
张航 , 史振学
, 史振学
ZHANG Hang, SHI Zhenxue
中图分类号: TG132.3
通讯作者:
收稿日期: 2013-08-18
修回日期: 2013-11-30
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
张 航, 男, 1985年生, 博士生
展开
摘要
采用元胞自动机-有限差分(CA-FD)方法对DD6高温合金高速凝固法(HRS, high rapid solidification)定向凝固树枝晶三维生长过程进行模拟研究. 建立温度场和溶质场耦合控制的枝晶生长模型, 考虑抽拉速率和温度梯度等凝固条件的影响, 同时考虑成分过冷、溶质分配系数、晶体择优取向等合金物性参数, 模拟研究了枝晶形态的演化过程. 模拟结果反映了高温合金树枝晶的竞争生长及形貌特征, 描述了凝固过程的溶质分布变化及枝晶间距的动态调整过程. 研究工作将模拟结果与实验结果进行了对比, 两者吻合良好. 模拟能够预测DD6高温合金HRS法定向凝固过程的枝晶形貌及一、二次枝晶间距动态调整过程.
关键词:
Abstract
Modern aero and power industry needs high-performance gas turbine. Directional solidification (DS) columnar grain and single crystal (SX) blade as key parts of gas turbine serve in heavy stress and high temperature conditions. The DS and SX blade are mainly produced by high rapid solidification (HRS) method, and HRS is one of useful DS technology, which has a property that the heat dissipating ways are changing during the process and the temperature gradients will vary correspondingly. The dendrite grain arrays were the substructure of a DS or SX blade. The structure of the dendrite grain arrays influences the mechanical property of the final casting very much, but is seriously affected by the solidification parameters, such as temperature gradient. In this work, the dendrite grain growth of DD6 superalloy was studied based on cellular automaton-finite difference (CA-FD) model concerning the HRS method's macro solidification parameters. Mathematic models for dendrite grain growth controlled by temperature field and solute field were built to describe the competitive growth and morphology evolution of dendrite grains. Then the dendrite calculation model was coupled with the models of DS process calculation, and some HRS solidification parameters were included, such as withdrawal rate, pouring temperature, etc. The coupled models were used to predict the dendrite grain competitive growth of DD6 superalloy during the DS process. The variation of solute distribution and the dynamic adjustment of dendritic spacing during the process could be predicted by simulating calculation. The DS experiment was carried out with a cylinder sample, and dendrite grains' distribution in the transverse and longitude section was observed by OM and SEM. Then the simulated dendritic morphology was compared with that by experiment. The primary and secondary dendritic spacing by experiment and simulation were measured, and the compared results revealed that as the DS process going on the temperature gradient decreased gradually and the primary dendritic spacing was increasing. So simulation results of the DS dendritic competitive growth were validated by the experiment results, and the proposed models could predict the dendrite grain morphology and the adjustments of DS dendritic spacing of DD6 superalloy very well.
Keywords:
现代航空工业及能源动力行业对涡轮燃气机热端部件的性能要求越来越高. 定向柱状晶及单晶叶片是重要的涡轮发动机热端部件, 其材料及加工工艺也出现了飞跃式的发展. 国际上先进的单晶高温合金已经发展至第六代[
近年来, 相场方法和元胞自动机(CA)方法在模拟枝晶形貌及演化方面得到了快速发展: 相场模型考虑了晶体表面能、枝晶尖端动力学、最优生长取向等多种因素, 能够模拟枝晶的形貌细节, 同时许多学者[
目前枝晶研究还有一定不足, 大量的实验研究集中于理想定向凝固过程, 设备多采用液态金属冷却方式, 试样截面较小, 易于达到凝固动态平衡状态. 而工程上主要采用高速凝固法(HRS)生产定向凝固铸件, 设备为真空定向凝固炉, 其结晶盘较大, 散热方式包括辐射冷却及热传导, 并且凝固初期主要散热方式为热传导, 而凝固中后期主要散热方式为辐射散热, 这种散热方式的转换过程影响温度梯度及晶体生长速度, 因此很难采用理论模型进行分析预测. 另一方面, 枝晶模拟研究关于初始条件及边界条件假设较为理想化, 与实际生产还有差距; 同时高温合金枝晶定向凝固生长的观测实验结果较少, David和Debroy[
本工作提出了多尺度耦合模拟的计算模型, 研究了DD6高温合金棒状试样定向凝固过程, 考虑抽拉速度、辐射散热、温度梯度等凝固条件, 模拟了棒状试样的温度场、晶粒组织以及局部位置的枝晶三维生长过程, 并与实验结果进行对比.
定向凝固过程在Bridgman定向凝固炉中完成. 根据高速凝固法特点, 一般将炉体简化为加热区、辐射挡板、冷却区、抽拉系统等4个部分, 如图1所示. 定向凝固模拟中考虑了加热区、冷却区的辐射换热, 水冷结晶器的热传导等传热方式, 以及抽拉系统运动速度、浇注温度等初始条件.
1.2.1 模型结构 棒状试样定向凝固过程的宏观传热模型包括辐射散热模型及热传导模型等多种[
为实现对微观尺度的枝晶模拟计算, 本工作提出了宏/微观耦合计算模型, 如图2所示.
1.2.2 温度场插值模型 枝晶生长的微观物理过程由温度场和溶质场耦合控制. 在定向凝固特征尺度上, 热扩散长度
式中, T为温度, t 为时间, ρ为材料密度, L为合金凝固潜热, c 为材料比热容,
图3
Fig.3 Schematic of linear interpolation method (x, y, z—macro grids coordinates; l, m, n—micro grids coordinates in x, y and z directions, respectively; TMac , TMacx +1, TMacy +1 and TMacz +1—temperature values of the macro grid present, macro grid of x+1, macro grid of y+1 and macro grid of z+1, respectively; Gx , Gy and Gz —temperature gradients in x, y and z directions, respectively; λx , λy and λz —micro grid lengths in x, y and z directions, respectively)
本工作采用线性插值算法计算局部区域微观单元的温度场. 温度场的插值算法如图3所示, 按照下式计算:
其中Gi可由下式计算:
式中, l, m和n分别为微观单元在x, y和z方向上的坐标值,
1.2.3 溶质分布计算的边界条件 溶质分布直接影响枝晶形貌特征, 在微观单元内部, 溶质分布可根据下式计算:
式中,
根据枝晶在微观区域的重复性特征, 研究中采用对称的边界条件. 设微观单元定义在
当
当
式中,
高温合金定向凝固组织生长过程受宏观温度场和微观溶质场的耦合控制. 枝晶生长的三维模拟是对凝固过程的能量传输和溶质传输耦合进行计算, 其控制模型如式(1)与(4)所示. 在固液界面, 满足平衡溶质分布, 如下式所示:
式中,
随着凝固过程进行, 满足溶质守恒, 如下式所示:
式中,
其中, 固液界面前沿的液相浓度由下式计算[
式中,
式中,
其中将枝晶法向速度
式中,
基于上述模型, 针对直径15 mm棒状试样进行凝固模拟计算, 同时对试样局部区域枝晶凝固过程进行模拟, 获得枝晶三维生长形貌, 并与实验结果进行对比验证.
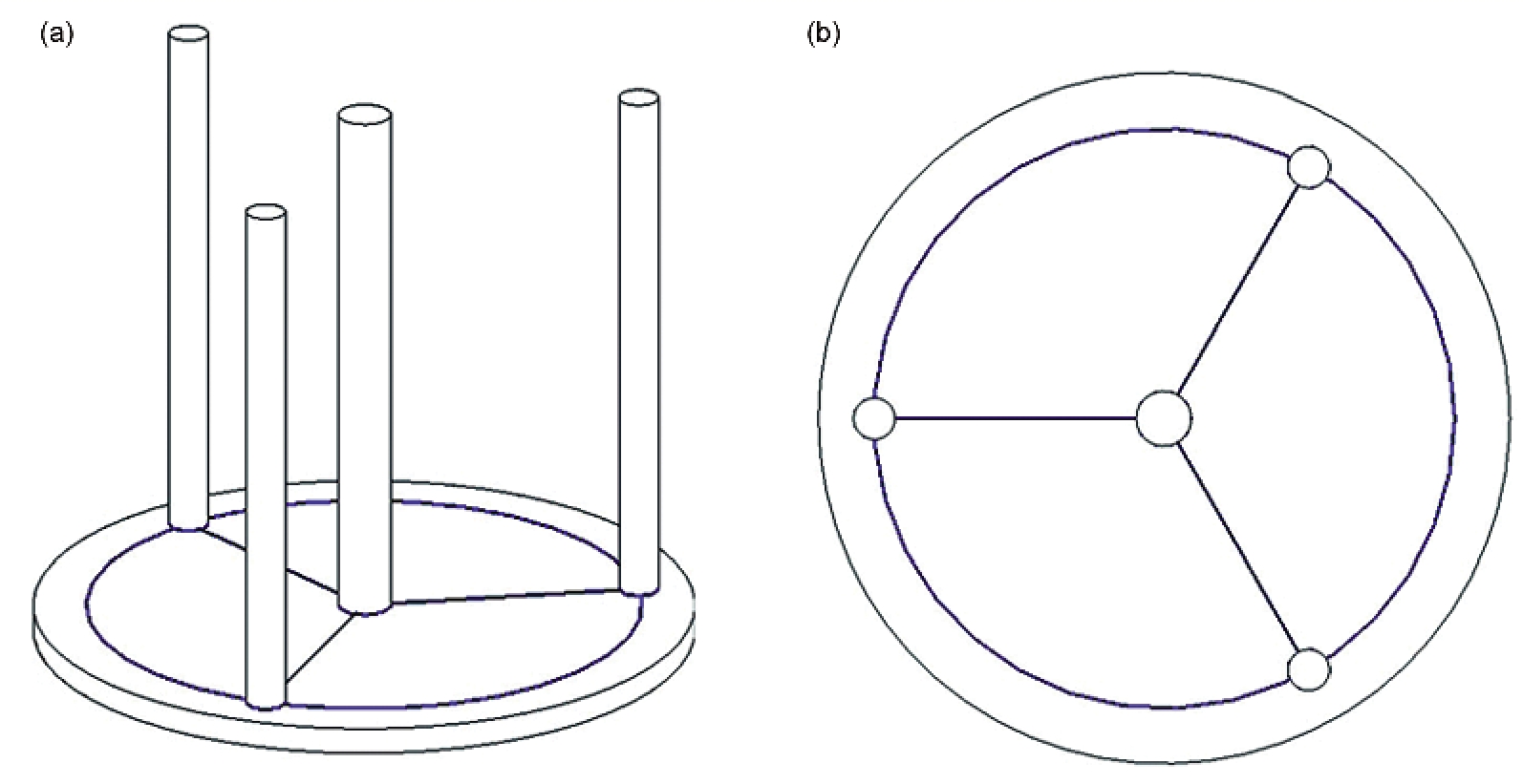
采用Bridgman定向凝固炉, 对长度200 mm, 直径15 mm的棒状试样进行定向凝固浇注, 材料为DD6单晶高温合金. 实验包括制腊模、涂壳、脱蜡、浇注等工序. 实验及后文模拟采用的主要工艺参数包括: 浇注温度Tp=1570 ℃, 保温温度Th=1570 ℃, 抽拉速率V=5 mm/min, 组模半径r=80 mm, 组模方式如图4所示.
对获得的高温合金棒状试样试样进行解剖, 分为横纵截面进行组织观察. 腐蚀剂采用HCl (5 mL)+HF (2 mL)+H2SO4·5H2O (2 g)+H2O (23.5 mL). 采用Axio Imager A1m金相显微镜(OM)获得了不同截面的枝晶形貌, 统计各横纵截面一次及二次枝晶臂间距. 采用JSM-6301F场发射扫描电镜(SEM)完成三维枝晶形貌扫描.
实际高温合金材料都具有多元多相的结构特点, DD6是我国第二代单晶高温合金[
采用CA方法模拟高温合金三维枝晶的生长过程中, 直接考虑多组元模型的研究还较少, 而采用等效二元合金对多组元进行合理简化是一个有效的处理手段[
式中,
表1 DD6合金的模拟用参数
Table 1 Simulating parameters of DD6 superalloy
| Parameter | Unit | Value |
|---|---|---|
| Liquidus | K | 1672[ |
| Solidus | K | 1615[ |
| Thermal conductivity | kJ/(m·s·K) | 0.0332[ |
| Specific heat | kJ/(kg·K) | 0.773[ |
| Density | kg/m3 | 8780[ |
| Latent heat | kJ/kg | 99[ |
| Mass fraction | % | 39.006* |
| Partition | 0.788* | |
| Liquidus slope | ℃/% | -3.95* |
| Diffusion coefficient in liquid (DL) | m2/s | 3.6×10-9 |
| Diffusion coefficient in solid (DS) | m2/s | 1.0×10-12 |
| Gibbs -Thomson coefficient (G) | k·m | 3.65×10-7[17] |
| Anisotropy intensity coefficient (g) | 0.04 |
定向凝固过程的枝晶生长在固液糊状区进行, 对宏观凝固过程的模拟是耦合微观枝晶生长模拟的基础和关键. 图5为棒状试样宏观凝固温度场及晶粒生长过程模拟结果, 其中枝晶生长计算域0.6 mm×0.6 mm×1.2 mm, 微观网格尺度6 μm×6 μm×6 μm, 图5c所示单元为铸件上不同位置的枝晶生长模拟计算单元.
图6为棒状试样的枝晶三维模拟结果, 该模型Euler生长角为(0, 0, 0), 其计算域单元为图4和5所示试样离散后的(66, 35, 17~18)单元, 记为计算域α; 计算域α距试样底层为10 mm. 本工作中不考虑枝晶生长的历史相关性影响[
枝晶二次臂间距受生长速度、冷却速率、温度梯度等多种因素影响. 许多学者对二次臂也进行了深入的理论及实验研究[
2.3.1 枝晶形貌 图8为DD6高温合金枝晶横截面形貌的实验与模拟对比图. 由图可知, 实验与模拟结果基本反映了枝晶定向生长截面的十字花样特征, 其一、二次枝晶臂尺度基本相当.
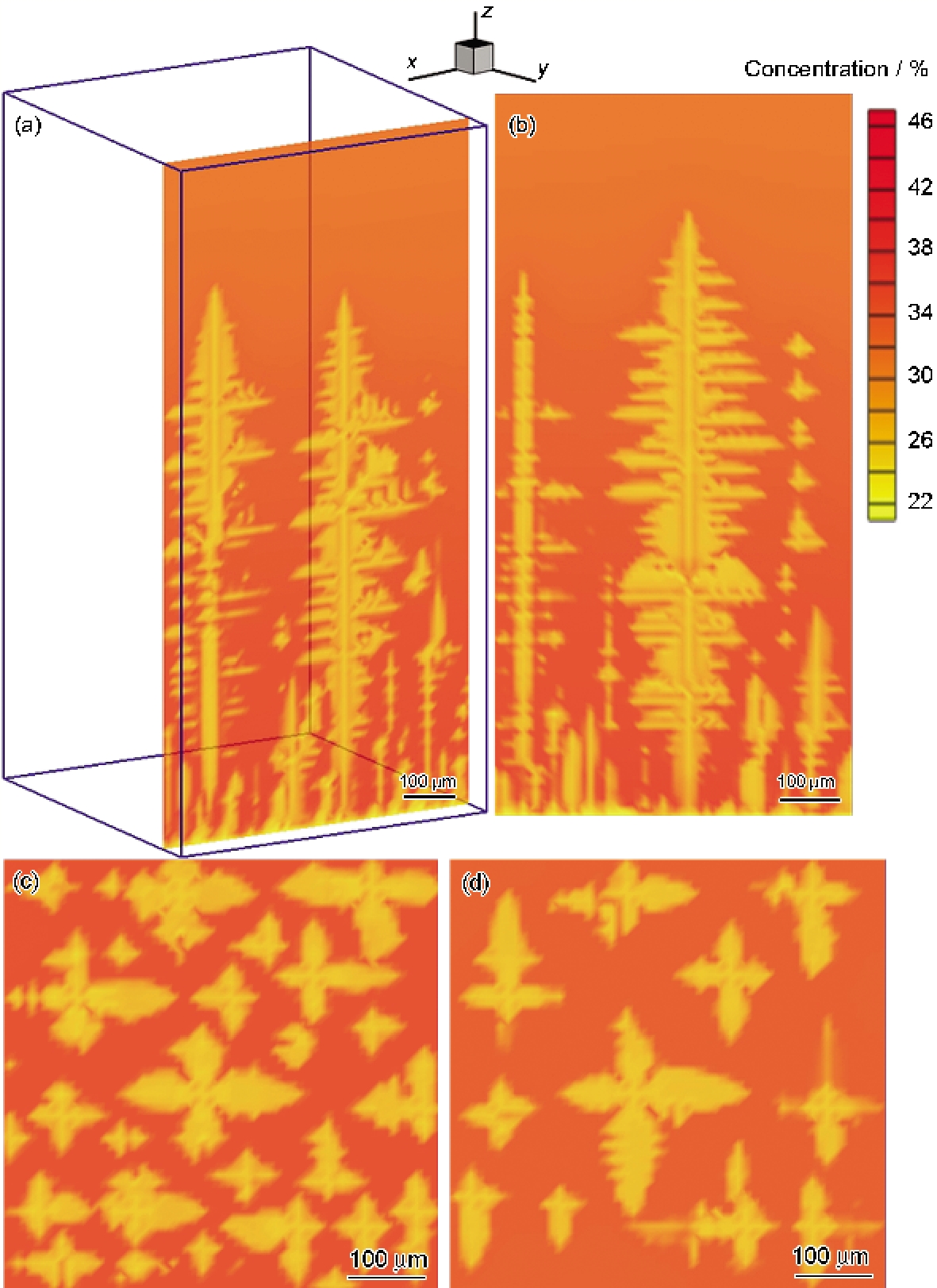
图9为枝晶三维形貌的实验与模拟结果对比图. 由图可见, 实验与模拟反应了枝晶定向凝固的形貌特征, 实验与模拟的一、二次枝晶间距基本相当. 枝晶形貌不是严格遵循十字花对称分布, 在部分二次臂位置, 由于温度场及溶质场的不均匀分布, 其二次臂伸长量及粗化程度不尽相同, 部分位置诱发高次枝晶臂生成. 但模拟与实验均表明, DD6高温合金定向凝固过程的高次枝晶臂并不发达. 由图可知, 模拟结果与实验结果吻合良好, 模拟结果能够在三维空间上合理反映枝晶形貌及一、二次枝晶间距尺寸.
图10为枝晶定向生长纵向对比结果. 由图可知, 模拟结果基本反映了枝晶定向生长特征. 图10a的实验结果可以清晰反映定向凝固过程枝晶二次臂的激烈竞争生长, 最终枝晶主干侧向保留了发达生长的二次臂以及部分被阻碍的不发达二次臂[
2.3.2 枝晶臂间距 采用HRS法定向凝固过程中, 主要散热方式会发生从底部热传导方式向侧向辐射冷却方式的转变, 这种转变会引起定向凝固过程中的温度梯度不断降低, 并影响枝晶生长速度及一、二次臂间距等物理参数. 目前还没有合理的数学模型对HRS法定向凝固过程的温度场及枝晶一、二次臂间距给予解析预测. 本工作中对DD6高温合金棒状试样的枝晶生长进行模拟, 并将模拟的一、二次臂间距与实验结果进行了对比, 如表2所示. 由表可知, 实验和模拟结果证明, 在采用HRS法定向凝固过程中, 一次臂枝晶间距
文献[50~51]提出了枝晶间距模型解释了枝晶间距与凝固参数的关系. 随后研究者提出的多种模型主要认为
式中, N为系数, G为枝晶尖端温度梯度,
在本工作中, 计算获得的一次枝晶间距比实验测量值偏小. 分析原因主要为, 当定向凝固处于稳定状态时, 枝晶间距是凝固条件的单值函数. 在模拟计算中, 在凝固底面设定的枝晶数目远大于稳定生长时的枝晶数目. 伴随着枝晶生长进行, 多数枝晶被淘汰, 枝晶间距不断调整并接近于稳态枝晶间距. 但是模拟计算域的高度超过一定值时, 预测的枝晶间距可以反映枝晶间距的实际值. 如果考虑枝晶生长的历史相关性等因素, 枝晶间距的预测值将更加接近实验结果. 对于二次臂枝晶间距, Flemings[
表2 DD6高温合金枝晶间距的实验与模拟对比
Table 2 Experimental and simulated results of dendritic arm spacing of DD6 superalloy
| Height mm | 1st arm spacing | 2nd arm spacing | G K·mm-1 | |||
|---|---|---|---|---|---|---|
| Exp | Simul | Exp | Simul | |||
| 10 | 128.1 | 133.6 | 49.4 | 40.1 | 4.77 | |
| 14 | 206.6 | 196.6 | 62.7 | 49.5 | 4.10 | |
| 18 | 211.0 | 208.4 | 58.8 | 45.5 | 3.30 | |
| 26 | 223.9 | 201.2 | 57.6 | 51.2 | 2.26 | |
(1) 实现了宏微观模拟的耦合, 完成了宏观温度场、晶粒组织的全局计算, 以及在该宏观凝固条件下的微观枝晶生长模拟.
(2) 模拟计算了DD6高温合金HRS法定向凝固过程的三维枝晶生长演化行为, 分析了其形貌特征, 以及一、二次枝晶间距随凝固高度的变化规律.
(3) 开展了DD6高温合金的定向凝固实验, 获得了枝晶的二维及三维形貌, 并与模拟结果进行了对比, 两者吻合良好.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|

/
| 〈 |
|
〉 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}