Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] .
藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小.
本研究组研发的无浇铸过程的Gasar工艺中, 界面凝固速率和坩埚抽拉速率并不相等, 二者之间的定量关系并不清楚. 另外, 在不同的抽拉速率条件下, 由于坩埚侧面散热条件的变化导致凝固条件偏离理想的定向(单向)散热条件, 进而可能影响到凝固界面形貌以及气孔的生长方向. 因此为了制备出高质量(平直度高、所有气孔沿铸锭轴向分布、通孔率高、分布均匀)藕状多孔Cu, 使其满足微通道散热要求, 本工作将系统研究单室Gasar工艺中坩埚抽拉速率对凝固界面形貌和藕状多孔Cu结构参数的影响.
1 实验方法
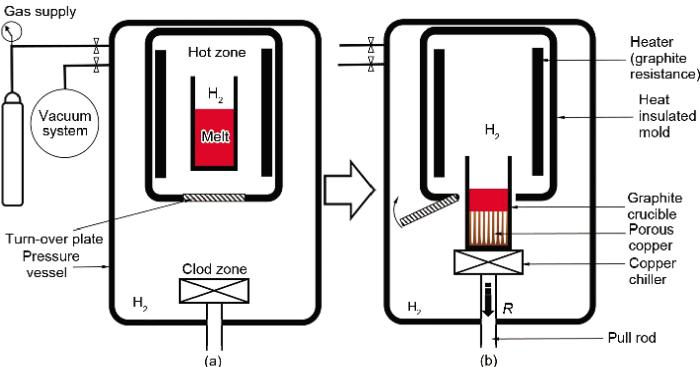
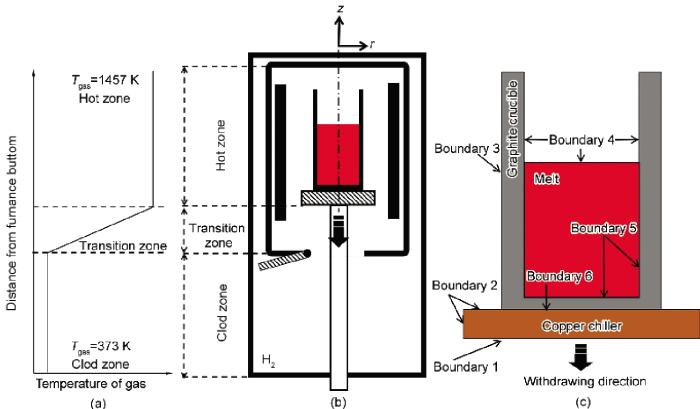
实验在单室Gasar装置中进行, 其原理如图1所示. 金属熔化和定向凝固过程均在同一石墨坩埚内完成, 因此称为单室Gasar装置. 其最大特点就是无浇铸过程, 能有效避免由浇铸带来的不利影响. 该装置中炉体被绝热型腔和翻板分为冷区和热区两个区域. 当熔体在热区达到了相应的保温温度和保温时间后翻板被打开, 水冷Cu结晶器上升托住坩埚, 然后以一定的抽拉速率将坩埚由热区下拉到冷区. 该工艺能通过改变坩埚的抽拉速率来实现对凝固界面形貌和凝固速率的调控.
实验过程如下: (1) 装料: 将纯度为99.99%的Cu去除表面的氧化皮和油污后放入石墨坩埚, 托入热区, 翻上翻板, 锁紧上下炉盖; (2) 抽真空: 使用机械泵和扩散泵抽真空至5×10- 1 Pa以下; (3) 加热: 打开循环水系统后开始逐步加热, 待Cu熔化并加热至1457 K后停止抽真空; (4) 充气渗氢: 充入高纯H2 至0.2 MPa, 保温渗氢90 min, 使H2 充分渗入熔体中; (5) 凝固: 到达保温时间后, 打开翻板, 上升水冷结晶器与坩埚接触, 并按设定拉速下拉, 下拉至底部后关闭加热电源, 停止加热; (6) 取样: 当炉温降至323 K时, 打开气阀放气至炉内外气压达到平衡后, 开启炉盖, 取出试样. 实验选择5种不同抽拉速率(R)进行实验: 0, 0.5, 1.0, 2.5和5.0 mm/s.
图1 单室Gasar工艺示意图
Fig.1 Schematics of single-mold Gasar process without melt pouring operation (R—withdrawing rate) (a) melting and temperature holding (b) unidirectional solidification
制备的藕状多孔Cu铸锭为圆柱体, 直径100 mm, 高度由炉料重量和气孔率决定. 铸锭的体气孔率 ε 由Archimedes原理测得. 然后用线切割方法沿中心轴把铸锭切开成对称的两半, 其中一半用以观察气孔沿凝固方向的生长形貌及分布, 另一半沿高度方向在5~145 mm范围内每隔20 mm切分, 共得到7个半圆形试样. 然后利用HP-G3010扫描仪获取试样的横/纵截面图, 取半圆形试样中心30 mm×30 mm气孔较平直的部分, 进行通孔率的测量. 对于面气孔率和气孔尺寸, 取整个半圆形试样进行测量. 通过图像分析软件统计各截面上孔径大小, 整个铸锭的平均孔径定义为各截面孔径的平均值. 试样的通孔率q 定义为贯穿20 mm高试样的气孔数(通孔数)与全部气孔数之比. 气孔的通透性通过自制的透光装置测量.
2 实验结果与讨论
2.1 气孔形貌
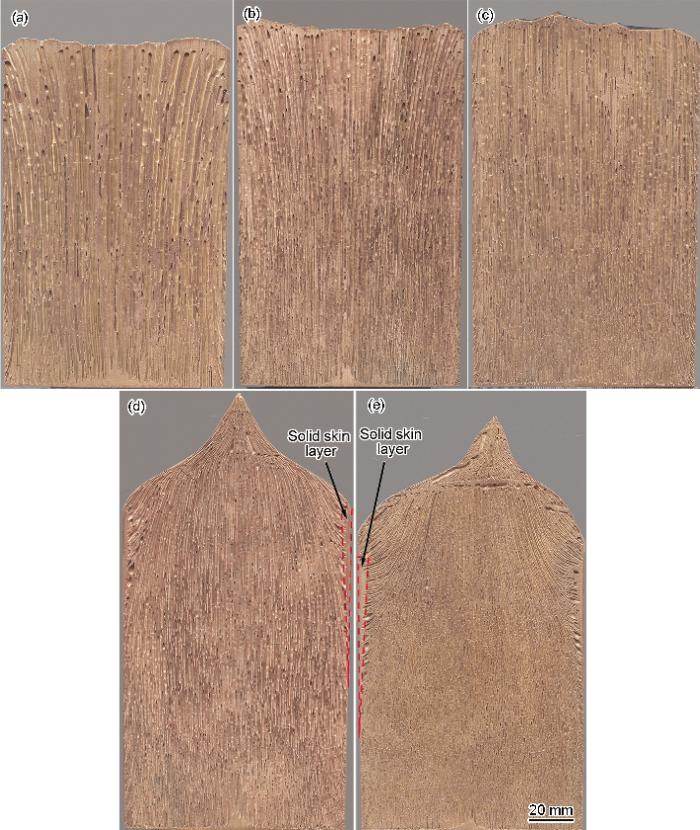
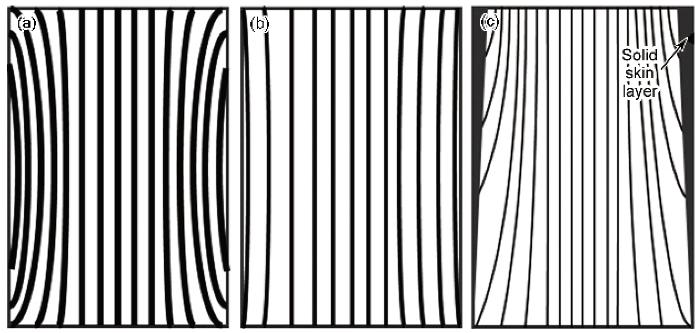
图2是不同抽拉速率下藕状多孔Cu的纵截面图. 可见气孔的平直性、生长方向和气孔均匀性均受到抽拉速率的影响. 铸锭中心部分的气孔分布均匀且生长方向与抽拉方向平行, 而靠近铸锭侧壁的气孔生长方向与抽拉方向偏离一定角度, 且偏离方向和角度的大小与抽拉速率有关. 这种气孔生长方向演化方式可以用图3来进行描述. 在铸锭的底部, 不同抽拉速率时, 外侧气孔均斜向铸锭中心生长. 而在铸锭的上部, 当抽拉速率较低时(R≤0.5 mm/s), 铸锭外周气孔斜向铸锭外壁方向生长(图3a). 而当抽拉速率较高时(R≥2.5 mm/s), 铸锭上部外周气孔反而斜向铸锭中心生长(图3c), 而且拉速越大, 偏离程度越大. 只有当抽拉速率为1.0 mm/s时, 气孔基本都沿平行于抽拉速率的方向生长, 气孔平直性最佳(图2c和图3b).
图2 不同抽拉速率下制备的藕状多孔Cu的纵截面图
Fig.2 Typical pore morphologies on the longitudinal sections of lotus-type porous copper ingots produced at different withdrawing rates (pressure of H2 PH2 =0.2 MPa, melt temperature T=1457 K)(a) 0 mm/s (b) 0.5 mm/s (c) 1.0 mm/s (d) 2.5 mm/s (e) 5.0 mm/s
图3 抽拉速率对气孔生长方向影响示意图
Fig.3 Schematic views on the growth direction of gas pores under different withdrawing rates condition(a) lower withdrawing rate (b) medium withdrawing rate (c) higher withdrawing rate
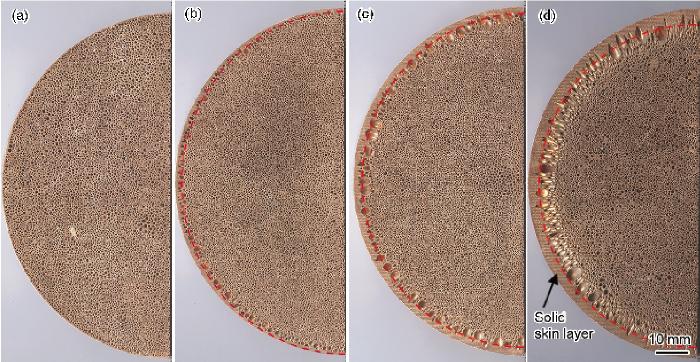
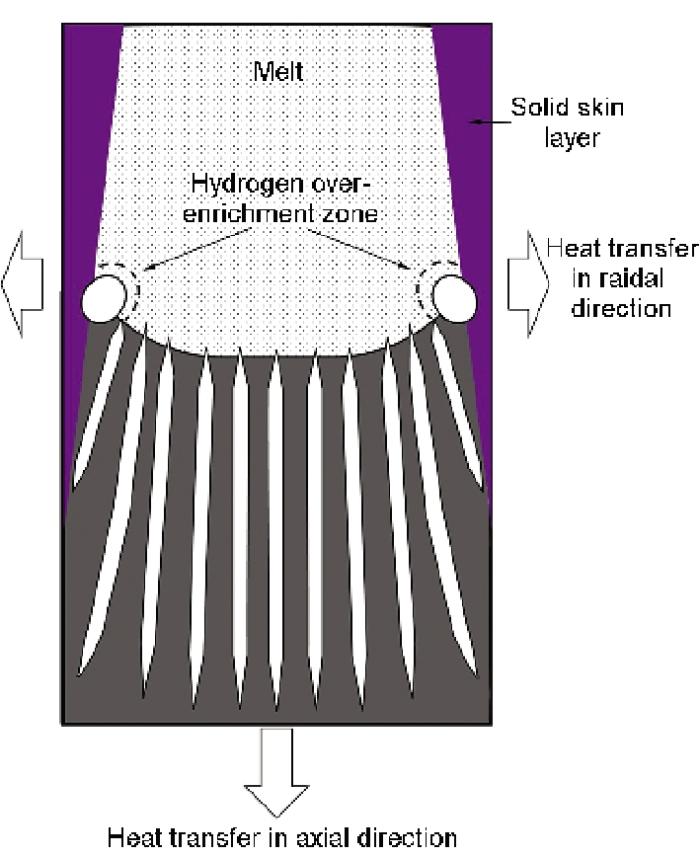
从实验结果还可发现, 拉速较快时(R≥2.5 mm/s), 铸锭外周会逐渐出现无气孔的致密凝固层并且沿凝固层内边缘还形成了大尺寸的椭球形气泡, 这在铸锭顶部尤其明显. 图4是R=5.0 mm/s时藕状多孔Cu不同高度上横截面的气孔形貌. 可以看出, 致密凝固层的厚度沿铸锭高度方向逐渐加厚, 并且椭球形气泡大小随着致密凝固层厚度的增加而变大. 所以当抽拉速率较大时, 沿铸锭高度方向气孔的分布均匀性变差.
图4 抽拉速率为5 mm/s的藕状多孔Cu不同高度上横截面的气孔形貌
Fig.4 Pore morphologies on the cross-sections at heights of 45 mm (a), 65 mm (b), 85 mm (c) and 105 mm (d) in lotus-type porous copper ingot produced at withdrawing rate of 5 mm/s
致密凝固层和相邻椭球形大气孔的形成与铸锭的凝固传热过程密切相关. 图5是致密凝固层及边缘椭球形大气泡形成原因的示意图. 凝固过程中热交换有两个方向, 一个是在轴向上由铸锭底部向水冷结晶器的热传导, 一个是在径向上通过对流和辐射由坩埚侧壁向外围气氛的传热. 当抽拉速率较低或无抽拉时, 铸锭凝固的大部分时间都是在热区(高温区), 坩埚持续受到发热体的辐射加热, 因此铸锭径向的热流散失较少甚至受到加热, 故铸锭侧壁不会先于铸锭中心熔体凝固而形成无气孔的致密凝固层. 但是当坩埚以较快的抽拉速率从热区向冷区抽拉时, 上部熔体还未凝固, 坩埚就已进入冷区, 因此坩埚侧壁散热加强, 侧壁熔体较中心熔体优先凝固而形成一致密凝固层. 而大椭球形气泡的形成本质上是在致密凝固层与凝固界面(由下往上凝固)的交汇处存在过多的氢溶质的富集所致.
综上可知, 对于单室Gasar工艺存在一个最佳的抽拉速率使制备的藕状多孔Cu结构和气孔形貌达到最佳, 即气孔平直, 气孔分布均匀且外周无致密凝固层及椭球形大气泡. 本工作中以R≈1.0 mm/s为最佳.
图5 致密凝固层及边缘椭球形大气泡形成原因示意图
Fig.5 Schematic view on formation principle of solid skin layer and big pores close to the solid skin layer
2.2 气孔的结构参数
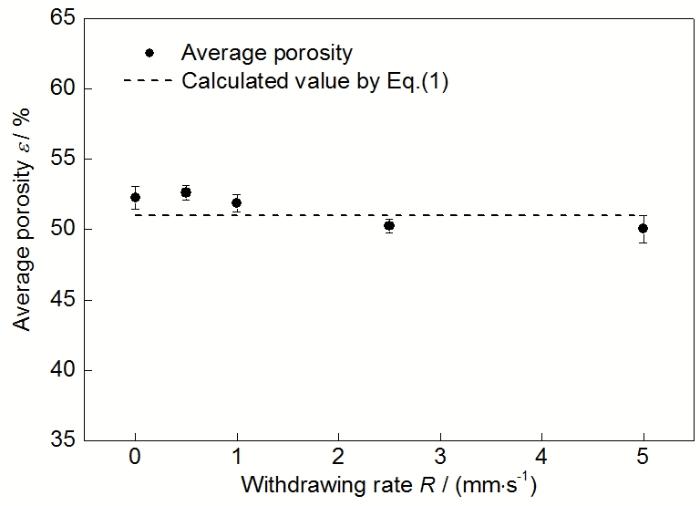
图6是不同抽拉速率下藕状多孔Cu铸锭的平均气孔率. 可见, 不同抽拉速率下, 藕状多孔Cu的平均气孔率均约为50%. 理论的气孔率可由式(1)计算得到[19 ] :
(1) ε = C 0 ρ s - C ̅ s ρ l R g T m C 0 ρ s - C ̅ s ρ l R g T m + p b ∙ ρ l
其中, ε 是理论气孔率; Rg 是气体常数; Tm 是Cu的熔点温度; ρs 和ρl 分别为Cu固相和液相的密度; Pb 是气孔中气体总压力; C0 为液相中起始氢浓度, 可通过Sievert法则[22 ] ( C 0 = 0.8082 e x p - 5234 / T p H 2 p H 2 2 分压)计算得到; C s ¯ 20 ]. 由式(1)可知, 藕状多孔Cu的气孔率主要由气体压力和熔体温度决定. 实验中H2 压力和熔体保温温度保持不变, 故平均气孔率基本不受抽拉速率的影响, 而不同的抽拉速率主要影响藕状多孔Cu的凝固速率和气孔平均尺寸. 图6中虚线为理论气孔率的计算值, 可以看出实验结果与理论值吻合较好.
图6 抽拉速率对藕状多孔Cu铸锭平均气孔率的影响
Fig.6 Average porosities of porous copper ingots produced at different withdrawing rates (PH2 =0.2 MPa,T=1457 K)
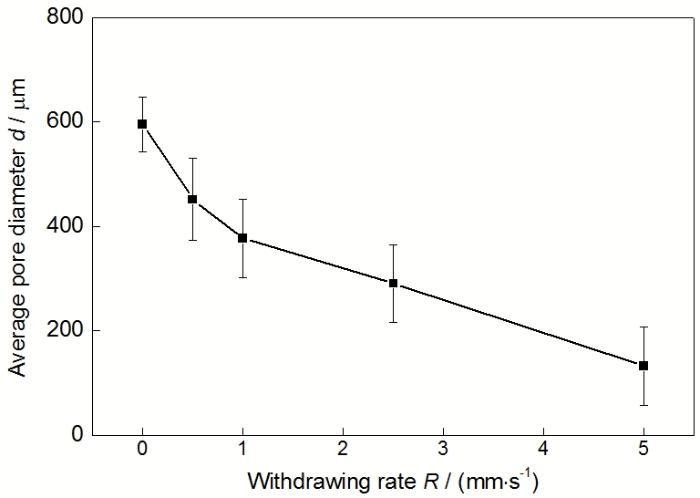
图7是不同抽拉速率下藕状多孔Cu的平均气孔孔径. 可见, 平均气孔孔径随抽拉速率的提高而降低. 这是因为, 随着抽拉速率的提高, 铸型更快地进入冷区, 侧面散热加强, 藕状多孔Cu的凝固速率越快, 从而平均气孔孔径变小.
图7 抽拉速率对藕状多孔Cu平均孔径的影响
Fig.7 Average pore diameters of porous copper ingots fabricated at different withdrawing rates
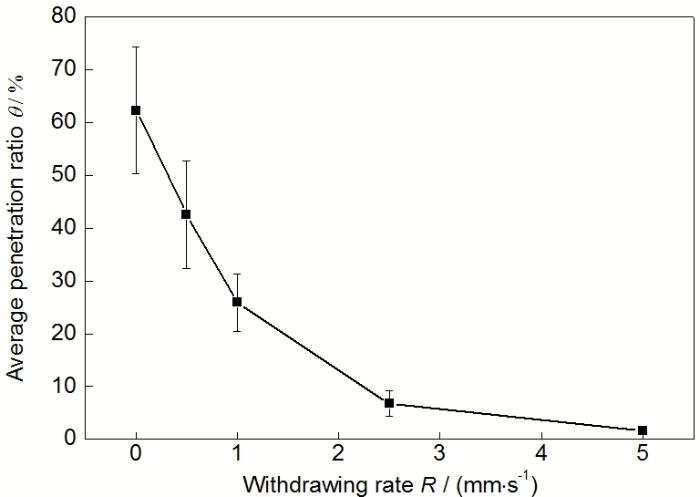
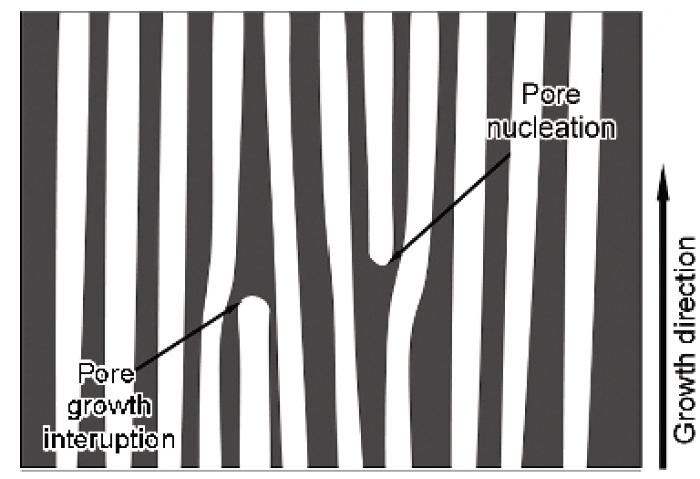
图8是不同抽拉速率条件下所制备藕状多孔Cu中心区域的平均通孔率, 测试试样沿孔长方向高度为20 mm. 可看出, 铸锭的平均通孔率随抽拉速率的提高而降低. 通孔率一方面反映了气孔平均长度的大小, 另一方面也反映了气孔在生长过程中的中断概率以及气孔二次形核的概率. 如图9所示, 如果气孔生长过程中由于熔体的扰动或者其它因素导致气孔生长中断, 或者出现一个新形核的气泡, 则这些气泡都不可能贯穿整个试样, 因此都会导致试样通孔率的降低. 一般来说, 只有发生气孔生长中断现象才可能发生新气泡的形核, 因为气孔生长中断将导致凝固界面前沿熔体中H2 的富集, 富集到一定程度后必然导致新气泡的形核. 因此可以说气孔生长中断是导致试样通孔率下降的最根本原因.
图8 抽拉速率对藕状多孔Cu通孔率的影响(沿孔长方向试样高度20 mm)
Fig.8 Average penetration ratios of porous coppers fabricated at different withdrawing rates (the height of the sample is 20 mm)
Gasar凝固中, 在纯H2 条件下, 气泡要生长需克服的阻力pr 可表示为:
(2) p r = p H 2 + 4 σ l g d + ρ L g h
其中, σlg 为液/气相间界面能; d 为气孔孔径; ρL 为熔体密度; g为重力加速度; h为气泡在熔体中所处的深度. 式中右边第一项为外界气体的压力; 第二项为气泡的毛细压力; 第三项为液态金属的静压力. 由式(2)可看出, 气孔直径d越小, 产生的毛细压力越大, 相应气泡的生长阻力就越大, 就越容易发生生长中断. 由图7中的实验结果可看出, 抽拉速率越快, 所得到的气孔平均孔径越小, 因此气孔的生长阻力越大, 发生气孔生长中断的概率就越大, 结果导致了通孔率随抽拉速率的升高而不断降低.
图9 Gasar凝固中气孔的生长中断和二次形核示意图
Fig.9 Schematic view on the pore growth interruption and secondary nucleation during Gasar solidification
综上可知, 单室Gasar工艺中坩埚抽拉速率可以在不改变气孔率的条件下实现对孔径的有效调控. 另外, 在相同气孔孔径条件下, 单室Gasar工艺可以获得更高的通孔率或者更长的气孔长度: 对于平均孔径450 mm的藕状多孔Cu, 连铸法制备得到的平均孔长仅为3 mm, 其沿孔长方向长度为20 mm的试样, 通孔率几乎为0%[17 ] ; 而传统模铸法制备得到的藕状多孔Cu, 文献报道中最优的通孔率约为36%[7 ,9 ] , 而本工作中藕状多孔Cu通孔率为42.6%. 故通过单室Gasar工艺制备的藕状多孔Cu的质量优于连铸法和传统模铸法制备的藕状多孔Cu.
2.3 温度场模拟
单室Gasar工艺中, 在固定的气体压力和熔体温度条件下, 气孔的形貌以及相应多孔结构参数都是由多孔金属铸锭的凝固温度场来决定. 本工作采用有限元模拟软件Procast对该凝固过程进行模拟, 图10显示了根据实际单室Gasar装置的物理模型建立的温度场计算模型. 为简化计算做出以下假设: (1)藕状多孔Cu的密度和热导率满足混合定律, 忽略藕状多孔Cu物性参数的各向异性; (2)忽略由受热不均及翻板转动引起的气体对流扰动等因素对凝固过程的影响; (3)凝固过程中冷却水温度保持恒温(308 K).
温度场计算以水冷结晶器与坩埚底部接触时刻为计算的初始时刻, 在初始时刻时坩埚与熔体温度均为同一温度(即初始熔体温度1457 K), 而水冷结晶器的初始温度为308 K. 材料的物性参数主要基于Procast内部的材料数据库和文献[23 ], 且均为与温度有关的变量. 其他主要参数见表1.
图10 单室Gasar炉内气氛温度分布、温度场物理模型和相应边界条件
Fig.10 Gas temperature distribution in Gasar furnace (a), physical model for heat transfer (b) and boundary conditions (c)
温度场边界条件如图10c所示. 实际过程中坩埚以一定速率被向下抽拉, 模拟中以移动边界来考虑抽拉速率的影响, 即热区、过渡区和冷区边界以相应的抽拉速率向上移动.
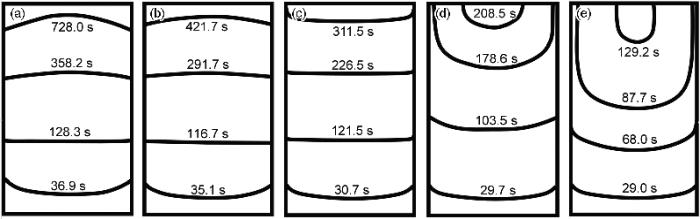
图11 不同抽拉速率条件下模拟所得凝固界面形貌演化规律
Fig.11 Simulated solidification front evolution at different withdrawing rates(a) R =0 mm/s (b) R =0.5 mm/s (c) R =1.0 mm/s (d) R =2.5 mm/s (e) R =5.0 mm/s
具体边界条件如下:
边界1是水冷结晶器与冷却水接触边界. 此处为对流换热边界, 其传热方程如式(3)所示:
(3) q 1 = h c h i l l e r / w a t e r ( T c h i l l e r - T w a t e r )
式中, q i ( i = 1 , 2 , 3 , 4 , 5 ) h c h i l l e r / w a t e r Tchiller 为结晶器下表面温度; Twater 为冷却水温, 为308 K.
边界2和3是水冷结晶器和坩埚分别与H2 气氛接触的界面, 均为对流和辐射换热边界, 其传热方程如式(4)和(5)所示:
(4) q 2 = h c h i l l e r / g a s ( T c h i l l e r - T g a s ) + q r ( 2 )
(5) q 3 = h c r u c i b l e / g a s ( T c r u c i b l e - T g a s ) + q r ( 3 )
式中, Tchiller/gas 和Tcrucible/gas 分别为水冷结晶器和石墨坩埚与H2 气氛的对流换热系数; Tchiller 和 Tcrucible 分别为结晶器和坩埚与H2 气氛接触边界的温度;Tgas 为H2 气氛温度, 该温度是与位置有关的函数, 其取值如图10a所示. 当计算单元处于热区时, Tgas 为1457 K, 在冷区时则为373 K. 当计算单元处于过渡区时, Tgas 介于1457 K与373 K之间, 且与位置呈线性关系. qr(2) 和qr(3) 均为辐射换热, 热流密度采用Procast辐射计算模块(带角系数的辐射)进行计算.
边界4是熔体和坩埚内部与H2 气氛对流换热边界, 考虑到气体温度与所接触熔体及坩埚的温度相近, 故设为绝热边界.
边界5和6分别是熔体与坩埚的接触面和坩埚与水冷结晶器的接触面, 都为Newton换热边界, 其传热方程如式(6)和(7)所示:
(6) q 5 = h c o p p e r / c r u c i b l e ( T c o p p e r - T c r u c i b l e )
(7) q 6 = h c r u c i b l e / c h i l l e r ( T c r u c i b l e - T c h i l l e r )
式中, hcopper/crucible 和hmold/crucible 分别为Cu和水冷结晶器与坩埚的界面换热系数. Tcopper , Tcrucible 和Tchiller 分别为金属Cu, 坩埚和水冷结晶器的界面温度.
模拟对象与实际多孔Cu铸锭尺寸一样(直径100 mm, 高度平均值160 mm). 将模拟对象进行网格剖分后代入相应结构参数和物性参数, 然后进行模拟. 图11为Procast模拟所得不同抽拉速率条件下凝固界面形貌的演化规律. 可以看出, 在铸锭的最下部, 不管抽拉速率多大, 凝固界面都为凹界面形貌. 由于气孔生长方向总是垂直于凝固界面, 因此在铸锭的最下部的外侧, 气孔总是斜向铸锭中心生长. 而抽拉速率对凝固界面形貌的影响主要体现在铸锭的上部. 随着坩埚抽拉速率的升高, 铸锭上部的凝固界面从凸界面向平界面再向凹界面演化. 当抽拉速率较低时(R≤0.5 mm/s), 凝固界面为凸界面, 因此铸锭外周气孔斜向铸锭外壁方向生长. 而当抽拉速率较高时(R≥2.5 mm/s), 凝固界面为凹界面, 因此铸锭上部外周气孔反而斜向铸锭中心生长. 另外, 凹界面的形成必然造成铸锭外侧无气孔致密凝固层的形成, 尤其在铸锭的最上部. 只有当抽拉速率为1.0 mm/s时, 凝固界面接近平界面, 此时气孔基本都沿平行于抽拉方向生长, 气孔平直性最佳.
不同抽拉速率条件下凝固界面的演化主要是受铸锭径向散热影响所致. 在较低抽拉速率(R=0和0.5 mm/s)条件下, 凝固界面一直处于热区, 铸锭的热量主要通过结晶器导走, 而坩埚侧向散热较少, 热流方向指向中心轴, 因此凝固界面为凸界面. 而当抽拉速率较快时(R=2.5和5.0 mm/s), 凝固界面总处于冷区, 坩埚侧向散热大大增强, 热流方向指向铸型外侧, 因此凝固界面呈凹界面. 只有在合适的抽拉速率条件下, 比如对于拉速1.0 mm/s的试样, 凝固界面处于过渡区, 此时热流方向基本与中心轴(抽拉方向)平行, 凝固界面呈平界面. 因此为了获得气孔完全平直生长的优质藕状多孔Cu, 需要调整抽拉速率使凝固界面位于过渡区, 从而使凝固界面以平界面方式推进.
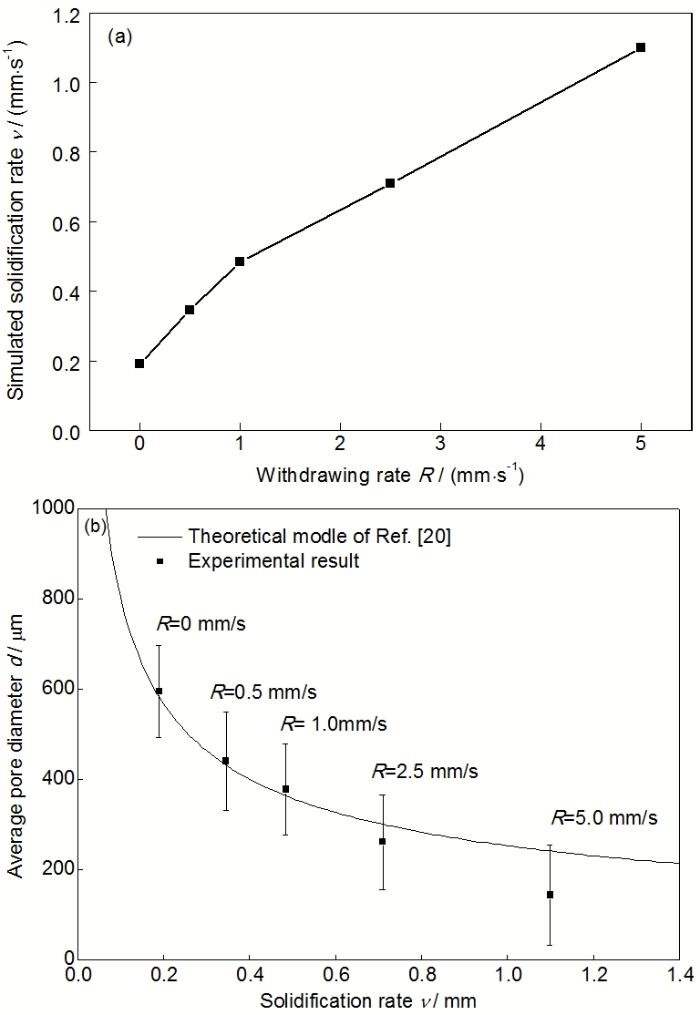
图12a显示了在不同抽拉速率条件下模拟得到的平均凝固速率(总的凝固高度与完全凝固时间的比值). 可以看出, 随着抽拉速率的提高, 平均凝固速率变大. 根据文献[20 ]中建立的气孔直径与凝固速率v的关系 d1.72 v=A (其中, A是取决于H2 压力、Ar压力和熔体温度的常数)计算得到本实验条件下平均气孔孔径随凝固速率的变化曲线, 如图12b实线所示. 可以看出理论预测的平均孔径随抽拉速率的演化趋势与实验结果吻合良好. 仅在高抽拉速率时有一定的误差, 这是由于文献[20]中理论模型是基于平界面凝固条件建立的. 根据前面的实验结果以及模拟仿真计算已经证明, 当抽拉速率较快时, 凝固界面为凹界面, 因此相应的理论计算结果与实验结果存在一定偏差.
图12 不同抽拉速率下模拟得到的平均凝固速率和理论计算的平均气孔孔径与实验值的比较
Fig.12 Simulated solidification rates at different withdrawing rates (a) and comparison between the predicted pore diameter and corresponding experimental results (b)
3 结论
(1) 坩埚抽拉速率对铸锭上部气孔生长方向及形貌有重要影响. 当抽拉速率较低时(R≤0.5 mm/s), 铸锭外周气孔斜向铸锭外壁方向生长. 而当抽拉速率较高时(R≥2.5 mm/s), 铸锭外周气孔反而斜向铸锭中心生长. 只有当R≈1.0 mm/s时, 气孔基本都沿平行于抽拉方向生长, 气孔平直性最佳.
(2) 高抽拉速率会导致铸锭外周出现无气孔的致密凝固层以及与其相临的一层椭球形大气泡, 并且致密凝固层的厚度沿铸锭高度方向逐渐加厚, 同时伴随着椭球形气泡的增大.
(3) 藕状多孔Cu铸锭的平均气孔率不受抽拉速率的影响, 但平均孔径和通孔率会随抽拉速率的增大而逐渐降低.
(4) 温度场模拟结果显示, 随着坩埚抽拉速率的升高, 铸锭上部的凝固界面从凸界面向平界面再向凹界面演化. 当凝固界面为凸界面和凹界面时, 气孔生长方向都会偏离铸锭抽拉方向. 而只有在合适的抽拉速率条件下使凝固界面以平界面方式推进, 才能获得气孔完全平直生长的优质藕状多孔Cu. 模拟结果显示, 当抽拉速率约为1.0 mm/s时, 铸锭凝固界面基本以平界面方式推进.
(5) 温度场模拟结果显示, 随着坩埚抽拉速率的升高, 铸锭的平均凝固速率增大, 从而导致气孔平均孔径的减小.
参考文献
文献选项
[1]
Shapovalov V I Mater Res Soc Symp Proc , 1998 ; 521 : 281
[本文引用: 1]
[2]
Nakajima H Prog Mater Sci , 2007 ; 52 : 1091
[本文引用: 4]
[3]
Hyun S K Nakajima H Boyko L V Mater Lett , 2004 ; 58 : 1082
[本文引用: 1]
[4]
Nakajima H Ikeda T Hyun S K Adv Eng Mater , 2004 ; 6 : 377
[5]
Ogushi T Chiba H Nakajima H Ikeda T J Appl Phys , 2004 ; 95 : 5843
[本文引用: 1]
[6]
Rosa P Karayiannis T G Collins M W Appl Therm Eng , 2009 ; 29 :3447
[本文引用: 1]
[7]
Chen L T PhD Dissertation, Tsinghua University, Beijing , 2012
[本文引用: 2]
(陈刘涛 . 清华大学博士学位论文, 北京 , 2012 )
[本文引用: 2]
[8]
Chiba H Ogushi T Nakajima H J Therm Sci Technol , 2010 ; 5 : 222
[9]
Chiba H Ogushi T Ueno S Mater Sci Forum , 2010 ; 658 : 220
[本文引用: 1]
[10]
Chen L T Zhang H W Liu Y Acta Metall Sin , 2012 ; 48 : 329
(陈刘涛 , 张华伟 , 刘 源 . 金属学报 , 2012 ; 48 : 329 )
[11]
Chen L T Zhang H W Liu Y Acta Metall Sin ,2012 ; 48 : 1374
(陈刘涛 , 张华伟 , 刘 源 . 金属学报 , 2012 ; 48 : 1374 )
[12]
Zhang H W Chen L T Liu Y Int J Heat Mass Transfer , 2013 ; 56 : 172
[本文引用: 1]
[13]
Liu Y Li Y X Zhang H W Acta Metall Sin , 2004 ; 40 : 1121
[本文引用: 1]
(刘 源 , 李言祥 , 张华伟 . 金属学报 , 2004 ; 40 : 1121 )
[本文引用: 1]
[14]
Zhang H W Li Y X Liu Y Acta Metall Sin , 2006 ; 41 : 1165
(张华伟 , 李言祥 , 刘 源 . 金属学报 , 2004 ; 41 : 1165 )
[15]
Liu Y Li Y X Zhang H W Metall Trans , 2006 ; 37A : 2871
[本文引用: 1]
[16]
Hyun S Nakajima H Mater Lett , 2003 ; 57 : 3149
[本文引用: 2]
[17]
Park J Hyun S Suzuki S Acta Mater , 2007 ; 55 : 5646
[本文引用: 3]
[18]
Ide T Iio Y Nakajima H Metall Trans , 2012 ; 43A : 5140
[本文引用: 1]
[19]
Liu Y Li Y X Mater Sci Eng , 2005 ; A402 : 47
[本文引用: 2]
[20]
Liu Y Li Y X Liu R F Acta Metall Sin , 2010 ; 46 : 129
[本文引用: 3]
(刘 源 , 李言祥 , 刘润发 . 金属学报 , 2010 ; 46 : 129 )
[本文引用: 3]
[21]
Li Z J Jin Q L Yang T W Acta Metall Sin , 2013 ; 49 : 757
[本文引用: 1]
(李再久 , 金青林 , 杨天武 . 金属学报 , 2013 ; 49 : 757 )
[本文引用: 1]
[22]
Yamamura S Shiota H Murakami K Nakajima H Mater Sci Eng , 2003 ; A318 : 137
[本文引用: 1]
[23]
Holman J P Heat Transfer. 10th Ed., New York: McGraw-Hill , 2010 : 650
[本文引用: 1]
[24]
Martorano M A Capocchi J Int J Heat Mass Transfer , 2000 ; 43 : 2541
[25]
Wang J G Li H X Yu S Q Int J Heat Mass Transfer , 2011 ; 54 : 1950
1
1998
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
4
2007
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
... [2 ,6 ]. 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
... [2 ,13 ~15 ]. ...
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
1
2004
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
1
2004
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
1
2009
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
2
2012
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
... 综上可知, 单室Gasar工艺中坩埚抽拉速率可以在不改变气孔率的条件下实现对孔径的有效调控. 另外, 在相同气孔孔径条件下, 单室Gasar工艺可以获得更高的通孔率或者更长的气孔长度: 对于平均孔径450 mm的藕状多孔Cu, 连铸法制备得到的平均孔长仅为3 mm, 其沿孔长方向长度为20 mm的试样, 通孔率几乎为0%[17 ] ; 而传统模铸法制备得到的藕状多孔Cu, 文献报道中最优的通孔率约为36%[7 ,9 ] , 而本工作中藕状多孔Cu通孔率为42.6%. 故通过单室Gasar工艺制备的藕状多孔Cu的质量优于连铸法和传统模铸法制备的藕状多孔Cu. ...
2
2012
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
... 综上可知, 单室Gasar工艺中坩埚抽拉速率可以在不改变气孔率的条件下实现对孔径的有效调控. 另外, 在相同气孔孔径条件下, 单室Gasar工艺可以获得更高的通孔率或者更长的气孔长度: 对于平均孔径450 mm的藕状多孔Cu, 连铸法制备得到的平均孔长仅为3 mm, 其沿孔长方向长度为20 mm的试样, 通孔率几乎为0%[17 ] ; 而传统模铸法制备得到的藕状多孔Cu, 文献报道中最优的通孔率约为36%[7 ,9 ] , 而本工作中藕状多孔Cu通孔率为42.6%. 故通过单室Gasar工艺制备的藕状多孔Cu的质量优于连铸法和传统模铸法制备的藕状多孔Cu. ...
1
2010
... 综上可知, 单室Gasar工艺中坩埚抽拉速率可以在不改变气孔率的条件下实现对孔径的有效调控. 另外, 在相同气孔孔径条件下, 单室Gasar工艺可以获得更高的通孔率或者更长的气孔长度: 对于平均孔径450 mm的藕状多孔Cu, 连铸法制备得到的平均孔长仅为3 mm, 其沿孔长方向长度为20 mm的试样, 通孔率几乎为0%[17 ] ; 而传统模铸法制备得到的藕状多孔Cu, 文献报道中最优的通孔率约为36%[7 ,9 ] , 而本工作中藕状多孔Cu通孔率为42.6%. 故通过单室Gasar工艺制备的藕状多孔Cu的质量优于连铸法和传统模铸法制备的藕状多孔Cu. ...
1
2013
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
1
2004
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
1
2004
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
1
2006
... Gasar工艺是利用金属-气体共晶定向凝固制备气孔规则排列的多孔材料的一种工艺, 制备出的多孔材料因与藕类似而被称作藕状(lotus-type)多孔材料[1 ,2 ] . 这种多孔材料因其孔分布比传统多孔材料更加规则, 故其除具有传统多孔材料轻质、吸音降噪和过滤等性能, 还具有特殊的力学和热学性能[3 ~5 ] . 尤其是藕状多孔Cu作为一种特殊的微通道结构, 具有比传统微槽道结构更优异的散热性能, 使其在高功率电子器件如高性能CPU以及LED的散热领域具有巨大的应用前景[2 ,6 ] . 同时已有研究结果[7 ~12 ] 显示, 藕状多孔Cu的孔率、孔径、通孔率、气孔平直度以及气孔分布均匀性等结构参数对微通道热沉的散热能力有重要的影响. 而这些结构参数受气体压力、熔体温度以及凝固速率和凝固界面形貌的影响[2 ,13 ~15 ] . ...
2
2003
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
... [16 ]的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
3
2007
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
... [17 ]的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
... 综上可知, 单室Gasar工艺中坩埚抽拉速率可以在不改变气孔率的条件下实现对孔径的有效调控. 另外, 在相同气孔孔径条件下, 单室Gasar工艺可以获得更高的通孔率或者更长的气孔长度: 对于平均孔径450 mm的藕状多孔Cu, 连铸法制备得到的平均孔长仅为3 mm, 其沿孔长方向长度为20 mm的试样, 通孔率几乎为0%[17 ] ; 而传统模铸法制备得到的藕状多孔Cu, 文献报道中最优的通孔率约为36%[7 ,9 ] , 而本工作中藕状多孔Cu通孔率为42.6%. 故通过单室Gasar工艺制备的藕状多孔Cu的质量优于连铸法和传统模铸法制备的藕状多孔Cu. ...
1
2012
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
2
2005
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
... 图6是不同抽拉速率下藕状多孔Cu铸锭的平均气孔率. 可见, 不同抽拉速率下, 藕状多孔Cu的平均气孔率均约为50%. 理论的气孔率可由式(1)计算得到[19 ] : ...
3
2010
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
... 其中, ε 是理论气孔率; Rg 是气体常数; Tm 是Cu的熔点温度; ρs 和ρl 分别为Cu固相和液相的密度; Pb 是气孔中气体总压力; C0 为液相中起始氢浓度, 可通过Sievert法则[22 ] ( C 0 = 0.8082 e x p - 5234 / T p H 2 p H 2 2 分压)计算得到; C s ¯ 20 ]. 由式(1)可知, 藕状多孔Cu的气孔率主要由气体压力和熔体温度决定. 实验中H2 压力和熔体保温温度保持不变, 故平均气孔率基本不受抽拉速率的影响, 而不同的抽拉速率主要影响藕状多孔Cu的凝固速率和气孔平均尺寸. 图6中虚线为理论气孔率的计算值, 可以看出实验结果与理论值吻合较好. ...
... 图12a显示了在不同抽拉速率条件下模拟得到的平均凝固速率(总的凝固高度与完全凝固时间的比值). 可以看出, 随着抽拉速率的提高, 平均凝固速率变大. 根据文献[20 ]中建立的气孔直径与凝固速率v的关系 d1.72 v=A (其中, A是取决于H2 压力、Ar压力和熔体温度的常数)计算得到本实验条件下平均气孔孔径随凝固速率的变化曲线, 如图12b实线所示. 可以看出理论预测的平均孔径随抽拉速率的演化趋势与实验结果吻合良好. 仅在高抽拉速率时有一定的误差, 这是由于文献[20]中理论模型是基于平界面凝固条件建立的. 根据前面的实验结果以及模拟仿真计算已经证明, 当抽拉速率较快时, 凝固界面为凹界面, 因此相应的理论计算结果与实验结果存在一定偏差. ...
3
2010
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
... 其中, ε 是理论气孔率; Rg 是气体常数; Tm 是Cu的熔点温度; ρs 和ρl 分别为Cu固相和液相的密度; Pb 是气孔中气体总压力; C0 为液相中起始氢浓度, 可通过Sievert法则[22 ] ( C 0 = 0.8082 e x p - 5234 / T p H 2 p H 2 2 分压)计算得到; C s ¯ 20 ]. 由式(1)可知, 藕状多孔Cu的气孔率主要由气体压力和熔体温度决定. 实验中H2 压力和熔体保温温度保持不变, 故平均气孔率基本不受抽拉速率的影响, 而不同的抽拉速率主要影响藕状多孔Cu的凝固速率和气孔平均尺寸. 图6中虚线为理论气孔率的计算值, 可以看出实验结果与理论值吻合较好. ...
... 图12a显示了在不同抽拉速率条件下模拟得到的平均凝固速率(总的凝固高度与完全凝固时间的比值). 可以看出, 随着抽拉速率的提高, 平均凝固速率变大. 根据文献[20 ]中建立的气孔直径与凝固速率v的关系 d1.72 v=A (其中, A是取决于H2 压力、Ar压力和熔体温度的常数)计算得到本实验条件下平均气孔孔径随凝固速率的变化曲线, 如图12b实线所示. 可以看出理论预测的平均孔径随抽拉速率的演化趋势与实验结果吻合良好. 仅在高抽拉速率时有一定的误差, 这是由于文献[20]中理论模型是基于平界面凝固条件建立的. 根据前面的实验结果以及模拟仿真计算已经证明, 当抽拉速率较快时, 凝固界面为凹界面, 因此相应的理论计算结果与实验结果存在一定偏差. ...
1
2013
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
1
2013
... 藕状多孔Cu可通过多种定向凝固工艺来实现, 主要有连铸法和模铸法[2 ] . 连铸法可以生产较长尺寸的棒状或板状的藕状多孔Cu, 但径向或厚度方向尺寸较小, 且热量主要通过试样侧向散失, 因此气孔斜向试样中心生长, 最终造成气孔平直性较差且通孔率低, 较难满足微通道热沉应用的要求. 相比之下, 模铸法因更容易获得纯单向凝固的条件, 而更易获得气孔平直性好的优质藕状多孔Cu. 另外, 模铸法工艺过程简单且可一次性制备大尺寸的圆柱形铸锭, 制备成本低. 然而, 传统模铸法工艺中金属的熔化和定向凝固分别在坩埚和铸型中进行, 因此需要有浇铸的过程. 而浇铸过程所导致的熔体扰动对铸锭的表面质量和气孔分布均匀性均存在不利影响. 为了克服传统模铸法的缺点, 本研究组研发了一种无浇铸过程的Gasar工艺. 该工艺中除气体压力(H2 分压和气体总压力)和熔体温度外, 最主要的一个工艺参数就是坩埚由热区(高温区)到冷区(低温区)的抽拉速率. 关于坩埚抽拉速率或凝固速率的影响, 针对传统的模铸和连铸Gasar工艺已有部分研究工作. Hyun和Nakajima[16 ] 采用传统的双室Gasar工艺(铸型无抽拉过程), 通过改变水冷Cu结晶器和铸型之间石墨片的厚度来调整铸锭的凝固速率, 实验研究了不同凝固速率对藕状多孔Cu气孔率、气孔孔径等的影响. 研究表明,气孔孔径和气孔孔数密度随凝固速率的增加而减小, 但气孔率基本不受凝固速率的影响. Park等[17 ] 以及Ide等[18 ] 研究了连铸法Gasar工艺中不同抽拉速率(连铸法中界面凝固速率与试样抽拉速率基本相同)下气孔率、气孔孔径和气孔长度的变化规律, 其基本规律与Hyun和Nakajima[16 ] 的研究结果一致. 另外, 凝固界面呈凹界面, 而且气孔斜向试样中心生长. Liu等[19 ,20 ] 通过求解凝固界面前沿熔体中溶质浓度场方程, 建立了平均孔径、孔间距以及气孔率与凝固速率的理论关系. 该模型与Park等[17 ] 的实验结果吻合较好. 李再久等[21 ] 研究了连铸法Gasar工艺中抽拉速率(凝固速率)对多孔Cu-Zn合金气孔率和孔径的影响, 研究表明随抽拉速率的增加, 气孔率略有增大而平均孔径逐渐减小. ...
1
2003
... 其中, ε 是理论气孔率; Rg 是气体常数; Tm 是Cu的熔点温度; ρs 和ρl 分别为Cu固相和液相的密度; Pb 是气孔中气体总压力; C0 为液相中起始氢浓度, 可通过Sievert法则[22 ] ( C 0 = 0.8082 e x p - 5234 / T p H 2 p H 2 2 分压)计算得到; C s ¯ 20 ]. 由式(1)可知, 藕状多孔Cu的气孔率主要由气体压力和熔体温度决定. 实验中H2 压力和熔体保温温度保持不变, 故平均气孔率基本不受抽拉速率的影响, 而不同的抽拉速率主要影响藕状多孔Cu的凝固速率和气孔平均尺寸. 图6中虚线为理论气孔率的计算值, 可以看出实验结果与理论值吻合较好. ...
1
2010
... 温度场计算以水冷结晶器与坩埚底部接触时刻为计算的初始时刻, 在初始时刻时坩埚与熔体温度均为同一温度(即初始熔体温度1457 K), 而水冷结晶器的初始温度为308 K. 材料的物性参数主要基于Procast内部的材料数据库和文献[23 ], 且均为与温度有关的变量. 其他主要参数见表1. ...

 , 李言祥
, 李言祥
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}