
侯晓光 , 许秀杰
, 许秀杰
HOU Xiaoguang, XU Xiujie
中图分类号: TF777
通讯作者:
修回日期: 2015-01-14
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
侯晓光, 男, 1973年生, 高级工程师
展开
摘要
提出了一种在结晶器弯月面上方涂敷热障涂层, 来抑制弯月面传热, 进而控制铸坯振痕形成的新方法, 称为弯月面热障涂层方法(TBCMM). 利用模拟结晶器弯月面一维传热的测试装置, 研究了热障涂层在结晶器弯月面的不同位置对传热的影响规律, 分析了热障涂层抑制振痕形成的机理; 在浸铸式连铸模拟机上, 分别进行了结晶器有、无热障涂层的低熔点Sn-12.5%Pb合金的模拟连铸实验, 获得了实测的弯月面温度波动曲线和铸坯, 对比分析了弯月面热流和铸坯表面振痕形貌, 证实了提出的TBCMM的有效性; 最后, 在中试实验连铸机上, 研究了热障涂层对钢连铸坯表面质量的影响, 获得了表面振痕减轻甚至消除的连铸钢坯.
关键词:
Abstract
Oscillation marks are closely related to the surface quality of bloom. Excellent surface quality of bloom is essential assurance of the technology of continuous casting and rolling. The improvement of heat transfer process through mold is beneficial to alleviate oscillation marks. A new method of inhibiting formation of oscillation marks in continuous casting, namely spraying or embedding thermal barrier coatings above mold meniscus (TBCMM) was proposed, by which the temperature and heat flux fluctuation of meniscus was reduced, and then the surface quality of strands was improved. Using an one-dimensional heat transfer simulating apparatus, the effect of location of thermal barrier coatings on heat transfer near meniscus was investigated, and the possible mechanism of TBCMM on inhibiting formation of oscillation marks was also discussed. With a dip simulator for continuous casting, lower melt point Sn-12.5%Pb alloy was casted with thermal barrier coating (TBC) and without TBC molds respectively, and the temperature fluctuation was also measured. The heat flux near meniscus in mold and the oscillation marks morphology on strands confirm the effectiveness of the proposed TBCMM. Finally, in a pilot continuous caster, casting experiments of steel with TBCMM was conducted, and the oscillation marks on billet surface were alleviated or removed.
Keywords:
连铸坯表面振痕是现代连铸生产的一种典型质量缺陷, 是产生铸坯横裂纹等诸多表面缺陷的根源[1-6], 极大地制约了连铸坯表面质量和连铸技术的发展. 一直以来, 振痕形成机理以及如何减轻振痕的形成, 都是学术界研究的热点. Sengupta等[5]和Takeuchi等[6]在研究板坯表面振痕形貌时发现, 连铸坯的钩状振痕比凹陷型振痕更易于捕捉夹杂物和气泡, 对铸坯表面质量的危害更大; 同时, 通过研究连铸结晶器弯月面处的传热特性, 他们发现结晶器弯月面处的传热对铸坯振痕的形成有十分重要的影响. Badri等[7,8]使用连铸模拟系统研究发现, 结晶器弯月面处的传热热流与铸坯振痕的形成位置密切相关, 并提出了基于热流突变的振痕形成假说. 雷作胜等[9]通过实验实测证实了结晶器弯月面处的温度波动现象, 提出了基于温度波动的振痕形成假说. Gu等[10,11]在低熔点SnPb合金连铸中也揭示了结晶器弯月面处的热流突变与振痕形成位置的对应关系. 这些研究工作偏重于研究连铸过程中的振痕形成机理, 也充分解释了诸如高频小振幅、非正弦结晶器振动以及保护渣改性等技术对抑制铸坯振痕的有益作用, 但都没有提出通过主动控制结晶器弯月面处的传热, 从而抑制振痕形成(尤其钩状振痕形成)的有效方法.
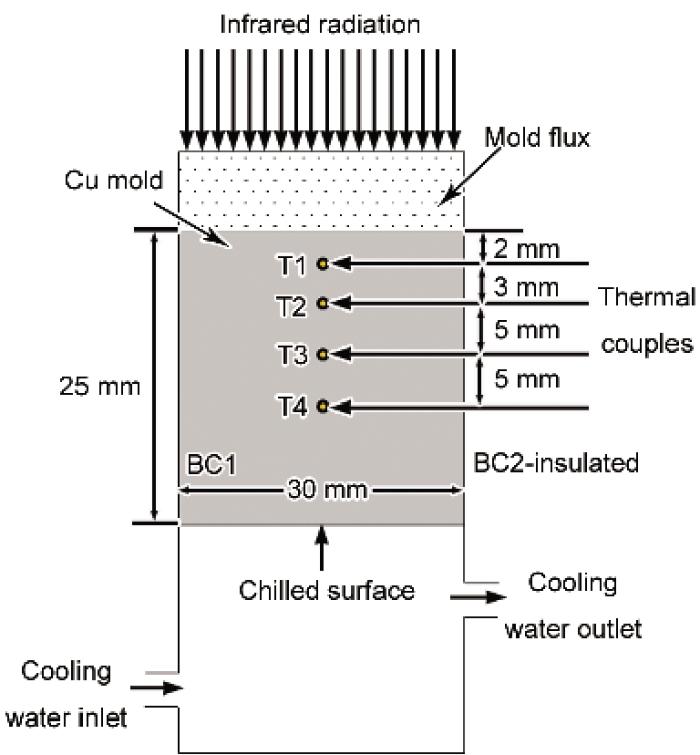
图1 结晶器一维传热测试装置示意图
Fig.1 Schematic of 1D mold heat transfer measure device with infrared radiation heat source (BC—boundary condition)
本工作提出了一种抑制铸坯振痕形成的新方法, 称为弯月面热障涂层方法(thermal barrier coating above mould meniscus, TBCMM), 即在结晶器弯月面上方涂敷热障涂层来抑制弯月面传热, 进而达到抑制振痕形成的方法, 并对其作用机理与效果进行了深入研究. 首先, 利用模拟结晶器弯月面一维传热的测试装置, 研究了热障涂层在结晶器弯月面的不同位置对传热的影响规律, 分析了热障涂层抑制振痕形成的机理; 其次, 在浸铸式连铸模拟机上分别采用有和无热障涂层结晶器, 进行了低熔点Sn-12.5%Pb合金的连铸实验, 获得了实测的弯月面温度波动曲线和铸坯, 对比分析了弯月面热流和铸坯表面振痕形貌, 验证了本工作所提出的弯月面热障涂层法对振痕控制的有效性; 最后, 在中试实验连铸机上, 研究了热障涂层对钢连铸的铸坯表面质量的影响效果.
忽略连铸过程中坯壳的纵向传热, 结晶器弯月面处的传热[10]可简化为一维传热, 实验装置示意图见图1. 实验装置包含模拟结晶器的Cu模(Cu模表面无热障涂层)、功率可调的红外热源以及预埋于Cu模内的热电偶及实时信号采集系统, 而Cu模和红外热源之间的预制保护渣圆片可模拟实际连铸过程中保护渣对传热的影响.
实验时, 给定功率18 kW的红外热源通过保护渣圆片向Cu模输入稳恒热流, 输入时间约400 s后, Cu模温度场达到稳态, 由4只热电偶T1~T4记录一组实时温度数据(设置4个热电偶测量点, 提高测量可靠性和精度), 根据Fourier定律可计算出红外热源向Cu模输入的平均热流q:
式中, k为Cu模的热导率, k=381 W/(mK); d1, d2和d3为4只热电偶之间的距离, 分别为3, 5和5 mm; T1~T4分别为对应热电偶的温度, K.
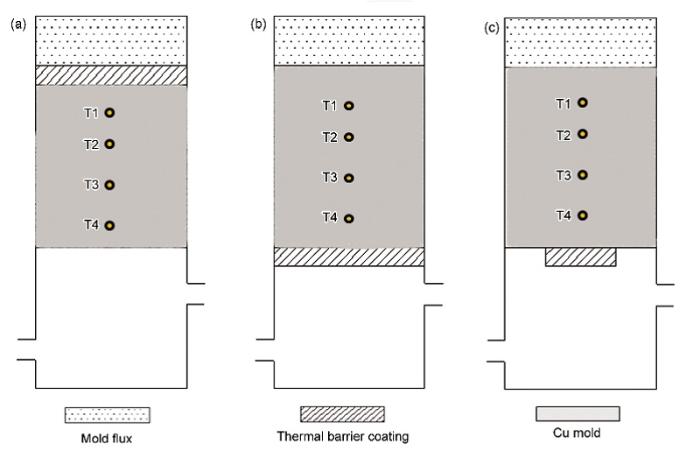
在相同实验条件下, 同时制作了3只有热障涂层的结晶器Cu模, 示意图如图2所示. 图2a为Cu模热面热障涂层, 模拟热障涂层在结晶器内壁的传热; 图2b为Cu模冷面热障涂层, 模拟热障涂层在结晶器外壁, 并全覆盖外壁; 图2c为弯月面热障涂层, 设置在结晶器Cu模底部水冷侧的一半面积上, 模拟热障涂层在结晶器外壁局部, 即弯月面处的传热. 实验时, 替换实验装置示意图1中的Cu模, 分别实验获得另外3组温度随时间的变化曲线; 同理, 根据式(1)计算出3组热流曲线. 对比图2和图1所示实验获得的数据, 可分析热障涂层对结晶器传热的影响规律, 再结合热流突变的振痕形成假说[7,9], 合理解释热障涂层对振痕形成的作用机理. 实验中, 预制保护渣圆片和热障涂层的厚度分别为4.0和0.5 mm, 二者的热导率分别为1.5和2.5 W/(mK), 其它设备操作及相关细节可参考文献[10~16].
图2 热障涂层在结晶器不同位置的示意图
Fig.2 Schematic of different positions of thermal barrier coating (TBC) on mold
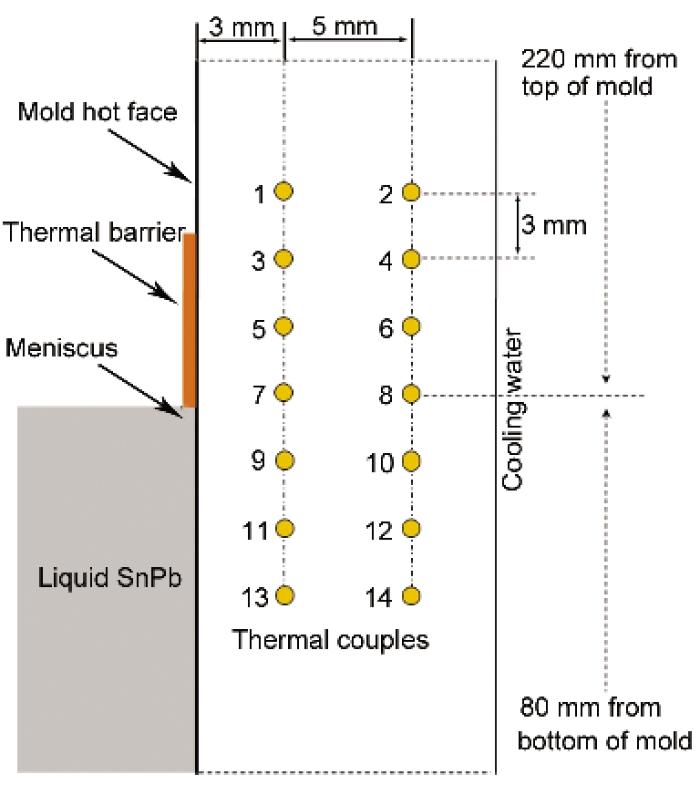
利用浸铸式连铸模拟机[7,8,17,18], 设计如图3所示的连铸模拟机结晶器, 进行低熔点Sn-12.5%Pb (质量分数)合金的连铸拉坯实验. 实验分2次进行: 第1次在如图3所示的结晶器热面弯月面上方处不设置热障涂层(即结晶器无热障涂层), 第2次则在结晶器弯月面上方处设置热障涂层(涂层厚度和热导率分别为0.5 mm和2.5 W/(mK)).
每次实验均可获得预埋于结晶器内的两列热电偶的实时温度数据以及连铸坯试样. 根据位于同一水平高度位置的热电偶温度数据, 可按式(1)计算出输入结晶器的平均热流, 从而对比分析热障涂层对结晶器弯月面传热的影响; 同时, 对比观察分析获得的连铸坯试样的表面振痕形貌可解释热障涂层对振痕形成的作用机理, 从而验证本工作提出的控制振痕形成新方法的有效性.
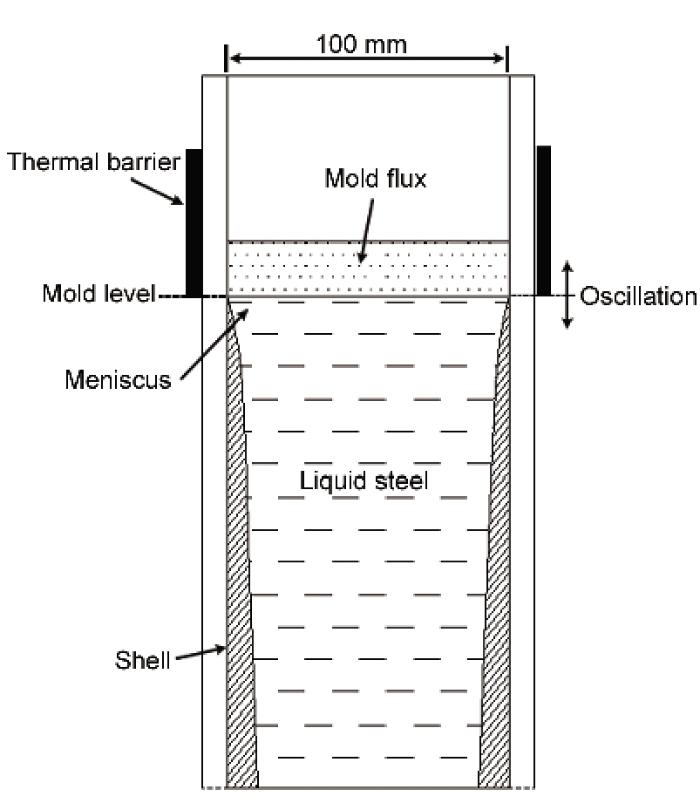
虽然Sn-12.5%Pb合金能模拟连铸过程, 但终究与钢的连铸特点存在较大差异(比如, 图3的实验装置中的保护渣采用硅油), 因此, 在中试连铸机上, 设计图4所示的连铸结晶器进行钢连铸实验, 其中, 热障涂层在结晶器外壁弯月面处圆周覆盖(涂层厚度和热导率分别为0.5 mm和2.5 W/(mK)).
实验同样分2次进行. 第1次拉坯实验, 通过主动控制浇铸液位, 在连铸过程的上半段时间内, 使热障涂层位于弯月面上方(热障涂层底边缘与液位齐平); 而在连铸过程的下半段时间内, 使热障涂层远高于弯月面, 这样, 可在同一根铸坯上获得有和无热障涂层的2种不同作用效果. 即获得的前半段铸坯, 热障涂层刚好能在结晶器振动负滑脱期没入钢液, 并与坯壳的初始凝固相互作用; 而铸坯的后半段, 热障涂层高于控制液位, 不与连铸初始坯壳产生作用. 第2次拉坯实验, 精确控制浇铸液位, 在整个连铸过程, 热障涂层始终处于结晶器弯月面范围, 并与连铸初始坯壳产生作用. 2次实验获得的铸坯, 通过其表面振痕形貌的分析, 给出热障涂层对振痕形成的作用机理, 用以验证本工作提出的通过弯月面热障涂层主动控制振痕形成的新方法(TBCMM)的有效性.
图3 浸铸模拟机结晶器与热电偶分布示意图
Fig.3 Schematic of dip simulator mold and distribution of thermal couples
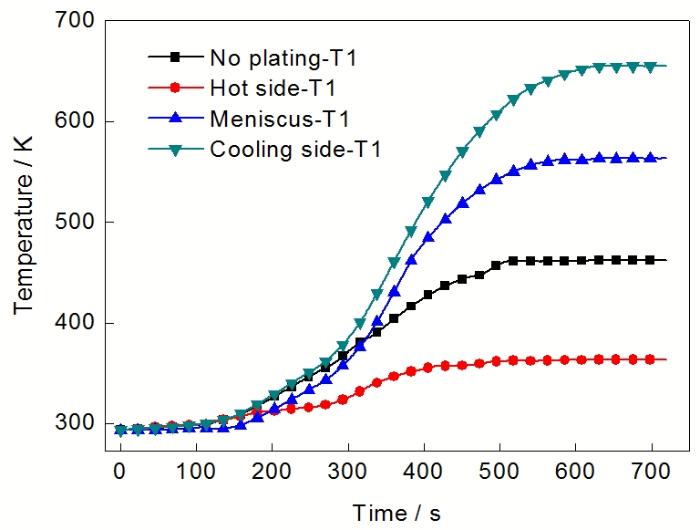
图1和图2中4个Cu模在红外热源18 kW辐射功率条件下, 共获得4组热电偶实时温度数据. 图5为不同位置热障涂层条件下Cu模中热电偶T1(即距离Cu模热面2 mm处)的实时温度数据. 图6是由每组热电偶T1~T4的实时温度数据, 按式(1)计算得出的热流曲线.
图5 不同位置热障涂层对Cu模实时温度的影响
Fig.5 Effects of different positions of TBC on Cu mold responding temperature
由图5可见, 结晶器壁无热障涂层条件下, Cu模距热面2 mm处温度约473 K, 基本接近实际连铸生产中结晶器壁面温度[19,20]. 同样, 图6显示其热流曲线的峰值达1.38 MW/m2, 也接近实际连铸过程中结晶器的传热热流值[19,20]. 这说明采用本工作一维传热实验装置进行结晶器传热研究的有效性.
同时由图5可见, 冷面热障涂层结晶器Cu模内距热面2 mm处温度接近673 K, 已超过了实际结晶器材质的再结晶温度[21], 这是结晶器设计不允许的. 实际应用中也不可能牺牲整个结晶器的冷却功能, 在其冷面全覆盖设置热障涂层, 而只能在结晶器的弯月面处的局部面积上设置, 如图5所示, 此时, Cu模内的温度小于573 K, 并不超过结晶器材质的再结晶器温度. 相比无热障涂层条件, 弯月面热障涂层可提高结晶器壁面温度约100 K, 根据振痕形成的热流突变假说[7,9], 结晶器弯月面处较高的温度可大大减弱对初始坯壳的激冷作用, 从而抑制铸坯振痕的形成.
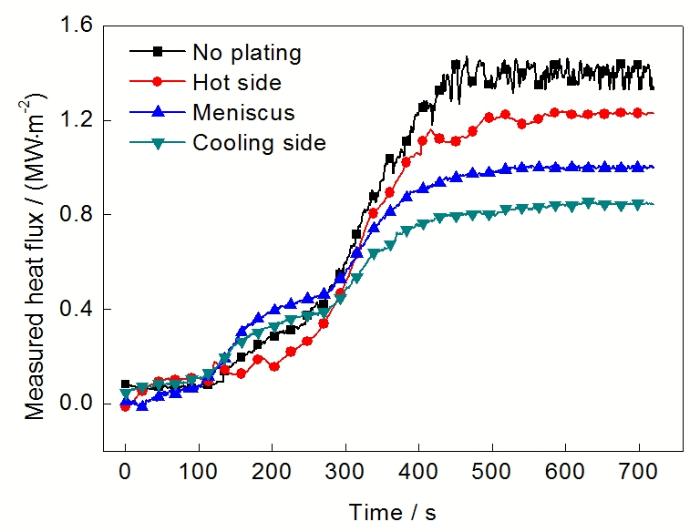
图6 不同位置热障涂层对Cu模实时热流的影响
Fig.6 Effects of different positions of TBC on Cu mold responding heat flux
表1 Cu模结晶器的热阻
Table 1 Heat resistance of Cu mold
| Condition | Rm mm2KW-1 | Rs mm2KW-1 | Rc mm2KW-1 | Ri mm2KW-1 | Rt mm2KW-1 | A |
|---|---|---|---|---|---|---|
| No plating | 0.0656 | 2.667 | 0.0 | 8.781 | 11.514 | 0.763 |
| Hot side | 0.0656 | 2.667 | 0.2 | 10.092 | 13.025 | 0.775 |
| Meniscus | 0.0656 | 2.667 | 0.2 | 12.957 | 15.890 | 0.815 |
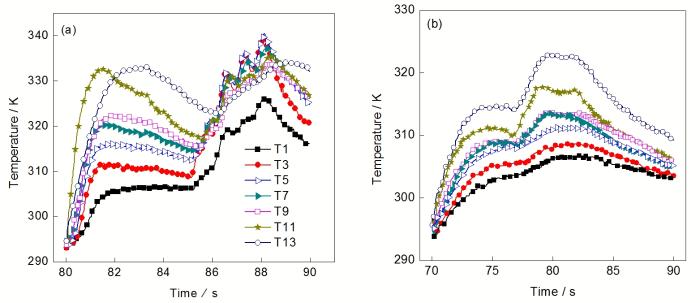
图7 Sn-12.5%Pb合金浸铸实验实时温度曲线
Fig.7 Temperature evolution of selected responding temperatures in Sn-12.5%Pb alloy dip casting without (a) and with (b) TBC mold
由图6可见, 输入热面热障涂层结晶器的最大平均热流约1.22 MW/m2, 相比无热障涂层结晶器Cu模, 其热流密度降低了11.6%; 而弯月面热障涂层结晶器的输入热流密度(约1 MW/m2)则降低了27.5%.
根据实验中提取的温度数据以及对应的平均热流曲线, 结合材料物性, 按式(2)和(3)可对结晶器一维传热的热阻进行计算分析:
式中, Rm为材料热阻, Rt为结晶器总热阻, d为材料厚度, l为材料热导率. 计算结果见表1, 表中的界面热阻由总热阻Rt扣除材料热阻Rm之后得到. 从表1可见, 在一维传热实验中, 界面热阻Ri是结晶器传热的主导因素, 占Rt的比例在0.763~0.815之间, 与Gu等[11]的研究结果基本一致. 虽然热障涂层本身的热阻很小, 但其通过保护渣的界面作用增大了结晶器的总体热阻.
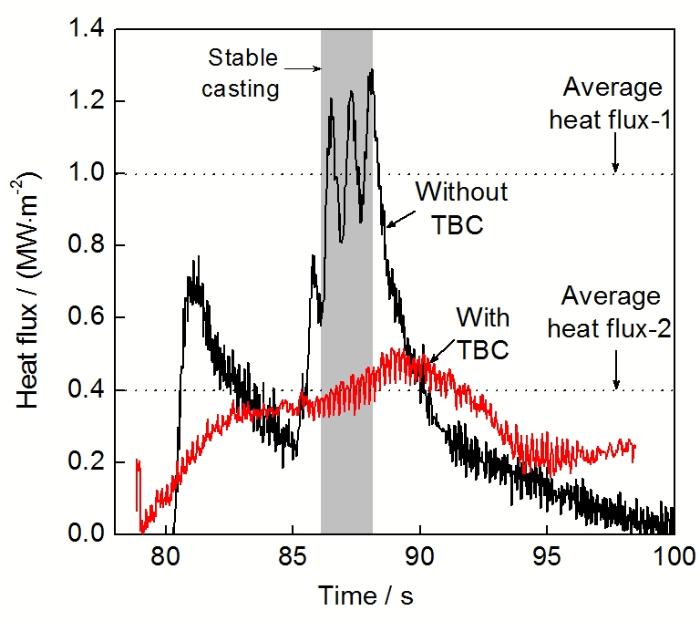
图8 Sn-12.5%Pb合金2次浸铸实验结晶器的输入热流曲线
Fig.8 Input heat flux curves in Sn-12.5%Pb alloy dip casting without and with TBC
利用如图3所示浸铸式模拟连铸机, 分别在有、无热障涂层结晶器情况下进行Sn-12.5%Pb合金的浸铸式连铸实验. 其中有、无热障涂层条件下的浇铸温度分别为240和250 ℃, 振动频率为1.333 Hz, 振幅为±3 mm, 振动速度为12.6 mm/s, 冷却水流量为5.8 L/min.
图7a和b分别为无、有热障涂层情况下, 浸铸式连铸实验获得的预埋在Cu结晶器内靠近热面的热电偶所测的温度变化曲线. 数字序号对应Cu结晶器内热电偶位置顺序从上往下. 远离热面的热电偶温度曲线, 与其对应的靠近热面的热电偶所测温度曲线变化规律相一致, 只是温度略小且较平稳, 因此这里没有给出. 由图7可见, 2组温度曲线的变化规律基本一致, 都是经过升温-降温-再升温-稳态-再降温的5个过程, 分别对应于浸铸式连铸实验中的结晶器开始浸入液面-3~4 s的预凝固-振动开始-正常拉坯-拉坯结束各过程. 在有热障涂层情况下所测量的结晶器温度数据均低于相对应的无热障涂层的温度. 这说明热障涂层增大了结晶器的传热热阻, 减少了金属液向结晶器的热量传输; 另一方面, 结晶器Cu板的热量传输能力极强, 因此Cu板内的温度会大幅下降. 同时, 由图7a还可看出, 热电偶T3, T5和T7的温度比较高, 且呈现出一定的波动性, 接近弯月面处的特点, 与图3中结晶器预设的液位也比较接近, 因此取T5热电偶位置作为结晶器弯月面. 而图7b中可能因为预设液位的偏差, 取T13热电偶位置作为结晶器弯月面. 图8为分别取2次实验中T5和T6, T13和T14对应的温度值, 根据式(1)计算得出的2条热流曲线.
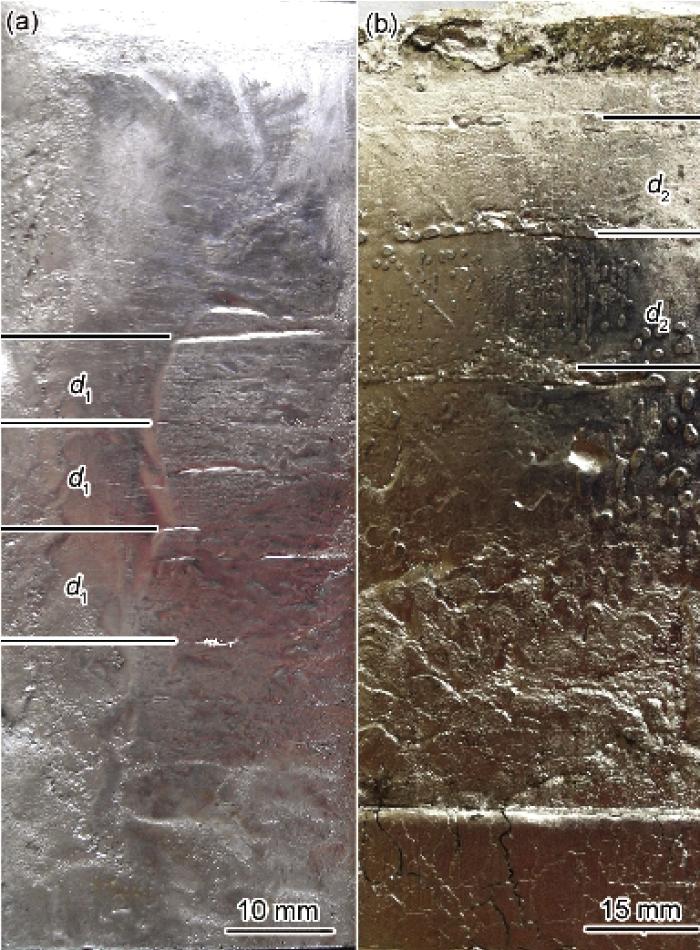
图9 Sn-12.5%Pb合金2次浸铸实验获得的铸坯形貌
Fig.9 Obtained samples in Sn-12.5%Pb alloy dip casting without (a) and with (b) TBC (d1 and d2—spacings between depression marks)
由图8可见, 2次浸铸实验得到的弯月面热流变化曲线存在较大差异. 在稳态连铸过程中, 无、有热障涂层结晶器实验得到的平均热流分别为1.0和0.4 MW/m2, 热障涂层使结晶器输入热流降低约60%, 这远大于一维传热模拟实验所测量到的结果(图6), 这与Sn-12.5%Pb合金浸铸实验采用的硅油保护渣有关. 更重要的是热障涂层对连铸过程中结晶器弯月面的热流突变起到了预期的抑制作用. 根据振痕形成的热流突变假说[7,9], 可推知结晶器弯月面处因热流突变幅度的减小, 同样有抑制铸坯表面振痕形成的作用. 图9a和b分别为无、有热障涂层结晶器浸铸实验获得的铸坯表面形貌. 图9a中铸坯表面有明显的横向条纹, 其平均间距d1≈9.5 mm, 与式
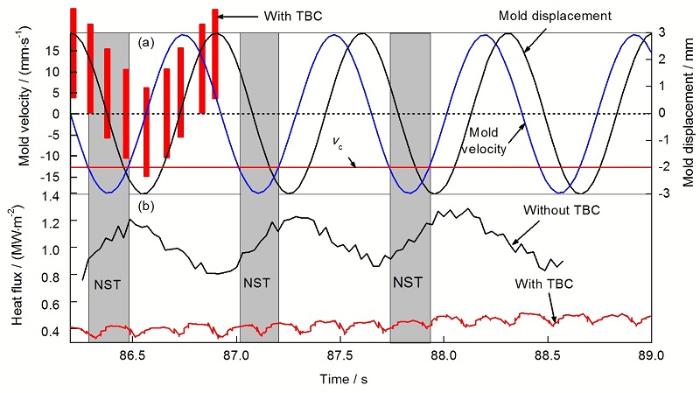
将2次Sn-12.5%Pb合金浸铸实验得到的热流曲线, 与结晶器振动的位移和速度曲线对应绘制在图10中, 其中结晶器振动的负滑脱期(NST)用阴影框标出. 可见, 无热障涂层结晶器的热流曲线, 总是在结晶器振动的负滑脱期发生突变, 这与文献[7, 17]的研究结果相一致; 而有热障涂层的热流曲线的幅值显著减小, 没有表现出突变特性, 且有规律性的波动, 表现出对结晶器弯月面传热的抑制作用. 根据振痕形成的热流突变假说[7,9], 热流突变是因为在结晶器负滑脱期, 结晶器的向下运动速度大于铸坯拉速, 温度较低的结晶器壁面与初生坯壳接触产生强烈的热交换, 初生坯壳快速生长且机械强度增加, 并在结晶器向下振动的作用下, 向内弯曲变形, 而不断补充的液态金属则向上溢流最终形成振痕; 若初生坯壳机械强度大, 则倾向于形成钩状振痕, 相反则倾向于形成凹陷型振痕. 对本工作提出的弯月面热障涂层抑制振痕的新方法而言, 热障涂层设置在结晶器弯月面上方处, 跟随结晶器一起振动, 其一个周期的运行轨迹如图10a所示. 由图可见, 在负滑脱期开始时, 设置的热障涂层底端也开始逐步浸入金属液, 此时热障涂层与初生坯壳的界面热交换, 相比无热障涂层结晶器壁面的热交换被大幅减弱. 这样, 初生坯壳的凝固强度减小, 从而抑制了振痕的形成或倾向于形成凹陷型振痕, 而不是钩状振痕. 与图9的2次浸铸实验获得的铸坯形貌对比结果相吻合.
图10 弯月面热障涂层抑制铸坯振痕形成的作用机理示意图
Fig.10 Schematic of effect of TBCMM on the forming mechanism of oscillation mark (NST—negative strip time, vc—casting speed)
为了进一步研究热障涂层对连铸坯表面振痕形貌的影响, 并验证本工作提出的TBCMM的有效性, 设计了钢连铸实验用热障涂层结晶器(如图4所示), 并在中试连铸机上进行低碳钢Q235B的拉坯实验. 实验条件包括: 浇铸温度为1823 K, 连铸拉速为0.4 m/min, 结晶器振动频率为1.217 Hz, 振幅为±3.5 mm, 结晶器一冷水流量为101.7 L/min, 二冷水流量为50 L/min.
按照1.3节中所述的实验方法, 结晶器采用同一个结晶器, 热障涂层设置于结晶器外壁弯月面上方处, 实验分2类进行. 第1类拉坯实验中, 连铸过程的上半段时间内, 热障涂层底边缘与液位齐平, 距离结晶器上口70 mm; 在连铸过程的下半段时间内, 使热障涂层远高于弯月面(钢液面距离上口90 mm). 第2类拉坯实验中, 热障涂层底边缘与液位齐平, 距离结晶器上口70 mm, 在整个连铸过程, 热障涂层始终处于结晶器弯月面范围, 并与连铸初始坯壳产生作用, 可获得无振痕铸坯.
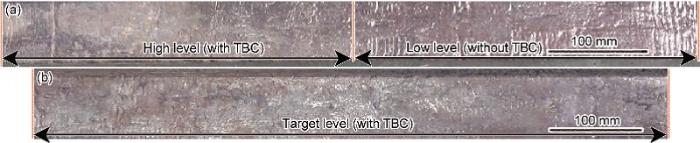
2类钢连铸实验取其中2根连铸坯, 如图11所示, 其中图11a为第1类实验获得的低碳钢连铸坯. 由图可见, 通过主动控制浇铸液位, 当液位高时(距离结晶器上口70 mm), 热障涂层位于弯月面上方(热障涂层底边缘与液位齐平), 在结晶器振动负滑脱期, 刚好能没入钢液与坯壳的初始凝固相互作用, 对应于有热障涂层, 获得无明显振痕形貌的铸坯; 当液位低时(距结晶器上口90 mm), 热障涂层远高于控制液位, 不与连铸初始坯壳产生作用, 对应于无热障涂层, 获得的铸坯表面可观察到明显振痕存在. 图11b为第2类实验获得的低碳钢连铸坯, 通过精确控制目标液位(距结晶器上口70 mm), 使热障涂层始终处于结晶器弯月面范围, 并与连铸初始坯壳产生作用, 对应于整个连铸过程始终有热障涂层, 最终获得无振痕铸坯.
2类热障涂层的拉钢实验获得的连铸坯表面形貌对比结果表明, 在结晶器弯月面处设置热障涂层能有效减轻甚至消除铸坯表面振痕的形成, 再次验证了本工作提出的弯月面热障涂层法抑制铸坯振痕形成的有效性.
(1) 弯月面热障涂层的热阻在结晶器传热总热阻中的比率较小, 但其会使结晶器热流降低至少27.5%, 使结晶器壁面温度提高; 热障涂层通过与保护渣的界面作用来增大结晶器的总体热阻.
(2) 低熔点Sn-12.5%Pb合金表面振痕形貌证明了弯月面热障涂层方法抑制连铸振痕形成的有效性; 在钢连铸过程中, 在弯月面位置处设置热障涂层能有效减轻甚至消除钢坯表面振痕.
(3) 弯月面热障涂层抑制铸坯振痕形成的机理为, 弯月面热障涂层能有效降低结晶器弯月面处的温度波动和热流突变, 从而有效抑制或减弱振痕的形成.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}