众所周知, 在铝合金熔铸过程中很容易形成Mg2 Si金属间化合物, 它是在凝固过程中原位生成的热力学稳定相, 与基体相容性好、界面干净、结合强度高, 具有密度低、硬度高、热膨胀系数低[1 -3 ] 等特点,很适合作为铝基复合材料的增强体, 并且Mg2 Si/Al复合材料有远优于外加陶瓷颗粒增强铝复合材料的切削加工性和成形性. 因此, 作为汽车活塞缸套等轻量化重要部件的制造材料, Mg2 Si/Al复合材料有着巨大的市场潜力和广泛的应用前景. 但是, 普通熔铸方法得到的初生Mg2 Si是一种粗大的脆性相,其较差的组织形态和分布割裂了基体, 导致了Mg2 Si/Al复合材料的强度与塑性较差, 耐磨性不足. 因此, 改变粗大的枝晶状Mg2 Si的尺寸、形貌和分布, 从而提高其综合性能就成了亟待解决的首要问题. 研究人员[4 -8 ] 开展了大量工作, 虽取得了一定进展, 但没有从根本上解决问题.
Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少.
本工作采用普通重力铸造、挤压铸造和等温热处理半固态挤压的方法制备了原位Mg2 Si/Al复合材料, 研究了其组织演变和耐磨性. 利用普通重力铸造和挤压铸造获得了细小的块状初生Mg2 Si, 利用等温热处理方法成功地获得了增强相与基体双重球化的半固态组织, 探讨了粗化和球化机制. 目的是开发一种生产高性能Mg2 Si/Al复合材料的新途径, 希望可以促进此种汽车用耐磨复合材料的进一步发展.
1 实验方法
实验采用Al-20Si (质量分数, %, 下同)中间合金、工业纯Mg和Cu-14P中间合金为原料制备Mg2 Si/Al复合材料. 复合材料中Mg2 Si的计算含量为20%, 剩余Si含量为10%. 采用Cu-14P中间合金作为变质剂, 其中P的加入量为合金总量的0.5%. 首先将700 g Al-20Si中间合金放入已预热至200 ℃的石墨坩埚电阻炉中熔化, 保温5 min, 降温至710 ℃后, 把300 ℃预热的103 g纯Mg以Al箔包裹压入熔体中, 待Mg全部熔化后, 精炼去气除渣, 升温至750 ℃后, 将300 ℃预热的29 g Cu-14P中间合金加入到熔体中, 保温20 min后浇注到金属型中制成直径54 mm, 长90 mm的试样.
挤压铸造Mg2 Si/Al复合材料制备工艺如下: 合金的熔炼过程如前面所述, 将变质保温后的熔体浇入已预热至300 ℃的模具中, 采用TDY33-200A型立式挤压机, 在挤压比压为255 MPa条件下保压30 s, 制得直径54 mm, 长90 mm的复合材料.
为了确定固相线和液相线温度, 首先采用Rigaku-8150型差热扫描仪(DTA)进行差热分析, 即将50 mg普通重力铸造Mg2 Si/Al在Ar气的保护下以20 ℃/min的速率加热到700 ℃. 半固态挤压Mg2 Si/Al复合材料的制备采用等温热处理法制备半固态浆料, 即将普通重力铸造所制得的Mg2 Si/Al复合材料加工成直径54 mm, 长90 mm的棒状试样放入箱式电阻炉中进行等温热处理, 通过控温装置控制电阻炉中恒温区的温度在±1 ℃范围内上下波动, 热处理温度为565 ℃, 保温时间分别为30, 40, 50, 60, 80, 100, 120和160 min. 然后将棒状试样移入已预热至300 ℃的模具中, 模腔直径为66 mm, 在挤压比压为255 MPa条件下保压30 s静压成形.
金相试样经过磨制、抛光, 然后采用体积分数为0.5%HF水溶液进行腐蚀处理. 采用JSM-5310型光学显微镜(OM)观察其显微组织. 采用D/Max2500PC型X射线衍射仪(XRD)分析相组成, 样品制成块状, 选用CuKα
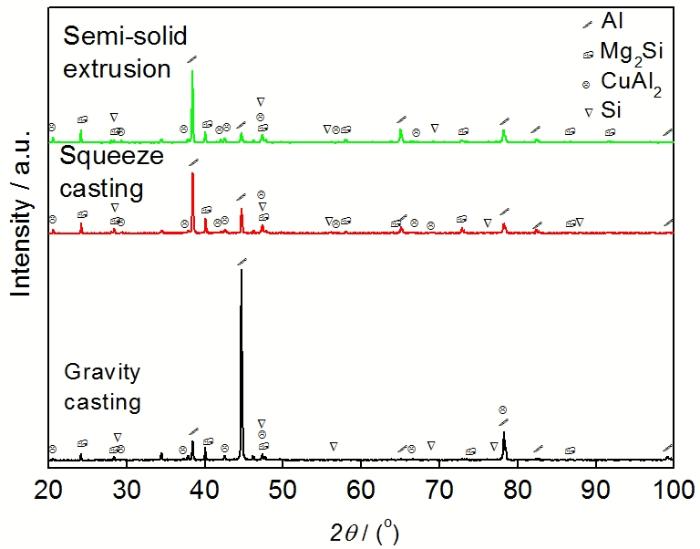
图1 Mg2 Si/Al复合材料的XRD谱
Fig.1 XRD spectra of in situ Mg2 Si/Al composites
硬度实验在HB-3000B型HB硬度计上进行, 实验载荷为7350 N, 保压时间为30 s. 将试样测试面经机械研磨抛光后再进行测试, 保证上下面水平, 每个试样的硬度值取7个测试点, 去掉数据的最大值和最小值, 取算术平均值.
磨损实验在ML-100型销盘磨损试验机上进行, 其中试样做水平运动, 磨盘沿固定方向转动, 载荷可以依次变动. 磨损试样直径4 mm, 长10 mm, 对磨SiC砂纸的磨粒尺寸为125, 41, 28和19 μm, 施加载荷分别为5, 15和25 N. 磨损速度为68 r/min, 磨损距离为14 m. 试样磨损前后均用酒精清洗2次, 用十万分之一精度的ME215型电子天平称量试样磨损前后的质量. 用Archimedes法测量磨损试样的密度, 计算公式如式(1)所示, 最后将磨损失重转化为磨损体积.
(1) ρ = m m - m w
式中, m为试样在空气中的质量; mw 为试样在蒸馏水中的质量, ρ 为密度.
2 结果与讨论
2.1 铸态组织
实验中合金成分均为过共晶成分, 因此在Mg2 Si/Al凝固过程中, 首先出现Mg2 Si颗粒, 然后Al和Mg2 Si以共晶形式凝固. 本实验中复合材料的成分为Al-20Mg2 Si-10Si, 根据 (Al-20Mg2 Si)-Si的伪二元相图[20 ] , 可以推断出Mg2 Si/Al复合材料的凝固过程将按如下方式进行:
L → L 1 + M g 2 S i p → L 2 + ( A l + M g 2 S i ) e + M g 2 S i p
(2) → ( A l + S i + M g 2 S i ) e + ( A l + M g 2 S i ) e + M g 2 S i p
式中, 下标p和e分别表示初生相和共晶相. 由于凝固过程为非平衡状态, 所以出现了共晶Si相.
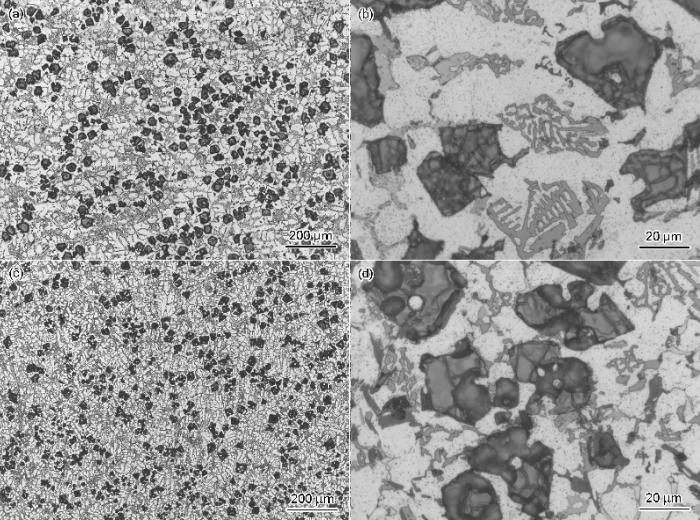
Mg2 Si/Al复合材料的XRD谱和显微组织如图1和2所示. 由图1可以看出, 普通重力铸造和挤压铸造Mg2 Si/Al复合材料的相组成相同, 主要为Al, Mg2 Si, CuAl2 和剩余的Si相. 由于采用了P变质剂, Mg2 Si增强相的形貌由粗大的树枝晶状变为多边形块状[21 ] . 由图2a和b可以看出, 重力铸造Mg2 Si/Al复合材料的初生Mg2 Si相形貌均为多边形或四边形, 平均尺寸约为35 μm, 挤压铸造Mg2 Si/Al复合材料的初生Mg2 Si相形貌变化不大, 尺寸有所减小, 平均尺寸约为30 μm, 如图2c和d所示. 重力铸造和挤压铸造Mg2 Si/Al复合材料的α -Al相为树枝晶状, 与重力铸造相比, 挤压铸造Mg2 Si/Al复合材料的α -Al相一次枝晶臂尺寸明显减小, 分布更加均匀(图2c和d), 这是由于金属熔体在压力条件下凝固结晶, 使晶粒得到了细化, 同时促使晶粒的外形变得圆整. 重力铸造Mg2 Si/Al复合材料的共晶相形貌呈粗大的针状或蠕虫状, 而挤压铸造Mg2 Si/Al复合材料的共晶相形貌呈细小的针状或蠕虫状.
图2 普通重力铸造和挤压铸造Mg2 Si/Al复合材料的显微组织
Fig.2 Microstructures of in situ Mg2 Si/Al composites fabricated by gravity casting (a, b) and squeeze casting (c, d)(a, c) low magnification (b, d) high magnification
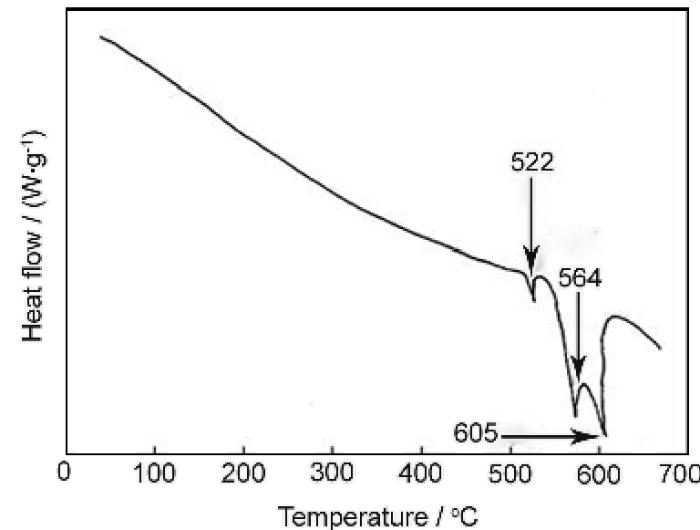
普通重力铸造Mg2 Si/Al复合材料的DTA曲线如图3所示. 该曲线上有3个吸热峰, 对应温度分别为522, 564和605 ℃, 这3个温度分别对应于熔点、三元共晶温度和二元共晶温度. 在522 ℃, 低熔点相CuAl2 等首先熔化; 当温度升高到564 ℃时, 三元共晶相开始熔化, 此时液相体积分数会明显地增加; 当温度进一步升高到605 ℃时, 熔体内只有少量的初生相没有熔化. 需要说明的是, 由于受设备精度的限制, 曲线上并没有显示出液相线温度, 即初生Mg2 Si相的熔化温度, 但这并不影响半固态温度的确定. 根据DTA分析的结果, 等温热处理温度确定为565 ℃, 即在固相线与液相线温度之间.
图3 铸态Mg2 Si/Al复合材料DTA曲线
Fig.3 DTA curve of as-cast Mg2 Si/Al composite
2.2 半固态组织
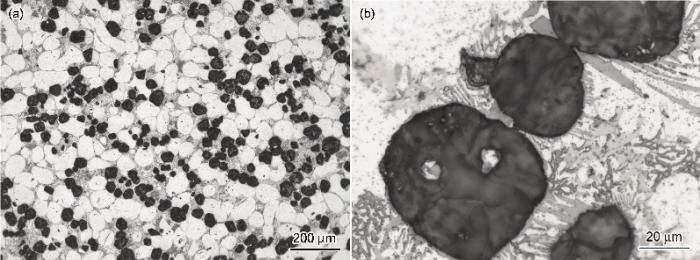
半固态挤压Mg2 Si/Al复合材料的半固态显微组织如图4所示, 其组织主要是由白色的α -Al基体、黑色的初生Mg2 Si增强相和灰色的Al-Mg2 Si二元或Al-Si-Mg2 Si三元共晶相构成. 可以看出, 与普通重力铸造和挤压铸造相比, 半固态组织中的Mg2 Si相形貌和尺寸均发生了变化, 其形貌由多边形转变为细小的球形, 虽然大部分颗粒与普通铸造的Mg2 Si相尺寸相同, 但个别颗粒尺寸增大至50 μm. 不仅如此, α -Al相也发生了变化, 形貌由树枝晶变为球形或椭球形. 同时, 共晶相也出现了变化, 虽然依旧为针状或蠕虫状, 但数量与普通重力铸造和挤压铸造相比明显减少. 此外, 在α -Al和初生Mg2 Si晶粒内都会残留有少量的液岛. 这些液岛主要是最后凝固形成的共晶相, 如Al-Si, Al-Mg2 Si或者Al-Si-Mg2 Si等二元或三元共晶, 在等温热处理过程中熔化, 并被捕获到晶粒内.
图4 半固态挤压Mg2 Si/Al复合材料的显微组织
Fig.4 Microstructures of in situ Mg2 Si/Al composites fabricated by semi-solid extrusion at low (a) and high (b) magnification
半固态挤压Mg2 Si/Al复合材料的XRD谱如图1所示. 可见, 相组成没有发生明显地变化, 仍然是由Al, Mg2 Si, CuAl2 和剩余的Si相组成. 通过对比分析3种成形条件下所制得的Mg2 Si/Al复合材料的显微组织及相组成, 可以发现它们的主要组成相都相同, 只是其所对应相的形貌和所占的比例不同. 在普通重力铸造条件下, 黑色多边形块状Mg2 Si相外围具有尖端部位, 不利于增强相与Al基体的结合. 当材料处于工作环境条件下时, 这种形态的增强相对基体有一定的损害作用, 会降低复合材料的力学性能. 在挤压铸造条件下, 黑色的Mg2 Si相也是呈多边形块状, 但外形变圆, 部分Mg2 Si外围的尖端处出现钝化现象, 这将有效地改善增强相与基体界面结合处的相互作用关系, 不易对基体造成损害. 在半固态条件下, 增强相的形貌由多边形块状转变为球形或椭球形, 有效提高了Mg2 Si颗粒与基体的结合程度, 将有效改善增强相对基体的不利影响, 从而使复合材料的整体性能提高. 同时, Mg2 Si相的尺寸也有所变化, 随着保温时间延长, 大部分Mg2 Si相与液相的扩散作用使得其晶粒的尺寸略有减小, 约为20 μm, 小部分由于发生粗化熟化作用而增大至60 μm. 可以看出, 半固态组织中, 白色的α -Al相呈球形或椭球形, 且α -Al所占的体积分数明显比前2者大, 应该是在等温热处理过程中, 一部分共晶Al熔化析出后与α -Al相融合, 同时还有α -Al再结晶形成了一些较小的球状α -Al相, 二者的共同作用使得组织中α -Al的体积分数增加.
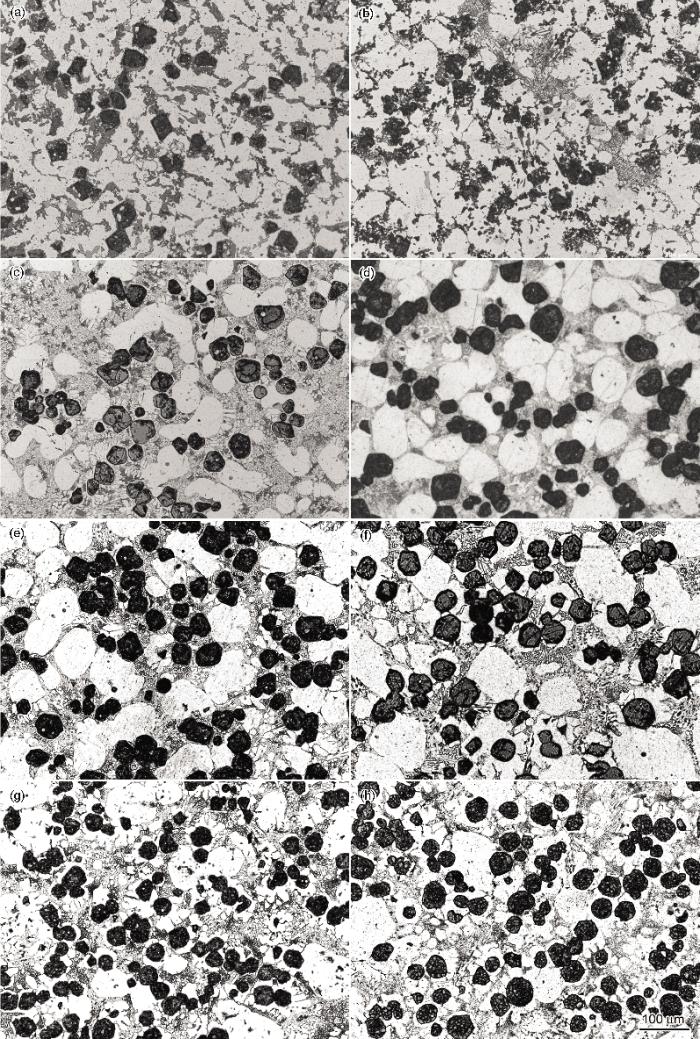
图5为挤压比压为255 MPa, 等温温度为565 ℃的条件下, 不同保温时间内半固态Mg2 Si/Al复合材料的显微组织. 由图5a可以看出, 在进行30 min等温热处理后, 部分α -Al仍保持枝晶特征, 部分则表现为蔷薇状; 初生Mg2 Si相尺寸仍为40 μm, 形貌无明显变化, 仍为四边形或多边形. 当保温时间增加到40 min时, 如图5b所示, α -Al基体有球化趋势, 部分α -Al已呈椭球形, Mg2 Si增强相仍呈不规则形状. 随着保温时间增加到50 min (图5c), α -Al相的尺寸变得不均匀, 大部分呈球形或椭球形, 极少数呈蔷薇状, 尺寸为60~70 μm. 此时, Mg2 Si相的外形也变得圆整, 大部分呈球形, 在球形颗粒中, 一部分尺寸较小, 为20 μm, 另一部分尺寸较大, 达到50 μm. 此时, 液相数量明显增加, 并且在液相内形成了许多细小的α -Al晶粒. Manson-Whitton等[22 ,23 ] 认为当固相体积分数低于0.5时, 溶解的固相将会在液相内发生沉积现象. 本研究中这种细小的晶粒可能由2种途径产生: (1) 二元共晶Al-Si, Al-Mg2 Si或三元共晶Al-Mg2 Si-Si相中的共晶Al相在加热的过程中熔化, 并在长时间保温的过程中再结晶而形成沉淀; (2) 保温过程中发生粗化的同时, 也发生溶解, 这是一个动态的过程, 溶解的α -Al在液相内沉积, 结晶形成. 同时看到, 较大的α -Al晶粒周围产生了一些柱状Al晶粒, 可以清晰地显示出柱状Al晶粒与椭圆形的α -Al相连, 并有继续生长的趋势. 这些细小的Al的柱状晶的形成, 主要是由于保温的过程中, 液相中的Al不断的迁移、运动, 并且以α -Al晶粒为形核衬底, 生长而成. 随着保温时间进一步延长至60 min(图5d), α -Al相尺寸增加到85 μm左右, 蔷薇状的特征几乎消失, 取而代之的是规则的球形或椭球形; 同时初生Mg2 Si相为细小的球形, 大部分尺寸与保温50 min时相同, 个别尺寸增至60 μm. 随着保温时间的不断延长(图5e~h), α -Al相尺寸不断增加, 保温时间为80, 100, 120和160 min时, 其尺寸分别增大为100, 105, 110和115 μm, 且形貌逐渐变得不圆整. 同时, 随着保温时间延长, 初生Mg2 Si相变得更加圆整, 尺寸较为均匀, 但仍为35 μm左右的球形.
图5 半固态Mg2 Si/Al复合材料在挤压比压为255 MPa保温不同时间后的显微组织
Fig.5 Microstructures of Mg2 Si/Al composite by semi-solid method after different heat treatment times under specific pressure of 255 MPa(a) 30 min (b) 40 min (c) 50 min (d) 60 min (e) 80 min (f) 100 min (g) 120 min (h) 160 min
2.3 力学性能
普通重力铸造、挤压铸造和半固态挤压Mg2 Si/Al复合材料的硬度分别为115 , 142和160 HB. 可以看出, 半固态条件下复合材料的硬度值最高, 挤压铸造条件下的硬度值次之, 重力铸造条件下的硬度值最低. 与普通重力铸造Mg2 Si/Al复合材料相比, 挤压铸造复合材料的HB硬度提高了23.5%, 半固态挤压复合材料的HB硬度提高了39%.
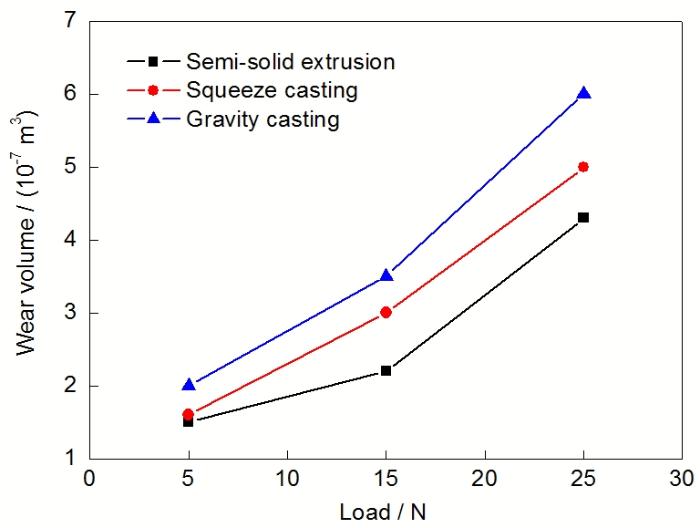
图6 Mg2 Si/Al复合材料磨损体积与载荷的关系曲线
Fig.6 Wear volume versus applied load curves for in situ Mg2 Si/Al composites
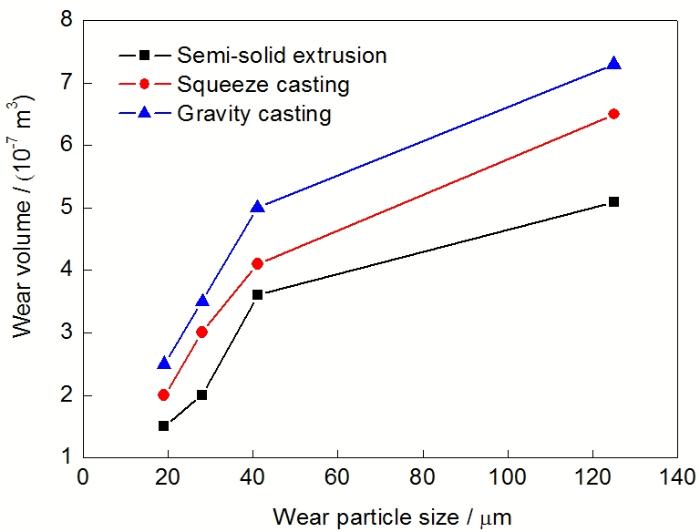
图6为磨粒尺寸28 μm时, 普通重力铸造、挤压铸造和半固态挤压Mg2 Si/Al复合材料磨损体积与载荷的关系曲线. 图7为载荷为15 N时, 三种复合材料磨损体积与磨粒尺寸的关系曲线. 由图6和7可以看出, 在相同磨粒尺寸和载荷条件下, 普通重力铸造复合材料的磨损率最大、挤压铸造复合材料的磨损率次之, 半固态挤压复合材料的磨损率最小. 与普通重力铸造Mg2 Si/Al复合材料相比, 在高载荷(25 N)条件下, 挤压铸造和半固态挤压复合材料的磨损率分别是前者的83.3%和71.7%; 在粗磨粒尺寸(125 μm)条件下, 挤压铸造和半固态挤压复合材料的磨损率分别是前者的89%和69.9%. 可以看出, 挤压铸造和半固态挤压Mg2 Si/Al复合材料具有更优良的耐磨性能, 这主要是受其显微组织的影响. 在挤压铸造条件下, 金属熔体在压力作用下凝固结晶会使晶粒得到细化; 在半固态挤压条件下, α -Al相和共晶组织不仅得到细化, 而且其分布也变得更加均匀, 并且α -Al相出现了球化现象, 增强相Mg2 Si的外形趋于圆整, 这种双球化效果减少了增强相对基体的割裂, 有效提高了复合材料的硬度和耐磨性.
图7 Mg2 Si/Al复合材料磨损体积与磨粒尺寸的关系曲线
Fig.7 Wear volume versus wear particle size for in situ Mg2 Si/Al composites
2.4 等温热处理半固态挤压Mg2 Si/Al复合材料的晶粒粗化机制
晶粒粗化机制可以分为2种, 一种粗化机制为2个晶粒连接到一起形成了一个更大的晶粒[11 ] , 另一种粗化机制类似于Ostwald熟化机制[23 ] , 即大的晶粒生长, 小的晶粒溶解. 秦庆东[17 ] 对此进行了热力学分析, 认为晶粒曲率半径的不同导致了其前沿溶质浓度产生差异, 半径越大的Al晶粒, 其前沿溶质浓度越高, 相反, 对于半径小的晶粒则越小. 根据溶质传输原理[24 ] , 溶质会自发的由高浓度向低浓度区扩散, 即由半径大的晶粒向半径小的晶粒扩散, 根据平衡凝固溶质再分配原理, 半径大的晶粒前沿的液相中溶质浓度将会降低, 从而使得该处溶质易于向前生长, 而对于半径小的晶粒而言, 液相中的溶质浓度升高, 使得此处的熔点进一步降低, 导致进一步溶解. 也就是说, 等温热处理保温过程中, 大晶粒进一步长大, 小晶粒变小.
动力学方面, 通常用下式来描述通过扩散来实现粗化的系统, 包括混杂的固液界面[23 ] :
(3) d n - d 0 n = K t
式中, d为经过保温后的晶粒直径, d0 是原始的晶粒直径, K为粗化速率常数, n为粗化指数, t为粗化时间. 可以看出, 半固态挤压复合材料由于在565 ℃进行保温不同时间的等温热处理, 提供了粗化时间, 故而出现了α -Al相的粗化现象. 对于Mg2 Si/Al复合材料的粗化数据, 选择n=3, 即立方粗化, 根据式(3)可以计算出本研究中K=1.78×10-16 m3 /s (立方粗化速率常数).
事实上, 保温过程是一种非平衡状态, 晶粒在不断地粗化、熟化, 同时又在不断地溶解. 在保温初期, 以溶解为主; 当保温时间较长时(如60 min), 粗化熟化占主导地位, 促使Al相颗粒直径增大; 当保温时间进一步增加时, 此时粗化熟化完全占据主导地位, 使得晶粒又逐渐变大. 对于Mg2 Si相而言, 随着保温时间增加, 其尖角溶解钝化进而变得圆整, Mg2 Si相与液相的扩散作用使得其晶粒尺寸略有减小. 但随着发生粗化熟化, 一部分Mg2 Si相尺寸略有增加. 本研究中由于Al的熔点相对较低, 所以对α -Al晶粒的尺寸影响较大, 而对于初生Mg2 Si相, 由于其具有较高的熔点, 所以影响较小.
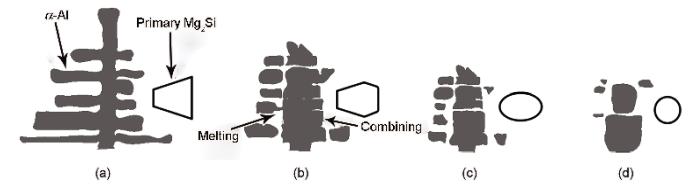
图8 变质后的半固态Mg2 Si/Al复合材料的显微组织演变过程示意图
Fig.8 Schematic illustration of semi-solid structure evolution of Mg2 Si/Al composite during heat treatment (a) original α -Al dendrite and primary Mg2 Si (b) melting, liquid penetration and combining (c) removing (d) coalescence, ripening and spheroid formation
2.5 等温热处理半固态挤压Mg2 Si/Al复合材料的晶粒球化
在衡量球状晶粒的圆整度时, 通常测量其二维的组织特性来表征. 同时, 引入形状因子F0 [25 ] , 其定义如下:
(4) F 0 = 4 π A 0 P 0 2
式中, A0 表示二维晶粒的面积, P0 表示二维晶粒的周长, 当整个晶粒是圆形时, F0 的值为1, 相反, 则无限接近0. 从热力学角度而言, 在热处理过程中, 晶粒的球化是自发的过程[17 ] . 但是, 在实际过程中, 经过等温热处理不可能达到理想的球形. 根据文献[26]报道, 在固相体积分数相对较高的情况下, 随着保温时间的增加, 固相颗粒将变得圆整, 随着时间的进一步增加, 其形状变化缓慢, 甚至有可能出现相反的变化趋势, 在目前的实验中也存在这种现象. 对于α -Al而言, 可以把保温时间划分为2个阶段: 30~60 min和60~160 min. 保温时间从30 min增加到60 min时, α -Al晶粒球化现象越来越明显, 保温60 min时, 其球化效果最好, 形状最为圆整; 随着保温时间由60 min进一步增加160 min, α -Al晶粒形状变化缓慢, 以至于逐渐变得不圆整. 而对于Mg2 Si而言, 由于Mg2 Si是整个合金的初生相, 熔点较高, 其球化过程也比较简单, 即尖角溶解钝化进而变得圆整, 同时其形状变化趋势也比较简单, 即随着保温时间的增加, 其球化现象越来越明显.
2.6 半固态组织演变
Mg2 Si/Al复合材料在等温热处理过程中显微组织的演变过程示意图如图8所示. 图8a是原始的α -Al枝晶和多边形初生Mg2 Si, 灰色相表示α -Al枝晶, 白色相表示初生Mg2 Si. 经过565 ℃等温热处理后, 共晶相先熔化, 未熔化的α -Al相形成了一个固相构架. 随着保温时间的延长, 液相体积分数逐渐增加, 同时, α -Al相的枝晶在曲率较大处即枝晶端部首先溶解到液相中去, 从而使得α -Al枝晶出现钝化. 当液相量达到一定程度, 局部液相相互贯连, 如图8b所示. 随着固相逐渐溶解到液相中去, 完整的树枝晶变为若干个蔷薇状或其它不规则形状的晶粒. 随着时间的进一步增加, 蔷薇状的晶粒其曲率较大处也渐渐溶入液相中去, 使得晶粒的形状变得规则呈现为球形或椭球形, 如图8c和d所示. 此外, 由于Mg2 Si是合金的初生相, 熔点较高, 其球化过程也比较简单, 也就是尖角溶解钝化而变得圆整; 随着保温时间的延长, 大多数Mg2 Si相与液相的扩散作用使得其晶粒的尺寸略有减小, 少数由于发生粗化熟化作用而尺寸增大.
3 结论
(1) 利用等温热处理半固态挤压的方法成功制备了原位Mg2 Si/Al复合材料.
(2) 经过等温热处理后的半固态组织中, Mg2 Si增强相分布均匀、尺寸细小, 表现为规则的球形, α -Al的形貌也变得较为圆整, 表现为规则的球状或椭球状. 此外, 等温热处理的半固态组织中的Mg2 Si和α -Al尺寸还有较为明显的增加.
(3) 与普通重力铸造Mg2 Si/Al复合材料相比, 挤压铸造复合材料的HB硬度提高了23.5%, 半固态挤压复合材料的HB硬度提高了39%.
(4) 在相同磨粒尺寸和载荷条件下, 普通重力铸造复合材料的磨损率最大、挤压铸造复合材料的磨损率次之, 半固态挤压复合材料的磨损率最小.
参考文献
文献选项
[1]
Qin Q D Zhao Y G Xiu K Zhou W Liang Y H Mater Sci Eng , 2005 ; A407 : 196
[本文引用: 3]
[2]
Jiang Q C Wang H Y Wang Y Ma B X Wang J G Mater Sci Eng , 2005 ; A392 : 130
[3]
Zhang J Fan Z Wang Y Q Zhou B L Mater Sci Eng , 2000 ; A281 : 104
[本文引用: 1]
[4]
Zhang G J Wang Y Q Yang B Zhou B L J Mater Res , 1999 ; 14 : 68
[本文引用: 1]
[5]
Zhang J Fan Z Wang Y Q Zhou B L Scr Mater , 2000 ; 42 : 1101
[6]
Zhang J Fan Z Wang Y Q Zhou B J Mater Sci Lett , 1999 ; 18 : 783
[7]
Li C PhD Dissertation, Shandong University, Jinan , 2012
(李冲 . 山东大学博士学位论文, 济南 , 2012 )
[8]
Ren Y Y PhD Dissertation, Shenyang University of Technology , 2012
[本文引用: 1]
(任玉艳 . 沈阳工业大学博士学位论文 , 2012 )
[本文引用: 1]
[9]
Spencer D B Mehrabian R Flemings M C Metall Trans , 1972 ; 3A : 1925
[本文引用: 1]
[10]
Atkinson H V Prog Mater Sci , 2005 ; 50 : 341
[本文引用: 1]
[11]
Wang J L Su Y H Tsao C Y A . Scr Mater , 1997 ; 37 : 2003
[本文引用: 1]
[12]
Vives C Metall Mater Trans , 1992 ; 23B : 189
[本文引用: 1]
[13]
Li S S Zhao A M Mao W M Zhong X Y Han Y F Acta Metall Sin , 2000 ; 36 : 545
[本文引用: 2]
(李树索 , 赵爱民 , 毛卫民 , 钟雪友 , 韩雅芳 . 金属学报 , 2000 ; 36 : 545 )
[本文引用: 2]
[14]
Liu H M He J P Yang B Zhang J S Acta Metall Sin , 2006 ; 42 : 158
[本文引用: 1]
(刘慧敏 , 何建平 , 杨 滨 , 张济山 . 金属学报 , 2006 ; 42 : 158 )
[本文引用: 1]
[15]
Guan L N Geng L Zhang H W Huang L J Trans Nonferrous Met Soc China , 2011 ; 21 : s274
[本文引用: 1]
[16]
Mohammadi H Ketabchi M Kalaki A J Mater Eng Perform , 2011 ; 20 : 1256
[本文引用: 1]
[17]
Qin Q D PhD Dissertation, Jilin University, Changchun , 2008
[本文引用: 4]
(秦庆东 . 吉林大学博士学位论文, 长春 , 2008 )
[本文引用: 4]
[18]
Qin Q D Zhao Y G Cong P J Zhou W Xu B Mater Sci Eng , 2007 ; A444 : 99
[本文引用: 2]
[19]
Canyook R Petsut S Wisutmethangoon S Flemings M C Wannasin J Trans Nonferrous Met Soc China , 2010 ; 20 : 1649
[本文引用: 1]
[20]
Zhang J Fan Z Wang Y Q Zhou B L J Mater Sci Lett , 2000 ; 19 : 1825
[本文引用: 1]
[21]
Qin Q D Zhao Y G Zhou W Cong P J Mater Sci Eng , 2007 ; A447 : 186
[本文引用: 1]
[22]
Manson-Whitton E D PhD Dissertation, University of Oxford , 1999
[本文引用: 1]
[23]
Manson-Whitton E D Stone I C Jones J R Grant P S Cantor B Acta Mater , 2002 ; 50 : 2517
[本文引用: 3]
[24]
Hu H Q Metal Solidification Principle. Beijing : China Machine Press , 2000 : 105
[本文引用: 1]
(胡汉起 . 金属凝固原理 . 北京 : 机械工业出版社 , 2000 : 105 )
[本文引用: 1]
[25]
Loue W R Suery M Mater Sci Eng , 1995 ; A203 : 1
[本文引用: 1]
[26]
Ferrante M De Freitas E Mater Sci Eng , 1999 ; A271 : 172
3
2005
... 众所周知, 在铝合金熔铸过程中很容易形成Mg2 Si金属间化合物, 它是在凝固过程中原位生成的热力学稳定相, 与基体相容性好、界面干净、结合强度高, 具有密度低、硬度高、热膨胀系数低[1 -3 ] 等特点,很适合作为铝基复合材料的增强体, 并且Mg2 Si/Al复合材料有远优于外加陶瓷颗粒增强铝复合材料的切削加工性和成形性. 因此, 作为汽车活塞缸套等轻量化重要部件的制造材料, Mg2 Si/Al复合材料有着巨大的市场潜力和广泛的应用前景. 但是, 普通熔铸方法得到的初生Mg2 Si是一种粗大的脆性相,其较差的组织形态和分布割裂了基体, 导致了Mg2 Si/Al复合材料的强度与塑性较差, 耐磨性不足. 因此, 改变粗大的枝晶状Mg2 Si的尺寸、形貌和分布, 从而提高其综合性能就成了亟待解决的首要问题. 研究人员[4 -8 ] 开展了大量工作, 虽取得了一定进展, 但没有从根本上解决问题. ...
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... [1 ,17 ,18 ]利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2000
... 众所周知, 在铝合金熔铸过程中很容易形成Mg2 Si金属间化合物, 它是在凝固过程中原位生成的热力学稳定相, 与基体相容性好、界面干净、结合强度高, 具有密度低、硬度高、热膨胀系数低[1 -3 ] 等特点,很适合作为铝基复合材料的增强体, 并且Mg2 Si/Al复合材料有远优于外加陶瓷颗粒增强铝复合材料的切削加工性和成形性. 因此, 作为汽车活塞缸套等轻量化重要部件的制造材料, Mg2 Si/Al复合材料有着巨大的市场潜力和广泛的应用前景. 但是, 普通熔铸方法得到的初生Mg2 Si是一种粗大的脆性相,其较差的组织形态和分布割裂了基体, 导致了Mg2 Si/Al复合材料的强度与塑性较差, 耐磨性不足. 因此, 改变粗大的枝晶状Mg2 Si的尺寸、形貌和分布, 从而提高其综合性能就成了亟待解决的首要问题. 研究人员[4 -8 ] 开展了大量工作, 虽取得了一定进展, 但没有从根本上解决问题. ...
1
1999
... 众所周知, 在铝合金熔铸过程中很容易形成Mg2 Si金属间化合物, 它是在凝固过程中原位生成的热力学稳定相, 与基体相容性好、界面干净、结合强度高, 具有密度低、硬度高、热膨胀系数低[1 -3 ] 等特点,很适合作为铝基复合材料的增强体, 并且Mg2 Si/Al复合材料有远优于外加陶瓷颗粒增强铝复合材料的切削加工性和成形性. 因此, 作为汽车活塞缸套等轻量化重要部件的制造材料, Mg2 Si/Al复合材料有着巨大的市场潜力和广泛的应用前景. 但是, 普通熔铸方法得到的初生Mg2 Si是一种粗大的脆性相,其较差的组织形态和分布割裂了基体, 导致了Mg2 Si/Al复合材料的强度与塑性较差, 耐磨性不足. 因此, 改变粗大的枝晶状Mg2 Si的尺寸、形貌和分布, 从而提高其综合性能就成了亟待解决的首要问题. 研究人员[4 -8 ] 开展了大量工作, 虽取得了一定进展, 但没有从根本上解决问题. ...
1
2012
... 众所周知, 在铝合金熔铸过程中很容易形成Mg2 Si金属间化合物, 它是在凝固过程中原位生成的热力学稳定相, 与基体相容性好、界面干净、结合强度高, 具有密度低、硬度高、热膨胀系数低[1 -3 ] 等特点,很适合作为铝基复合材料的增强体, 并且Mg2 Si/Al复合材料有远优于外加陶瓷颗粒增强铝复合材料的切削加工性和成形性. 因此, 作为汽车活塞缸套等轻量化重要部件的制造材料, Mg2 Si/Al复合材料有着巨大的市场潜力和广泛的应用前景. 但是, 普通熔铸方法得到的初生Mg2 Si是一种粗大的脆性相,其较差的组织形态和分布割裂了基体, 导致了Mg2 Si/Al复合材料的强度与塑性较差, 耐磨性不足. 因此, 改变粗大的枝晶状Mg2 Si的尺寸、形貌和分布, 从而提高其综合性能就成了亟待解决的首要问题. 研究人员[4 -8 ] 开展了大量工作, 虽取得了一定进展, 但没有从根本上解决问题. ...
1
2012
... 众所周知, 在铝合金熔铸过程中很容易形成Mg2 Si金属间化合物, 它是在凝固过程中原位生成的热力学稳定相, 与基体相容性好、界面干净、结合强度高, 具有密度低、硬度高、热膨胀系数低[1 -3 ] 等特点,很适合作为铝基复合材料的增强体, 并且Mg2 Si/Al复合材料有远优于外加陶瓷颗粒增强铝复合材料的切削加工性和成形性. 因此, 作为汽车活塞缸套等轻量化重要部件的制造材料, Mg2 Si/Al复合材料有着巨大的市场潜力和广泛的应用前景. 但是, 普通熔铸方法得到的初生Mg2 Si是一种粗大的脆性相,其较差的组织形态和分布割裂了基体, 导致了Mg2 Si/Al复合材料的强度与塑性较差, 耐磨性不足. 因此, 改变粗大的枝晶状Mg2 Si的尺寸、形貌和分布, 从而提高其综合性能就成了亟待解决的首要问题. 研究人员[4 -8 ] 开展了大量工作, 虽取得了一定进展, 但没有从根本上解决问题. ...
1
1972
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2005
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
1997
... 晶粒粗化机制可以分为2种, 一种粗化机制为2个晶粒连接到一起形成了一个更大的晶粒[11 ] , 另一种粗化机制类似于Ostwald熟化机制[23 ] , 即大的晶粒生长, 小的晶粒溶解. 秦庆东[17 ] 对此进行了热力学分析, 认为晶粒曲率半径的不同导致了其前沿溶质浓度产生差异, 半径越大的Al晶粒, 其前沿溶质浓度越高, 相反, 对于半径小的晶粒则越小. 根据溶质传输原理[24 ] , 溶质会自发的由高浓度向低浓度区扩散, 即由半径大的晶粒向半径小的晶粒扩散, 根据平衡凝固溶质再分配原理, 半径大的晶粒前沿的液相中溶质浓度将会降低, 从而使得该处溶质易于向前生长, 而对于半径小的晶粒而言, 液相中的溶质浓度升高, 使得此处的熔点进一步降低, 导致进一步溶解. 也就是说, 等温热处理保温过程中, 大晶粒进一步长大, 小晶粒变小. ...
1
1992
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
2
2000
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... [13 ]研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
2
2000
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... [13 ]研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2006
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2006
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2011
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2011
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
4
2008
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... ,17 ,18 ]利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... 晶粒粗化机制可以分为2种, 一种粗化机制为2个晶粒连接到一起形成了一个更大的晶粒[11 ] , 另一种粗化机制类似于Ostwald熟化机制[23 ] , 即大的晶粒生长, 小的晶粒溶解. 秦庆东[17 ] 对此进行了热力学分析, 认为晶粒曲率半径的不同导致了其前沿溶质浓度产生差异, 半径越大的Al晶粒, 其前沿溶质浓度越高, 相反, 对于半径小的晶粒则越小. 根据溶质传输原理[24 ] , 溶质会自发的由高浓度向低浓度区扩散, 即由半径大的晶粒向半径小的晶粒扩散, 根据平衡凝固溶质再分配原理, 半径大的晶粒前沿的液相中溶质浓度将会降低, 从而使得该处溶质易于向前生长, 而对于半径小的晶粒而言, 液相中的溶质浓度升高, 使得此处的熔点进一步降低, 导致进一步溶解. 也就是说, 等温热处理保温过程中, 大晶粒进一步长大, 小晶粒变小. ...
... 式中, A0 表示二维晶粒的面积, P0 表示二维晶粒的周长, 当整个晶粒是圆形时, F0 的值为1, 相反, 则无限接近0. 从热力学角度而言, 在热处理过程中, 晶粒的球化是自发的过程[17 ] . 但是, 在实际过程中, 经过等温热处理不可能达到理想的球形. 根据文献[26]报道, 在固相体积分数相对较高的情况下, 随着保温时间的增加, 固相颗粒将变得圆整, 随着时间的进一步增加, 其形状变化缓慢, 甚至有可能出现相反的变化趋势, 在目前的实验中也存在这种现象. 对于α -Al而言, 可以把保温时间划分为2个阶段: 30~60 min和60~160 min. 保温时间从30 min增加到60 min时, α -Al晶粒球化现象越来越明显, 保温60 min时, 其球化效果最好, 形状最为圆整; 随着保温时间由60 min进一步增加160 min, α -Al晶粒形状变化缓慢, 以至于逐渐变得不圆整. 而对于Mg2 Si而言, 由于Mg2 Si是整个合金的初生相, 熔点较高, 其球化过程也比较简单, 即尖角溶解钝化进而变得圆整, 同时其形状变化趋势也比较简单, 即随着保温时间的增加, 其球化现象越来越明显. ...
4
2008
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... ,17 ,18 ]利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... 晶粒粗化机制可以分为2种, 一种粗化机制为2个晶粒连接到一起形成了一个更大的晶粒[11 ] , 另一种粗化机制类似于Ostwald熟化机制[23 ] , 即大的晶粒生长, 小的晶粒溶解. 秦庆东[17 ] 对此进行了热力学分析, 认为晶粒曲率半径的不同导致了其前沿溶质浓度产生差异, 半径越大的Al晶粒, 其前沿溶质浓度越高, 相反, 对于半径小的晶粒则越小. 根据溶质传输原理[24 ] , 溶质会自发的由高浓度向低浓度区扩散, 即由半径大的晶粒向半径小的晶粒扩散, 根据平衡凝固溶质再分配原理, 半径大的晶粒前沿的液相中溶质浓度将会降低, 从而使得该处溶质易于向前生长, 而对于半径小的晶粒而言, 液相中的溶质浓度升高, 使得此处的熔点进一步降低, 导致进一步溶解. 也就是说, 等温热处理保温过程中, 大晶粒进一步长大, 小晶粒变小. ...
... 式中, A0 表示二维晶粒的面积, P0 表示二维晶粒的周长, 当整个晶粒是圆形时, F0 的值为1, 相反, 则无限接近0. 从热力学角度而言, 在热处理过程中, 晶粒的球化是自发的过程[17 ] . 但是, 在实际过程中, 经过等温热处理不可能达到理想的球形. 根据文献[26]报道, 在固相体积分数相对较高的情况下, 随着保温时间的增加, 固相颗粒将变得圆整, 随着时间的进一步增加, 其形状变化缓慢, 甚至有可能出现相反的变化趋势, 在目前的实验中也存在这种现象. 对于α -Al而言, 可以把保温时间划分为2个阶段: 30~60 min和60~160 min. 保温时间从30 min增加到60 min时, α -Al晶粒球化现象越来越明显, 保温60 min时, 其球化效果最好, 形状最为圆整; 随着保温时间由60 min进一步增加160 min, α -Al晶粒形状变化缓慢, 以至于逐渐变得不圆整. 而对于Mg2 Si而言, 由于Mg2 Si是整个合金的初生相, 熔点较高, 其球化过程也比较简单, 即尖角溶解钝化进而变得圆整, 同时其形状变化趋势也比较简单, 即随着保温时间的增加, 其球化现象越来越明显. ...
2
2007
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
... ,18 ]利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2010
... Spencer等[9 ] 采用金属半固态加工技术, 与复合材料制备工艺相结合, 改变复合材料的组织特征, 使得复合材料基体非枝晶化, 增强体能够再分布且均匀化, 是一种改变和控制复合材料组织特征较为有效的方法. 其特点是, 材料的显微组织由树枝晶转变为非树枝晶或球状晶, 其强度和韧性明显提高. 与传统的铸造和锻造过程相比, 半固态成形具有一系列优势, 比如成形温度低、变形抗力小、宏观偏析和凝固收缩少[10 -12 ] . 半固态合金坯料的制备方法主要有电磁搅拌法[13 ] 、喷射沉积法[14 ] 、机械搅拌法[15 ] 、应变诱发熔体激活法[1 ,16 ] 、等温热处理法[17 ] 和冷斜面法[18 ] 等. 其中, 等温热处理法(isothermal heat treatment)通过一步热处理就能得到理想的球形晶粒. 此种方法过去主要应用于ZA合金, 在铝合金和铝基复合材料方面的应用较少. 而对于Mg2 Si/Al复合材料, 经过简单的一步热处理工艺就能使其组织双重球化, 可为该类复合材料的性能提高开辟一条途径. 在半固态组织研究方面, 李树索等[13 ] 研究了电磁搅拌法制备的半固态过共晶Al-Si合金显微组织中近球形α 相的形成机理; Canyook等[19 ] 研究了半固态365铝合金的组织演变. Qin等[1 ,17 ,18 ] 利用应变诱发法、冷斜面法和等温热处理法制备了Mg2 Si/Al复合材料半固态组织, 并研究了半固态组织的演变规律及机理. 在耐磨性能研究方面, 人们对重力铸造Mg2 Si/Al复合材料的耐磨性有一些研究, 但是对半固态Mg2 Si/Al复合材料的耐磨性研究则较少. ...
1
2000
... 实验中合金成分均为过共晶成分, 因此在Mg2 Si/Al凝固过程中, 首先出现Mg2 Si颗粒, 然后Al和Mg2 Si以共晶形式凝固. 本实验中复合材料的成分为Al-20Mg2 Si-10Si, 根据 (Al-20Mg2 Si)-Si的伪二元相图[20 ] , 可以推断出Mg2 Si/Al复合材料的凝固过程将按如下方式进行: ...
1
2007
... Mg2 Si/Al复合材料的XRD谱和显微组织如图1和2所示. 由图1可以看出, 普通重力铸造和挤压铸造Mg2 Si/Al复合材料的相组成相同, 主要为Al, Mg2 Si, CuAl2 和剩余的Si相. 由于采用了P变质剂, Mg2 Si增强相的形貌由粗大的树枝晶状变为多边形块状[21 ] . 由图2a和b可以看出, 重力铸造Mg2 Si/Al复合材料的初生Mg2 Si相形貌均为多边形或四边形, 平均尺寸约为35 μm, 挤压铸造Mg2 Si/Al复合材料的初生Mg2 Si相形貌变化不大, 尺寸有所减小, 平均尺寸约为30 μm, 如图2c和d所示. 重力铸造和挤压铸造Mg2 Si/Al复合材料的α -Al相为树枝晶状, 与重力铸造相比, 挤压铸造Mg2 Si/Al复合材料的α -Al相一次枝晶臂尺寸明显减小, 分布更加均匀(图2c和d), 这是由于金属熔体在压力条件下凝固结晶, 使晶粒得到了细化, 同时促使晶粒的外形变得圆整. 重力铸造Mg2 Si/Al复合材料的共晶相形貌呈粗大的针状或蠕虫状, 而挤压铸造Mg2 Si/Al复合材料的共晶相形貌呈细小的针状或蠕虫状. ...
1
1999
... 图5为挤压比压为255 MPa, 等温温度为565 ℃的条件下, 不同保温时间内半固态Mg2 Si/Al复合材料的显微组织. 由图5a可以看出, 在进行30 min等温热处理后, 部分α -Al仍保持枝晶特征, 部分则表现为蔷薇状; 初生Mg2 Si相尺寸仍为40 μm, 形貌无明显变化, 仍为四边形或多边形. 当保温时间增加到40 min时, 如图5b所示, α -Al基体有球化趋势, 部分α -Al已呈椭球形, Mg2 Si增强相仍呈不规则形状. 随着保温时间增加到50 min (图5c), α -Al相的尺寸变得不均匀, 大部分呈球形或椭球形, 极少数呈蔷薇状, 尺寸为60~70 μm. 此时, Mg2 Si相的外形也变得圆整, 大部分呈球形, 在球形颗粒中, 一部分尺寸较小, 为20 μm, 另一部分尺寸较大, 达到50 μm. 此时, 液相数量明显增加, 并且在液相内形成了许多细小的α -Al晶粒. Manson-Whitton等[22 ,23 ] 认为当固相体积分数低于0.5时, 溶解的固相将会在液相内发生沉积现象. 本研究中这种细小的晶粒可能由2种途径产生: (1) 二元共晶Al-Si, Al-Mg2 Si或三元共晶Al-Mg2 Si-Si相中的共晶Al相在加热的过程中熔化, 并在长时间保温的过程中再结晶而形成沉淀; (2) 保温过程中发生粗化的同时, 也发生溶解, 这是一个动态的过程, 溶解的α -Al在液相内沉积, 结晶形成. 同时看到, 较大的α -Al晶粒周围产生了一些柱状Al晶粒, 可以清晰地显示出柱状Al晶粒与椭圆形的α -Al相连, 并有继续生长的趋势. 这些细小的Al的柱状晶的形成, 主要是由于保温的过程中, 液相中的Al不断的迁移、运动, 并且以α -Al晶粒为形核衬底, 生长而成. 随着保温时间进一步延长至60 min(图5d), α -Al相尺寸增加到85 μm左右, 蔷薇状的特征几乎消失, 取而代之的是规则的球形或椭球形; 同时初生Mg2 Si相为细小的球形, 大部分尺寸与保温50 min时相同, 个别尺寸增至60 μm. 随着保温时间的不断延长(图5e~h), α -Al相尺寸不断增加, 保温时间为80, 100, 120和160 min时, 其尺寸分别增大为100, 105, 110和115 μm, 且形貌逐渐变得不圆整. 同时, 随着保温时间延长, 初生Mg2 Si相变得更加圆整, 尺寸较为均匀, 但仍为35 μm左右的球形. ...
3
2002
... 图5为挤压比压为255 MPa, 等温温度为565 ℃的条件下, 不同保温时间内半固态Mg2 Si/Al复合材料的显微组织. 由图5a可以看出, 在进行30 min等温热处理后, 部分α -Al仍保持枝晶特征, 部分则表现为蔷薇状; 初生Mg2 Si相尺寸仍为40 μm, 形貌无明显变化, 仍为四边形或多边形. 当保温时间增加到40 min时, 如图5b所示, α -Al基体有球化趋势, 部分α -Al已呈椭球形, Mg2 Si增强相仍呈不规则形状. 随着保温时间增加到50 min (图5c), α -Al相的尺寸变得不均匀, 大部分呈球形或椭球形, 极少数呈蔷薇状, 尺寸为60~70 μm. 此时, Mg2 Si相的外形也变得圆整, 大部分呈球形, 在球形颗粒中, 一部分尺寸较小, 为20 μm, 另一部分尺寸较大, 达到50 μm. 此时, 液相数量明显增加, 并且在液相内形成了许多细小的α -Al晶粒. Manson-Whitton等[22 ,23 ] 认为当固相体积分数低于0.5时, 溶解的固相将会在液相内发生沉积现象. 本研究中这种细小的晶粒可能由2种途径产生: (1) 二元共晶Al-Si, Al-Mg2 Si或三元共晶Al-Mg2 Si-Si相中的共晶Al相在加热的过程中熔化, 并在长时间保温的过程中再结晶而形成沉淀; (2) 保温过程中发生粗化的同时, 也发生溶解, 这是一个动态的过程, 溶解的α -Al在液相内沉积, 结晶形成. 同时看到, 较大的α -Al晶粒周围产生了一些柱状Al晶粒, 可以清晰地显示出柱状Al晶粒与椭圆形的α -Al相连, 并有继续生长的趋势. 这些细小的Al的柱状晶的形成, 主要是由于保温的过程中, 液相中的Al不断的迁移、运动, 并且以α -Al晶粒为形核衬底, 生长而成. 随着保温时间进一步延长至60 min(图5d), α -Al相尺寸增加到85 μm左右, 蔷薇状的特征几乎消失, 取而代之的是规则的球形或椭球形; 同时初生Mg2 Si相为细小的球形, 大部分尺寸与保温50 min时相同, 个别尺寸增至60 μm. 随着保温时间的不断延长(图5e~h), α -Al相尺寸不断增加, 保温时间为80, 100, 120和160 min时, 其尺寸分别增大为100, 105, 110和115 μm, 且形貌逐渐变得不圆整. 同时, 随着保温时间延长, 初生Mg2 Si相变得更加圆整, 尺寸较为均匀, 但仍为35 μm左右的球形. ...
... 晶粒粗化机制可以分为2种, 一种粗化机制为2个晶粒连接到一起形成了一个更大的晶粒[11 ] , 另一种粗化机制类似于Ostwald熟化机制[23 ] , 即大的晶粒生长, 小的晶粒溶解. 秦庆东[17 ] 对此进行了热力学分析, 认为晶粒曲率半径的不同导致了其前沿溶质浓度产生差异, 半径越大的Al晶粒, 其前沿溶质浓度越高, 相反, 对于半径小的晶粒则越小. 根据溶质传输原理[24 ] , 溶质会自发的由高浓度向低浓度区扩散, 即由半径大的晶粒向半径小的晶粒扩散, 根据平衡凝固溶质再分配原理, 半径大的晶粒前沿的液相中溶质浓度将会降低, 从而使得该处溶质易于向前生长, 而对于半径小的晶粒而言, 液相中的溶质浓度升高, 使得此处的熔点进一步降低, 导致进一步溶解. 也就是说, 等温热处理保温过程中, 大晶粒进一步长大, 小晶粒变小. ...
... 动力学方面, 通常用下式来描述通过扩散来实现粗化的系统, 包括混杂的固液界面[23 ] : ...
1
2000
... 晶粒粗化机制可以分为2种, 一种粗化机制为2个晶粒连接到一起形成了一个更大的晶粒[11 ] , 另一种粗化机制类似于Ostwald熟化机制[23 ] , 即大的晶粒生长, 小的晶粒溶解. 秦庆东[17 ] 对此进行了热力学分析, 认为晶粒曲率半径的不同导致了其前沿溶质浓度产生差异, 半径越大的Al晶粒, 其前沿溶质浓度越高, 相反, 对于半径小的晶粒则越小. 根据溶质传输原理[24 ] , 溶质会自发的由高浓度向低浓度区扩散, 即由半径大的晶粒向半径小的晶粒扩散, 根据平衡凝固溶质再分配原理, 半径大的晶粒前沿的液相中溶质浓度将会降低, 从而使得该处溶质易于向前生长, 而对于半径小的晶粒而言, 液相中的溶质浓度升高, 使得此处的熔点进一步降低, 导致进一步溶解. 也就是说, 等温热处理保温过程中, 大晶粒进一步长大, 小晶粒变小. ...
1
2000
... 晶粒粗化机制可以分为2种, 一种粗化机制为2个晶粒连接到一起形成了一个更大的晶粒[11 ] , 另一种粗化机制类似于Ostwald熟化机制[23 ] , 即大的晶粒生长, 小的晶粒溶解. 秦庆东[17 ] 对此进行了热力学分析, 认为晶粒曲率半径的不同导致了其前沿溶质浓度产生差异, 半径越大的Al晶粒, 其前沿溶质浓度越高, 相反, 对于半径小的晶粒则越小. 根据溶质传输原理[24 ] , 溶质会自发的由高浓度向低浓度区扩散, 即由半径大的晶粒向半径小的晶粒扩散, 根据平衡凝固溶质再分配原理, 半径大的晶粒前沿的液相中溶质浓度将会降低, 从而使得该处溶质易于向前生长, 而对于半径小的晶粒而言, 液相中的溶质浓度升高, 使得此处的熔点进一步降低, 导致进一步溶解. 也就是说, 等温热处理保温过程中, 大晶粒进一步长大, 小晶粒变小. ...
1
1995
... 在衡量球状晶粒的圆整度时, 通常测量其二维的组织特性来表征. 同时, 引入形状因子F0 [25 ] , 其定义如下: ...


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}