
王艳飞, 巩建鸣 , 荣冬松, 高峰
, 荣冬松, 高峰
南京工业大学机械与动力工程学院, 南京 211816
WANG Yanfei, GONG Jianming, RONG Dongsong, GAO Feng
中图分类号: TG156
通讯作者:
收稿日期: 2013-08-30
修回日期: 2013-12-30
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
王艳飞, 男, 1986年生, 博士生
展开
摘要
开展316L奥氏体不锈钢块状试样低温气体渗碳实验, 测量渗碳层内沿深度方向的C浓度和应力的大小及分布; 基于应力-扩散耦合作用理论, 建立渗碳后渗碳层内的C浓度和应力分布的计算模型, 利用该模型计算上述渗碳实验后试样沿深度方向的C浓度和应力分布, 并将模型计算结果和实验结果进行比较. 结果表明, 低温气体渗碳后钢在表层产生一层含高C浓度的渗碳层, 渗碳层内重现高的压应力, C浓度和压应力均在表面处最大, 随着深度的增加而逐渐降低, 压力和浓度的大小之间呈直线关系; 考虑应力-扩散的耦合作用的扩散计算模型计算得到的C浓度分布和实验测量结果符合的较好, 表明扩散引起的应力在低温气体渗碳的C扩散中扮演重要角色; 扩散压应力的产生显著增加了C的表观扩散速度, 在低温气体渗碳等类似的渗碳或氮的扩散机制研究中, 需考虑扩散引起的扩散压应力与扩散之间的相互作用关系.
关键词:
Abstract
Low temperature gas carburizing has been established as a surface hardening process to improve the wear and fatigue resistance of austenitic stainless steel. In the gas carburizing treatment of stainless steel at low temperature, carbon diffuses into the steel to a depth up to dozens of or even hundreds of micrometers. In industrial practice, it would be useful to establish a model that can predict the carburizing depth from carburizing condition. However, to date a satisfactory model does not exist, and the classic Fick's law has been proved to be inaccurate to describe the carbon diffusion during carburation. It has been observed that the insertion of carbon can lead to the evolution of very high compressive stresses in the surface layer of stainless steel. Since it has well established that the stresses induced by diffusion of atoms can in turn affect the diffusion behavior, the high compressive stresses due to carbon diffusion during carburation are supposed to play a role in the further diffusion of carbon. In this work, 316L stainless steel block specimens were gas carburized at low temperature, and the carbon concentration, diffusion-induced stress along the depth direction of specimens were measured. Based on the coupled stress-diffusion theory, a model was built to calculate the carbon concentration and diffusion-induced stress in the specimens after carburizing. Then the calculated carbon concentration and stress distribution were compared to that obtained by above measurement. The results show as follow: (1) After carburizing, a diffusion layer containing high amounts of carbon and compressive stress was formed near the surface of specimens. The concentration and compressive stress were the maximum at the surface, and decreased with increasing depth. There was a linear relationship between the stress and carbon concentration. With increasing carburizing time, the depth and concentration level of the carbon diffusion layer increased. (2) To describe the carbon diffusion during carburation of stainless steel at low temperature, the model based on coupled stress-diffusion theory is more appropriate than the classical Fick's second law. The diffusion-induced compressive stress played an important role in diffusion of carbon. (3) The compressive stress highly increased the apparent diffusion rate of carbon. This explained the phenomenon that measured diffusion depth of carbon is much higher than that excepted from Fick's law. The interaction between diffusion and diffusion-induced stress should be considered when studying diffusion mechanism of carbon or nitride in carburizing or nitriding similar to the gas carburizing at low temperature.
Keywords:
低温气体渗碳(或氮, 以下同)是近十几年发展起来的一种新型材料表面强化技术[
事实上, 钢在渗碳时, 由于扩散会引起高度不均匀的C浓度分布, 因此也必然会引起高的扩散应力, Christiansen和Somers[
本工作首先开展316L奥氏体不锈钢块状试样的低温气体渗碳实验, 实验后测量试样沿深度方向的C浓度和扩散应力分布, 然后基于扩散-应力耦合作用理论, 建立低温气体渗碳中C扩散的计算模型, 利用建立的模型计算上述渗碳实验后试样沿深度方向的C浓度和扩散应力分布, 最后将计算的结果与实验测量结果进行比较, 以验证基于应力-扩散耦合作用理论的计算模型用于计算低温气体渗碳中C扩散的有效性.
实验所用316L奥氏体不锈钢的化学成分(质量分数, %)为: C 0.02, Cr 17.87, Ni 12.21, Mo 2.25, Mn 1.17, Si 0.25. 制备3组不锈钢块状试样, 每组2个, 试样尺寸(x×y×z)为10 mm×10 mm×6 mm, 用金相砂纸逐级打磨渗碳面后超声波清洗并吹干. 采用自制的渗碳炉和自行优化并已证实强化效果良好的渗碳工艺, 对每组试样分别进行10, 20和30 h的渗碳处理. 渗碳工艺为: 试样置于渗碳炉中→抽真空→通N2→升温至活化温度250 ℃→通HCl气体(与原N2体积混合比为1∶3)→保温以对试样进行4 h的表面活化→停HCl气体→升温至渗碳温度470 ℃→通CO+H2混合气体(与原N2体积混合比为1∶1∶2)→保温对试样渗碳至预定的时间→停CO+H2混合气体→降温至200 ℃→停N2→降温至常温. 渗碳炉的结构和渗碳工艺可进一步详见文献[23]. 渗碳结束后, 采用EPMA-1610型电子探针X射线微区分析仪(EPMA)测量表面及不同深度z处的C浓度分布, 采用iXRD.Combo型X射线衍射仪(XRD)测量y方向的表面残余应力σyy, 并采用电解抛光的方法逐层抛光试样, 以测量不同深度z处的y方向应力σyy.
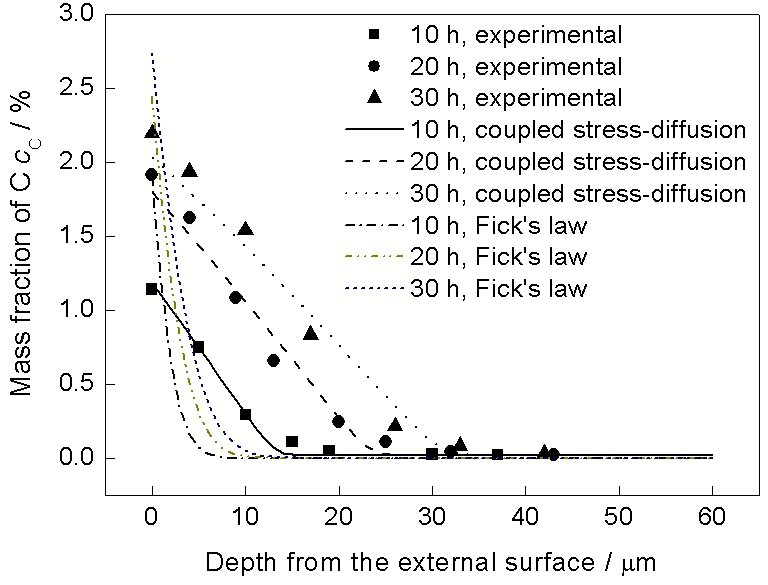
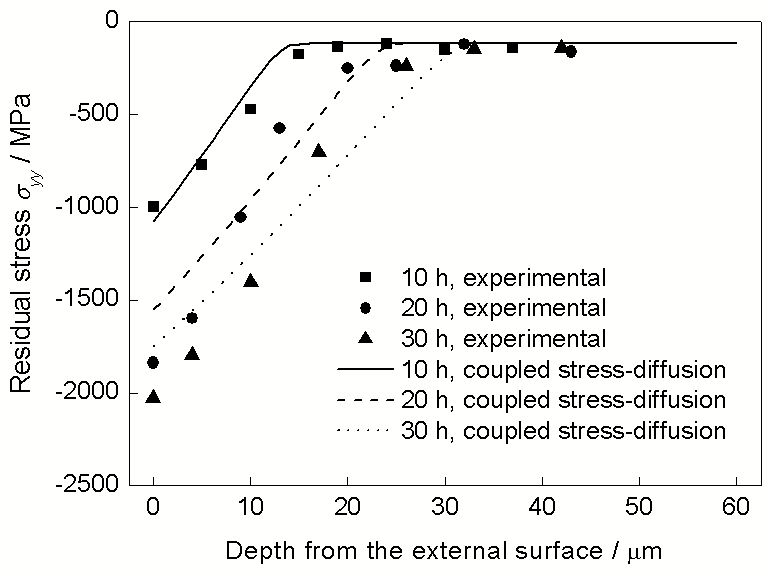
图1和2分别给出了不同深度处C浓度cC和σyy的测量结果. 由图可见, 试样渗碳后在表层附近产生了一层含高浓度C的渗碳层, 层内应力呈压应力, C浓度和压应力均在表面为最大, 沿深度z方向随深度的增加C浓度和压应力逐渐降低, 曲线呈现典型的凸状; 随着渗碳时间的增加, 渗碳层内C浓度水平和渗碳层深度增加, 压应力水平也相应增加. 30 h渗碳处理后, 试样表面的C浓度达到2.20%, 渗碳层深度接近30 μm, 表面应力超过2 GPa. 以上所测得的渗碳层内C浓度和应力水平及其分布规律和Michal等[
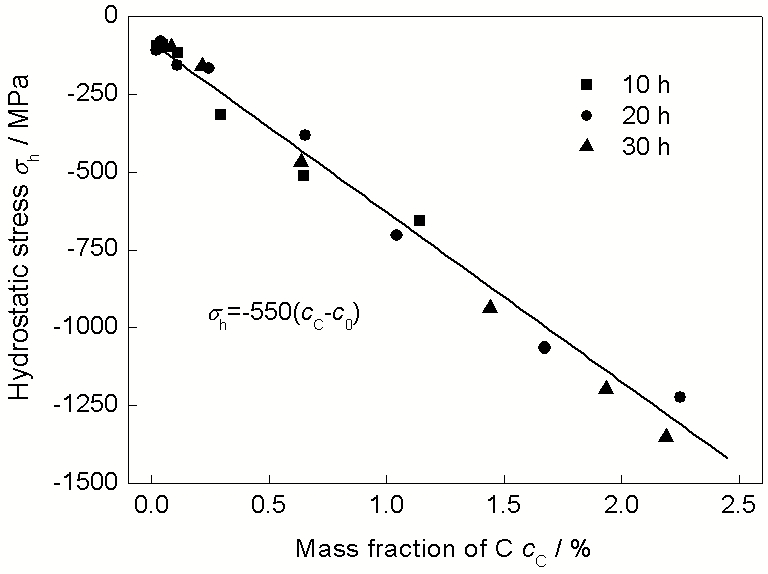
考虑到渗碳层的深度显著小于试样的厚度, 且试样的渗碳面为自由面, 不受外力作用且无固定约束, 因此可视渗碳层应力状态为平面应力状态, 即沿深度z方向的应力σzz=0. 此外由对称性可知: 沿x方向的应力σxx=σyy. 因此, 渗碳层内的静水应力σh=(σxx+σyy+σzz)/3=2σyy/3. 图3给出了静水应力σh与C浓度(cC-c0)的关系, c0为初始C浓度0.02%. 由图3可见, 渗碳引起的扩散应力在数值上与cC或(cC-c0)成正比关系, 这一结果和Christiansen和Somers[
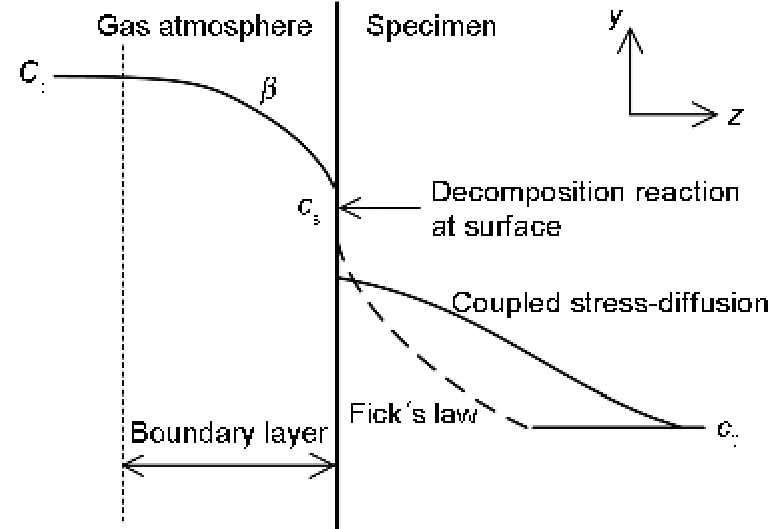
考虑试样处于渗碳气氛中, C的进入过程可如图4所示. 在渗碳温度下, 渗碳气氛中含C组分首先在工件的催化作用下发生分解反应生成活性C原子并被工件表面所吸附, 吸附的C原子进而溶解和扩散进入金属内部形成渗碳层. 由于工件的尺寸远远大于能够形成的渗碳层的深度, 因此C原子向工件内部的扩散可以简化为沿工件厚度方向即z方向的一维扩散问题. 根据热动力学理论[
式中, J为C扩散通量; L为Onsager系数; μ为C化学势; μ0为参考状态下的C化学势; cC为C浓度; T为热力学温度, K; R为理想气体常数, 8.314 J/(mol∙K); VN为C在金属中的偏摩尔体积, 3.9×10-6 m3/mol[
根据扩散系数D和L之间的关系: D=RTL/cC[
由于扩散过程中质量守恒, 进一步有:
式中, t为扩散时间. 上述实验结果已表明, 渗碳中扩散引起的应力与C浓度成直线关系, 可表示为:
式中, ξ为系数, ξ=550 MPa/%(图2). 将式(5)代入式(4), 有:
从而有x>0, t>0时,
式(7)即为考虑应力-扩散耦合作用时的C扩散方程. 如不考虑应力的影响, 式(7)可简化为经典的Fick第二定律扩散方程:
式(8)存在解析解, 为:
式中, cs为表面C浓度, erf为误差函数. 若将式(5)代入式(3), 可得:
因此, 在考虑应力的作用时, C在材料中的表观扩散系数Dap可表示为:
由式(11)可见, 压应力的产生使得C的表观扩散系数增加, 这解释了实验测量的C扩散深度明显大于基于Fick第二定律计算的C扩散深度.
要解扩散方程(式(7)), 还需设定初始条件和边界条件. 渗碳前, 板内初始C浓度为c0, 有x>0, t=0时:
渗碳过程中, 渗碳气氛中的含C组分向工件表面传递并发生分解反应, x=0, t>0时板表面的C浓度随着渗碳时间的变化可表示为[
式中, Cp为渗碳气氛的C势, β为质量传递系数, erfc为余补误差函数. 由于应力的存在, x=0, t>0时板表面处实际C浓度应为:
由上述扩散方程(7), 初始条件(12)以及边界条件(14), 利用一定的数值计算方法即可计算得到基于应力-扩散耦合作用理论的C浓度和扩散应力分布. 利用式(8)或(9)及初始条件(12), 边界条件(13)即可计算得到基于Fick定律的C浓度和扩散应力分布.
此外, 上述推导针对的渗碳面为平面, 对于其它形状的渗碳面如圆柱面和球面, 可参考本工作与文献[13]进行类似推导, 文献[13]中给出了各种形状渗碳面基于Fick第二定律的扩散理论表达式.
采用有限差分法求解上述扩散方程式及初始条件和边界条件, 计算前需先确定D, Cp和β3个参数的取值. 综合Batz等[
式中,
将上述确定的D, Cp和β值代入式(7), (12)和(14), 采用有限差分法即计算出渗碳时间为10, 20和30 h的C浓度及扩散应力沿试样深度方向的分布. 由于温度的影响较小, 因此, 可以认为渗碳结束后到冷却到常温的过程中试样内的C浓度和应力变化不大. 将计算结果绘于图1和2中与实验测量结果进行比较. 由图1和2可见, 基于应力-扩散耦合作用理论计算结果和实验结果吻合的较好. 为比较基于应力-扩散耦合作用理论和简单Fick第二定律计算C浓度和扩散应力的差别, 图1还给出了基于Fick定律, 即式(8)或(9)及(12)和(13)计算得到的C浓度分布. 可见, 应力-扩散耦合理论计算得到的表面C浓度低于Fick计算得到的表面C浓度, 而这可归结于压应力的存在, 因为根据式(3)可知压应力会导致C的富集水平降低, 但应力-扩散耦合理论计算得到的扩散深度明显大于Fick定律计算得到的渗碳层深度, 大4~5倍, 这一结果和式(10)一致, 即压应力的存在可导致C的表观扩散系数增大, 从而增加了C的扩散深度. 此外, 由图1还可见, Fick定律不能模拟出实测C浓度和应力曲线分布所呈现的凸状现象, 而基于应力-扩散耦合作用理论的计算则可以, 因此, 可以推断, 扩散引起的应力在C的扩散过程中也扮演重要的角色, 在分析C的扩散机理时, 扩散应力的作用不容忽视.
(1) 316L奥氏体不锈钢低温气体渗碳会在表层产生一层高C浓度的渗碳层, 渗碳层内重现高的压应力, C浓度和压应力均在表面处最大, 随着深度的增加而逐渐降低, 压力和浓度的大小之间呈直线关系.
(2) 考虑应力-扩散的耦合作用的扩散计算模型计算得到的C浓度分布和实验测量结果符合的较好, 表明应力-扩散耦合作用是低温气体渗碳过程中C扩散的重要机制之一. 扩散压应力的产生虽降低了C在材料表面处的富集水平, 却显著增加了其扩散速度. 在低温气体渗碳等类似的渗碳或氮的扩散研究中, 需考虑扩散引起的扩散压应力与扩散之间的相互影响关系.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}