钨极惰性气体保护电弧焊(tungsten inert gas arc welding, TIG焊)因具有电弧稳定、可靠性高、焊缝金属纯度高等优点, 常用于重要构件的打底焊, 对焊接质量起决定性作用[1 ,2 ] . 但实际施焊过程中往往存在焊接参数波动、热传导条件变化、焊接变形等干扰因素, 使焊接过程中难以保证稳定的全熔透状态而严重影响焊接质量和焊接效率, 因此, 实时控制焊缝全熔透状态对实现自动化TIG焊接和保证焊接质量具有重要的工程意义.
对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善.
随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性.
1 熔池表面和背面熔宽同步测量实验系统
1.1 激光视觉同步测量原理
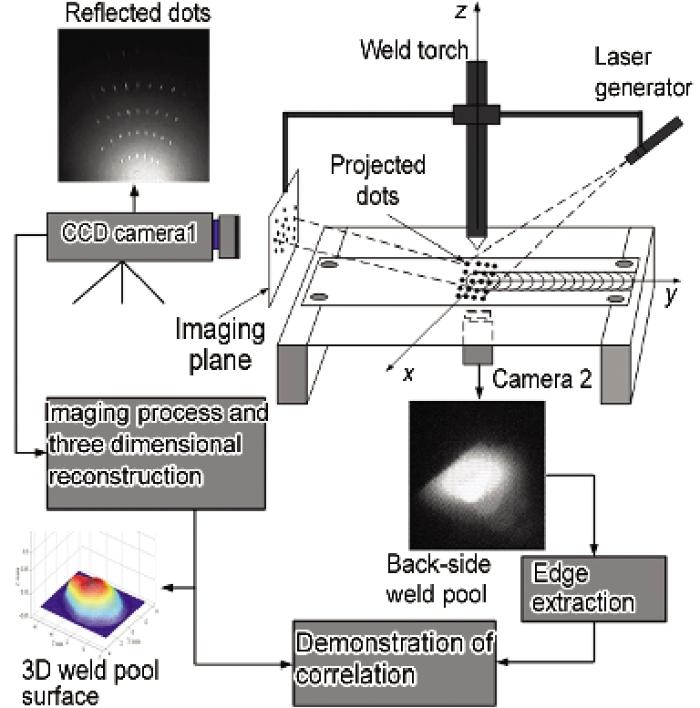
基于熔池自由表面类镜面反射特性和熔池与母材对光束漫反射差异, 以一定几何参数将点阵激光投射于熔池表面, 采用成像屏和CCD摄像机1分别截取、成像经熔池表面反射的激光束和畸变的激光点阵. 利用置于工件背面正对熔池的CCD摄像机2同步采集背面熔池变化图像. 测量原理及2台摄像机放置位置如图1所示. 由于反射激光点与熔池表面液态金属的三维形态具有严格的光学对应关系, 因此, 通过建立工件平面坐标系-成像屏坐标系-摄像机坐标系间的光学变换模型和3坐标系的投影关系模型, 获得投射激光点的空间位置坐标和反射角度, 通过进一步设计合理的曲面拟合算法、误差评估准则和补偿算法重建熔池三维自由表面形貌, 并重建不同熔透状态所对应的熔池自由表面三维形貌, 提取对应背面熔池熔宽. 通过定性分析熔池表面变化与背面熔宽变化的规律, 确定熔池表面变化与熔透的相关性. 焊接过程中采用已设计的同步触发视频采集程序保证2台摄像机同步工作.
图1 激光视觉同步测量原理
Fig.1 Principle of synchronous measurement using laser vision
1.2 实验测量系统
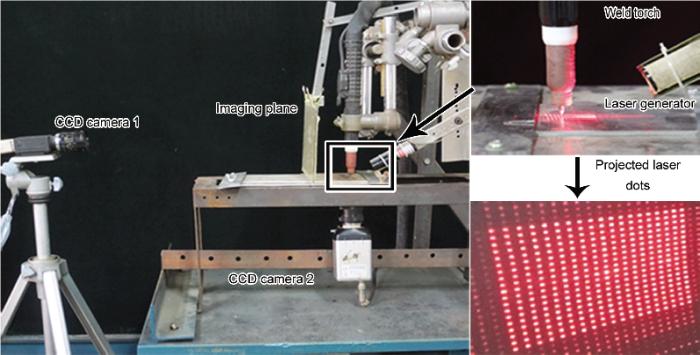
采用功率为50 mW, 中心波长为685 nm的结构光激光器产生19×19点阵激光并照射覆盖整个熔池表面, 激光器置于yoz面内. 在焊枪另一侧放置19 cm×19 cm成像屏, 截取熔池表面反射激光束, 并后置CCD摄像机1实时记录变化的激光点阵图像. 采用同规格、置于工件背面的CCD摄像机2同步采集工件背面熔池变化图像. 实验测量系统实物装置如图2所示. 为降低弧光对激光点阵和熔池背面图像干扰, 镜头前加(685±10) nm的带通滤光片.
图2 实验测量系统
Fig.2 Experimental measurement system
2 熔池背面熔宽提取及自由表面三维恢复
2.1 激光视觉同步测量结果与分析
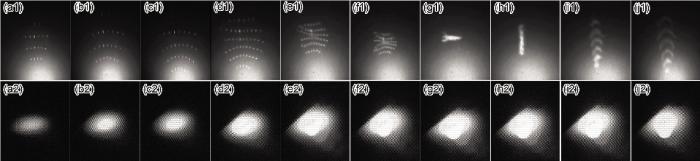
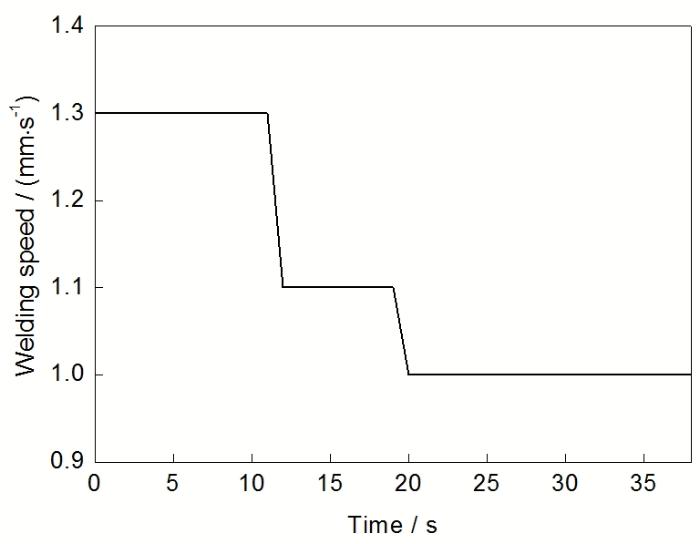
在125 mm×100 mm×3 mm的304不锈钢板上进行了变焊速连续TIG平板堆焊工艺实验, 实验参数为: 焊接电流75 A, 电弧长度5 mm, 激光器功率50 mW, 激光器与工件平面的夹角30°, 垂直高度20 mm, 成像屏距焊枪90 mm. 采集了焊接38 s内经熔池表面反射的激光点阵和背面熔池变化图像. 2台摄像机采样频率均设定为30 Hz, 视频图像经分帧处理后, 每隔3.5 s分别提取一帧典型反射激光点阵图像和时间轴上与之对应的背面熔池图像, 如图3所示. 实验中采用富Ar气保护, 气流量为10 L/min. 焊接速度波形如图4所示.
图3 变焊速的典型反射激光点阵和背面熔宽图像
Fig.3 Typical reflected laser dot images (a1~j1) and back-side images of weld pool (a2~j2) under welding speeds of 1.3 mm/s (a1~c1, a2~c2), 1.1 mm/s (d1, e1, d2, e2) and 1.0 mm/s (f1~j1, f2~j2)
观察图3a1~d1可以发现, 刚起弧时, 因电弧加热、熔化母材所形成的熔池面积很小, 熔池表面反射的激光点较少, 成像屏上只有少数几个成像点. 随着焊接速度的减小, 工件热输入量逐渐增加, 熔池面积增大, 熔池表面将更多的激光点反射到成像屏上, 反射激光点形态变化明显, 图像上端激光点阵行曲率逐渐变小. 从同步采集的背面熔池图像图3a2~d2可以看出, 随着焊接速度的减小, 工件热输入量增加, 熔深增大, 熔池底部高温液态金属热辐射面积逐渐增大. 从图3e1~j1可以看出, 当进一步降低焊接速度时, 工件热积累进一步增加, 工件开始被熔透, 熔池表面所反射的激光点间距减小、行曲率变小, 反射激光点逐渐聚为一团, 随后在纵向逐渐拉长离散, 这一现象与人工观察焊接过程中熔池表面下塌量逐渐增大相对应. 从图3e2~j2也可以看出, 当工件被熔透时, 其背面开始出现熔宽, 并逐渐增大, 熔池液态金属下凸. 当过熔透时, 熔融金属下凸量快速增加, 此时熔池表面塌陷量也增加. 由上述实验现象看出, 成像屏上反射激光点的形态变化与熔池表面液态金属的流动及变形有着严格的光学对应关系, 反射激光点阵行曲率的变化可反映熔池表面的凸凹程度, 而且熔池背面熔宽的变化影响着熔池表面塌陷程度.
图4 焊接速度波形
Fig.4 Welding speed waveform
2.2 熔池背面熔宽检测及提取
相关研究[24 -26 ] 表明, 熔池背面熔宽可以表征焊接熔透状态, 因此, 为提取背面熔宽研究熔池三维自由表面形貌与熔透状态的相关性, 对图3c2~f2所示的背面熔池图像进行图像预处理. 以图3e2为例阐述图像处理过程.
观察图3e2可以发现, 在亮度上背面熔池轮廓与周围弧光背景分界线不明显, 因此, 为增加目标图像(背面熔池边缘)相对于背景弧光图像的衬度, 首先对原始图像进行线性对比拉伸增强, 增强结果如图5a所示. 可以看出, 增强图像中存在较多的噪声干扰信号, 这将会降低后续所提取边缘信息的准确度, 因而, 对增强图像进行中值滤波去除噪声干扰, 结果如图5b所示. 为从中值滤波图像中明显地分离出目标区域, 利于边缘提取, 对其进行了二值化处理, 结果如图5c所示.
图 5 图3e2图像预处理结果
Fig.5 Preprocessed images of Fig.3e2(a) enhanced image(b) median filtered image(c) binarization image
2.3 熔池自由表面三维恢复及结果分析
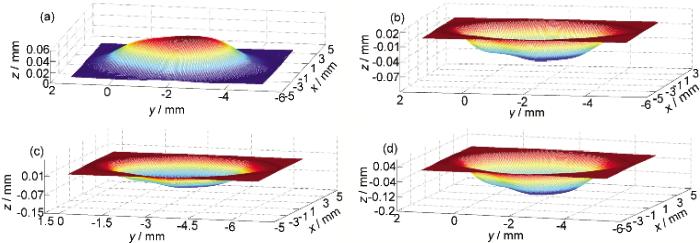
采用已设计编写的三维恢复算法[16 ] 对图3c1~f1所对应的瞬态三维熔池表面形貌进行了恢复, 结果如图6所示. 可以看出, 随着焊接速度的减小, 工件热输入量增加, 熔深增加, 熔池表面由凸逐渐变为凹陷, 熔池表面塌陷量逐渐增加. 由凸、凹形的熔池表面所反射的激光点阵形态与光学标准凸、凹透镜对光束的反射聚焦成像结果基本吻合.
图 6 三维重建的熔池表面形貌
Fig.6 Three dimensional reconstructed shapes of weld pool surfaces corresponding to Fig.3c1 (a), Fig.3d1 (b), Fig.3e1 (c) and Fig.3f1 (d)
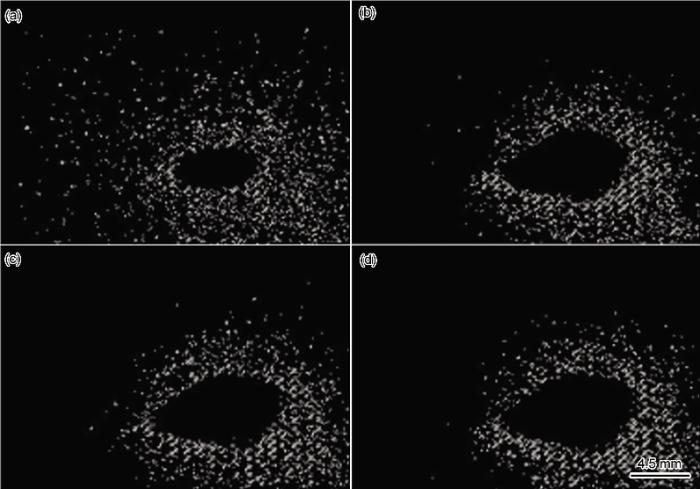
图7为对应于图3c2~f2的熔池背面图像处理结果, 图8为正、背面焊缝形貌. 结合图6~8可以看出, 当工件熔深增加接近熔透状态时, 熔池表面凸出高度逐渐减小, 熔池底部高温液态金属热辐射面积逐渐增大. 而当工件完全被熔透时, 熔池表面由原来的凸形变为凹形, 并且塌陷量随着熔透量即背面熔宽的增大而增大. 在背面熔宽增加的过程中, 塌陷熔池表面所反射的激光点阵几何形状和行曲率发生较大变化. 因此, 通过熔池三维自由表面凸、凹形貌变化可以定性判断焊缝熔透状态, 即采用熔池自由表面反射的激光点阵形态变化、行曲率变化信息表征熔透状态.
图 7 熔池背面图像处理结果
Fig.7 Processed backside images of weld pools corresponding to Fig.3c2 (a), Fig.3d2 (b), Fig.3e2 (c) and Fig.3f2 (d)
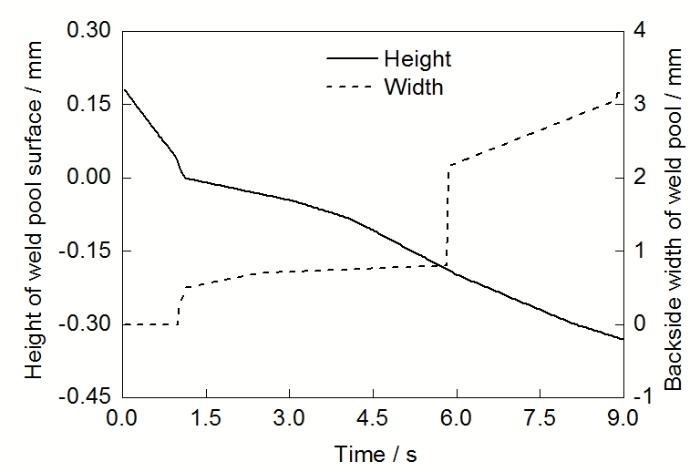
为进一步建立熔池表面塌陷量与背面熔宽变化的定量数学模型, 进而为实现熔透实时控制提供有效数据, 通过编写程序提取焊缝开始熔透后8 s及熔透前一秒的背面熔宽和熔池表面垂直方向上的高度, 并进行了对比, 结果如图9所示.
可以看出, 在本工作中所建立的坐标系内, 熔池自由表面高度由正值(凸形熔池表面)变为负值(凹陷形熔池表面), 其绝对值随工件热输入的增加而增大, 说明在熔透状态发生变化时, 熔池表面形貌由凸变为凹陷. 熔池表面高度曲线第2~6 s和第6~8.5 s的2段近似直线斜率有较大变化, 斜率变化与背面熔宽变化曲线的第2~6 s和第6~8.5 s的熔宽变化相对应, 当背面熔宽在第6 s突然增大时, 熔池表面下塌量也快速增加, 因此, 熔池自由表面的高度变化率与背面熔宽的变化率相对应, 进一步验证了采用熔池表面高度变化表征熔透状态是可行的, 为直接采用反射激光点阵实时检测控制熔透奠定基础.
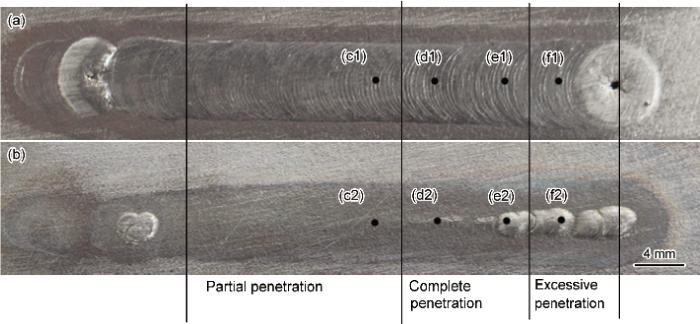
图 8 正、背面焊缝形貌
Fig.8 Front-side (a) and back-side (b) weld bead morphologies (c1~f1 in Fig.8a represent the selected positions of typical reflected laser dots images of Fig.3, c2~f2 in Fig.8b represent the selected positions of typical backside weld pool images of Fig.3)
图9 熔池表面高度与背面熔宽变化
Fig.9 Variation of the weld pool surface height and the back width of weld pool
4 不同熔透状态的熔池自由表面对反射激光点阵形态影响的仿真
为逆向验证熔透与熔池表面变化间的相关性,建立了塌陷量为-0.5, 0.1和0.35 mm的熔池自由表面数学模型, 投射5×5激光点阵覆盖标准熔池表面, 对反射成像的激光点阵形态变化进行了仿真研究. 仿真参数为: 激光器空间坐标为(0, 43, 25), 激光器与工件平面的夹角为30°, 离工件的垂直高度为20 mm, 成像屏距焊枪90 mm, 离工件平面5 mm.
以塌陷量为-0.5 mm的标准熔池自由表面为例来阐述熔池表面反射激光点阵, 成像屏接受激光点的仿真计算过程.
第1步: 在本工作中所建立的空间坐标系内, 用z=0的平面截取球心为(0, 0, -3.75), 半径为4.25 mm的球体所获得的曲面作为标准凸形熔池自由表面, 其数学模型可采用以下方程组进行描述:
(1) x 2 + y 2 - ( z + 3.75 ) 2 = 4 . 25 2 x = - 10 ∶ 1 ∶ 10 z = - 10 ∶ 1 ∶ 10
第2步: 计算经过点阵中心p3,3 点的入射线方程:
(2) 0.5 y - z + 3.5 = 0
通过p3,3 基准点所在行和列的每一邻近点与激光器的入射线方程与该基准入射线方程斜率偏差 ±0.0134, 可求出5行5列其它激光点的入射线方程及入射线与熔池表面的交点, 即投射激光点在熔池表面上的位置.
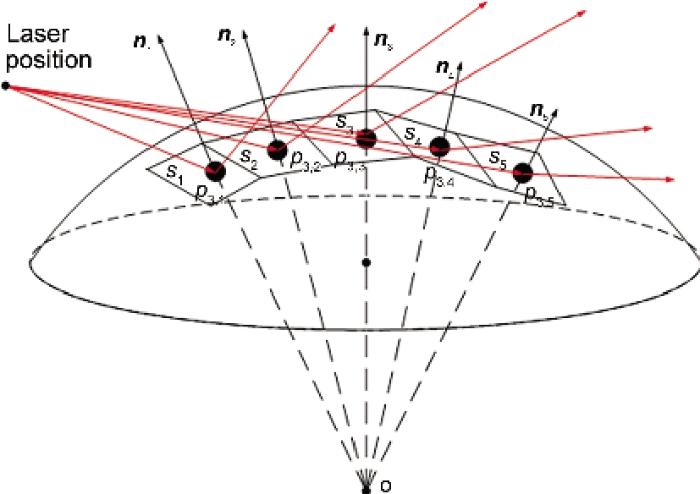
第3步: 将第2步中所求的熔池表面激光点与球心连线向量作为该激光点在熔池表面切平面的法线向量, 如图10所示. n 1 n 2 n 3 n 4 n 5 S1 , S2 , S3 , S5 和S5 分别为熔池表面激光点P3,1 , P3,2 , P3,3 , P3,4 和P3,5 的法线向量和对应切平面. 由此可计算出入射线与法线间的夹角, 采用光学反射定律求解出该点的反射线.
第4步: 采用第3步中所求的反射线方程与以下成像屏方程可计算出激光投射激光点在成像屏上的成像位置. 成像屏采用以下方程组描述:
(3) y = 80 x = - 15 ∶ 1 ∶ 15 z = - 15 ∶ 1 ∶ 15
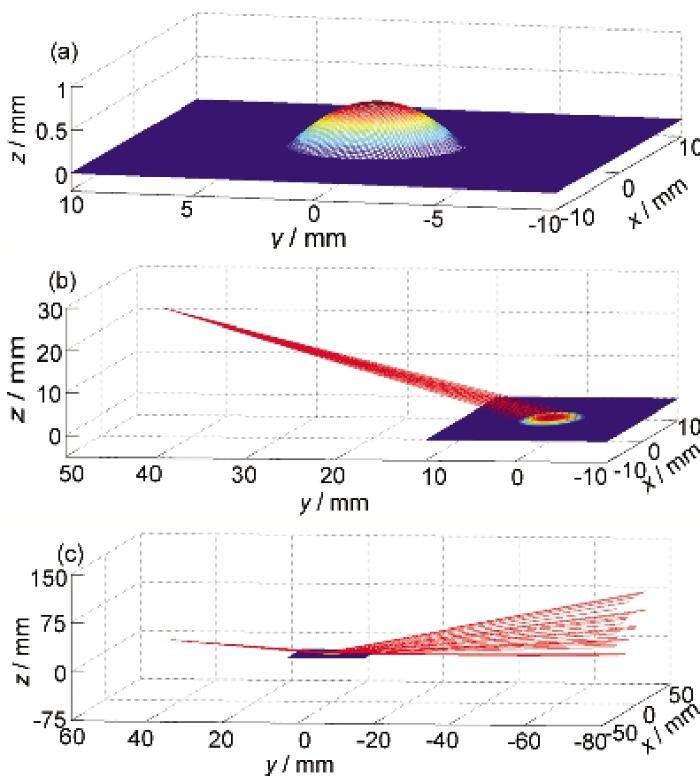
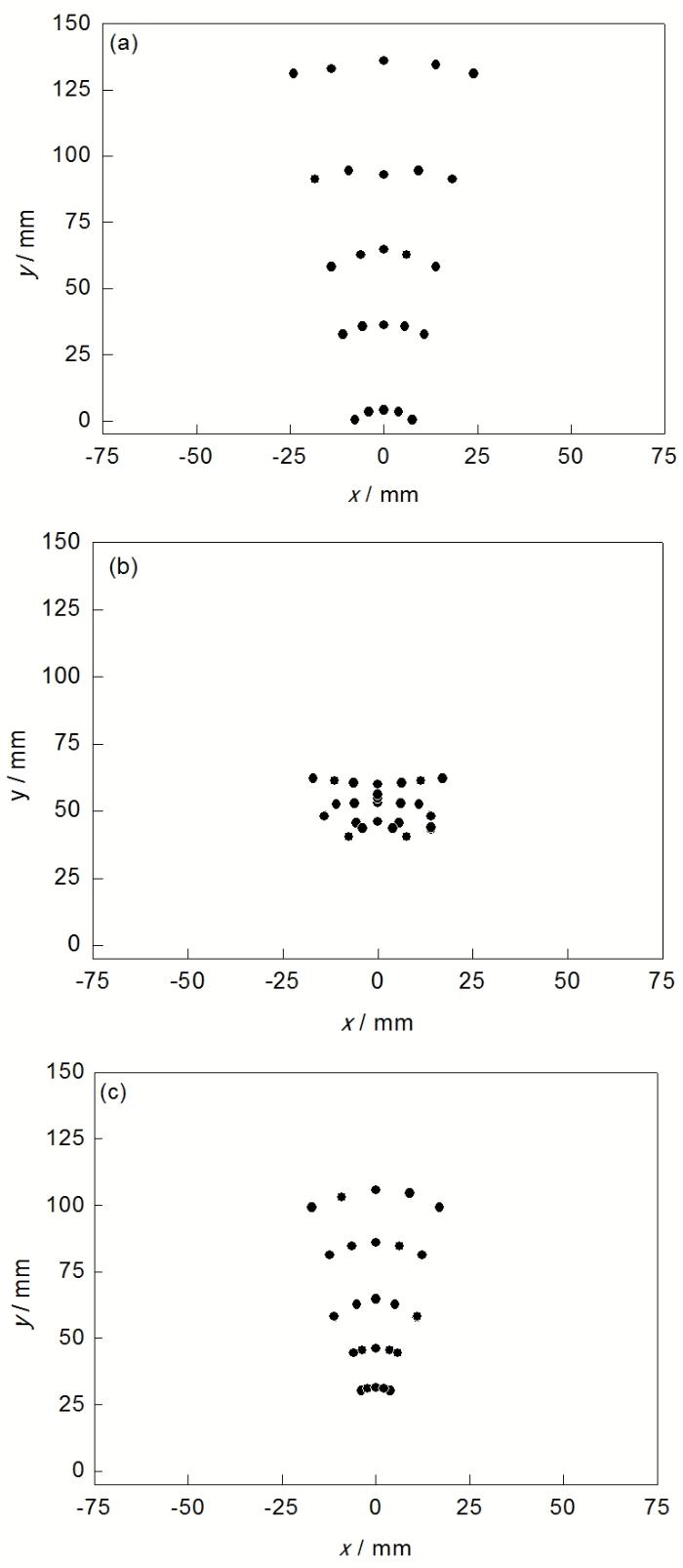
熔池表面、入射线和反射线仿真结果如图11所示. 采用相同方法计算不同塌陷量的熔池表面所反射的激光点形态变化结果如图12所示. 对比分析图12和3可以发现, 熔池表面为凸形状态时, 所反射的激光点阵行曲率大, 激光点间距较宽. 当熔池下塌量从0.1 mm增加到0.35 mm时, 反射激光点阵行曲率变小, 逐渐聚集为一点. 仿真结果进一步证明, 采集的激光点阵形态变化能够反映熔池表面三维变化, 与熔透状态有相关性, 这为建立激光点阵几何变化参数与熔池背面熔宽神经网络辨识模型控制熔透奠定基础.
图10 反射线求解模型
Fig.10 Calculated model of reflected ray
图11 熔池表面、 入射线和反射线仿真结果
Fig.11 Simulated convex weld pool (a), incident laser ray and weld pool (b), reflected ray (c)
图12 不同塌陷量的熔池表面反射激光点阵变化
Fig.12 Simulated results of 0.5 mm convex weld pool (a), concave pool results of 0.1mm (b) and 0.35 mm (c)
5 结论
(1) 实验研究实时同步采集的熔池三维自由表面和背面熔宽变化表明, 熔透变化与熔池表面的塌陷量存在相关性, 从未熔透到全熔透, 熔池自由表面塌陷量缓慢增加, 反射激光点阵行曲率变小, 激光点缓慢聚集为一团. 从全熔透到过熔透, 熔池表面塌陷量迅速增加, 聚集激光点阵纵向逐渐被拉长离散, 随背面熔宽的进一步增大, 熔池表面下塌量继续增加, 激光点又被分散开, 行曲率变小.
(2) 通过逆向建模仿真不同熔透的熔池自由表面对反射激光点阵形态影响规律, 进一步验证了采用熔池自由表面反射的激光点阵形态变化表征熔透变化是可行的.
参考文献
文献选项
[1]
Liu L M Zhang Z D Shen Y Wang L Acta Metall Sin , 2006 ; 42 : 399
[本文引用: 1]
(刘黎明 , 张兆栋 , 沈 勇 , 王 来 . 金属学报 , 2006 ; 42 : 399 )
[本文引用: 1]
[2]
Mills K C Keene B J Int Mater Rev , 1990 ; 35 : 185
[本文引用: 1]
[3]
Lucas W Bertaso D Melton G Smith J Balfour C Weld Int , 2012 ; 4 : 243
[本文引用: 1]
[4]
Pal K Pal S K Mater Manuf Process , 2011 ; 26 : 684
[本文引用: 1]
[5]
Chokkalingham S Chandrasekhar N Vasudevan M J Intell Manuf , 2012 ; 23 : 1995
[本文引用: 1]
[6]
Richardson R W Gutow D A Anderson R A Farson D F Weld J , 1984 ; 63 : 43
[本文引用: 1]
[7]
Bae K Y Lee T H Ahn K C J Mater Process Technol , 2002 ; 120 : 458
[本文引用: 1]
[8]
Zhao D B Chen Q Chen S B Wu L Opt Technol , 2001 ; 27 : 367
[本文引用: 1]
(赵冬斌 , 陈 强 , 陈善本 , 吴 林 . 光学技术 , 2001 ; 27 : 367 )
[本文引用: 1]
[9]
Li L P Lin T Chen S B Yang X Q J Shanghai Jiaotong Univ , 2006 ; 40 : 898
[本文引用: 1]
(李来平 , 林 涛 , 陈善本 , 杨学勤 . 上海交通大学学报 , 2006 ; 40 : 898 )
[本文引用: 1]
[10]
Mnich C Al-Bayat F Debrunner C Steele J Vincent T Proc 2004 Japan-USA Symposium on Flexible Automation, Denver, CO , 2004 : 19
[本文引用: 1]
[11]
Kovacevic R Zhang Y M J Manuf Sci Eng , 1997 ; 119 : 161
[本文引用: 1]
[12]
Kovacevic R Zhang Y M Ruan S J Eng Ind , 1995 ; 117 : 210
[本文引用: 1]
[13]
Liu M Y Master Thesis, Harbin Institute of Technology , 2007
[本文引用: 1]
(刘鸣宇 . 哈尔滨工业大学硕士学位论文 , 2007 )
[本文引用: 1]
[14]
Ai X P Liu N S Wei Y Q Hu X Trans China Weld Inst , 2011 ; 32 (3 ): 85
[本文引用: 1]
(艾孝谱 , 刘南生 , 魏义庆 , 胡 仙 . 焊接学报 , 2011 ; 32 (3 ): 85 )
[本文引用: 1]
[15]
Saeed G Zhang Y M Meas Sci Technol , 2003 ; 14 : 1671
[本文引用: 1]
[16]
Song H S Zhang Y M Meas Sci Technol , 2007 ; 18 : 3751
[本文引用: 2]
[17]
Song H S Zhang Y M Weld J , 2008 ; 87 : 85 -s
[本文引用: 1]
[18]
Xiao Y H Denouden G Weld J , 1993 ; 72 : 428 -s
[本文引用: 1]
[19]
Shi Y Zhang G Ma X J Fan D Chin J Mech Eng , 2012 ; 48 (24 ): 28
[本文引用: 1]
(石 玗 , 张 刚 , 马小骥 , 樊 丁 . 机械工程学报 , 2012 ; 48 (24 ): 28 )
[本文引用: 1]
[20]
Wu C S Zhao P C Acta Metall Sin , 2006 ; 42 : 865
[本文引用: 1]
(武传松 , 赵朋成 . 金属学报 , 2006 ; 42 : 865 )
[本文引用: 1]
[21]
Zhao M Wu C S Chen J Chin J Mech Eng , 2007 ; 43 (6 ): 68
[本文引用: 1]
(赵 明 , 武传松 , 陈 姬 . 机械工程学报 , 2007 ; 43 (6 ): 68 )
[本文引用: 1]
[22]
He J S Yang C L Lin S B Wang Q L Mater Sci Technol , 2001 ; 9 (1 ): 26
[本文引用: 1]
(何景山 , 杨春利 , 林三宝 , 王其隆 . 材料科学与工艺 , 2001 ; 9 (1 ): 26 )
[本文引用: 1]
[23]
Rokhlin S I Guu A C Weld J , 1993 ; 72 : 381 -s
[本文引用: 1]
[24]
Wang Z Z Zhang Y M Yang R G J Manuf Process , 2013 ; 15 : 34
[本文引用: 1]
[25]
Liu Y K Zhang W J Zhang Y M Weld J , 2013 ; 92 : 313 -s
[26]
Ma H B Wei S C Sensor Rev , 2010 ; 30 : 116
[本文引用: 1]
1
2006
... 钨极惰性气体保护电弧焊(tungsten inert gas arc welding, TIG焊)因具有电弧稳定、可靠性高、焊缝金属纯度高等优点, 常用于重要构件的打底焊, 对焊接质量起决定性作用[1 ,2 ] . 但实际施焊过程中往往存在焊接参数波动、热传导条件变化、焊接变形等干扰因素, 使焊接过程中难以保证稳定的全熔透状态而严重影响焊接质量和焊接效率, 因此, 实时控制焊缝全熔透状态对实现自动化TIG焊接和保证焊接质量具有重要的工程意义. ...
1
2006
... 钨极惰性气体保护电弧焊(tungsten inert gas arc welding, TIG焊)因具有电弧稳定、可靠性高、焊缝金属纯度高等优点, 常用于重要构件的打底焊, 对焊接质量起决定性作用[1 ,2 ] . 但实际施焊过程中往往存在焊接参数波动、热传导条件变化、焊接变形等干扰因素, 使焊接过程中难以保证稳定的全熔透状态而严重影响焊接质量和焊接效率, 因此, 实时控制焊缝全熔透状态对实现自动化TIG焊接和保证焊接质量具有重要的工程意义. ...
1
1990
... 钨极惰性气体保护电弧焊(tungsten inert gas arc welding, TIG焊)因具有电弧稳定、可靠性高、焊缝金属纯度高等优点, 常用于重要构件的打底焊, 对焊接质量起决定性作用[1 ,2 ] . 但实际施焊过程中往往存在焊接参数波动、热传导条件变化、焊接变形等干扰因素, 使焊接过程中难以保证稳定的全熔透状态而严重影响焊接质量和焊接效率, 因此, 实时控制焊缝全熔透状态对实现自动化TIG焊接和保证焊接质量具有重要的工程意义. ...
1
2012
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2011
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2012
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
1984
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2002
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2001
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2001
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2006
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2006
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2004
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
1997
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
1995
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2007
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2007
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2011
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2011
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2003
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
2
2007
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
... 采用已设计编写的三维恢复算法[16 ] 对图3c1~f1所对应的瞬态三维熔池表面形貌进行了恢复, 结果如图6所示. 可以看出, 随着焊接速度的减小, 工件热输入量增加, 熔深增加, 熔池表面由凸逐渐变为凹陷, 熔池表面塌陷量逐渐增加. 由凸、凹形的熔池表面所反射的激光点阵形态与光学标准凸、凹透镜对光束的反射聚焦成像结果基本吻合. ...
1
2008
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
1993
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2012
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2012
... 对于熔透控制的难题, 国内外学者采用机器视觉传感[3 ] 、电弧声传感[4 ] 、红外传感[5 ] 等技术进行了相关研究, 其中机器视觉传感法因传感信息直观、操作简便等优点而广泛应用于熔池行为研究中[6 ,7 ] , 但大多数通过电荷耦合元件(charge coupled device, CCD)采集熔池正面图像, 提取熔宽、长度等熔池二维几何信息, 因提取的二维物理量与熔透缺乏直接对应关系, 不能很好地反映熔透信息. 赵冬斌等[8 ] 和李来平等[9 ] 采用阴影恢复法重建了单幅熔池三维表面, 提取了熔池表面的三维信息. Mnich等[10 ] 采用2台摄像机同步采集熄弧瞬间熔池图像, 基于双目立体视觉法获得了熔池三维表面形貌. 但上述方法仍不能克服强弧光干扰, 测量结果误差较大. Kovacevic等[11 ,12 ] 首先采用高速摄像机配合大功率脉冲结构激光器, 实现了熔池表面的三维检测. 随着研究的不断深入, 发现熔池表面具有类镜面反射特性, 因此, 采用小功率结构激光器照射熔池表面, 检测熔池表面的三维动态变化, 有效地降低了弧光干扰及设备成本. 刘鸣宇[13 ] 和艾孝谱等[14 ] 基于该特性采集了熔池表面液态金属畸变的结构光线条纹图像, 设计合理的图像处理算法, 从中离线获取了熔池表面的高度信息. Saeed等[15 ] 采用条纹激光对不同塌陷量的熔池表面变化进行研究, 设计专门的摄像机和处理算法获得熔池表面塌陷量, 研究了焊接电流对熔池表面形貌的影响. Song和Zhang[16 ,17 ] 采用点阵激光检测熔池表面, 设计熔池表面三维重建算法, 实时获取熔池三维表面动态变化信息, 建立神经网络模型来预测熔透变化, 但熔池三维自由表面变化与熔透间的相关性有待进一步深入研究. 研究[18 ] 发现, 熔池振荡频率与熔透间存在物理对应关系. 石玗等[19 ] 利用熔池表面镜面反射特点实时采集了熔池振荡畸变的激光条纹图像, 从中提取熔池振荡频率对熔透状态进行了预测, 但该图像处理过程较复杂, 用于熔透实时控制时有待进一步优化完善. ...
1
2006
... 随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性. ...
1
2006
... 随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性. ...
1
2007
... 随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性. ...
1
2007
... 随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性. ...
1
2001
... 随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性. ...
1
2001
... 随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性. ...
1
1993
... 随着焊接理论、数值模拟技术的发展, 武传松等[20 ] 、赵明等[21 ] 和何景山等[22 ] 建立了TIG焊熔池形态瞬时行为数学模型, 运用数值计算方法研究了不同熔透状态的熔池液面下塌变形规律. Rokhlin[23 ] 采用力传感器和X射线成像技术实时测量了钨极气体保护电弧焊(gas tungsten arc welding, GTAW)熔池表面变形和电弧压力, 研究了熔池表面变形、电弧力及熔深与焊接电流的相互作用关系, 得出熔深与熔池表面变形具有相关性, 但仅建立了熔透型熔池表面变形与熔深间的关系, 且此实验测量系统过于复杂, 不易应用于实际焊接生产. 针对目前测量方法中存在的不足, 本工作首先基于激光视觉法获得熔池表面反射激光点阵和背面熔宽变化图像, 进而获得熔池表面高度信息, 并研究了不同熔透状态的熔池表面变形与熔透间的相关性. 其次, 通过逆向建模仿真研究了不同塌陷量的熔池表面对反射激光点阵形态的影响规律, 验证了采用反射激光点阵形态变化表征熔透的可行性. ...
1
2013
... 相关研究[24 -26 ] 表明, 熔池背面熔宽可以表征焊接熔透状态, 因此, 为提取背面熔宽研究熔池三维自由表面形貌与熔透状态的相关性, 对图3c2~f2所示的背面熔池图像进行图像预处理. 以图3e2为例阐述图像处理过程. ...
1
2010
... 相关研究[24 -26 ] 表明, 熔池背面熔宽可以表征焊接熔透状态, 因此, 为提取背面熔宽研究熔池三维自由表面形貌与熔透状态的相关性, 对图3c2~f2所示的背面熔池图像进行图像预处理. 以图3e2为例阐述图像处理过程. ...

 , 李春凯, 黄健康, 樊丁
, 李春凯, 黄健康, 樊丁

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}