
薛鹏, 肖伯律, 马宗义
中国科学院金属研究所沈阳材料科学国家(联合)实验室, 沈阳 110016
XUE Peng, XIAO Bolü, MA Zongyi
中图分类号: TG172
通讯作者:
收稿日期: 2013-10-18
修回日期: 2013-10-18
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
薛 鹏, 男, 1984年生, 助理研究员, 博士
展开
摘要
通过强制冷却的搅拌摩擦加工(FSP)技术在Cu-Al合金中得到了超细晶和纳米结构的微观组织, 利用电子背散射衍射、透射电子显微镜等技术研究了层错能对FSP Cu-Al合金微观组织和力学性能的影响. 结果表明, FSP Cu-Al合金为均匀、等轴的再结晶组织, 随着层错能的减小, 晶粒尺寸不断降低, 而且在低层错能的FSP Cu-Al合金中, 超细晶粒内部生成了丰富的纳米孪晶片层组织, 进一步细化了微观组织. 由于微观组织的逐步细化, FSP Cu-Al合金的强度随层错能的降低逐步提高, 而均匀延伸率呈现出先增加后减小的趋势.
关键词:
Abstract
Ultrafine-grained (UFG) and nanostructured (NS) materials have attracted considerable interest due to their special microstructure and mechanical properties. Severe plastic deformation is one of the optimum approaches to fabricate bulk, dense and contamination-free UFG and NS metallic materials. However, high density of dislocations and unstable microstructure were usually induced in these UFG and NS metallic materials, resulting in poor tensile plasticity and fatigue properties. In this study, bulk UFG and NS Cu-Al alloys were successfully prepared via friction stir processing (FSP) with additional forced water cooling. FSP Cu-Al alloys exhibited uniform recrystallized microstructure with equiaxed ultrafine grains, and the grain sizes reduced gradually as the stacking fault energy (SFE) decreased. Abundant nano-twin layers formed in the ultrafine grains of FSP Cu-Al alloys with low SFEs, which further refined the ultrafine grains and NS microstructure was achieved. The strength of the FSP Cu-Al alloys increased clearly with decreasing the SFEs due to the gradually refined microstructure, but the uniform elongation increased initially and then decreased in the Cu-Al alloy with the lowest SFE.
Keywords:
由于具有独特的微观组织和力学性能, 超细晶和纳米晶结构材料引起了材料科学工作者的广泛关注[
基于搅拌摩擦焊接(friction stir welding, FSW)的原理, Mishra等[
FSP过程中材料的剧烈塑性变形产生的温升会使再结晶晶粒长大, 因此虽然采用强制冷却, FSP制备出的材料仍大多处于超细晶尺度. Su等[
选取层错能分别为10和6 mJ/m2的Cu-10%Al和Cu-15%Al (原子分数) 2种单相Cu-Al合金为实验材料, 经熔炼、锻造和轧制后加工成尺寸为200 mm×80 mm×4 mm的板材. 同时选用了层错能为78 mJ/m2的无氧高纯Cu (99.99%) 作为对比研究材料, 所用板材尺寸为200 mm×70 mm×5 mm. 本工作中将纯Cu视为Al含量为0的Cu-Al合金, 3种Cu-Al合金分别记为Cu-0Al, Cu-10Al和Cu-15Al. FSP过程选用轴肩直径为8 mm的小尺寸搅拌工具, 搅拌针直径为3 mm, 长1.2 mm. FSP参数为: 转速400 r/min, 行进速度50 mm/min. FSP过程采取强制水冷却的方式, 将实验板材固定于水槽中并在FSP过程中用高压流动水快速冷却加工区.
微观组织观察分别选用电子背散射衍射(EBSD)技术和透射电子显微镜(TEM)进行. EBSD样品从加工区的横截面上截取, 然后经机械研磨、抛光后进行电解抛光, 消除表面应力层. 电解抛光液配方为: 2.5 g CO(NH2)2+25 mL (CH3)2CHOH+125 mL H3PO4+125 mLC2H5OH+250 mL H2O. 电解抛光采用电压控制, 电压选用5 V, 时间约为10 s. EBSD分析选用Oxford HKL Channel 5型分析系统, 配备在LEO Supra 35场发射扫描电镜(SEM)上, 选用分析步长为70 nm, SEM操作电压为20 kV. TEM样品制备时采用电火花切割机从加工区切取厚度为0.8 mm的薄片, 然后机械研磨至50 μm左右, 并截成3 mm的小圆片, 最后在Gatan 656型凹坑研磨仪和691型离子减薄仪上进行凹坑和离子减薄. TEM分析在FEI Tecnai T12上进行, 操作电压为120 kV.
拉伸样品沿着FSP加工方向从加工区采用电火花切割机切取, 拉伸样品为狗骨头形状, 标距部分长8 mm, 宽2 mm, 厚1 mm. 拉伸实验在Instron 5848MicroTester型力学试验机上完成. 拉伸实验在室温下进行, 应变速率选用1×10-3 s-1. 拉伸过程中采用MTS LX300型非接触式激光引伸仪测量拉伸样品上标记位置之间的相对位移, 以计算拉伸应变.
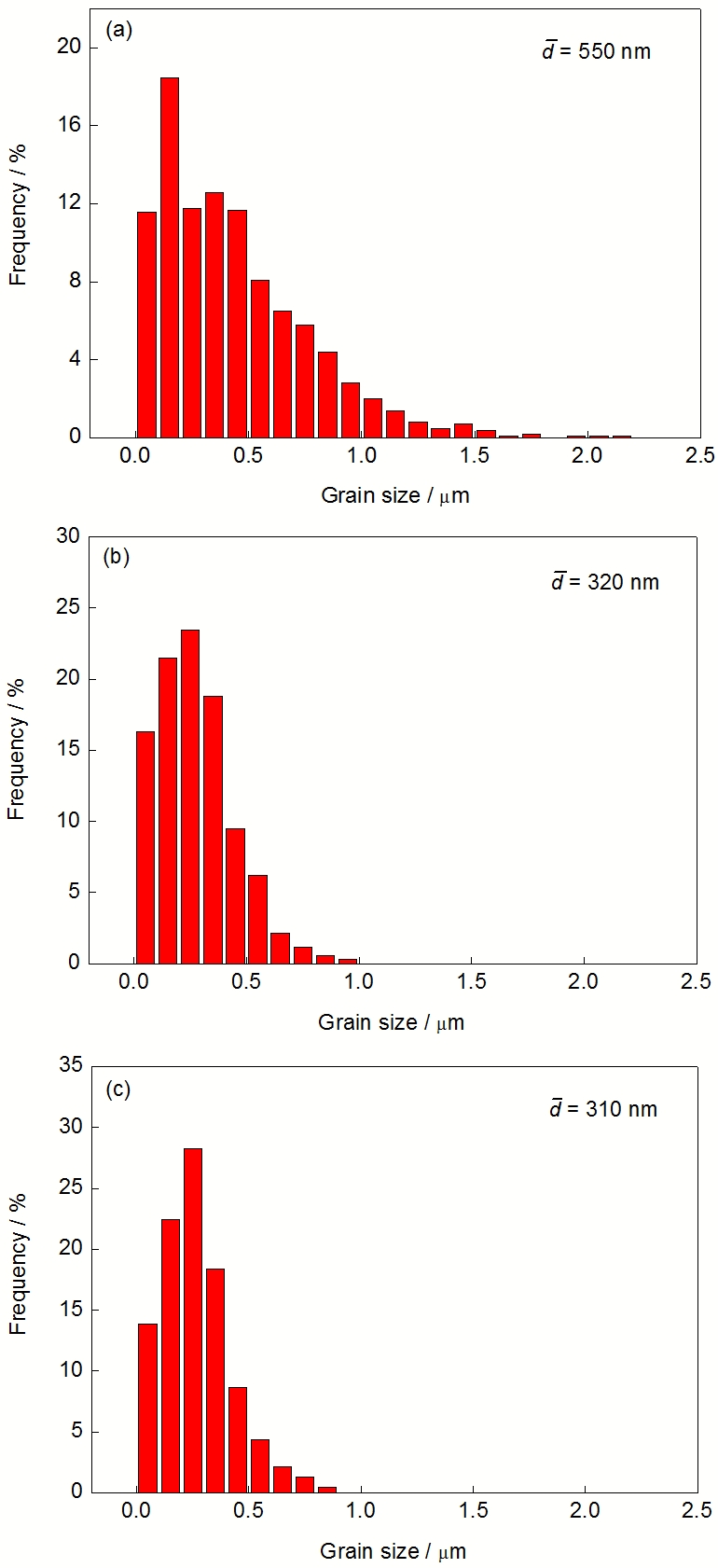
图1所示为FSP Cu-Al合金的EBSD微观组织. 从图中可以看出, 与其它FSP超细晶材料类似, FSP Cu-Al合金呈现出均匀、等轴的再结晶组织, 晶粒取向分布也相对比较均匀. 与Cu-0Al相比, Cu-10Al和Cu-15Al的晶粒尺寸明显降低. 从图2所示的晶粒尺寸分布上可以看出, Cu-0Al中仍有大于1 µm的微米晶存在; 而对于FSP Cu-Al合金, 所有晶粒的尺寸均在1 µm以下. 经EBSD分析软件计算, Cu-0Al, Cu-10Al和Cu-15Al的平均晶粒尺寸分别为550, 320和310 nm.
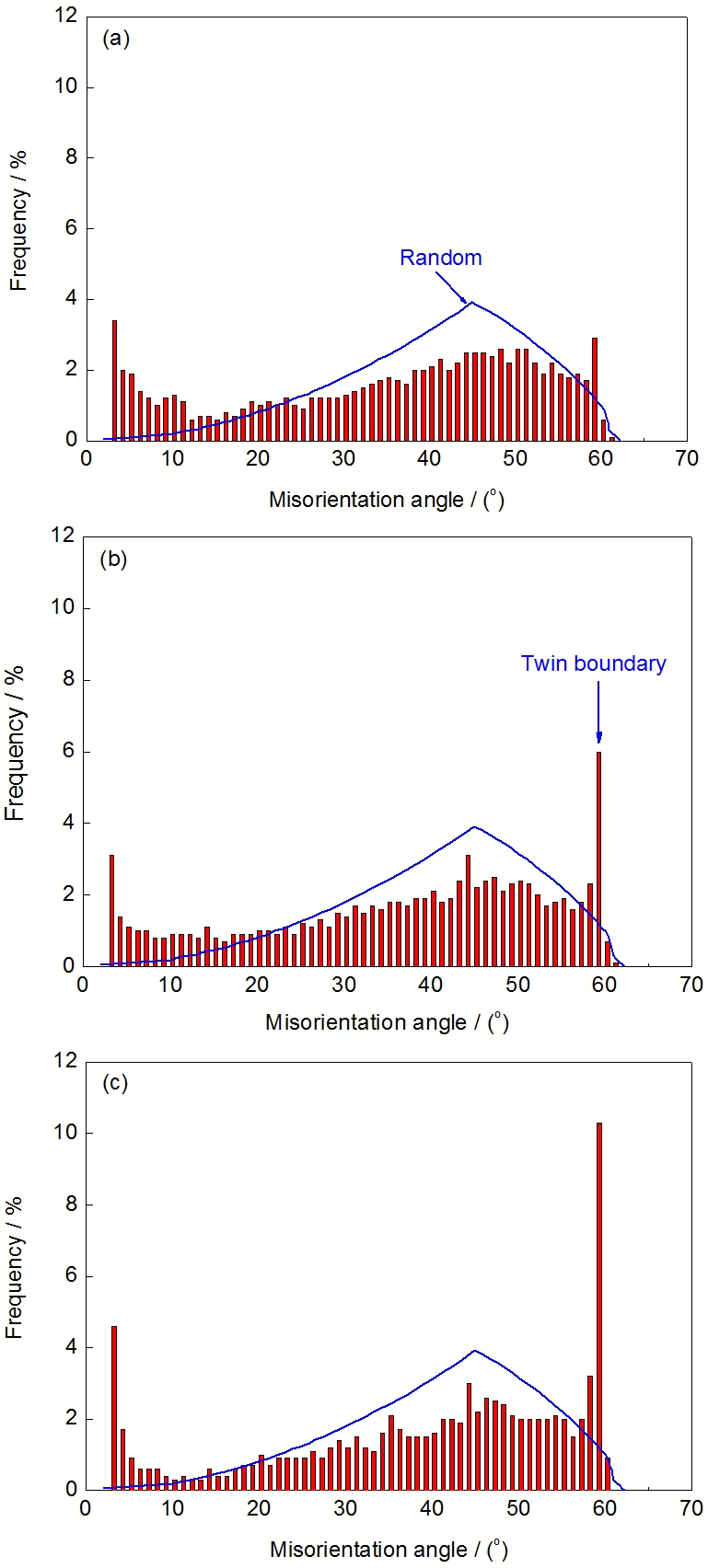
图3所示为FSP Cu-Al合金的晶界取向差分布图. 从图中可以看出, 除了低角度晶界取向差部分及晶界取向差60o附近外, FSP Cu-Al合金的晶界取向差分布与立方结构材料的随机分布类似. 由于EBSD分析的精度为2o左右, 因而只考虑2o以上的晶界取向差, 经统计Cu-0Al, Cu-10Al和Cu-15Al中大角晶界(晶界取向差≥15o)所占的比例分别为82.5%, 85.3%和87.4%. 由此可见, 随着Al含量的增加, 即层错能的降低, 小角晶界(2o<晶界取向差<15o)所占的比例从Cu-0Al中的17.5%逐步降低为Cu-15Al中的12.6%.
从图3中还可以发现, 在晶界取向差为60o附近出现峰值, 而且随着层错能的降低其所占比例逐步提高. 在fcc金属材料纯Cu及其合金中, 此取向差对应Σ 3孪晶界的角度. 以晶界取向差60o附近超出随机分布的比例为标准, FSP Cu-0Al, Cu-10Al和Cu-15Al中孪晶界的比例分别为2.16%±0.05%, 5.80%±0.08%和11.21%±0.08%. 由此可见, 随着层错能的降低FSP Cu-Al合金中孪晶界的比例逐步升高.
FSP Cu-Al合金更为深入的TEM微观组织分析如图4所示. 可见, FSP Cu-0Al由等轴的超细晶粒组成, 平均晶粒尺寸为500 nm左右, 与EBSD统计结果一致. 从图4a中还可看出有些位错分布在超细晶组织中, 这是由于强制冷却的作用, 再结晶晶粒并未充分生长, 有些位错胞状晶界保留下来, 并未形成大角晶界, 这也是EBSD晶界取向差分布图(图3)中小角晶界比例要比随机分布中提高的主要原因. 随着层错能的降低, Cu-10Al的平均晶粒尺寸降低到大约300 nm, 如图4b所示. 更为重要的是, 在许多超细晶粒内部生成了丰富的孪晶界, 形成孪晶片层结构, 其典型的孪晶电子衍射图谱(SAED)如右上角所示. 孪晶片层的宽度一般在100 nm以下, 甚至可细化至10 nm以下, 为纳米孪晶片层, 这无疑进一步细化了FSP Cu-Al合金的微观组织. 继续降低层错能, Cu-15Al试样中超细晶的晶粒尺寸并没有明显减小, 仍在300 nm左右, 但此时纳米孪晶片层结构更为普遍, 几乎遍布所有超细晶粒, 如图4c所示. 同时, 在Cu-15Al中发现了许多纳米晶粒(晶粒尺寸<100 nm)组织, 并且有些纳米晶粒中也可形成孪晶片层组织, 如图4d所示. 由此可见, 在FSP Cu-15Al中得到了由纳米孪晶片层和纳米晶组成的纳米结构组织.
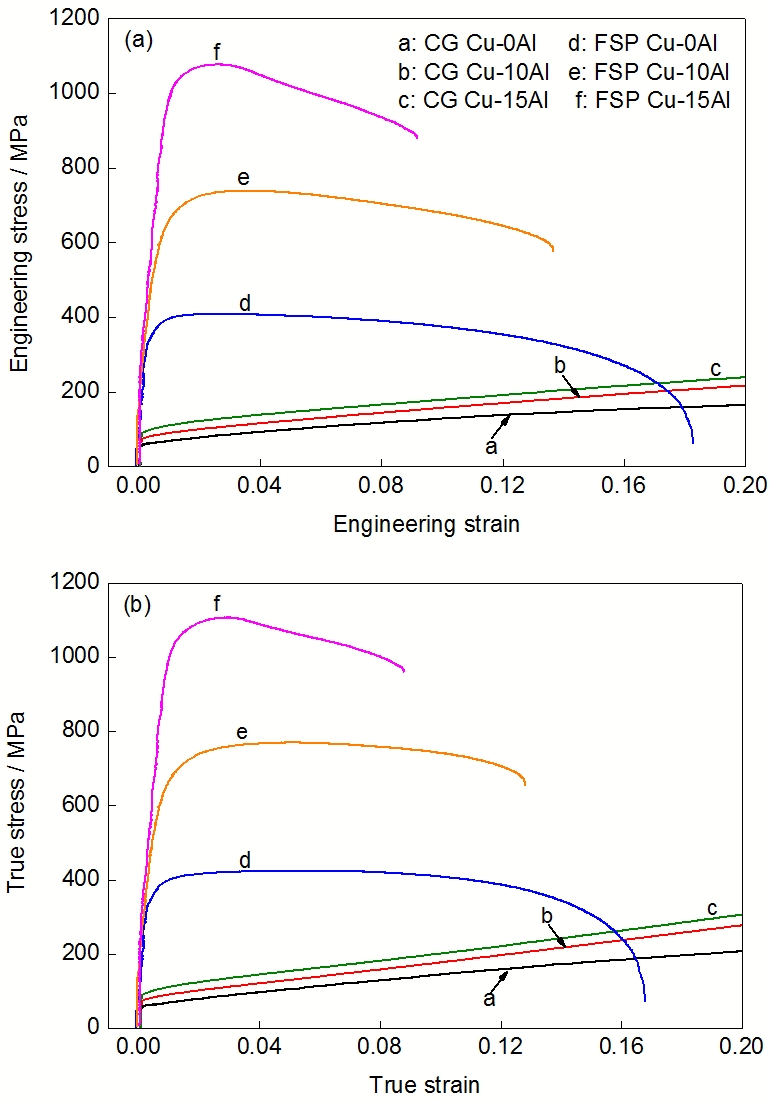
图5所示为粗晶及FSP Cu-Al合金的拉伸性能曲线. 从图5a的工程应力-应变曲线中可以得出, 粗晶Cu-0Al, Cu-10Al和Cu-15Al的屈服强度分别为50, 70和90 MPa, 抗拉强度分别为180, 330和390 MPa. 经过FSP处理后, Cu-0Al, Cu-10Al和Cu-15Al的屈服强度分别增至355, 610和980 MPa, 抗拉强度分别增至410, 740和1180 MPa. 显然, 与粗晶态相比, FSP Cu-Al合金的强度明显提高, 具有最低层错能的FSP Cu-15Al合金的屈服强度已高达粗晶态的11倍左右.
与粗晶态材料相比, FSP Cu-Al合金的延伸率明显降低, FSP Cu-0Al, Cu-10Al和Cu-15Al的均匀延伸率分别为3.1%, 4.2%和2.9%, 总延伸率分别为18.2%, 13.2%和8.5%. 与DPD及ECAP Cu-Al合金[
众所周知, 位错滑移和变形孪生是金属材料发生塑性变形的2种最为重要的微观变形机制[
FSP过程是在一定的温度下进行的, 因此动态回复和动态再结晶很容易发生. 一般认为, 动态再结晶是搅拌区微观结构演化的基本特征, 但对于具体的动态再结晶机制还没有统一的认识[
层错能降低后, FSP Cu-Al合金的晶粒细化方式可能会有所转变. 此时, 由于塑性变形过程中孪生变得非常容易, 势必会对再结晶造成影响. 除了位错胞结构作为再结晶核心外, 形成的大量孪晶也可作为再结晶的核心, 这应该与FSP镁合金中的孪晶再结晶现象类似[
由以上实验结果可知, 层错能对FSP Cu-Al合金的微观组织产生了显著影响, 这主要表现在晶粒尺寸和晶界取向差分布以及孪晶分布上. 前已所述, 与Cu-0Al相比, 孪生在FSP Cu-10Al和Cu-15Al的晶粒细化过程中起着非常重要的作用, 因此随着层错能的降低FSP Cu-Al合金的平均晶粒尺寸逐步降低, 从Cu-0Al的550 nm减小到Cu-15Al合金的310 nm. FSP Cu-Al合金大角晶界的比例随层错能的降低明显增加, 且均在80%以上. 而对于ECAP Cu-Al合金, Al含量为8%时大角晶界的比例也仅为62%左右[
FSP Cu-Al合金与SPD Cu-Al合金晶界取向差分布的另一个显著区别是, FSP Cu-Al合金在60o附近出现一个峰值[
随着层错能的降低, FSP Cu-Al合金中微观组织的变化必然会引起力学性能的显著改变. 与SPD铜合金的研究结果[
随着层错能的降低, FSP Cu-Al合金的断裂延伸率伴随着强度的提高而逐步降低, 如图5所示. 对于工程上更具意义的均匀延伸率, 则呈现出先增加后减小的变化趋势. 在Al含量为10%时得到最大的均匀延伸率为4.2%, 随着Al含量增加到15%, 均匀延伸率则降为2.9%, 这一变化趋势与ECAP铜合金中随层错能降低一直增加的变化趋势不同, 而与HPT铜合金的变化趋势相同[
(1) 通过强制冷却的FSP技术, 可以在Cu-Al合金中得到超细晶和纳米结构组织, FSP Cu-Al合金呈现出均匀、等轴的再结晶组织.
(2) 随着层错能的降低, FSP Cu-0Al, Cu-10Al和Cu-15Al的平均晶粒尺寸逐步减小, 分别为550, 320和310 nm, 同时大角晶界和孪晶界的比例逐步提高. 在低层错能的FSP Cu-Al合金中, 超细晶粒内部生成了丰富的纳米孪晶片层组织, 使微观组织进一步细化.
(3) 由于微观组织的逐步细化, FSP Cu-0Al, Cu-10Al和Cu-15Al的强度随层错能的降低而逐步提高, 屈服强度分别为355, 610和980 MPa, 与粗晶态的屈服强度相比分别提高了7, 9和11倍; 而其均匀延伸率分别为3.1%, 4.2%和2.9%, 呈现出先增加后减小的趋势.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}