
王瑶, 刘雪梅, 宋晓艳 , 魏崇斌 王海滨, 王西龙
, 魏崇斌 王海滨, 王西龙
北京工业大学材料科学与工程学院新型功能材料教育部重点实验室, 北京100124
WANG Yao, LIU Xuemei, SONG Xiaoyan, WEI Chongbin, WANG Haibin, WANG Xilong
中图分类号: TG146
通讯作者:
修回日期: 2013-09-13
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
王 瑶, 男, 1988年生, 硕士生
展开
摘要
以WC-16%Co (质量分数)废旧硬质合金块体为原料, 采用氧化-原位还原碳化的方法对其进行回收制备再生WC-16%Co复合粉, 并对再生复合粉进行低压烧结制备再生硬质合金块体材料. 通过热力学计算确定氧化物粉末和炭黑发生原位还原碳化反应的温度范围, 采用实验方法系统研究了原料粉末中配C量对再生复合粉和再生硬质合金的物相组成、力学性能等的影响, 并对再生合金的显微组织与性能的关系进行了分析. 结果表明: 随着原料粉中配C量的增加, 再生复合粉中的Co6W6C相逐渐减少, 总C和游离C含量增加; 当配C量为16.60%时, 可制备出化学成分符合原生WC-16%Co复合粉要求的再生复合粉, 经低压烧结可得到物相纯净, 断裂韧性达到23.05 MPa·m1/2, 横向断裂强度达到4020 MPa的高性能再生硬质合金; 再生硬质合金的Co相分布是否均匀, 对再生硬质合金的综合性能优良与否起到至关重要的作用.
关键词:
Abstract
Recycling of cemented carbide scraps is drawing more and more attention to companies and countries all over the world. However, the recycling method has always been a problem where there are many factors involved. The feasibility, recycling rate, energy consumption and the environment conservation are all significant factors for the recycling method that need to be considered. In this work, using the cemented carbides scraps as the raw material, the recycled WC-16%Co (mass fraction) composite powder was synthesized by oxidation, reduction and carbonization reactions. Then the recycled composite powder was sintered to prepare the hard metal bulks by sinter-HIP (hot isostatic pressing). The results indicate that with the carbon addition increases, the content of Co6W6C in the composite powders decreases while the total carbon and free carbon increase. When the carbon addition is 16.60%, the high-performance hard metal bulks can be obtained, with a fracture toughness of 23.05 MPa·m1/2 and a transverse rupture strength of 4020 MPa. Moreover, the Co phase distributes more homogeneously in the recycled hard metals. The larger mean free path of the Co phase and the lower contiguity degree of the WC grains lead to the high performance of the recycled hard metal materials.
Keywords:
WC-Co硬质合金由于具有较高的硬度、耐磨性、横向断裂强度及良好的断裂韧性等优异的力学性能, 被称为工业牙齿[
本工作利用氧化-还原碳化工艺对废旧硬质合金进行回收, 制备高性能再生硬质合金. 热力学计算、动力学模拟和材料设计、结构、性能之间关系模型的研究是今后硬质合金研究的主要方向[
以WC-16%Co (质量分数, 下同)硬质合金为原料, 采用氧化-还原碳化工艺对废旧WC-Co硬质合金进行回收再生. 首先, 利用热力学计算对原位还原碳化反应过程进行了预测, 进而在此基础上对原位还原碳化工艺进行优化.
首先将废旧WC-16%Co硬质合金置于空气中进行氧化; 对氧化所得粉末配以一定量的炭黑(纯度99.8%, 灰分<0.1%)后进行原位还原碳化反应, 利用经过优化后的工艺得到再生WC-16%Co复合粉; 随后, 将合成的再生复合粉压坯后放入低压烧结炉中, 于1440 ℃下充入Ar气5 MPa并保温保压1 h, 烧结获得再生WC-16%Co硬质合金.
再生硬质合金的密度用排水法测定; 利用D/max-3c型X射线衍射仪(XRD)对再生复合粉和再生硬质合金的物相进行分析; 利用OLYMPUS BX51型金相显微镜(OM)观察再生硬质合金显微形貌; 利用JSM-6500型扫描电镜(SEM)观察再生硬质合金显微组织; 利用JEM-2100型透射电子显微镜(TEM)观察再生硬质合金微观结构; 合金中Co相平均自由程和WC晶粒邻接度采用体视学方法进行测量和计算[
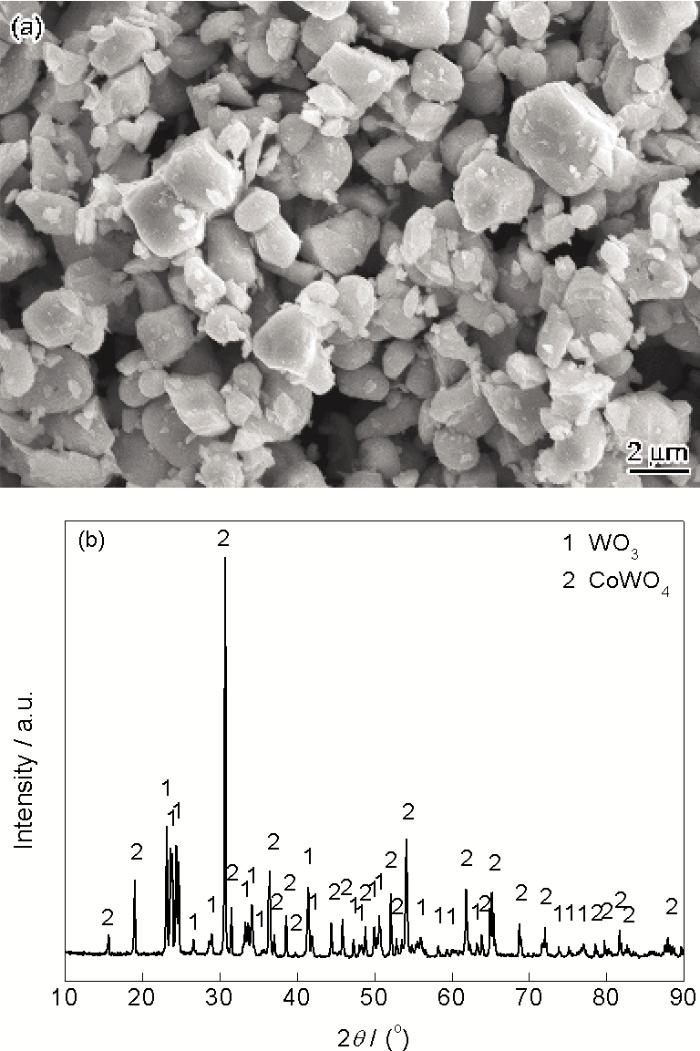
图1a所示为废旧WC-16%Co硬质合金块体经氧化后得到的氧化物粉末的SEM像. 可以看出, 氧化物粉末颗粒多数呈接近球形的形貌, 大部分颗粒粒径在0.47~3.64 μm之间, 平均颗粒粒径为1.36 μm. 图1b所示为氧化物粉末的XRD谱. 可以看出, 氧化物粉末仅由WO和CoWO组成, 文献[16]中也证实了这一结果. 对XRD谱进行分析和定量计算可知, 主相CoWO相的含量约为73.83%. 氧化物粉末的物相组成对后期还原碳化过程和再生复合粉的成分具有重要的影响, 仅含有WO和CoWO的氧化物粉末在原料上为合成品质优良的再生复合粉奠定了基础.
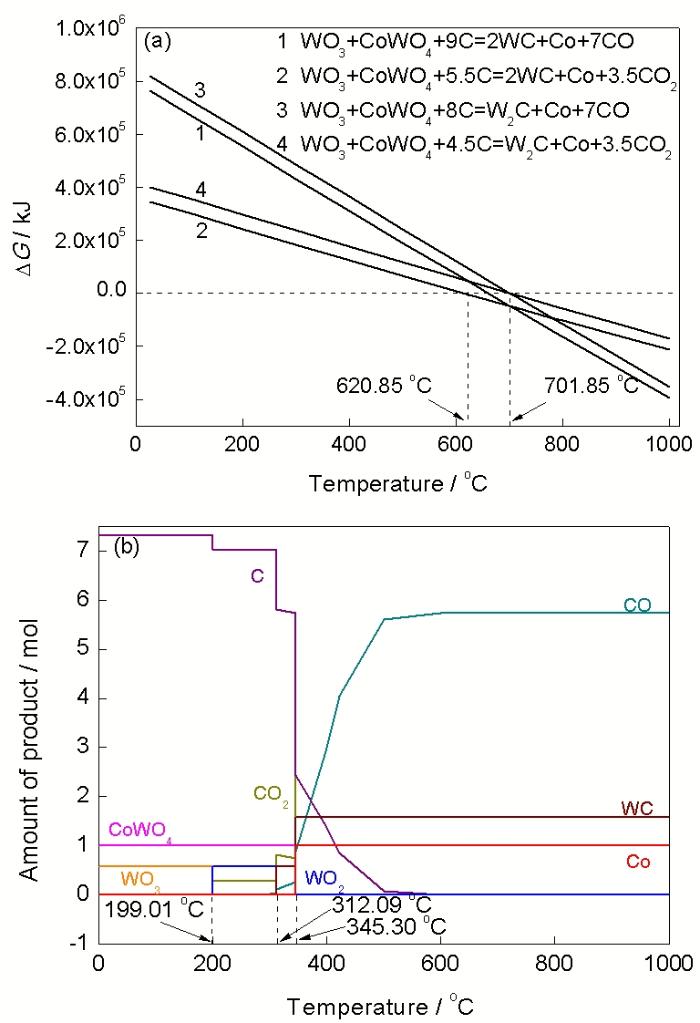
图2a为经热力学公式计算得到的WO和CoWO在还原碳化过程中可能发生的4个反应的Gibbs自由能变化ΔG随温度变化的曲线. 可以看出, 当温度低于620.85 ℃时, 4个反应的ΔG均大于零, 因此反应无法自发进行[
对于成分为WC-16%Co的废旧硬质合金, WC和Co氧化时初始摩尔数之比为定值, 计算得到氧化产物CoWO和WO的摩尔数之比为1∶0.5797. 图2b所示为反应过程中各反应物和产物的摩尔数随温度的变化曲线. 可以看出, 当温度达到199.01 ℃, WO被C还原为WO, 此时气体产物为CO和CO, 由于CO的含量较小(约4.8×10-4 mol), 从图2b中无法清晰看出. 当温度达到312.09 ℃, WO被C还原碳化为WC, 此时气体产物为CO和CO, CO含量明显上升. 在312.09~345.30 ℃范围内, 部分CO与C反应生成CO. 当温度达到345.30 ℃, CoWO被C还原碳化为WC和Co, 此时气体产物为CO和CO, 2种气体含量均明显增多. 随温度继续上升, CO与剩余的C反应生成CO, 最终体系中气体产物仅为CO, 固体产物则为WC和Co, 表明WO和CoWO与炭黑反应可获得纯净的WC和Co.
上述热力学计算结果对后续工艺优化起到有益的指导作用, 但实验过程中由于动力学因素的作用, 可能出现与热力学计算结果不同的物相. 因此, 在实际工艺优化过程中, 除参考热力学计算结果外, 还需要考虑其它一些可能对实验动力学过程产生影响的因素.
为保证反应进行完全并具有一定的反应速度, 利用优化后的原位还原碳化反应工艺, 合成制备再生WC-16%Co复合粉, 并对其物相和元素组成进行分析.
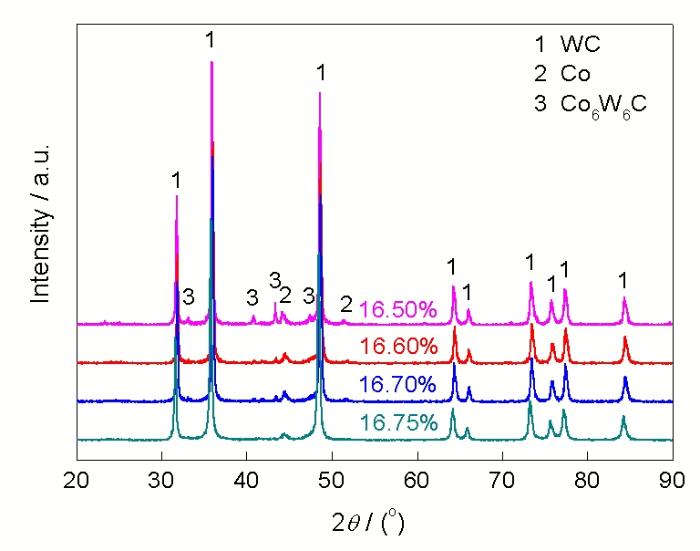
图3为原料粉中添加不同含量C后合成的再生复合粉的XRD谱. 可以看出, 当配C量为16.50%时, 再生复合粉中存在一定量的缺C相(CoWC), 随着配C量的上升, 再生复合粉中缺C相的峰强逐渐降低且数量逐渐减少. 当配C量为16.60%和16.70%时, 再生复合粉中存在部分缺C相, 但其峰强相对较低. 当配C量为16.75%时, 再生复合粉中观察不到缺C相的存在. 由此可知, 实验合成的再生复合粉中存在热力学计算中未涉及的缺C相CoWC. 由于原位还原碳化反应是固相反应, 一定程度上C的扩散不充分, 从而导致合成的再生复合粉中有一定量的游离C和缺C相共存.
表1 不同配C量时合成的再生WC-16%Co复合粉中各元素含量
| Carbon addition | O | Total carbon | Free carbon | Co |
|---|---|---|---|---|
| 16.50 16.60 16.70 16.75 Powder requirement | 0.27 0.32 0.32 0.52 ≤0.70 | 4.88 5.06 5.08 5.40 4.87~5.20 | 0.04 0.06 0.09 0.25 - | 15.9 15.8 15.4 15.6 15.0~16.0 |
表1为不同配C量下合成的再生复合粉的元素分析结果. 可以看出, 配C量对再生复合粉化学成分影响较明显. 随配C量的上升, 再生复合粉中的游离C含量和总C含量明显上升. 4组复合粉中的Co含量和O含量均在粉末要求的范围内. 当配C量为16.50%时, 由于还原碳化过程时间有限、C量相对较少以及C原子扩散程度和分布均匀程度等有限, 致使大部分粉末还原碳化为WC和Co, 而局部因C原子不充分而导致再生复合粉中存在一定量的缺C相. 当配C量为16.75%时, 再生复合粉中的O含量相对偏高, 且总C含量已超过了粉末要求的范围. 配C量为16.60%和16.70%时, 再生复合粉中O含量、Co含量和总C含量均在原生粉末要求范围内, 同时游离C含量相对较低, 符合制备高性能硬质合金的需求.
综上所述, 配C量对再生复合粉的物相及元素组成影响较明显. 随配C量上升再生复合粉中的缺C相逐渐减少, 同时复合粉中的游离C含量和总C含量明显上升.
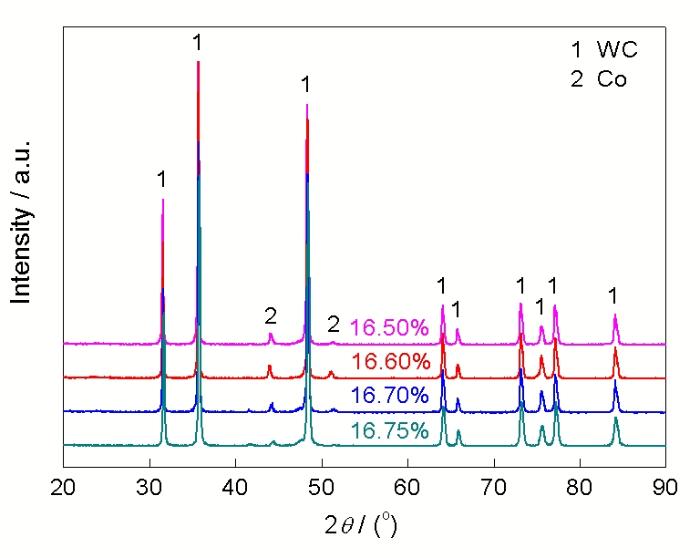
图4所示为原料粉中添加不同含量C后制备得到的再生WC-16%Co硬质合金的XRD谱. 可以看出, 不同配C量下制备得到的再生硬质合金的物相均仅由WC和Co组成, 不存在缺C相. 这是由于在高温液相烧结阶段, 再生复合粉中残留的游离C充分扩散并与缺C相发生反应(CoWC+C→WC+Co), 生成WC和Co的同时使再生复合粉中共存的游离C和缺C相得以消除, 从而获得物相纯净的再生硬质合金.
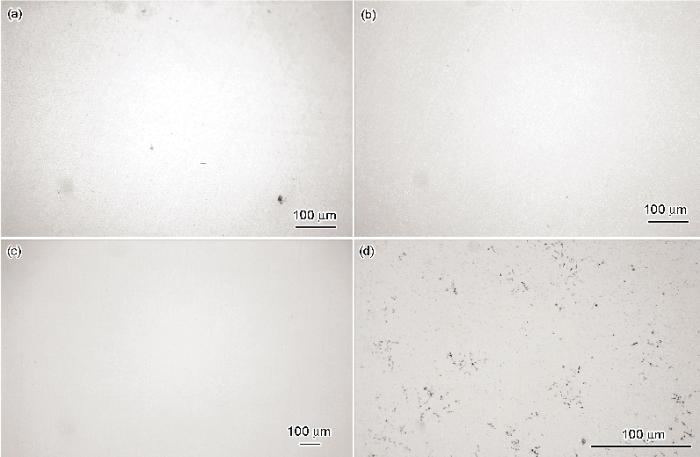
图5所示为不同配C量下再生硬质合金的OM像. 可以看出, 配C量为16.50%时, 如图5a所示, 再生硬质合金中存在部分孔洞, 组织较均匀. 当配C量为16.60%和16.70%时, 如图5b和c所示, 再生硬质合金的组织均匀, 不存在明显的孔洞等缺陷. 配C量为16.75%时, 如图5d所示, 再生硬质合金中出现了较明显的游离C, 且数量较多, 结合表1分析可知, 正是由于再生复合粉中C含量较多, 导致在烧结后的再生硬质合金中残留有未反应完全的C, 在组织中形成了大量的游离C. 孔洞和游离C的存在都将导致再生硬质合金性能的下降.
图6所示为不同配C量下再生硬质合金的SEM像. 经统计, 当配C量为16.50%, 16.60%, 16.70%和16.75%时, 获得的再生硬质合金的WC平均晶粒尺寸分别为0.68, 0.87, 0.76和0.79 μm. 当配C量为16.50%和16.60%时, 随配C量上升WC平均晶粒尺寸增大, 该趋势与文献[18]报道一致. 随配C量继续增加, WC平均晶粒尺寸呈减小的趋势. 由Oswald熟化理论[
表2为不同配C量下再生WC-16%Co硬质合金的性能检测结果. 可以看出, 配C量为16.60%时制备的再生硬质合金具有最高的密度值, 即其致密度最高; 而配C量为16.50%时制备的再生硬质合金致密度最低; 配C量为16.75%时制备的再生硬质合金, 由于其组织中出现了大量的游离C, 导致其致密度相对偏低. 硬度和断裂韧性在数值上呈反向变化[
表2 不同配C量下制备的再生WC-16%Co硬质合金的性能
| Carbon addition % | Density g·cm-3 | Hardness kg·mm-2 | KIC MPa·m1/2 | TRS MPa |
|---|---|---|---|---|
| 16.50 | 13.79 | 1313 | 17.59 | 2911 |
| 16.60 | 13.90 | 1238 | 23.05 | 4020 |
| 16.70 | 13.85 | 1306 | 18.57 | 3654 |
| 16.75 | 13.82 | 1282 | 17.60 | 2337 |
由表3[
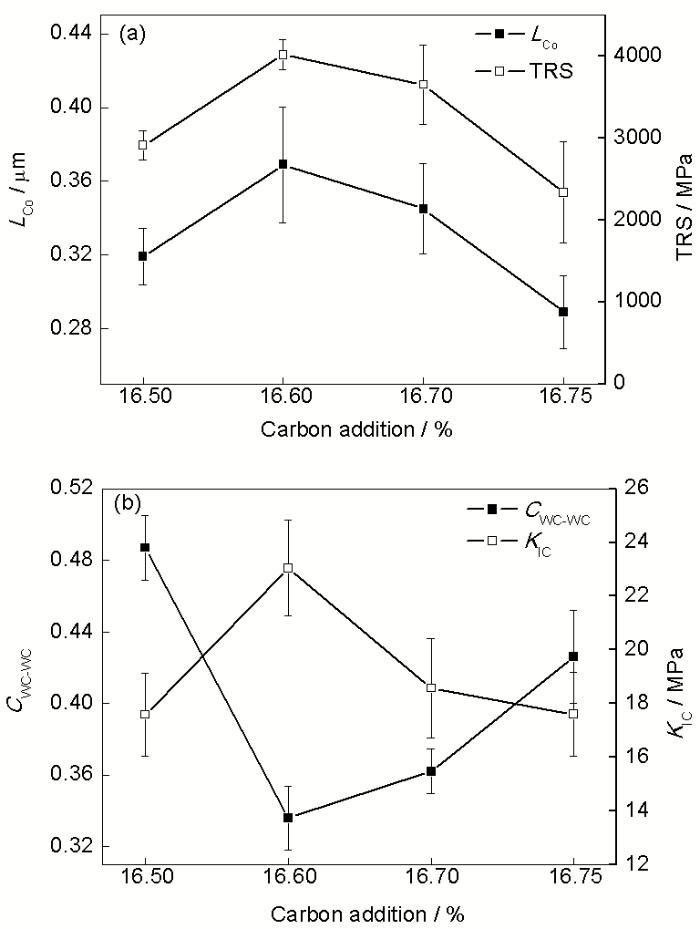
综合来看, 配C量为16.60%时制备的再生硬质合金具有优良的综合力学性能, 这与再生合金的Co平均自由程LCo和WC晶粒邻接度CWC-WC有密切关系. 配C量为16.60%时, 再生合金的LCo较大(0.369 μm), 同时CWC-WC相对较低(0.336), 说明该合金中Co分布较均匀, 导致WC晶粒之间的接触较少; 而配C量为16.75%时, 再生合金具有最低的LCo (0.289 μm)和相对较高的CWC-WC (0.426), 相对于配C量为16.60%时制备得到的再生硬质合金, 其LCo降低了近21%, 同时CWC-WC升高了近27%, 说明配C量为16.75%时再生硬质合金中Co分布相对不均匀且WC晶粒之间接触较多. 结合图7a和b分析可知, 再生硬质合金的Co相平均自由程与WC晶粒邻接度在数值上呈反向变化关系, 横向断裂强度和断裂韧性则随LCo的增大和CWC-WC的减小而增大. 因此, LCo较高且CWC-WC较低的再生硬质合金具有较高的横向断裂强度和断裂韧性.
配C量为16.60%时制备的再生硬质合金的TEM像如图8所示. 从图8a可以发现, 再生硬质合金中黏结相Co中存在大量明显的形变带, 如图8a中箭头所示. 当合金受到应力时, Co相通过位错滑移机制[
(1) 热力学计算结果表明, WO和CoWO在与炭黑反应过程中, WO首先在199.01 ℃下被C还原为WO, 随后WO在312.09 ℃下被C还原碳化为WC; CoWO则在345.3 ℃下被C还原碳化为WC和Co.
(2) 对废旧WC-Co硬质合金进行氧化, 得到仅由WO和CoWO组成的氧化物混合粉末. 在热力学计算的指导下, 对该氧化物混合粉末添加炭黑, 利用优化后的原位还原碳化工艺合成得到含有少量缺C相的再生WC-Co复合粉. 配C量对再生复合粉末的物相组成影响不大, 但影响粉末中的缺C相含量和C含量. 随着配C量的增加, 再生复合粉中的缺C相逐渐减少, 游离C含量和总C含量明显上升.
(3) 当配C量为16.60%时, 可得到物相纯净、断裂韧性达到23.05 MPa·m1/2, 横向断裂强度达到4020 MPa的高性能再生硬质合金.
(4) Co分布较均匀的再生硬质合金具有较为优良的力学性能. Co分布越均匀, 其Co平均自由程LCo越高且WC晶粒邻接度CWC-WC越低, 从而提高再生硬质合金的断裂韧性和横向断裂强度. 当合金受到应力时, 再生合金中的Co通过塑性变形使应力得到松弛和释放, 同时WC晶粒中的可动位错使其具有一定程度的塑性变形能力, 提高了再生硬质合金的综合性能.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}