固/液界面位置的确定; 添加引晶条有可能引入杂晶, 而且在“对接”处容易出现小角度晶界; 局部冷却工艺的难题是如何确定石墨块形状、尺寸、位置等参数, 工艺的可靠性不高. 通过籽晶+选晶工艺是控制杂晶缺陷的有效方法. 通过选晶过程能完全淘汰回熔区的杂晶, 通过籽晶的精确布置可以控制晶粒的三维取向, 抑制叶身、平台各处杂晶的形成, 从而提高铸件的成品率和质量.

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}