
邵媛媛, 杨平 , 毛卫民
, 毛卫民
北京科技大学材料科学与工程学院, 北京 100083
SHAO Yuanyuan, YANG Ping, MAO Weimin
中图分类号: TG142.1
通讯作者:
收稿日期: 2013-07-29
修回日期: 2013-12-1
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
邵媛媛, 女, 1980年生, 博士生
展开
摘要
利用XRD和EBSD研究了长轴分别平行于轧向(RD)、横向(TD)和轧面法向(ND)的柱状晶样品在热轧、冷轧及退火过程中的组织、织构演变规律, 并分别从几何诱导和取向诱导两个方面分析了晶界的交互作用. 结果表明, 热轧时由表面摩擦剪切作用引起的组织和织构梯度直接影响并遗传给后续冷轧及退火样品. 热轧后, 不同样品的初始晶粒形状各向异性差异消失, 形成相同的各向异性晶界组织, 但晶体学各向异性发生改变, 导致随后冷轧、退火组织及织构的变化均不同于直接冷轧的柱状晶样品. 研究中特别关注了对磁性能有利的{100}取向区域与晶界的关系.
关键词:
Abstract
Columnar grains show their special characteristics of morphological and crystallographic anisotropies, and thus markedly influence the microstructure and texture evolution during rolling and annealing process in electrical steel. The rolling and annealing microstructure and texture of three columnar grained samples with the long axes arranged along different directions were investigated by means of XRD and EBSD techniques, and the effects of columnar grain boundaries were analyzed from the view point of geometry-induced interaction and orientation-induced interaction. The results indicated that, prominent microstructure and texture gradients caused by the surface shearing during hot rolling inherited to subsequent cold rolling and annealing in columnar grained samples. The difference in morphological anisotropy of initial columnar grain boundaries in the three samples were eliminated after hot rolling, while a same type structure of anisotropic grain boundaries was formed. However, the crystallographic anisotropies of the samples were changed before cold rolling, and it caused that the evolution of the microstructure and texture during subsequent cold rolling and annealing was different with directly cold rolling process in previous work. This feature produced a graded microstructure and texture relationship between hot rolled samples and finally annealed samples. In this work, it mainly focused on the {100}-oriented regions at grain boundaries, because the {100} texture was most beneficial to the magnetic property of electrical steel.
Keywords:
柱状晶广泛存在于各类铸锭中, 它起源于固定的正温度梯度的存在, 并显著影响无固态相变的铁素体钢及Si含量超过2.5%(质量分数)的电工钢的组织、织构和性能. 柱状晶中晶粒形状的各向异性(指平行的倾转晶界广泛存在)及晶粒取向的各向异性(对立方晶系, 柱状晶主轴∥<100>)使得其形变、再结晶行为不同于单晶及等轴多晶样品, 且这种差异不仅受初始取向的影响, 也受特殊晶界走向的影响. 虽然, 由柱状晶导致的强旋转立方织构对冷轧冲压钢板的成形性和表面质量[
含100%柱状晶组织的电工钢铸锭, 由于晶粒形状和晶体学各向异性的存在, 其热轧、冷轧及退火工艺下的组织、织构演变规律, 必然不同于初始为柱状晶和等轴晶两种混合组织的工业厚板坯或经过锻造后只包含等轴晶组织的工业薄板坯. 为更好地认识这种接近实际生产工艺的柱状晶热轧、冷轧及退火行为, 首先对柱状晶直接冷轧及退火过程中的组织、织构演变规律进行了分析[
目前, 对铁素体钢中柱状晶的形变、再结晶行为已有一定研究. Shimizu等[
实验材料为含约3%Si(质量分数)的电工钢铸锭, 截取自工业厚铸坯中的柱状晶区, 即样品初始包含近100%柱状晶组织, 尺寸为110 mm×100 mm×30 mm, 柱状晶晶粒直径约5 mm, 柱状晶长轴分别平行于RD, TD和ND(以下分别称为RD, TD和ND样品). 理论上, 立方晶系柱状晶长轴平行于其晶体学<100>方向. 但实际生产中, 连铸时由于拉坯速度的存在, 其长轴与ND通常有小于15°的偏转角[
图1为3种样品热轧后板侧面的EBSD取向成像图. 由于表层都受轧辊剪切作用, 形成剪切组织和剪切取向, 包括Goss取向, 剪切区既有动态再结晶的细小等轴晶, 也有剪切取向的形变长条晶粒. 3种样品之间存在的微小差异是: RD样品的剪切层弱于ND和TD样品, ND样品的动态再结晶区最大. 中心层的取向明显不同, RD样品有最多的a线取向(图1d), TD样品有最多的{111}g线取向(图1e), ND样品有最强的旋转立方取向及{100}取向(图1f). 与前期柱状晶直接冷轧[
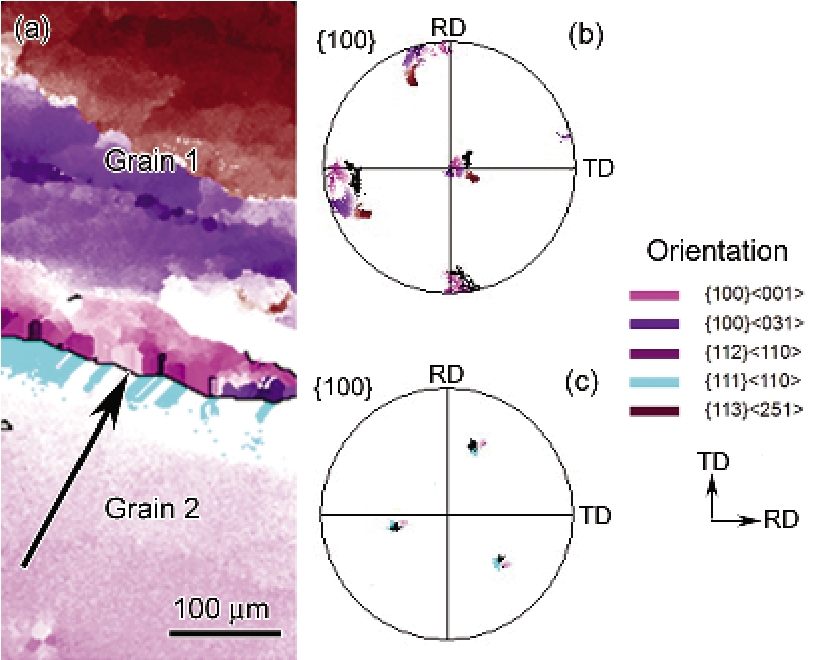
图2给出了RD样品轧面晶界附近的取向分布特点. 可以看出, 选区内包含3个晶粒, 其中Grain 1与Grain 3晶粒与{100}取向有关, Grain 2晶粒已转到{112}<110>/{111}<110>取向位置. 选区上侧的Grain 1晶粒接近立方取向, 在晶界附近既有残留的立方取向, 也有绕ND转动近20°的旋转立方取向, 还有转到{113}<251>取向的区域; 表明晶界附近是来自立方取向的轧制稳定取向(图2a中箭头A所示). 选区下侧的35°旋转立方晶粒Grain 3取向变化规律是α取向线变化规律, 即是45°旋转立方{100}<011>的转动规律; 该晶粒在接近与中间Grain 2晶粒的晶界时, 沿α取向线由近似的旋转立方经{112}<110>转到{111}<110>/{111}<112>位置, 即也是转向稳定取向的位置(图2a中箭头B所示). 并且Grain 2晶粒在与Grain 3晶粒交界处也转到与Grain 3晶粒相似且互补的{111}<110>和{111}<112>位置. 可见, 对晶界作用较弱的RD样品, 立方取向在晶界附近可较大程度的保留, 没有观察到冷轧时常出现的立方取向形变带. 此外, 也说明了{111}取向是易于在晶界附近出现的取向. 也就是说, 除了标准的45°旋转立方取向外, 其它α线或稍偏离α线取向形变晶粒的晶界处都因较强的晶界交互作用而形成{111}取向.
图3为ND样品轧面界面附近的取向分布特点. 由于选区上侧的立方取向是亚稳或不稳定的取向, 所以轧制过程中不可能由其它取向转过来, 只能是残留的. 也就是说, 该晶粒原始应为立方取向, 随着与界面距离的加大, 立方取向先绕ND转动, 再逐渐转向{113}<251>取向, 即也是沿典型的立方取向转动路径变化. 晶界另一侧为{112}<110>取向, 随着与晶界距离的减小, 转向稳定取向{111}<110>(图3a中箭头所示). 这表明, 在ND样品中立方取向晶粒与{112}<110>晶粒发生交互作用时, 立方取向残留在晶界附近, 取向梯度较大, 而{112}<110>晶粒内晶界附近的取向梯度则很小.
比较各种晶界附近取向变化的数据, 可见两种极端情况, 即晶界附近存在两种特殊取向, 原始残留的取向, 如立方取向; 形变的最终稳定取向, 如{111}<110>或接近{111}<112>. 出现的原因是晶界两侧晶粒的取向不同或晶界走向不同. 轧制条件下, 晶界处的交互作用强弱不同, 强的交互作用导致晶界附近转向最终形变取向, 弱的交互作用导致残留的初始取向. 前期工作观察[
与前期细柱状晶直接冷轧及退火[
图4给出冷轧75%后3种样品的宏观织构(ND样品实际压下量为85%). RD样品中心层有较强的{111}<112>织构, 它也与热轧板中存在一定量的Goss晶粒有关, 因为热轧前的初始取向中有较强的Goss织构. TD样品有最强的{111}<112>织构, 这显然来源于热轧板内较多的Goss晶粒. ND样品中心区有最强的{114}<110>织构. 由于样品厚度方向存在织构梯度, 因此从轧面测出的织构应不代表平均的情况. 这些特点与热轧织构有明显的继承性.
图5给出3种样品冷轧50%后的取向成像图. 可见, 取向特点与宏观织构(图4)基本对应, 其中TD样品中有最多的{111}<112>取向. 总体上, 除旋转立方晶粒外, 其它取向晶粒在晶界附近的取向都不同于晶粒中部. 但不能由此说明样品中平行于轧向的晶界交互作用很大, 因为这些差异是热轧后就存在的(见图1). 图5a所示的RD样品中有2处晶界附近都有残留的立方取向, 见图5b~e. 图5f所示的TD样品中心位置的立方和25°旋转立方晶粒是原始的立方晶粒, 它与上下2个{111}<112>硬取向晶粒相邻, 发生绕ND正反2个方向的小幅度转动, 如图5g和h所示. 图5i为ND样品粗大的旋转立方晶粒(选区下侧)与小的立方晶粒(选区上侧)相邻的情况. 最软的旋转立方取向在靠近晶界处已转到{111}<110>硬取向, 较软的立方取向受下方大晶粒的影响已转到25°旋转立方取向, 残留很少的、碎化的立方取向区域. 将3种样品信息加以总结可得出3个与{100}取向有关的晶界作用方面的特点: (1) 经93.3%的热轧及50%的冷轧, 在3个样品中的晶界附近都能找到立方取向区域, 说明晶界有助于立方取向的保留. 也就是说, 立方取向主要以这种方式残留. (2) 立方取向总与近25°立方取向或{113}<251>晶粒在一起, 说明它们是同一晶粒; 根据柱状晶冷轧取向变化及计算模拟结果[
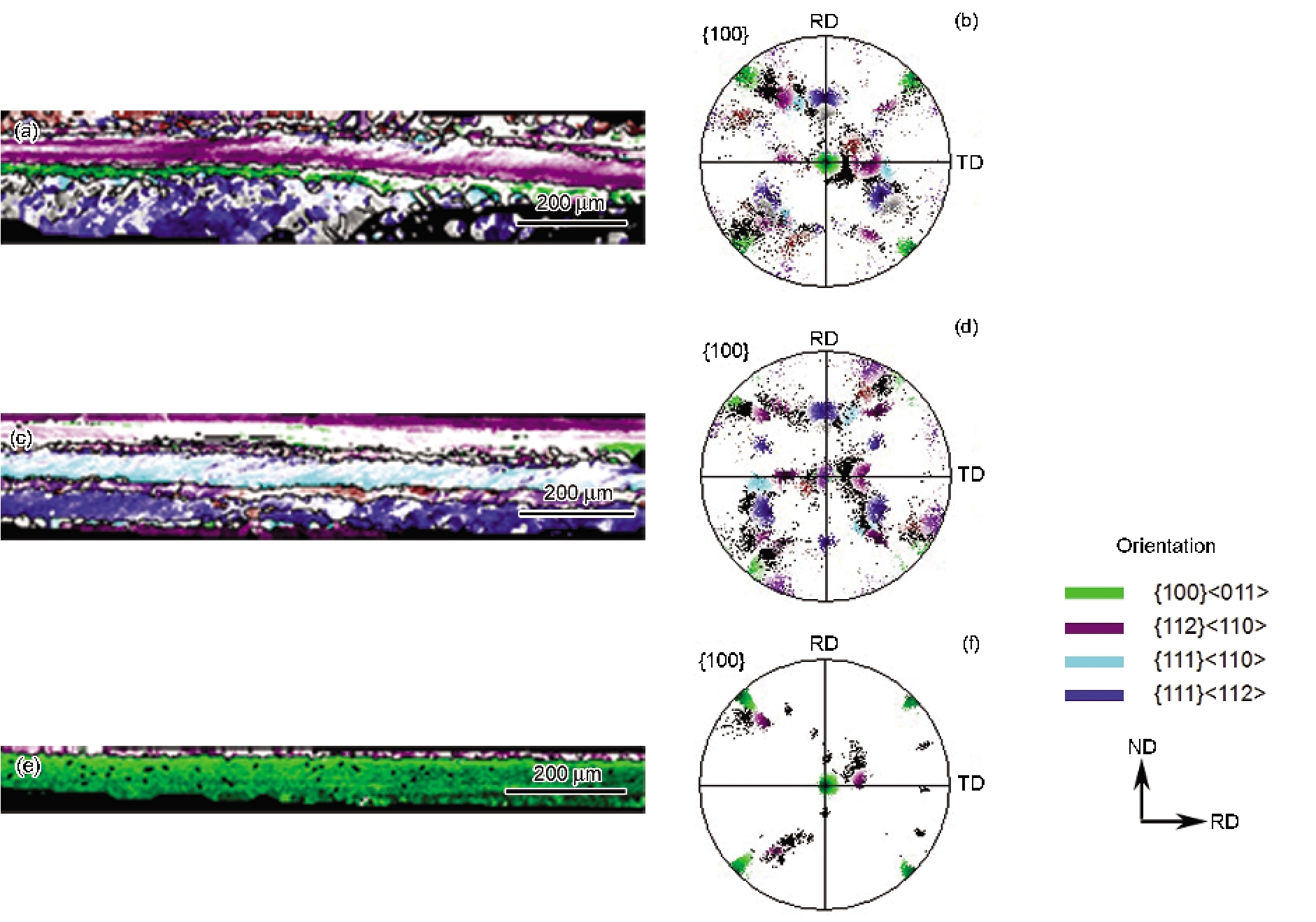
图6给出样品冷轧75%后侧面的EBSD取向成像图(其中ND样品实际压下量为85%). 可见, 此形变量下晶界附近已很难发现立方取向区域, 说明不稳定的立方取向已消失. 同时, 不但晶界附近取向梯度大, 晶粒内取向梯度也很大, 且取向梯度的方向不再是沿ND方向. RD样品上侧褐色区有立方取向轧制转动到{113}<251>的取向, 见图6a; TD样品中部还有20°旋转立方取向, 见图6b; ND样品有最多的旋转立方取向, 且晶粒内部仍没有明显的取向梯度, 表明几何上和取向上都没有导致晶界附近的交互作用
为展示退火组织、织构与热轧板的遗传对应性, 不采用消除组织不均匀性的高温退火工艺, 而是有意保留组织与取向梯度的差异. 图7给出3种样品冷轧50%后于850 ℃退火后侧面的取向成像图. 可见, 冷轧退火组织和织构与热轧板中沿ND方向的组织和织构梯度有明显的对应性. 退火板中表层细晶区与热轧板表层动态再结晶的细小晶区对应, 中心层旋转立方晶粒(存在于RD和ND样品)一般不能再结晶, 只能发生回复. 应注意的是, 与旋转立方晶粒相邻的晶粒基本都是25°旋转立方或{113}<251>取向晶粒, 它们都与原始的立方取向晶粒有关, 形变时按特定的取向转动路径转向{113}, 其晶粒尺寸较大, 对织构的贡献也较大. 此外, 表层、次表层还存在大量的Goss取向晶粒, 特别是TD样品中, Goss晶粒几乎占该选区的50%. Goss晶粒主要有2种来源: 一是热轧板表面由剪切作用形成的形变长条Goss取向晶粒, 冷轧时转到{111}<112>, 并在内部的剪切带内保存有Goss取向晶核. 由于Goss晶粒冷轧退火时有较强的遗传性, 可保证其退火后转回Goss取向; 二是TD样品中初始反Goss取向{110}<110>, 热轧时转到Goss, 黄铜或{111}<110>取向, 冷轧时转到{111}<112>, 退火后也形成Goss取向晶粒. 就晶界交互作用而言, 最软的旋转立方取向晶粒应是柱状晶强<100>织构的特点, 最容易与立方取向晶粒相邻. 冷轧时, 热轧板中平行于RD方向的晶界对形变难以产生阻碍作用. 同时, 旋转立方取向本身也很难对其它取向晶粒产生反作用. 因此, 其自身内部或不产生取向梯度, 或只沿a取向线缓慢地发生取向变化, 产生一定的交互作用, 被形变晶粒{113}<251>缓慢地吞并.
由3种不同方向放置的柱状晶样品热轧、冷轧及退火的组织和织构演变规律可见, 退火板中的{111}织构都很弱, {100}及Goss织构都比较强(不需要二次再结晶), 是高磁感无取向电工钢的理想织构状态; 组织的不均匀性来自热轧时表层的剪切作用(形成过于细小的晶粒, 加速{111}取向晶粒的出现)及中心区立方和旋转立方取向晶粒的不同行为. 如果降低热轧温度、增加热轧时的润滑, 则可进一步消除表层细小的组织[
几何诱导的晶界交互作用含义是, 对晶界都平行于RD方向的柱状晶样品, 轧制时近似平面应变条件作用下(不考虑表面剪切作用), 界面处晶粒间的交互作用最小, 而TD样品中的晶界都平行于轧板横向TD, 晶界处晶粒间的交互作用在轧制时最大; 这种规律在fcc Cu双晶的研究中已经得到证实[
取向诱导的晶界交互作用含义是, 因3种样品的初始织构不同, 轧制时典型取向晶粒内开动的滑移系数目不同, 在轧制条件下产生的应变张量就不同, 对各个方向的晶界作用也不同. 随形变的进行, 取向逐渐转到不同的轧制稳定取向, 又产生新的应变张量, 对不同方向的晶界又发生新的不同程度的交互作用. 理论上, 初始样品含有丝织构, 即连续变化的取向分布, 但基于前期对柱状晶冷轧[
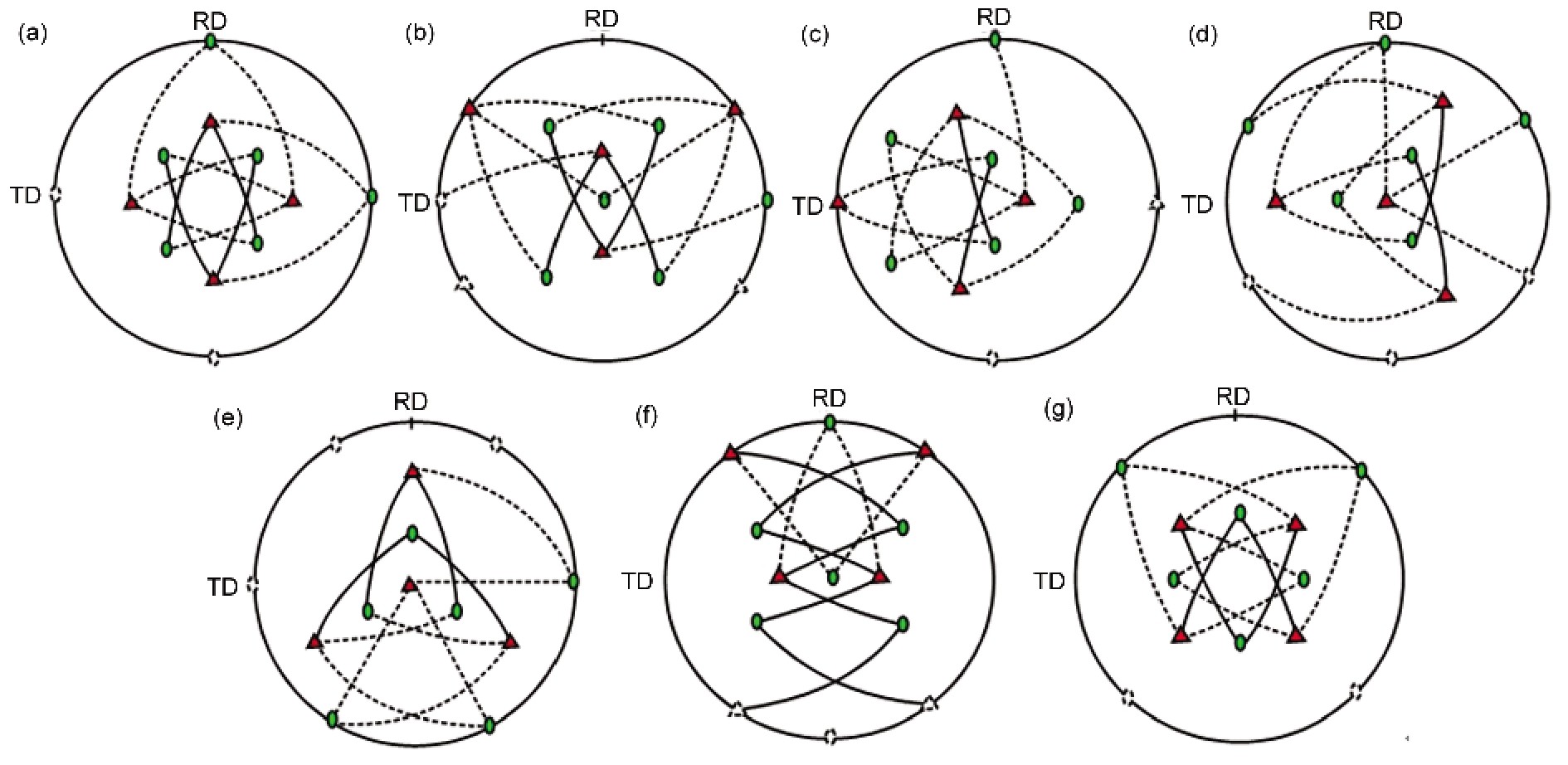
图8给出了本工作主要关注的旋转立方{100}<011>, Goss{110}<001>, {112}<110>, {111}<110>, {111}<112>, 反Goss{110}<110>和立方{100}<001>取向单晶轧制时对应的{110}<111>滑移系的位置. 对旋转立方取向{100}<011>(图8a), 首先开动的滑移系是4个(实线所示), 滑移方向落在RD与ND的连线上, 滑移系开动时沿RD正、反方向的滑移量互相抵消, 取向稳定, 几乎不产生侧向TD的展宽. 因此, 对RD方向的晶界几乎没有作用; 同时最大取向因子是0.82, 是较软的取向. 类似地, Goss取向也是这个特点(图8b), 4个滑移系开动, 也不产生沿侧向的宽展. Goss取向最大的取向因子值与旋转立方取向相同, 为0.82, 是较软的取向; 并且轧制时发生简单的绕侧向TD的转动, 产生内部剪切带, 而不会对平行于RD的晶界发生作用. {112}<110>取向单晶有2个滑移系开动(图8c), 最大的取向因子值为0.82, 也为软取向, 滑移系之间的交互作用小. 其中, 滑移面法线落在RD和ND连线上, 滑移方向的TD分量也不大. 因此, 轧制时只有很小的展宽作用, 即对RD方向晶界的作用较弱. {111}<110>取向也有2个滑移系开动(图8d), 滑移方向的TD分量比{112}<110>稍大, 且滑移面也有TD分量, 其最大的取向因子值为0.68, 比立方和旋转立方取向都要硬. 因此, 其对RD方向晶界的作用比{112}<110>强. 对{111}<112>取向, 也开动4个滑移系(图8e), 其中2个具有很大的TD分量, 因而产生相对较大的展宽, 即对侧向平行于RD的晶界有显著的交互作用, 其最大的取向因子值降到0.54, 是硬取向. 类似地, 反Goss取向有8个滑移系开动(图8f), 都有较大的TD分量, 因此也应产生显著的展宽作用; 并且最大的取向因子值只有0.41, 是典型的硬取向. 立方取向轧制时有4个滑移系开动(图8g), 最大的取向因子值是0.82, 也是较软的取向, 应与旋转立方取向相似, 不发生明显的与RD方向晶界的交互作用; 但其滑移面在RD和ND的连线上, 为共面滑移, 转动时不产生TD方向的作用, 而滑移方向则有一定的TD分量. 由于立方取向是亚稳取向, 一旦偏离理想位向就不稳定. 因此, 应产生比旋转立方和Goss取向稍大的晶界交互作用. 立方取向遇到旋转立方软取向时, 相互作用较小; 遇到{111}等硬取向时, 只能自身取向发生变化.
表1 含3.5%Si电工钢单晶冷轧时的形状变化[
| Orientation | Rolling force / MPa | Average widening / % | Average extension / % |
|---|---|---|---|
| {100}<011> | <1 | <2 | 101 |
| {112}<110> | About 1 | 6 | 90 |
| {111}<110> | About 5 | 10 | 84 |
| {111}<112> | About 5 | 14 | 62 |
根据Därmann[
综合几何诱导和取向诱导的晶界作用可知, RD样品中几何诱导及取向诱导的晶界交互作用都很小, 因为RD样品中, Goss晶粒和立方晶粒形变初期对RD方向晶界的作用很小; 形变后期, 分别转向{111}<112>和{113}<251>, 晶粒间晶界的作用才开始增强. TD样品中, 沿TD方向的晶界对形变的阻碍作用最强, 即几何诱导的晶界作用最大(注意: 这里几何诱导的晶界作用是指平行于TD的晶界, 而不是本文讨论最多的平行于RD的晶界); 而通过前面的分析可知, 反Goss取向与晶界的交互作用很强, 即取向诱导的晶界作用最大. 也就是说, TD样品几何诱导和取向诱导的晶界作用都很大. 当TD样品中由表面剪切产生的Goss取向形成{111}<112>后, 继续形变(冷轧)时对晶界的作用也增强. 因此, TD样品退火后旋转立方晶粒最少. ND样品中几何诱导的晶界作用较大, 但取向诱导的晶界作用则最小, 即立方或旋转立方取向等{100}晶粒间的晶界作用很小; 热轧初期, 旋转立方取向晶粒受平行于ND方向的晶界作用较大, 但随着轧制的进行, 晶界逐渐平行于轧向, 产生的交互作用最小, 晶粒内部很难形成取向梯度. 立方取向晶粒在RD和ND样品中都未受到显著的晶界作用.
(1) 热轧时立方取向多残留在晶界附近, 而不是冷轧时的带状组织分布特征; 晶界附近取向以残留的初始取向和形变最终的稳定取向为主, 与晶粒本身的软硬和晶界作用相关. 热轧后再冷轧晶界的作用小于相同形变量下的直接冷轧柱状晶样品, 组织均匀性较差.
(2) 经93.3%热轧和50%的冷轧后, 立方取向还可普遍存在于晶界附近, 弱的晶界作用使a线上的取向绕RD∥<110>逐渐转动. 而75%的冷轧压下量, 则使立方取向基本消失. 相比之下, 旋转立方取向晶粒内不会出现大的取向梯度.
(3) 退火后的组织与热轧后的组织、织构梯度有很好的对应关系, 中心层回复的粗大旋转立方晶粒起源于初始{100}取向; 与其相邻的大尺寸25°旋转立方及{113}<251>再结晶晶粒起源于初始立方取向, 只能缓慢吃掉旋转立方取向晶粒; 强Goss织构起源于热轧板次表层的Goss形变晶粒. 与柱状晶相关的几种再结晶织构的形成中都缺少较强的晶界交互作用.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}