
中图分类号: TG146.4
通讯作者:
收稿日期: 2013-09-13
修回日期: 2014-02-3
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
姜雁斌, 男, 1981年生, 博士
展开
摘要
研究了在250~470 ℃下感应加热连续退火对冷拉拔铜包铝复合线材包覆Cu层和Al芯组织、界面层金属间化合物组成和厚度的影响, 并与传统炉式等温退火的实验结果进行了比较. 结果表明: 当感应加热温度为250 ℃时, Cu层和Al芯只发生回复现象; Cu层和Al芯分别在300和330 ℃时开始发生再结晶, 在430 ℃时均发生完全再结晶, 平均晶粒尺寸分别约为6.0和7.3 μm. 当温度为360 ℃时, Cu/Al界面形成了不连续分布的CuAl2金属间化合物; 当温度为390 ℃时, 界面形成了连续分布的CuAl2层, 430 ℃时形成了CuAl2和Cu9Al4 2种化合物层, 平均厚度分别约为0.52和0.48 μm. 进一步升高温度, Cu层和Al芯的晶粒明显长大, 界面化合物层厚度呈增大趋势. 在本工作实验条件下, 冷拉拔铜包铝复合线材合理的感应加热连续退火温度为430 ℃. 与炉式等温退火工艺相比, 感应加热连续退火方法可明显细化铜包铝复合线材Cu层和Al芯的再结晶晶粒, 显著减小界面金属间化合物层厚度.
关键词:
Abstract
Influences of induction heating continuous annealing (IHCA) on the microstructure of both copper sheath and aluminum core, and intermetallic compound at the Cu/Al interface of cold-drawn copper-clad aluminum wire were investigated, compared with the traditional isothermal annealing in furnace (TIA). The results showed that recovery of both the copper sheath and aluminum core happened when the temperature of IHCA was 250 ℃. Recrystallization began to occur in the copper sheath at 300 ℃ and in the aluminum core at 330 ℃, respectively. Complete recrystallization of both the copper sheath and aluminum core took place at 430 ℃, whose average grain size were 6.0 and 7.3 μm, respectively. An intermetallic compound CuAl2 discontinuously formed at the interface at 360 ℃, and continuous CuAl2 layer formed at 390 ℃. Both CuAl2 layer and Cu9Al4 layer formed at the interface at 430 ℃, with average thickness of 0.52 and 0.48 μm, respectively. With further raising the temperature, the grains of both copper sheath and aluminum core grew, and the thickness of the intermetallic compound layer increased slightly. The appropriate IHCA temperature of the cold-drawn copper-clad aluminum wire was 430 ℃. Compared with TIA, IHCA was able to not only refine recrystallized grain of both copper sheath and aluminum core remarkably, but also reduce the thickness of the interfacial intermetallic compound layer in the copper-clad aluminum wire.
Keywords:
铜包铝复合线材兼具Cu的导电率高和Al的成本低、密度小等优点, 广泛应用于高频信号传输电缆、电力电缆、电磁线和特殊漆包线等领域[
冷加工态铜包铝复合线材常用的退火方法是炉式等温退火, 工艺简单, 但易导致Cu层和Al芯的回复、再结晶和晶粒长大进程的差异, 造成退火后各部位晶粒尺寸和分布不均匀, 在界面形成较厚(>3 μm)的脆性金属间化合物(CuAl2, CuAl和Cu9Al4)[[
感应加热退火方法具有快速升温至目标温度、无保温过程和易于实现在线连续退火等特点, 广泛应用于钢材和有色金属材料的热处理[
本工作采用感应加热连续退火方法对加工态铜包铝复合线材进行软化处理, 使Cu层和Al芯快速升温至其再结晶温度, 无保温后快速冷却, 以细化Cu层和Al芯再结晶晶粒, 提高两者晶粒尺寸的均匀性; 同时, 感应加热连续退火升温速率快和无保温过程的特点可有效控制界面脆性金属间化合物层的生长, 改善界面结合状态.
本工作以采用包覆焊接-冷拉拔工艺制备的铜包铝复合线材为研究对象, 重点研究感应加热温度对线材包覆Cu层和Al芯组织变化、界面层金属间化合物组成和厚度的影响规律, 为合理制定铜包铝复合线材感应加热连续退火工艺提供参考.
采用包覆焊接法制备直径12 mm的铜包铝复合线坯, 经总变形量为95%的冷拉拔加工后, 获得外径为2.8 mm的复合线材(其中纯Cu包覆层厚度为0.12 mm), 包覆比为16.4%.
采用图1所示的感应加热装置对铜包铝复合线材进行连续退火. CW-XJH感应加热电源的功率在0~6 kW范围可调, 感应加热线圈内径为8 mm, 匝数为2, 线圈总宽度为8 mm.
为了测定感应加热连续退火过程中铜包铝复合线材的温度变化, 在线材上钻孔并安装直径0.25 mm的热电偶(热电偶插入深度为1 mm), 将热电偶与数据采集卡相连, 温度数据传入计算机进行记录, 温度数据采集周期为0.2 s.
线材通过感应加热线圈的水平运动速率为5 mm/s (本工作装置的上限速率). 感应加热过程中, 由于铜包铝复合线材的热导率较高, 线材的被加热长度(70~85 mm)远大于感应线圈宽度. 线材上某个测温点的温度随线材水平移动的变化(升温曲线)如图2所示. 可以看出, 线材温度的变化分为升温阶段(进入加热区域并逐渐升高至目标温度)和冷却阶段(离开加热区域并在空气中自然冷却), 本工作定义升温阶段的最高温度为感应加热退火温度. 感应加热退火温度通过感应电源功率调节.
根据铜包铝复合线材炉式等温退火时再结晶温度为300~350 ℃[
工业上主要采用炉式等温退火方式对直径大于1 mm的铜包铝复合线材进行软化处理, 退火时间一般为60~120 min[
将退火后的线材试样沿长度方向剖开, 经过粗磨、细磨和抛光后采用EVO 18型扫描电子显微镜(SEM)观察试样纵截面组织, 采用SEM附带的INCA 200能谱(EDS)系统对包覆Cu层、Al芯和界面相组成进行化学成分分析. 采用LEO-1450型SEM的电子背散射衍射(EBSD) 系统和牛津INCA的HKL全自动晶体取向数据采集系统Channel对包覆Cu层和Al芯的组织进行分析.
2.1.1 感应加热温度对包覆Cu层微观组织的影响 图3为感应加热退火前后铜包铝复合线材包覆Cu层的EBSD取向成像图, 其中粗黑线代表取向差大于15°的晶界, 细线代表取向差为2°~15°之间的晶界. 图3a表明, 冷拉拔加工后, 复合线材包覆Cu层内晶粒明显被拉长, 其纵截面组织变为沿拉拔方向紧密排列的细长纤维晶, 纤维晶内存在较多小角度晶界, 如图3a中的箭头所示.
当加热温度为250 ℃时(图3b), Cu层的显微组织仍以纤维组织为主, 亚晶粒数量增多, Cu层处于回复阶段. 当加热温度为300 ℃时, Cu层内小角度晶界的数量减少, 晶界更加清晰, 并且局部区域出现了细小的再结晶晶粒, 如图3c中箭头所示, 表明Cu层已开始发生再结晶. 随着温度升高到360 ℃, 变形基体中小角度晶界数量明显减少, Cu层再结晶程度增大(图3d); 当加热温度升高至390 ℃时, Cu层的再结晶基本完成, 大部分变形组织被细小等轴的再结晶晶粒所取代, 只有少数晶粒内部仍然存在小角度晶界, 如图3e中箭头所示.
当加热温度提高至430 ℃时, Cu层发生了完全再结晶, 形成了等轴的再结晶晶粒, 平均晶粒尺寸为6.0 μm, 如图3f所示. 继续升高加热温度至470 ℃时, 再结晶晶粒发生了长大现象, 平均晶粒尺寸为7.3 μm, 如图3g所示.
2.1.2 感应加热温度对Al芯微观组织的影响 图4为感应加热退火前后复合线材Al芯的EBSD取向成像图. 可见, 拉拔态复合线材Al芯的纵截面组织为细长的纤维晶, 纤维晶内存在大量的小角度晶界, 如图4a中箭头所示, 与Cu层的变形组织特征相似.
当感应加热温度为300 ℃时, Al芯的组织与拉拔态线材相似, 但晶界更加清晰, Al芯处于回复阶段, 如图4b所示. 当加热温度为330 ℃时, Al芯仍以变形条状组织为主, 但晶界附近出现了细小的再结晶晶粒, 如图4c中箭头所示. 随着加热温度的升高, 变形基体中小角度晶界的数量明显减少, Al芯的再结晶程度增大. 当加热温度升高到390 ℃时, 大部分变形组织被等轴的再结晶晶粒所取代, 但一些晶粒内部仍然存在小角度晶界和亚晶粒, 如图4e中箭头所示.
当加热温度升高到430 ℃时, Al芯完成再结晶, 形成了等轴的再结晶晶粒, 平均晶粒尺寸为7.3 μm (图4f). 进一步升高加热温度至470 ℃时, Al芯的晶粒发生明显长大现象, 平均晶粒尺寸达到了12.0 μm (图4g).
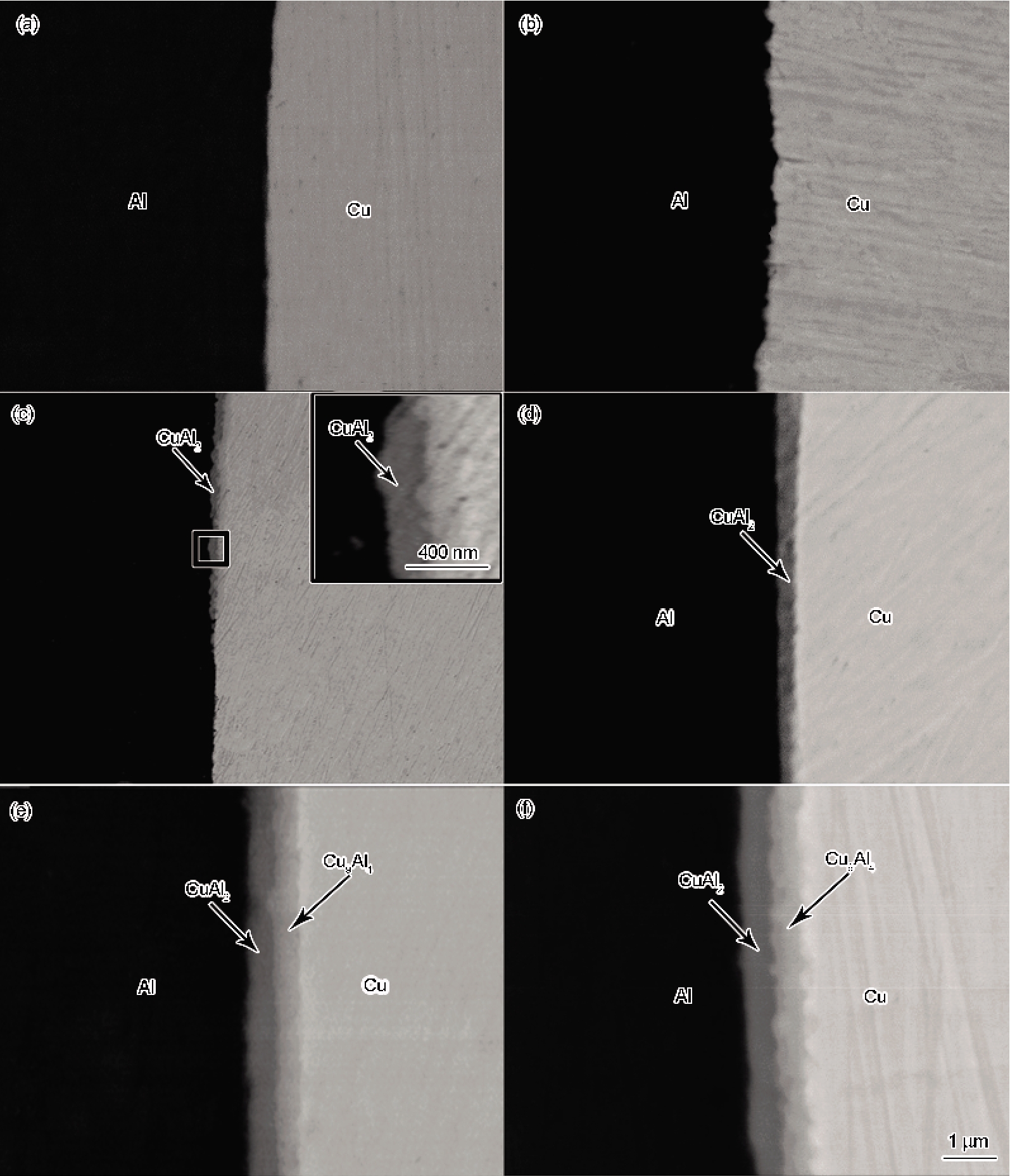
图5为感应加热退火前后铜包铝复合线材Cu/Al界面形貌的SEM像. 图5a所示为拉拔加工态, Cu/Al界面较平直. 当感应加热温度为330 ℃时, 复合线材界面呈锯齿状, 没有观察到金属间化合物的存在(图5b). 当加热温度升高至360 ℃时, 界面处形成了一种薄而不连续的金属间化合物CuAl2 (图5c); 当加热温度达到390 ℃时, 界面处形成连续的CuAl2金属间化合物层(图5d); 当加热温度为430和470 ℃时, 复合线材界面处形成了由CuAl2层和Cu9Al4层构成的双化合物层(图5e和f).
通过EDS分析并参考有关Cu/Al界面金属间化合物研究文献的结果[
当感应加热温度为360 ℃时, 界面处仅形成了厚度约0.20 μm的CuAl2化合物, 随着加热温度的升高, CuAl2层厚度逐渐增大. 当加热温度上升至430 ℃时, 界面处形成了CuAl2和Cu9Al4 2种金属间化合物层, 平均厚度分别为0.52和0.48 μm. 进一步升高加热温度至470 ℃时, CuAl2和Cu9Al4层的厚度继续增大, 平均厚度分别为0.64和0.58 μm.
根据上述结果可知, 在本工作实验条件下, 冷拉拔铜包铝复合线材合理的感应加热连续退火温度为430 ℃. 在此感应加热温度条件下, 复合线材包覆Cu层和Al芯均发生了完全再结晶, 获得细小、等轴的再结晶晶粒, 平均晶粒尺寸分别为6.0和7.3 μm, 界面金属间化合物层总厚度约为1.00 μm.
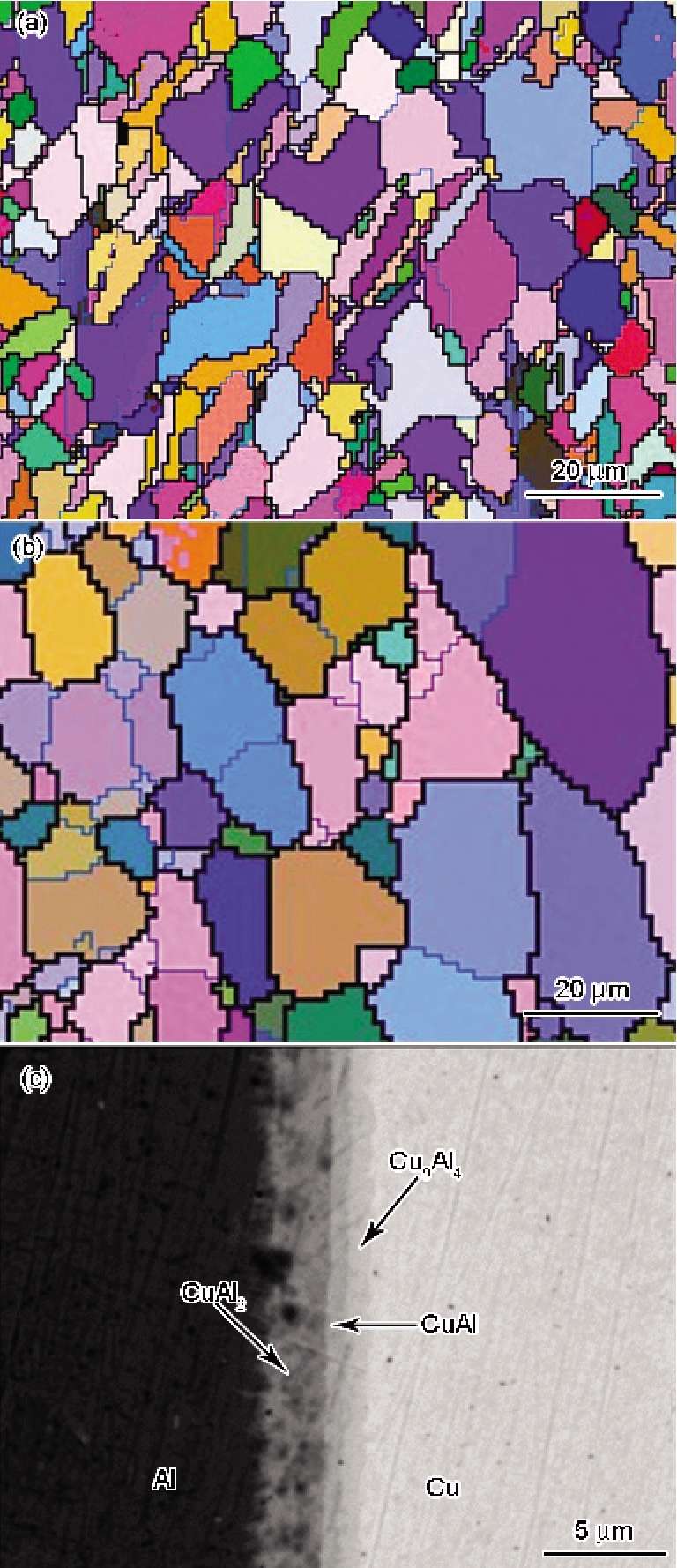
为了比较感应加热连续退火与传统炉式等温退火2种工艺对铜包铝复合线材组织的影响, 将拉拔态铜包铝复合线材在200~500 ℃, 保温60 min的条件下进行了炉式等温退火. 表2列出了2种退火工艺对复合线材Cu层和Al芯的再结晶晶粒平均尺寸和Cu/Al界面金属间化合物厚度的影响. 炉式等温退火温度低于250 ℃时, 复合线材Al芯未发生明显的再结晶现象; 当温度升高至330 ℃时, 复合线材Cu层和Al芯局部区域发生再结晶现象. 当退火温度升高至350 ℃时, Cu层和Al芯均发生了完全再结晶, 形成等轴的再结晶组织, 平均晶粒尺寸分别为8.0和12.7 μm; Cu/Al界面形成了CuAl2, CuAl和Cu9Al4 3种金属间化合物层, 如图6所示, 平均厚度分别为2.20, 0.60和1.00 μm, 总厚度为3.80 μm. 继续升高退火温度, Cu层和Al芯的晶粒明显长大, Cu/Al界面的金属间化合物层厚度也迅速增大, 与王秋娜等[
表1 感应加热退火后铜包铝复合线材界面金属间化合物成分和平均厚度
| Temperature / ℃ | Intermetallic compound | Atomic fraction of Cu / % | Atomic fraction of Al / % | Thickness / μm |
|---|---|---|---|---|
| 360 | CuAl2 | 32.6 | 67.4 | 0.20 |
| 390 | CuAl2 | 32.2 | 67.8 | 0.40 |
| 430 | CuAl2 | 34.8 | 65.2 | 0.52 |
| Cu9Al4 | 69.7 | 30.3 | 0.48 | |
| 470 | CuAl2 | 29.3 | 70.7 | 0.64 |
| Cu9Al4 | 63.1 | 36.9 | 0.58 |
表2 感应加热连续退火和炉式等温退火复合线材Cu层和Al芯完全再结晶晶粒平均尺寸和界面金属间化合物厚度
| Process condition | Grain size / μm | Thickness of intermetallic compound / μm | ||||||
|---|---|---|---|---|---|---|---|---|
| Copper | Aluminum | CuAl2 | Cu9Al4 | CuAl | Total thickness | |||
| IHCA | 430 ℃ | 6.0 | 7.3 | 0.52 | 0.48 | - | 1.00 | |
| 470 ℃ | 7.2 | 12.0 | 0.64 | 0.58 | - | 1.22 | ||
| TIA | 350 ℃, 60 min | 8.0 | 12.7 | 2.20 | 1.00 | 0.60 | 3.80 | |
| 400 ℃, 60 min | 10.0 | 17.0 | 2.50 | 1.40 | 1.10 | 5.00 | ||
| 450 ℃, 60 min | - | - | 6.40 | 4.10 | 2.90 | 13.40 | ||
与传统炉式等温退火工艺相比, 感应加热连续退火工艺复合线材包覆Cu层和Al芯发生完全再结晶所需温度上升, 而Cu层和Al芯再结晶晶粒细化, 发生完全再结晶时的晶粒尺寸差异减小, Cu/Al界面金属间化合物层总厚度仅约为1.00 μm, 复合线材组织的均匀性和界面结合状态显著提高.
与炉式等温退火工艺不同, 本工作采用的感应加热连续退火工艺使冷加工态铜包铝复合线材快速升温至目标温度后进行空冷, 具有升温速率快和无保温过程(保温时间为零)的特点, 对复合线材包覆Cu层和Al芯变形组织的回复、再结晶和晶粒长大行为产生显著的影响. 从2种工艺对复合线材组织影响的比较可知, 感应加热连续退火复合线材Cu层和Al芯发生完全再结晶所需温度升高, 而Cu层和Al芯再结晶晶粒细化, 发生完全再结晶时两者的晶粒尺寸差异减小.
炉式等温退火经历较长时间(数十分钟)的保温, 可以使复合线材Cu层和Al芯的变形组织在较低温度下发生充分的回复、再结晶形核和晶粒长大[
与炉式等温退火相比, 感应加热连续退火能使复合线材Cu层和Al芯在较短的时间内(以感应加热温度430 ℃为例, 约17 s)升高至其发生完全再结晶的温度, 使得Cu层和Al芯的回复过程显著缩短, 为后续再结晶过程争取更大的驱动力(变形储能), 提高了Cu层和Al芯再结晶晶粒的形核率. 另外, 感应加热连续退火使Cu层和Al芯发生完全再结晶的温度高于炉式等温退火时再结晶温度, 显著提高了再结晶晶粒的形核率和生长速率, 但由于不存在保温过程和加热到目标温度后直接空冷的作用, 再结晶晶粒的长大受到抑制, 有利于细化再结晶组织. 因此, 感应加热连续退火发生完全再结晶后复合线材Cu层和Al芯的晶粒尺寸均小于炉式等温退火后的晶粒尺寸.
铜包铝复合线材Cu层和Al芯本身材料性能的差异及其在拉拔加工过程中变形行为的差异, 导致Cu层和Al芯变形组织和缺陷变化(或形变储能)的不同, 从而易于造成退火过程中两者回复、再结晶和晶粒长大进程的差异. 炉式等温退火时, 由于Al芯的层错能高于Cu层, Al芯在热激活的作用下更容易发生位错交滑移等回复过程[
大量研究[
随着感应加热温度升高至430 ℃时, 界面附近Cu和Al的扩散速率都增大, 特别是靠近Cu侧的界面形成了Cu9Al4形核所需的成分起伏, 因此, 靠近Al侧和Cu侧的界面分别形成CuAl2层和Cu9Al4层. 但由于感应加热退火工艺升温时间短、无保温过程和加热后直接冷却的特点, 使Cu和Al的扩散距离有限, 可有效抑制金属间化合物的生长. 本工作中感应加热温度从360 ℃升高至470 ℃时, 界面金属间化合物总厚度仅从0.20 μm增大为1.22 μm. 相关研究[
炉式等温退火工艺由于保温时间长, Cu和Al具有足够的时间扩散, 因而界面层厚度显著增加, 界面层的组成也从2层变为3层, 增加了CuAl化合物, 如表2所示.
根据上述实验结果和分析可知, 与炉式等温退火工艺相比, 感应加热连续退火工艺升高了铜包铝复合线材包覆Cu层和Al芯发生完全再结晶所需加热温度, 显著缩短了两者的回复过程, 提高了再结晶的驱动力和再结晶晶粒的形核率. 感应加热连续退火工艺快速升温、无保温过程和加热后直接冷却的特点, 抑制了Cu层和Al芯晶粒以及界面金属间化合物的生长, 从而使Cu层和Al芯再结晶晶粒细化, 发生完全再结晶时的晶粒尺寸差异减小, Cu/Al界面金属间化合物层总厚度仅约1.00 μm, 复合线材组织的均匀性和界面结合状态显著提高.
(1) 当感应加热连续退火温度为250 ℃时, 铜包铝复合线材的包覆Cu层和Al芯只发生回复现象; Cu层和Al芯分别在300和330 ℃时开始发生再结晶现象; 当加热温度升高至430 ℃时, Cu层和Al芯均发生了完全再结晶, 形成了细小、等轴的再结晶组织, 平均晶粒尺寸分别为6.0和7.3 μm; 继续升高加热温度, Cu层和Al芯晶粒长大.
(2) 当感应加热温度为360 ℃时, Cu/Al界面形成了不连续分布的CuAl2金属间化合物; 当加热温度升高至430 ℃时, 界面形成了连续分布的CuAl2和Cu9Al4层化合物, 平均厚度分别为0.52和0.48 μm; 继续升高加热温度至470 ℃时, CuAl2和Cu9Al4层的平均厚度分别增大为0.64和0.58 μm.
(3) 冷拉拔铜包铝复合线材合理的感应加热连续退火温度为430 ℃. 与炉式等温退火工艺相比, 采用感应加热连续退火工艺升高了Cu层和Al芯发生完全再结晶所需温度, 以及快速加热后无保温过程的特点, 可明显细化复合线材Cu层和Al芯的再结晶晶粒, 减小两者晶粒尺寸的差异, 并显著减小界面金属间化合物层的厚度.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}