
李林翰, 董建新, 张麦仓, 姚志浩
北京科技大学材料科学与工程学院, 北京 100083
LI Linhan, DONG Jianxin, ZHANG Maicang, YAO Zhihao
中图分类号: TG132.32, TG312
通讯作者:
收稿日期: 2013-10-25
修回日期: 2014-04-3
网络出版日期: 2014-07-
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
李林翰, 男, 1989年生, 博士生
展开
摘要
基于GH4738合金的热流变应力模型及晶粒组织演变模型, 提出并实现了利用Deform 3DTM软件对该合金涡轮盘从自由锻前预热直至模锻完成的整个锻造过程的集成式模拟. 借助集成式模拟实现了对锻件在整个锻造过程中温度、平均晶粒尺寸等参数的定量控制. 同时采用直径300 mm涡轮盘的实际锻造结果验证了所用模型和该模拟方法的可靠性. 最后, 把集成式模拟运用于直径1450 mm涡轮盘盘件的锻造过程模拟, 并根据模拟优化方案在8×104 t锻压机下成功锻制直径1450 mm涡轮盘盘件. 为大型变形高温合金涡轮盘的锻造成型提供了工艺优化的理论依据和研究方法.
关键词:
Abstract
In order to control the grain size of forged turbine disk of wrought superalloy like GH4738 more effectively, constitutive equations and grain structure evolution models of GH4738 alloy are used in Deform 3DTM for achieving integrated simulation of whole forging process of GH4738 alloy turbine disk (from preheating billet for upsetting to die forging). By using of integrated simulation, the variation of temperature, average grain size, etc., during the whole forging process has been explored, making it possible to control these parameters quantitatively. Comparing with traditional simple stage simulation, results of integrated simulation are more consistent with corresponding experimental results of forged turbine disk (300 mm in diameter). Therefore, the reliability of the integrated simulation is verified. Finally, with the application of integrated simulation, GH4738 alloy turbine disk with a diameter of 1450 mm has been successfully forged by 8×104 t forging press. This work provides a more practical simulation method for helping the process design of forging large turbine disk.
Keywords:
GH4738合金是Ni-Cr-Co基沉淀硬化型变形高温合金, 具有较好的强韧性匹配, 在760~870 ℃具有较高的屈服强度和抗疲劳性能[1-6], 适用于制作涡轮盘、工作叶片等高温部件. 对于涡轮盘, 必须保证锻后晶粒尺寸较小, 才能使合金具有较高的拉伸强度和低周疲劳强度. 因此, 锻后盘件的平均晶粒尺寸分布情况是工艺控制的一个主要目标因素.
镍基高温合金涡轮盘的锻造一般采用自由锻+模锻方式. 文献[7~22]对涡轮盘锻造过程的相关模拟进行了研究报道. 但是, 除自由锻阶段、模锻阶段本身外, 整个锻造过程还包含锻前预热、坯料转移和空冷等生产环节. 以往模拟研究仅针对锻造过程中的单个过程(如自由锻阶段或模锻阶段)进行计算分析, 而对于一个连续完整的涡轮盘锻造流程, 最终锻件组织、性能的好坏是由各个阶段的累加效果决定的, 若以单一模锻过程模拟计算, 则不能综合考虑各工艺流程间的工艺参数和组织的传递, 且忽略和无法定量预热、锻件转移及空冷过程对整个锻造过程的影响. 所以, 要想真正实现对整个锻造过程各工艺的统筹, 精确定量把握各环节因素对最终锻件考察指标的影响, 就必须把锻造过程中的所有环节集成考虑, 建立一套贴近整个实际生产流程的有限元模拟线, 从而可对实际过程中的可变因素进行系统的定量研究, 为实际生产的工艺优化提供很好的理论依据.
一系列多流程热变形过程中, 合金的应力、温度、晶粒尺寸等物理量变化的规律需要构建本构方程及晶粒度组织演变模型. 以往的单一模拟仅仅利用了动态再结晶模型去研究热变形. 在多道次的热变形工序中, 坯料的预热、热锻保压暂停、空冷等过程的研究还需要亚动态、静态再结晶、晶粒长大等模型的应用. 因此, 本工作利用完整构建的GH4738合金的本构方程及晶粒度组织演变模型, 对涡轮盘整个锻造过程, 即从开坯后棒料预热开始直至模锻空冷后各阶段衔接统一起来进行集成式三维有限元模拟, 实现对整个流程的热力参数(应变、温度等)分布和微观晶粒尺寸分布更加准确的模拟预测.
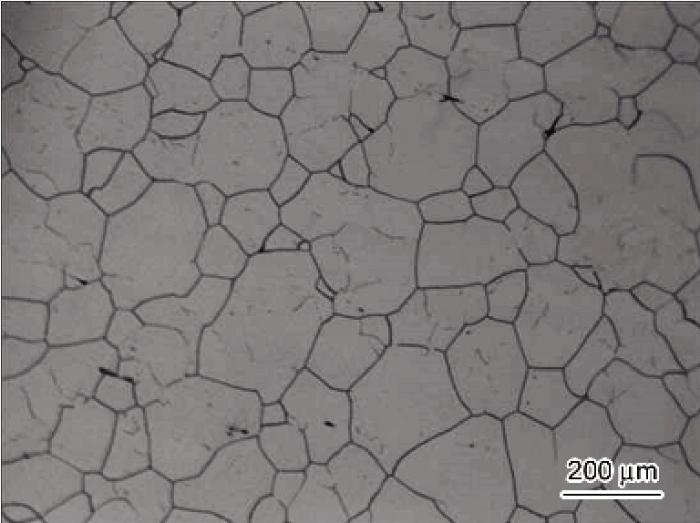
采用直径100 mm, 长270 mm的GH4738合金棒料来锻造涡轮盘,以验证模拟. 棒料经真空感应熔炼(VIM)和真空自耗重熔(VAR)双联工艺冶炼并开坯后制得. 经化学分析检测, 合金成分(质量分数, %)为: C 0.045, Zr 0.05, Cr 19.35, Co 13.52, Mo 4.92, Ti 3.12, Al 1.43, Ni余量. 棒料典型金相组织如图1所示, 为粗大等轴晶组织, 平均晶粒尺寸为130 mm.
图1 GH4738合金开坯后棒料的典型金相组织
Fig.1 Optical microstructure of GH4738 alloy cogginged billet
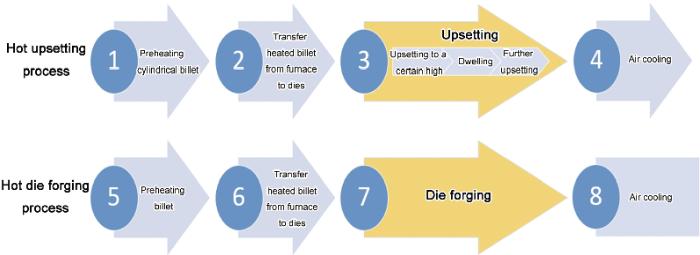
直径300 mm涡轮盘的整个锻造过程包含8个阶段, 如图2所示. 锻造工艺参数为: 自由锻和模锻的预热目标温度分别为1060和1080 ℃(加热制度为: 坯料热至800 ℃后保温60 min, 再经60 min升温至目标温度并保温60 min); 转移时间均为2 min; 模具温度为300 ℃, 下压速度为10 mm/s. 利用经二次开发的Deform 3DTM软件对图2所示的该涡轮盘锻造的整个8个阶段进行连续的集成式模拟. 同时, 按上述工艺实际锻造直径300 mm涡轮盘并解剖分析以验证模拟结果. 为作对比, 也进行了传统的单一自由锻模拟和单一模锻的模拟分析.
图2 GH4738合金涡轮盘锻造流程示意图
Fig.2 Schematic of forging process of GH4738 alloy turbine disk
基于上述建立的研究方法, 对直径1450 mm的GH4738合金超大涡轮盘锻造工艺进行优化计算分析, 并应用于涡轮盘的实际锻造过程, 在我国现今世界上最大的8×104 t锻压机上锻造直径1450 mm的GH4738合金涡轮盘(合金经VIM, 电渣重熔(ESR)和VAR三联工艺冶炼).
模拟所需的GH4738合金的物理性能如密度、Poisson比、导热率、线膨胀系数等数据经查阅文献[15,23]可获得. 模拟所用的晶粒组织演变模型来源于本课题组前期的工作积累[14]. 该模型由大量不同热变形条件的Gleeble热物理模拟实验数据统计建立而来, 包括单、双道次热压缩实验和热压缩保温实验等. 模型基于温度-应力-应变-应变速率-晶粒尺寸-时间各要素的相互关系共同构成, 定量描述了GH4738合金的动态再结晶、亚动态再结晶及静态再结晶行为, 可用于计算锻造流程中的热变形过程和坯料加热、保压暂停、空冷等非热变形过程中的晶粒尺寸变化情况. 在实际生产中, 为了保温, 对工件进行包套. 在模拟中需要对工件与模具、环境间设定合适的热交换系数来表征包套的保温效果, 该值由文献[15]确定. 由于润滑剂等的效果, 工件与模具间的等效摩擦系数设为0.2[15].
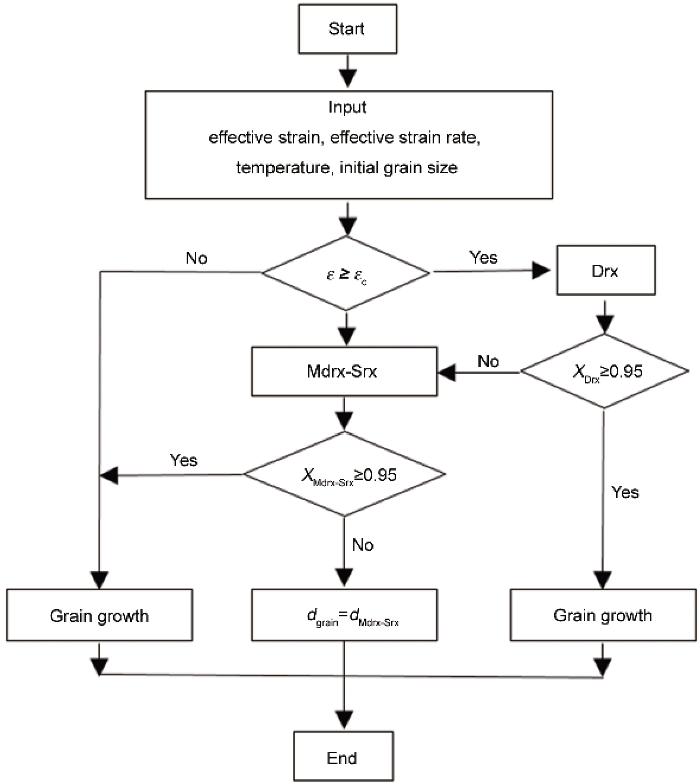
图3 GH4738合金晶粒微观组织演变过程的有限元计算流程
Fig.3 Flow chart of finite element module for computing GH4738 alloy microstructure evolution (ε—strain, εc—critical strain, Drx—dynamic recrystallization, XDrx—fraction of Drx, Mdrx and Srx—meta-dynamic recrystallization and static recrystallization, XMdrx-Srx—fraction of Mdrx and Srx, dMdrx-Srx—average grain size after Mdrx and Srx)
模拟采用Deform 3DTM软件, 基于同类模拟研究[15,17]类似的算法, 利用FORTRAN语句对其进行类似的二次开发(图3), 使软件能够更加准确地利用文献[14]中的模型进行计算. 另外, 利用Deform 3DTM的连续计算功能顺序对每个阶段依次计算, 并保证每个阶段的计算结果设定为下一阶段的初始值, 从而实现对整个过程的多阶段连续模拟.
(1)自由锻前坯料预热过程
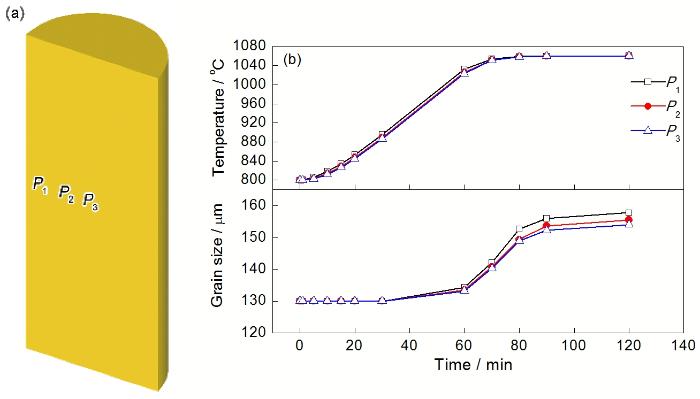
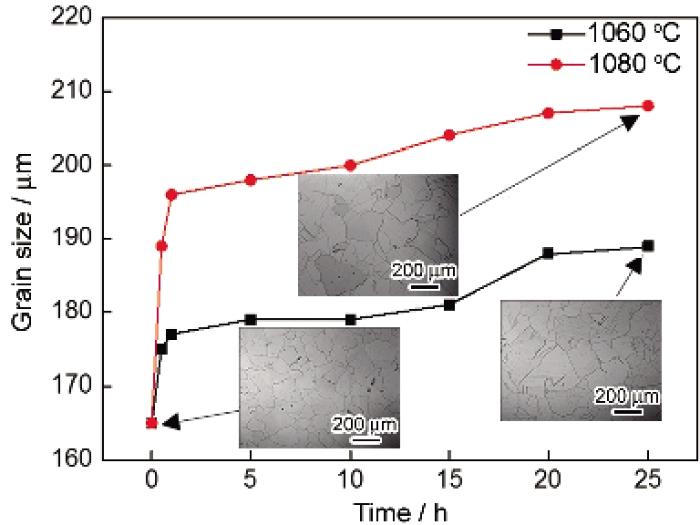
由于坯料尺寸小, 800 ℃预热可被热透, 另外晶粒在800 ℃下基本不长大, 所以预热过程从800 ℃升温阶段开始模拟. 在棒料中心纵截面上取边缘P1, R/2 (R为截面半径)处P2和中心P3 3个位置(图4a), 考察3处温度、晶粒尺寸的变化情况, 模拟结果如图4b所示. 可以看出, 在加热过程中P3处与P1处的温差一直保持小于15 ℃, 坯料升温较均匀. 尽管在炉温升至1060 ℃时坯料未达此温度, 但30 min后坯料达到目标温度. 值得注意的是, 在P1, P2和P3处温度接近1040 ℃并继续升温时, 均发生了不可忽略的晶粒长大, 但由于温差很小, 所以长大尺寸差别不大. 不过对于大尺寸坯料, 不同位置的差异将会变得明显. 从模拟结果来看, 按此升温制度升至1060 ℃, 晶粒平均尺寸从原130 μm长大到150~160 μm. 在实际实验中, 初始平均晶粒尺寸165 μm的试样在1060和1080 ℃的高温下加热, 0.5 h内晶粒长大明显, 之后长大幅度趋于平缓(图5), 这说明了晶粒在高温下长大的幅度不可忽略. 由此可见, 集成式模拟突出优点是考虑了坯料加热过程中的晶粒长大, 既能反应坯料在加热中的温度变化, 也可以考察坯料不同位置在不同温升情况下的晶粒长大情况.
图4 集成式模拟中棒料在自由锻前预热过程中温度和晶粒尺寸变化
Fig.4 Schematic of researched locations in the billet (diameter 100 mm, length 270 mm) (a) and the simulated results of temperature and grain size in these locations during the preheating stage of upsetting (b)
图5 经1060和1080 ℃加热不同时间的平均晶粒尺寸变化
Fig.5 Variation of average grain size of samples (initial grain size is 165 μm) under heat treatments at 1060 ℃ and 1080 ℃ and corresponding OM images
(2)自由锻前坯料转移过程
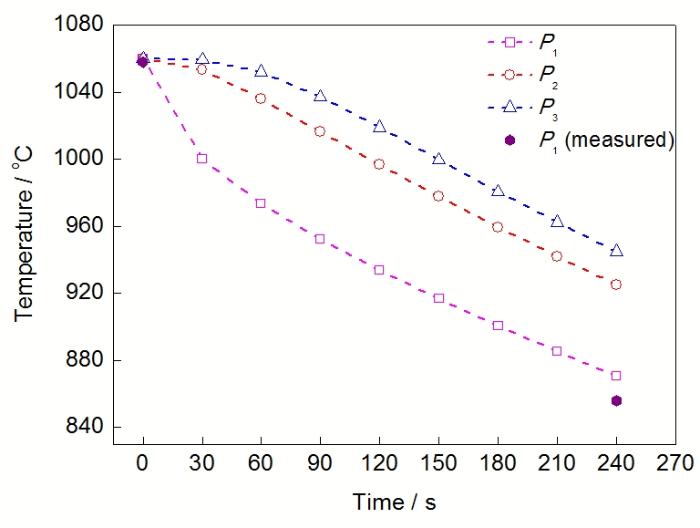
把阶段(1)结束时坯料的温度和平均晶粒尺寸等数据导入阶段(2), 作为本阶段的模拟初始值, 使得预热阶段坯料发生的变化遗传至现阶段. 对包套棒料转移240 s的过程进行模拟, 图6为P1, P2和P3处在不同转移时间时对应温降的模拟结果. 棒料表面温降相比中心速度快很多, 包套可以一定程度上减少温降, 但转移时间仍然影响较大. 利用红外测温仪测棒料表面P1处温度, 起始点为炉温, 最后240 s所测温度为坯料表面真实温度(因开锻瞬间, 包套破裂, 马上测裸露的P1处温度). 模拟结果与实测值吻合较好. 由此可以看出, 尽管进行了包套处理, 但在涡轮盘的锻造过程中, 转移时间是一个很关键的控制因素. 一旦锻造温度过低, 势必导致锻件表面开裂. 从计算结果看, 为保证锻时表面温度不低于940 ℃, 必须保证转移时间不超过90 s.
图6 不同转移时间下各位置模拟温降情况及实测值
Fig.6 Simulation results and test values of temperatures in P1, P2 and P3 of canned billet during transfer stage
(3)自由锻过程
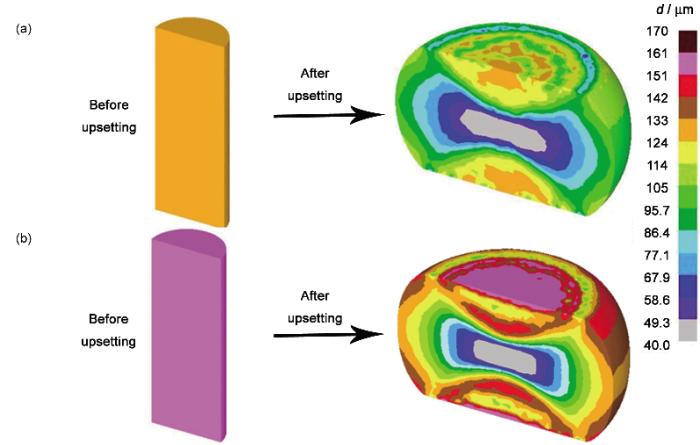
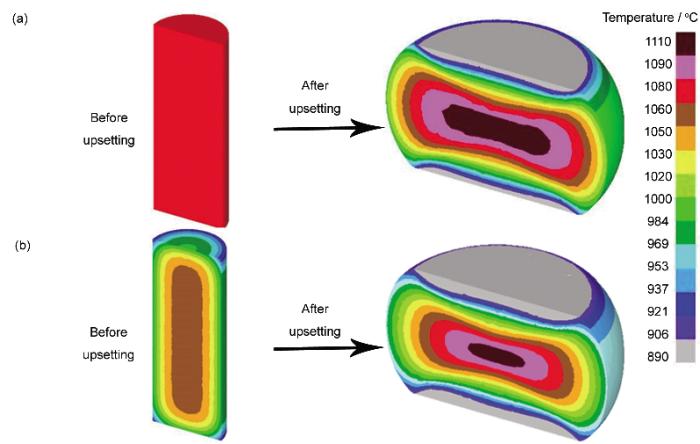
把阶段(2)结束后棒料的平均晶粒尺寸分布和温度分布作为自由锻变形时坯料的起始态计算. 整个自由锻模拟的具体过程为: 270 mm高的棒料经镦粗至165 mm高后保压暂停30 s, 再被镦粗至100 mm高. 为作对比, 按同样工艺采用以往的单一自由锻模拟方法计算. 单一自由锻模拟的棒料锻前晶粒尺寸是直接根据该棒料的平均晶粒尺寸来设定的(约130 μm), 没有考虑加热带来的晶粒长大, 而集成式模拟则考虑了晶粒长大带来的影响, 导致自由锻后坯料平均晶粒尺寸整体偏小, 尤其是在小变形区和变形死区, 与集成式模拟结果差异更明显(图7). 另一方面, 集成式模拟考虑了转移阶段(2)的温降, 棒料温度不再是均匀分布的原目标值, 而单一自由锻模拟的棒料温度设定的是均匀目标值, 这使得单一自由锻模拟的终锻温度结果整体相比较高(图8). 由此可知, 集成式模拟中棒料自由锻前的状态累积了预热阶段和转移阶段对坯料在温度、平均晶粒尺寸等的影响, 相比单一自由锻模拟要更加贴近实际.
图7 单一自由锻模拟与集成式模拟中坯料自由锻前后的平均晶粒尺寸分布
Fig.7 Average grain size distributions of the workpiece before and after upsetting in traditional simple simulation (a) and integrated simulation (b)
(4) 自由锻后空冷过程
由于坯料自由锻后温度较高(图8b), 需要相对较长时间才能冷至低温, 从而使中心区域晶粒有条件发生一定程度的长大. 集成式模拟考虑了这方面的影响, 以阶段(3)中坯料终态温度分布为初始温度分布, 经空冷至室温, 最终坯料平均晶粒尺寸分布如图9所示. 图9与图7b对比可知, 坯料在空冷过程中发生了晶粒长大, 而单一模式模拟不考虑该部分的晶粒度变化.
图8 单一自由锻模拟与集成式模拟中坯料自由锻前后的温度分布
Fig.8 Temperature distributions of the workpiece before and after upsetting in traditional simple simulation (a) and integrated simulation (b)
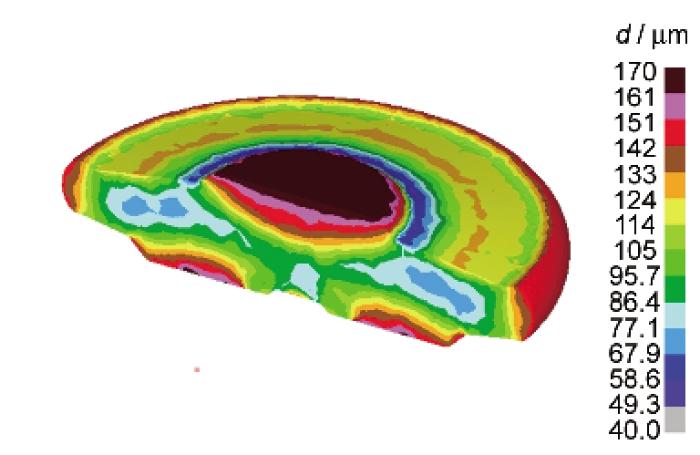
图9 集成式模拟中坯料在自由锻空冷后的平均晶粒尺寸分布
Fig.9 Average grain size distribution of upsetted billet after air cooling in integrated simulation
(5) 模锻前坯料加热过程
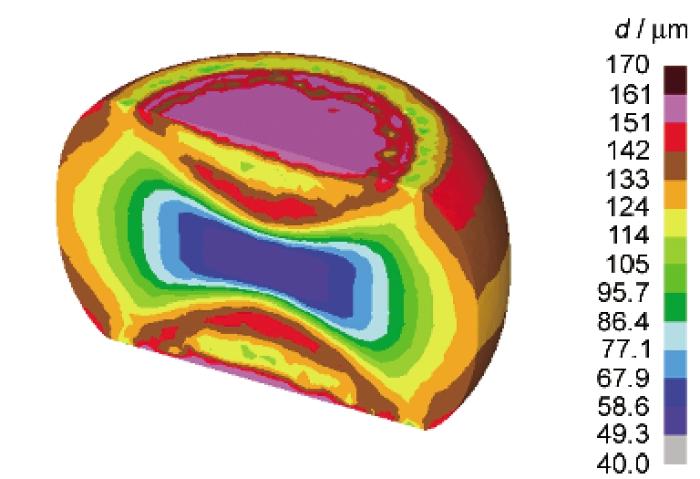
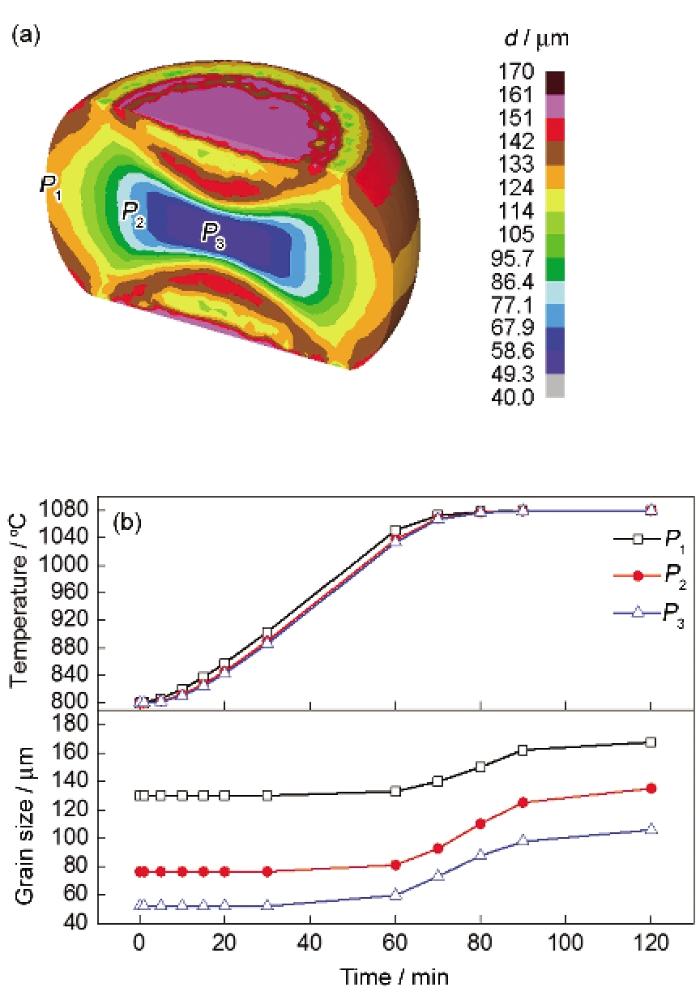
把自由锻空冷后的坯料状态数据作为该过程的初始值, 同理于阶段(1), 从800 ℃升温阶段开始进行预热模拟计算, 并取P1, P2和P3 3个位置(图10a)观察统计. 与阶段(1)中坯料不同的是, 3个位置的平均晶粒尺寸因自由锻而相差较大. 由图10b可知: 尽管镦粗后坯料的P1与P3间距略宽于自由锻前棒料, 但受热仍较均匀, 最大温差不超过20 ℃; 坯料不同晶粒尺寸的区域发生了不同程度的晶粒长大, 其中细晶区P3处涨幅最大.
图10 集成式模拟中镦粗后坯料在模锻前预热过程中温度和晶粒尺寸变化
Fig.10 Schematic of researched locations in the upsetted billet (a) and the simulated results of temperature and grain size in these locations during the preheating stage of die forging in integrated simulation (b)
(6) 模锻前坯料转移过程
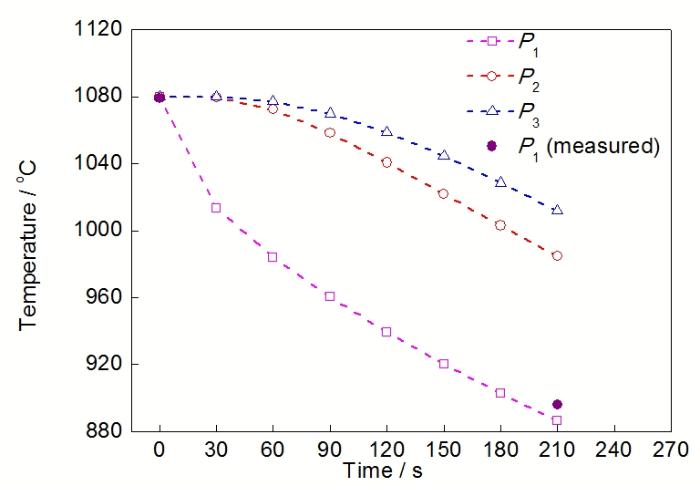
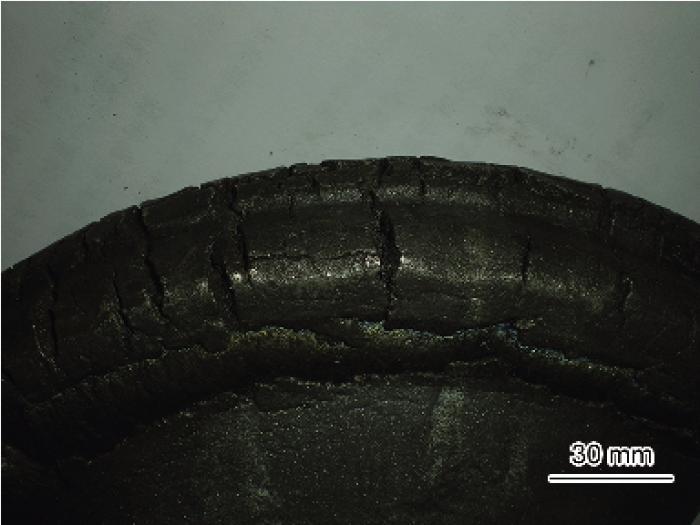
同理于阶段(2), 对准备模锻的坯料加热后转移210 s的过程进行模拟分析, 模拟考察点为图10a所示, 模拟结果见图11. 对于该尺寸镦粗坯, 要想保证锻时表面温度不低于940 ℃, 必须保证转移时间不超过120 s. 在实际锻造涡轮盘过程中, 当转移时间达到210 s时, 会导致后续模锻件边缘表面出现严重开裂(图12), 而此时表面温度实际已经降至890 ℃左右. 因此, 采用该模拟计算方法来估算一个较为安全的转移时间限制值对实际工艺操作有重要的指导意义.
图11 模锻预热完的包套坯料不同转移时间下各位置模拟温降情况及实测值
Fig.11 Simulation results and test values of temperature in P1, P2 and P3 of canned billet during transfer stage after preheating for die forging
图12 转移时间达210 s的包套坯料模锻后的表面裂纹
Fig.12 Forge cracks of the work piece transferred in 210 s
(7) 模锻过程
该阶段模拟把阶段(6)的坯料的温度分布和平均晶粒尺寸分布情况作为模锻的初始情况, 这与以往许多涡轮盘锻造的模拟研究不同. 以往涡轮盘锻造模拟通常只考虑单一的模锻过程, 坯料的初始温度分布被设为均一的工艺目标值(图13a), 没有考虑转移过程带来的温降, 并且坯料初始平均晶粒尺寸是根据预热前坯料平均晶粒度来设定的. 然而, 在集成式模拟中, 模锻前坯料中心与表层的晶粒尺寸分布显然是不同的(图14b). 为与集成式模拟作对比, 本工作也同时采用以往单一模锻模拟的方法进行模拟, 设初始平均晶粒尺寸为145 μm (图14a). 对比可知, 集成式模拟模锻后坯料的平均晶粒尺寸整体大于单一模锻模拟结果, 尤其在变形死区晶粒尺寸差值较大. 这是由于模锻过程中变形死区再结晶程度非常小, 因此集成式模拟中经自由锻和模锻预热后的死区粗晶尺寸与单一模锻模拟中设定的锻前尺寸的差别得以在模锻后保留.
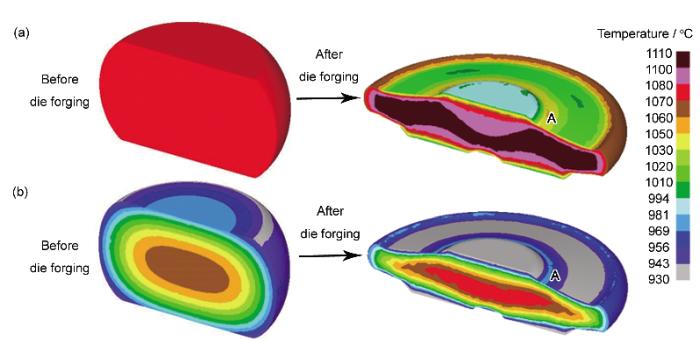
图13 单一自由锻模拟与集成式模拟中坯料模锻前后的温度分布
Fig.13 Simulated distributions of temperature for work piece before and after die forging by traditional simple simulation (a) and integrated simulation (b)
Fig.14 Simulated distribution of average grain size for workpiece before and after die forging by traditional simple simulation (a) and integrated simulation (b)
(8) 模锻后空冷过程
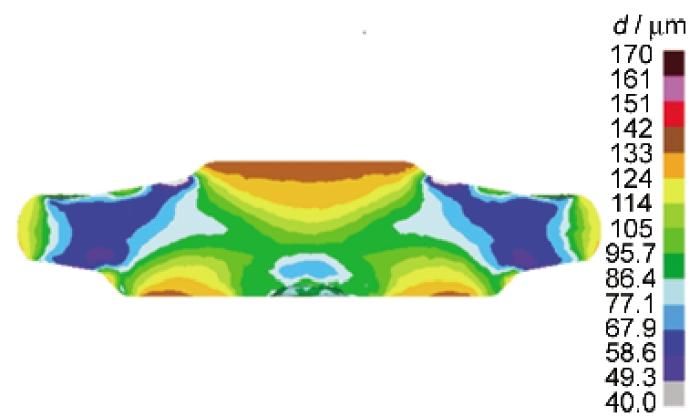
同理于阶段(4), 以阶段(7)模锻后的锻件状态设为初始态进行空冷模拟, 得到空冷后锻件平均晶粒尺寸分布情况(图15). 与图14b对比可知, 该阶段空冷晶粒长大不明显, 不同于阶段(4)结果. 造成空冷效果差异的原因在于终锻温度不高, 并且盘件的形状扁、薄, 尺寸小, 散热快.
图15 集成式模拟中坯料在模锻空冷后的平均晶粒尺寸分布
Fig.15 Distribution of average grain size of die forged work piece after air cooling in integrated simulation
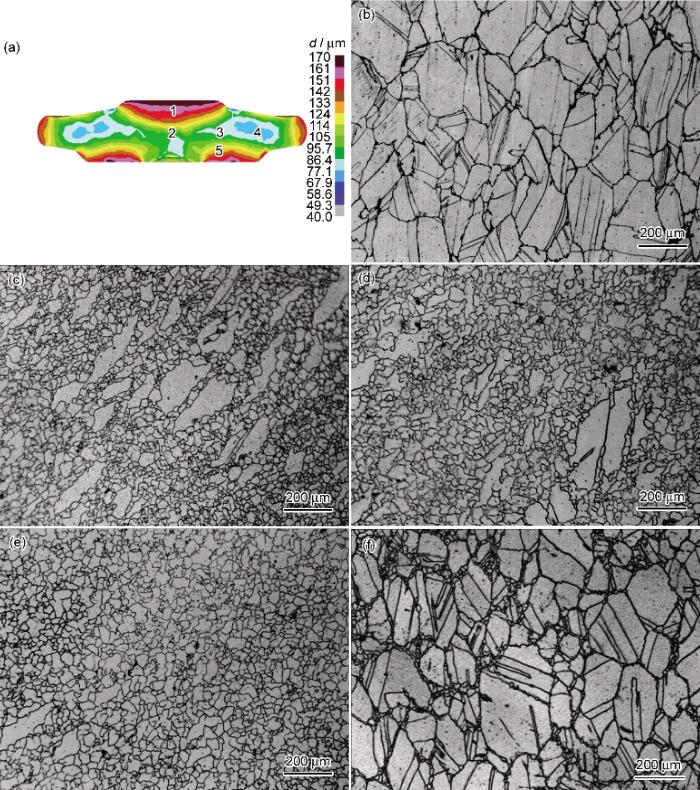
为验证集成式模拟的准确性, 对实际锻造的直径300 mm涡轮盘盘件在中心纵截面处取样, 观察实际金相组织. 实际试样和模拟结果均以图16a中所示的1~5位置为考察点. 由1~5位置的金相组织图(图16b~f)可以看出, 位置点1处在变形死区中基本不发生再结晶, 此区域的锻前晶粒组织得以保留, 平均晶粒尺寸约168 μm, 与图16a所示的集成式模拟结果157 μm非常接近; 位置点5处变形量略有增加, 因此在原始大晶晶界处出现细小再结晶晶粒, 实际统计平均晶粒尺寸为139 μm, 与模拟的137 μm非常接近; 位置点2~4处都属于大变形区域, 再结晶比较充分, 因累积变形量略有差异会使再结晶程度有所不同. 其中位置点4处累积变形量最大, 得以完全再结晶; 位置点3处变形量略小, 遗留有个别大晶; 位置点2处所在中心区域, 有一小部分大晶粒没有完全再结晶. 在这种大变形区域残留的未再结晶大晶粒, 若经后续热处理后仍未再结晶, 则会严重影响涡轮盘的力学性能, 因此需要寻求较优工艺方案避免出现该混晶组织. 统计2~4处平均晶粒尺寸, 对比发现, 均与集成式模拟结果较吻合. 另外, 在实际模锻刚结束时, 用红外测温仪测盘件在图13中位置A处的温度. 由于锻后包套基本全部破碎散开, 红外测温仪可直接测工件表面, 不存在包套干扰, 测量值比较准确. 实际测量结果为967 ℃, 与集成式模拟中A处(图13b)的温度974 ℃非常接近.
图16 直径300 mm涡轮盘锻造集成式模拟中, 中心纵截面最终平均晶粒尺寸分布与实际锻后的晶粒组织
Fig.16 Distribution of average grain size in the vertical section along the axis of the final work piece (300 mm in diameter) in integrated simulation (a) and real optical microstructures (b~f) of locations 1~5 shown in Fig.16a
单一模锻模拟方法的结果(图17)与集成式模拟结果相比, 存在两点明显差异. 一是在位置1和5所处的变形死区和小变形区内, 单一模锻方法模拟的预测结果明显小于集成式模拟结果. 这是由于集成式模拟考虑了坯料预热带来的晶粒长大, 而这种晶粒长大会在变形死区处得以保留, 但单一模锻模拟方法没有考虑预热过程, 所以在变形死区和小变形区处, 单一模锻模拟结果没有集成式模拟结果贴近实际情况. 如果基于单一模锻模拟结果制定热锻工艺, 会导致实际锻制盘件变形死区和小变形区处远大于工艺目标值. 二是两种模拟预测的包括2~4点在内的整个非变形死区区域平均晶粒尺寸的分布趋势明显不同. 这是由于集成式模拟中模锻初始晶粒尺寸的设定是基于之前自由锻后的结果, 而单一模锻模拟方法没有考虑自由锻结果的影响, 初始晶粒尺寸被设定为单一平均值. 在温度预测上, 图13a所预测A处温度为1033 ℃, 明显高于前面所述的集成式模拟结果, 这是因为单一模锻模拟没有考虑工件热变形前的转移过程. 可见, 如果基于单一模锻模拟结果制定热锻工艺, 还会使得实际锻造时工件表面温度低于工艺预设温度, 从而导致锻造开裂发生的可能性大大增加.
图17 单一模拟方法得到的直径300 mm涡轮盘中心纵截面在锻造后的最终平均晶粒尺寸分布
Fig.17 Simulated distribution result of average grain size in the vertical section along the axis of the final work piece (300 mm in diameter) by traditional simple simulation
由上述的全流程各阶段模拟分析和实际验证结果可知, 集成式模拟综合考虑了各个环节的影响, 以传递式计算模拟全过程, 相比单一模锻模拟更加贴近实际生产过程, 在热锻件的温度、平均晶粒尺寸等的分布预测上更加接近实测值. 对于锻件温度的模拟预测, 集成式模拟考察了锻前工件的加热过程、转移温降过程和锻后空冷过程, 这对于整个过程中所涉及的诸如工件加热热透问题、转移温降和锻造温度过低开裂等一系列温度问题的解决有着重要帮助, 也为锻件的平均晶粒尺寸分布准确预测打下了基础, 且模拟更加准确. 若基于单一模锻模拟结果制定盘件锻造工艺, 会因该模拟方法存在的不合理因素而影响工艺制定者对各工艺参数的影响进行准确地定量评估.
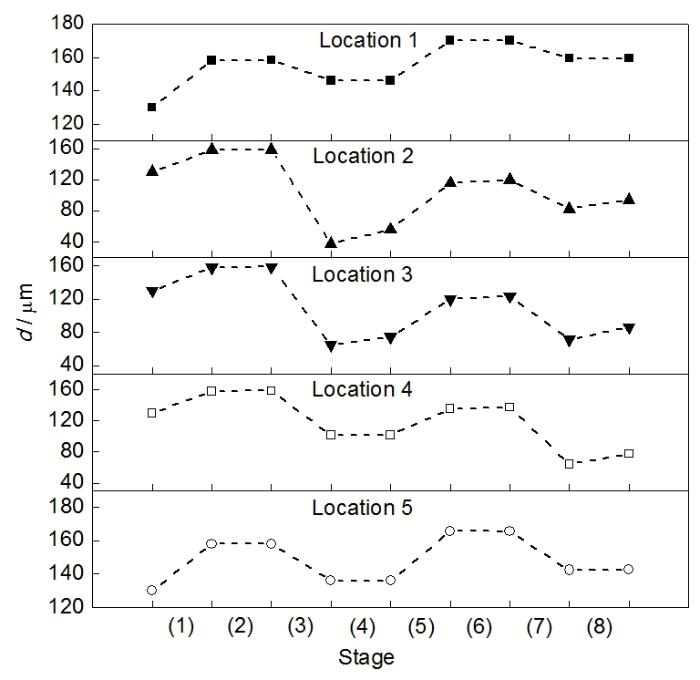
集成式模拟除了更为准确外, 更加突出的优点是可以对工艺全过程的各参数互影响规律进行系统的定量分析. 可实现精确定点跨阶段的数据跟踪, 使工艺制定者制定各阶段工艺参数时不再仅仅考察该参数对所处阶段结果的影响, 并能够定量地考察该工艺参数对后续阶段乃至最终结果的影响. 而且这样的考察既可是全局的整体把握, 也可是针对某具体位置的定点观察. 例如, 图18所示为锻后盘件中心纵截面上1~5位置点(图16a)处平均晶粒尺寸在经每个阶段后的变化情况(这5个位置点在不同变形阶段随金属流动而改变位置, 为非恒位置点).
图18 集成式模拟中中心纵截面1~5各位置点平均晶粒尺寸在锻造过程8个阶段中的变化
Fig.18 Changes of average grain size in locations 1~5 after eight stages (showing in Fig.2) in integrated simulation
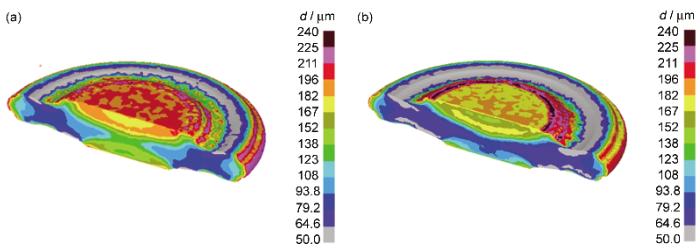
直径300 mm涡轮盘的锻造结果验证了集成式有限元模拟的可靠性, 表明集成式有限元模拟相比单一模锻模拟考察环节更加全面, 具有更高的准确性, 能有效地模拟预测涡轮盘从自由锻到模锻整个锻造过程的热力参数(应变、温度等)分布和微观晶粒尺寸分布, 可以用于国内最大的直径1450 mm涡轮盘的锻造模拟, 为成形工艺的制定提供理论指导. 实际生产中, 如此超大型涡轮盘锻造过程工艺参数的控制极为重要, 可以利用本工作提出的集成式模拟方式, 通过系统的正交设计, 进行全面系统的计算分析, 梳理各阶段各工艺参数(诸如预热温度、保温时间、转移时间、变形量等)的影响规律, 为最终过程工艺参数的设定给出理论依据. 对平均晶粒尺寸为170 μm的, 直径600 mm, 长1240 mm的初始棒料在某工艺方案下锻成直径1450 mm涡轮盘的整个过程进行集成式模拟, 最终盘件平均晶粒尺寸分布结果见图19a. 基于集成式模拟分析得到的工艺影响规律, 对方案改进, 最终模拟结果见图19b. 对比可见, 改进后盘件平均晶粒尺寸整体变小很多, 集成式模拟可以有效地运用于工艺方案的改进.
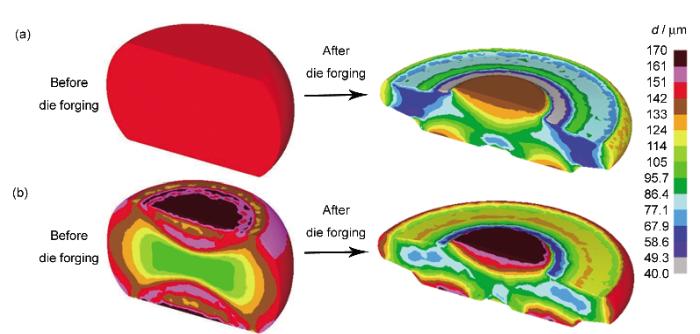
图19 集成式模拟的直径1450 mm涡轮盘在某工艺方案及其改进方案下锻后最终平均晶粒尺寸分布
Fig.19 Simulated results of final average grain size distribution of forged turbine disk (1450 mm in diameter) under one kind of process condition (a) and an optimized process condition (b)
基于集成式模拟研究结果, 采用优化工艺, 在我国8×104 t水压机成功锻制了直径1450 mm的GH4738合金烟气轮机涡轮盘盘件. 经检测分析, 该盘件组织性能满足AMS 5704G标准要求. 证明了集成式模拟在大型涡轮盘工艺制定过程中的重要作用.
(1) 利用Deform 3DTM软件结合GH4738合金的热流变应力模型及晶粒组织演变模型, 提出了基于盘件整个生产过程的全流程集成式模拟方法, 并得到了实验的验证和进一步的应用.
(2) 该种模拟方式, 相比单一阶段模拟更加贴近实际生产过程, 模拟结果更加准确.
(3) 通过该种模拟方法, 针对大型涡轮盘的制备, 可以对工艺全过程的各参数互影响规律进行系统的定量分析, 使得工艺的制定优化更加合理科学.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}